Таблица сварочного тока для полуавтомата: Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки
Режимы сварки полуавтоматом в среде защитных газов: подбор, расчет, таблицы
В большинстве случаев использовать сварочный полуавтомат вместе с защитным газом-прекрасная идея.
Такой метод предоставляет широкий спектр возможностей, таких как скорость и качество при сварке разных металлов – меди, алюминия, сталей, и прочих.
Однако перед началом сваривания необходимо изучить специфику работы с таким набором оборудования, научится подбирать режим сварки полуавтоматом в среде защитных газов и только тогда это действительно упростит работу мастера.
Содержание статьиПоказать
Актуальность
Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.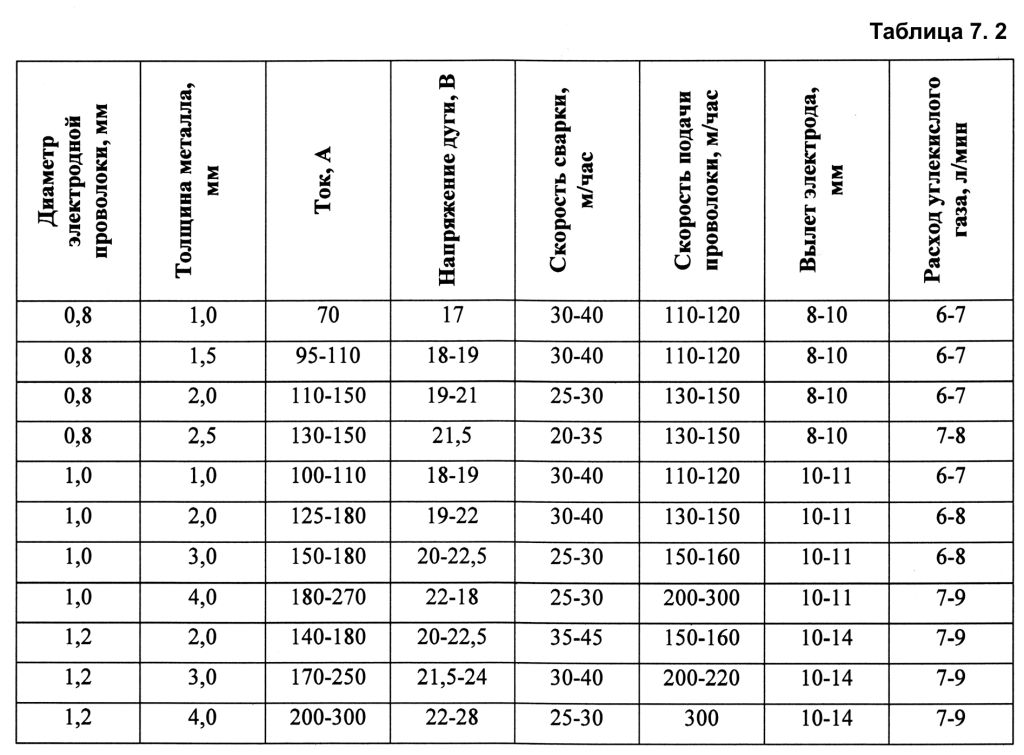
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Основные параметры
Первый этап работы – это настроить режимы для сварки полуавтоматом в среде защитных газов.
Пройдемся по основным режимам, изучив которые вы без труда правильно настроите полуавтоматическую сварку, и не допустите досадных ошибок.
Начинаем с диаметра проволоки. Его размер может колебаться в промежутках от 0.5 до 3 миллиметров. Чаще всего размер проволоки выбирают в зависимости от размера материала, с которым вы будете работать.
Но, независимо от этого, у каждой толщины есть присущие ей особенности. К примеру, если вы хотите достичь более стойкое горение дуги и меньшее разбрызгивание металла, профессионалы рекомендуют работать с более тонкой проволокой.
Немаловажно учесть при процессе с толстым материалом – напряжение потребуется гораздо сильнее.
Обратите внимание – чтобы работать с низколегированной сталью обязательно использовать проволоку, в которой содержится марганец и кремний. Проволока должна быть с раскислителями. Тоже относится и к низкоуглеродистой стали.
К сожалению, частой ошибкой начинающих является как раз недостаточное внимание к фирме, которая изготавливает данный материал, а также металлам, которые входят в ее состав.
Все же стоит отметить, что сталь в среде защитного газа чаще всего легированная, или же высоколегированная. Выход в такой ситуации простой – нужно взять проволоку, которая сделана из того же материала, с которым вы работаете.
Это очень важно, ведь в случае ошибки шов будет непрочным, и это безусловно повлияет на весь результат работы.
Сила, полярность и род сварочного тока
После правильно подобранных материалов, следующим шагом будет настройка режима полуавтомата для работы в среде защитных газов. Эти три параметра – сила, род и полярность сварочного тока являются основными, и непременно присутствуют даже в дешевых образцах.
Давайте рассмотрим подробнее каждый из них. Силу напряжения настраивают, исходя их особенностей материала, с которым вы будете работать, и, конечно, диаметр электрода. В зависимости от силы тока меняется, например, глубина провара.
В зависимости от силы тока меняется, например, глубина провара.
Поговорим про остальные два параметра. Самый распространенный среди мастеров высокого класса метод сваривания в среде защитного газа – задать такие параметры: постоянный ток и обратная полярность.
Сделайте вы наоборот – и получите весьма нежелательный результат в виде неустойчивого горения дуги и, как следствие, значительно ухудшите результат своей работы.
Следуя правилам, не забывайте и про исключения: если работаете с алюминием, ток необходим именно переменный.
Чтобы не попасться на удочку, как и все новички, обязательно обратите внимание на напряжение сварочной дуги. А ведь именно этот важный параметр обеспечивает нужную глубину провара металла и само сварочное соединение.
Для настройки ориентируйтесь на силу сварочного тока. Если металл разбрызгивается, а в материале появляются нежелательный поры, значит напряжение слишком большое, и защитный газ не сможет проникнуть в нужную зону.
Скорость подачи проволоки
На качество вышей работы влияет механизм. Который обеспечивает подачу проволоки. При полуавтоматический сварке это залог точной и слаженной работы.
Как только вы приступаете к свариванию, сразу же настройте этот параметр сварки полуавтоматом в среде защитных газов – не слишком быстро и не слишком медленно. Только это может гарантировать вам ровный и прочный шов.
Опять же, следует руководствоваться силой тока при настройке данного параметра. Нужно стремиться к тому, чтобы скорость подачи обеспечивала стойкость дуги и равномерное формирование тока.
Скорость сварки
Следующее – это скорость сварки. Она влияет в основном на физические характеристики вашего шва. Для этого существуют стандарты расчета режима сварки полуавтоматом в среде защитных газов, однако с опытом вы сможете регулировать ее самостоятельно, в зависимости от специфики металла и его размеры.
Так, чем толще ваш материал, тем выше должна быть скорость и уже шов. Но и чрезмерная спешка недопустима, и приведет только к тому, что электрод перестанет находиться в зоне защитного газа и просто окислится под влиянием кислорода.
Но и чрезмерная спешка недопустима, и приведет только к тому, что электрод перестанет находиться в зоне защитного газа и просто окислится под влиянием кислорода.
Ну а медлительность – залог рыхлого и пористого шва.
Наклон электрода
Наконец, угол преткновения всех начинающих мастеров во время сварки – это угол наклона электрода. В основном все стараются держать электрод наиболее удобным методом, но это значительный промах, который непременно даст о себе знать.
Ведь это главным образом влияет на итоговый результат.
Какие есть варианты сваривания? В основном их два, рассмотрим каждый из них. Сварка углом вперед – так вы лучше видите края, но при этом хуже область свари. При этом глубина получается меньше.
Сварка углом назад же все наоборот – здесь необходимо руководствоваться спецификой процесса. Первый тип отлично подойдет для тонкого материала, а вот второй можно применять с материалом любой другой толщины.
Таблицы расчета
С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Заключение
Хоть эта статья и не раскрывает всех тонкостей расчета режима сварки полуавтоматом в среде защитных газов, таких как необходимое для работы давление углекислого газа, как рассчитать настройки в углекислом или других защитных газов.
Это всего лишь начало на пути от новичка к опытному мастеру. И этот сайт создан, чтобы облегчить ваш путь рекомендациями и советами, которые выведут вас на новый уровень гораздо быстрее.
Не бойтесь пробовать и ошибаться, ведь только так опыт приобретает свою цену. Успехов вам!
Режимы полуавтоматической сварки: таблицы и основные параметры
Полуавтоматическая сварка в среде защитных газов считается востребованным методом, которые обладает простой технологией. Он подходит для обработки разных металлов, при помощи него можно получить прочное и качественное сварное соединение, которое способно прослужить длительное время.

Суть полуавтоматической сварки
Перед тем как рассмотреть основные режимы полуавтоматической сварки стоит разобраться, что представляет собой данная технология. Во время проведения процесса проволока подается с определенной скоростью. Она синхронизирована со скоростными показателями ее плавления.
Главная отличительная сторона полуавтоматических приборов состоит в том, что они работают в среде защитных газов. Сварочная технология может производиться инертной среде (аргон) и активной среде (углекислый газ). В первой ситуации процесс называется MIG (metal inert gas), а во втором — MAG (metal active gas).
Газовые смеси обеспечивают изолирование области нагревания и плавления от оксидов из воздуха. Они подаются через канал, который находится на рукаве вместе с трубкой. Рукав соединяет корпус сварочного полуавтоматического оборудования с горелкой. А вот регулирование всех процессов производится кнопкой «Пуск/Стоп», которая находится на горелке.
Стоит отметить! Если сравнивать полуавтоматическую сварку с оборудованием для ручной технологии, покрытой электродами, то она дополняется электрическим механизмом для подачи сварочной проволоки и газобаллонной аппаратурой. Именно это повышает производительность процесса и улучшает качество сварных соединений.
Именно это повышает производительность процесса и улучшает качество сварных соединений.
Основные параметры
Чтобы точно выбрать режимы полуавтоматической сварки стоит понимать из чего они должны состоять. Существуют определенные критерии и настройки сварочного оборудования, зная которые сварщик сможет провести все правильно.
Диаметр и марка проволоки
Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- Стоит учитывать, что каждый диаметр имеет определенные характеристики. К примеру, во время использования проволоки с небольшим диаметром многие сварщики отмечают, что наблюдается устойчивое горение дуги и небольшое разбрызгивание металла.

- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию.

Какой бы ни был использован режим газовой сварки, стоит подобрать необходимый диаметр присадочной проволоки. Это влияет на прочность соединения.
Сила, полярность и род сварочного тока
Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
Но все же каждый обладает определенными критериями.
К примеру, если повысить показатели силы тока, то при проведении сварочного процесса повысится глубина провара. Сила тока увеличивается в соответствии с диаметром электрода. Кроме этого не стоит забывать про особенности металла, который применяется для сваривания.
Обязательно нужно учитывать свойства полярности и рода тока. Обычно полуавтоматический сварочный процесс осуществляется с применением защитных газов, но при этом требуется подобрать необходимые показатели постоянного тока и обратной полярности. Прямая полярность применяется в редких случаях, данные параметры сварки полуавтоматом не способны предоставить стойкое горение дуги, они ухудшают сварное соединение. Однако имеются исключения, переменный ток часто используют при работе с изделиями из алюминия.
Многие неопытные сварщики часто забывают про важный параметр — напряжение сварочной дуги. А ведь этот показатель оказывает основное влияние на степень глубины провара металла и габариты сварного шва. Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Не нужно устанавливать слишком высокое напряжение, это приведет к тому, что во время сварочного процесса расплавленный металл будет сильно разбрызгиваться, а в соединении появятся поры. Газовые смеси мне смогут в достаточной мере обеспечить защиту сварочной ванны. Если вы хотите правильно настроить напряжение дуги стоит ориентироваться на показатели силы тока.
Скоростные показатели подачи проволоки
Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.
К главным особенностям скорости полуавтоматического сварочного процесса относятся:
- скоростные показатели подачи проволоки регулируются в соответствии с ГОСТами;
- этот показатель можно подобрать самостоятельно, но при этом стоит опираться на особенности металлической структуры, ее толщину;
- толстый металл требуется варить быстрее, а соединение должно быть тонким;
- при осуществлении сварки не стоит придаваться спешке, иначе электрод выйдет из области защитных газовых смесей, и это приведет к его окислению под воздействием кислорода;
- слишком медленная скорость приводит к тому, что в итоге образуется непрочный шов с пористой структурой.

Отходящие газы
Режимы сварки полуавтоматом предполагают использование газовых смесей, которые обеспечивают максимальную защиту сварочной зоны от окисления кислородом. Технология указывает, что могут применять разные газы. Но на практике часто применяется углекислый газ по ГОСТу 8050-85. К основному критерию выбора данного продукта относится его низкая стоимость и доступность. Он поставляется в баллонах.
Обязательно нужно знать какое давление в углекислотном баллоне для сварки. Показатель рабочего давления составляет 60-70 кгс/см2. На поверхности присутствует надпись с желтой окраской «Углекислота».
Какое давление углекислоты должно быть при сварке полуавтоматом можно узнать из таблицы ниже:
Также рабочее давление углекислоты при сварке полуавтоматом можно найти в специальной документации и в ГОСТах сварочных полуавтоматических приборов, которые предназначены для сварки с использованием защитных газовых смесей.
Помимо углекислоты для сварки полуавтоматом применяются другие газовые смеси, которые обладают характерными особенностями:
- аргон. Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
- гелий. Это инертный газ, который часто используется при проведении полуавтоматической сварочной технологии. Он обеспечивает получение прочных и широких сварных швов;
- различные смеси из аргона, гелия и углекислоты.
 Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;
Он используется достаточно часто. Но все же его в основном применяют при проведении аргонодугового сварочного процесса. Он является инертным газом, поэтому подходит для сваривания химически активных и тугоплавких металлов;Особенности наклона электрода
Рассматривая режимы полуавтоматической сварки среде защитных газов, стоит изучить важные критерии угла наклона электрода. Частое нарушение, которое совершают новички — это удерживание электрода при сварке так, как они хотят. Но это считается грубейшей ошибкой.
Важно! Угол наклона электрода оказывает огромное влияние на глубину провара металлической структуры. Также от этого показателя зависит качество полученного сварного соединения.
Существует два вида наклона электрода — углом назад и углом вперед. При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При этом каждое положение обладает положительными и негативными особенностями. Во время сваривания углом вперед электрод ведется под углом от 30 ° до 60 °. При соблюдении этого положения стоит быть готовым к тому, что расплавленная обмазка будет сверху образовывать покрытие из шлака.
При положении вперед электрод движется после сварочной ванночки, он ее защищает от проникновения вредных газовых смесей. Определенное количество шлака, попадающее впереди соединения, будет откладываться с двух сторон стыка. Если будет выделяться много шлака, то наклон уменьшается.
При удерживании электрода углом назад сварочная зона видна хуже, зато намного лучше прослеживается состояние кромок. Также наблюдается небольшая глубина провара.
Обратите внимание! Для тонких металлов рекомендуется удерживать электродом под наклоном вперед, это положение считается наиболее подходящим. А вот углом назад можно сваривать металлические изделия с любой толщиной.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки — использование защитного газа и тока с обратной полярностью.
Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.
Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.
Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
Главные особенности полуавтоматической сварки
Важно знать не только режимы газовой сварки и их правильный выбор, но и основные особенности проведения сваривания изделий из нержавеющей стали при помощи полуавтоматического оборудования. От этого будет зависеть итоговый результат и прочность соединений.
Среди главных особенностей полуавтоматического сваривания элементов из нержавейки можно выделить:
- При проведении сварки рекомендуется использовать ток с обратной полярностью.
- Электроды должны удерживаться с соблюдением угла наклона. Если не будут выполняться основные правила, к примеру, если электрод будет больше отклоняться вперед, то соединение будет широким, а глубина проваривания небольшой. Этот способ наклона стоит использовать для тонких металлов.
- Самый большой вылет проволоки должен быть не больше 12 мм.
- Давление углекислоты при сварке нержавейки полуавтоматом должно быть такое же, как и при сваривании других металлов. Рабочий расход должен быть не больше 12 м3 в минуту, но не меньше 6 м3 в минуту. Если не будут соблюдаться данные условия, то качество шва сильно ухудшится.
- При сварке обязательно нужно использовать осушитель. В качестве него применяется медный купорос, который предварительно прогревается при 200 градусов на протяжении 20 минут.
- Чтобы защититься от брызг раскаленного расплавленного металла рекомендуется использовать водные растворы с содержанием мела.
- Если вы хотите получить отличное соединение при сварке электродом стоит водить плавно, без колебаний.
- При сваривании от края обрабатываемого изделия стоит отступать не меньше 5 см.
 Этот способ наклона стоит использовать для тонких металлов.
Этот способ наклона стоит использовать для тонких металлов.Плюсы и минусы
Полуавтоматическая сварка в среде защитных газов имеет положительные и негативные качества. Среди плюсов стоит выделить:
Среди плюсов стоит выделить:
- технология обладает высокой производительностью;
- она позволяет получить отличное сварное соединение. Правильная регулировка сварочного полуавтомата обеспечивает рациональный ввод легирующих элементов и раскислителей через проволоку;
- не требуется применять флюсы и покрытия. Это значит, что нет необходимости очищать сварную зону от шлака;
- высокая эффективность;
- подходит для работы с разными сталями и металлами.
Но имеются некоторые минусы:
- аппаратура обладает сложным устройством, для ее настройки требуется иметь навыки и знания;
- требуется защита при работе на открытых площадках;
- дополнительные затраты на защиту для глаз.
Проведение полуавтоматической сварочной технологии требует соблюдения важных режимов, от которых зависит качество и прочность соединения. Каждый сварщик должен знать диаметр проволоки, силу тока, полярность, виды защитных газов, а также какое давление углекислого газа должно применяться при сварке полуавтоматом. Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Для облегчения задачи были разработаны специальные таблицы с точными параметрами сварки полуавтоматом.
Интересное видео
как для работы с тонким металлом, таблицы – Виды сварочных аппаратов на Svarka.guru
Насыщенность домашних мастерских сложным электроинструментом профессионального уровня впечатляет. Но не все паспортные возможности оборудования используются. Как настроить полуавтомат сварочный на металл различного сечения, перенастроить на алюминий, нержавейку – сухой информации инструкции недостаточно. Обратимся к знаниям производственников.
Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.

[stextbox id=’info’]Первичная настройка параметров сварки проводится по усреднённым табличным значениям.[/stextbox]
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.

Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.

Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока. Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
[stextbox id=’warning’]Невнимание к такой «мелочи» приводит к падению качества: избытку брызг, снижению глубины сварочной ванны (непровару). Управление и контроль качества горения дуги существенно затруднится.[/stextbox]
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
[stextbox id=’alert’]Важно! Коробление, непровар, прожиг избыток брызг – причины несоразмерности диаметра проволоки и величины выхода из сопла.[/stextbox]
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
| Индуктивность max | Индуктивность min |
| Проплав углубляется | Низкотемпературная дуга |
| Разжижение сварочной ванны | Брызгообразование усилено |
| Валик шва ровный, гладкий | Валик шва объёмный |
| Угловые, усиленные швы | Настройка полуавтомата для сварки тонкого металла |
Управление скоростью подачи проволоки
Переключатель активизации подачи проволоки бывает двухпозиционный (High/Low) или многоступенчатый. Припой большего диаметра выдаётся с замедлением, что оптимизирует процесс.Перед началом работы
Когда ПА подготовлен к работе согласно инструкции, нелишне потратить время на уточнение режимов настройки. В помощь предлагаем таблицу в качестве ориентира. Составление аналога с индивидуальными свойствами ПА поможет в определении лучших режимов и уточнении возможности техники.
Собственная таблица сварочного тока для полуавтомата имеет тенденцию к разрастанию с новым материалом, условий сварки. Уточнение на бумаге для памяти положения переключателя не повредит.
Уточнение на бумаге для памяти положения переключателя не повредит.
Выбирается рекомендуемое напряжение. Манипулированием с силой тока и скоростью подачи присадки подбираем оптимум при уменьшении тока и максимуме подачи. Затем при росте ампеража. Вольтаж меняется через 0,5 А. Подробная таблица станет личной инструкцией скоростной настройки.
Ориентировочная таблица: сварочный ток (скорость подачи проволоки), взаимозависимость компонентов процесса:
Влияние величины напряжения на качество шва
Выпуклый шов с достаточным проплавом без пористости, наплывов и подрезов выйдет только при сбалансированности основного компонента – напряжения с сопутствующими.
Низкие настройки дают зауженный высокий шов с малым проникновением вглубь. Высокие – уплощённый с расползанием и глубоким кратером ванны. Завышение напряжения негативно влияет на формирование шва: не удаётся создать валик достаточного объёма при глубине расплава на грани прожига.
На фото сверху:
- теплотворность напряжения оптимальна;
- недостаточна;
- избыточна.
Возможные проблемы и ошибки
Проблемы и промахи при слепом следовании усреднённым рекомендациям – вина сварщика. Об этом упоминалось выше. Подбор режима сварки дело тонкое. Творческий подход и внимание к мелочам – половина пути к успеху.Опора на опыт профи поможет:
- Потрескивание, щелчки – сигнал недостаточной скорости подачи припоя.
- Присадка плавится на удалении, до наконечника – скорость подачи занижена.
- Избыток брызг – увеличьте подачу газа и индуктивность.
- Пористость, оттенки коричневого и зелёного на шве – слабая газозащита.
- Прожиг, непровар – перебор или недостаток напряжения, скорректируйте индуктивность.
- Неравномерность шва, неустойчивость дуги, непровар – загрязнение сварочного поля, ослаб зажим массы.
- Переменчивость полноты валика, зазубрины – скорость ведения горелки и положение относительно шва нарушены.
- Шов прерывается, неконтролируемое разбрызгивание – превышена длина дуги.
Режимы сварки полуавтоматом в среде защитных газов: таблица
Использование сварочного полуавтомата в сочетании с защитным газом — почти всегда выигрышный вариант. Благодаря такому комплекту оборудования вам становится доступна качественная и быстрая сварка сталей, алюминия, меди и прочих металлов. Но есть и особенности, которые сварщик должен учитывать перед тем, как выберет данный метод сварки.
Прежде всего, полный новичок вряд ли сможет выполнить работу качественно. Это связано не только с отсутствием опыта, но и с тем фактом, что полуавтомат нужно правильно настроить и выбрать необходимые расходники. Опытные мастера говорят: «Чтобы настроить режимы сварки полуавтоматом в среде защитных газов нужно потратить несколько лет на изучение литературы, ГОСТов и кропотливую работу. Без практики ничего не получится».
Мы полностью согласны с этим утверждением. Но не спешим сбрасывать со счетов начинающих сварщиков. Специально для них мы подготовили краткую статью, которая поможет разобрать с режимами сварки и начать применять полученную информацию на практике. При составлении этой статьи мы руководствовались не только собственным опытом, но и справочной литературой.
Но не спешим сбрасывать со счетов начинающих сварщиков. Специально для них мы подготовили краткую статью, которая поможет разобрать с режимами сварки и начать применять полученную информацию на практике. При составлении этой статьи мы руководствовались не только собственным опытом, но и справочной литературой.
Содержание статьи
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить. Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким.
Читайте также: Технология сварки сталей
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Таблица №3. Рекомендуемые настройки для формирования нахлесточного шва с током обратной полярности, с применением углекислого газа или смеси углекислоты с аргоном.
Таблица №4. Рекомендуемые настройки для сварки углеродистой стали, пространственное положение вертикальное, применяется обратная полярность, а также углекислый газ или смесь углекислоты с аргоном.
Таблица №5. Рекомендуемые настройки для формирования горизонтального соединения на обратной полярности, с использованием углекислого защитного газа.
Таблица №6. Рекомендуемые настройки для формирования потолочных швов на обратной полярности с применением углекислого газа.
Таблица №7. Рекомендуемые режимы сварки в углекислом газе методом «точка», работа с углеродистой сталью.
Вместо заключения
Конечно, мы многие темы не затронули. Например, мы не рассказали, каково оптимальное рабочее давление углекислоты при сварке полуавтоматом, как производить расчет режима сварки в углекислом газе (или любом другом защитном газе). Это лишь краткий экскурс в тему выбора режима сварки. На нашем сайте вы найдете много полезного материала о полуавтоматической сварке и не только, обязательно прочтите, чтобы лучше разбираться в теме. И не забывайте практиковаться, ведь без практики теория теряют свою силу. Желаем удачи в работе!
Желаем удачи в работе!
Режимы сварки полуавтоматом в среде защитных газов
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы. Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата. Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
 Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.

Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.

Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва.
Еще одно важное преимущество — простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
 Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.[adsp-pro‑3]
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.

Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
 То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
 Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.Параметры режимов сварки
НАСТРОЙКА НАПРЯЖЕНИЯ ДУГИ
Напряжение дуги является основным параметром, определяющим энергию разогрева сварочной ванны, от которого зависит как глубина проплавления, так геометрия сварного шва. Для выбора конкретных значений напряжения дуги в зависимости от типа свариваемых можно воспользоваться как доступными справочниками, так и служебными документами (РТМ).
Настройки напряжения дуги тесно связаны с настройками варочного тока и скорости подачи сварочной проволоки. Отталкиваясь от вольт-амперной характеристики сварочных аппаратов в целом можно отметить, что зона устойчивого горения дуги для аргоновых смесей располагается ниже и правее зоны, установленных для чистой углекислоты.
Если принять за основу известные настройки для углекислоты, то при переходе на сварку в аргоновых смесях режимы напряжения дуги необходимо изменять в следующих направлениях:
- Для сварки тонких заготовок из черных металлов (менее 1,5 мм) или оцинкованных металлов напряжение дуги необходимо уменьшать при сохранении скорости подачи проволоки и сварочного тока.
- для сварки заготовок в режиме мелкокапельного переноса (обычно для заготовок толщиной до 6-8 мм) можно не изменять напряжение дуги, но необходимо увеличивать сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
- для сварки заготовок большой толщины в режиме капельного переноса (обычно для толщин до 12-15 мм) рекомендуется немного снизить напряжение дуги (до 10-15%), и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси и пространственного положения заготовок. Чем больше % содержание аргона или кислорода в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки.
- Для вертикальных швов при сварке тонких заготовок (до 3-5 мм) с применением аргоновых смесей рекомендуется сохранить рабочие настройки напряжения дуги как для углекислотного режима и увеличить сварочный ток и скорость подачи проволоки примерно на 15-30% в зависимости от состава смеси и толщины свариваемых заготовок. Сварка при этом производится из положения сверху вниз. При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
- для сварки высоколегированных (нержавеющих, жаропрочных) сталей допускается небольшое увеличение напряжения дуги (на 5-10%) с последующим подбором баланса настроек путем регулировок скорости подачи сварочной проволоки;
- для сварки заготовок большой толщины в режиме струйного переноса (обычно для толщин от 10-15 мм и выше) рекомендуется увеличить напряжение дуги до 29-31В, и заново подобрать (увеличить) сварочный ток и скорость подачи сварочной проволоки. Степень их увеличения зависит от состава сварочной смеси. Чем больше % содержание аргона в смеси, тем больше должно быть увеличение тока и скорости подачи проволоки. Для вертикальных швов работа в режиме струйного переноса практически невозможна.
 Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании;
Оптимальный баланс настроек напряжения и скорости подачи сварочной проволоки должен обеспечить необходимое проплавление сварного шва (сплавление кромок) при минимальном разбрызгивании; При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
При правильно подобранном балансе настроек шов получается ровным и практически без брызг. При сварке заготовок большой толщины (от 5-6 мм и более) в сравнении с типовыми углекислотными режимами сварочный ток и скорость подачи проволоки можно не изменять, но обеспечить необходимый баланс настроек путем регулировок только напряжения дуги
Выбор оптимального режима для сварки полуавтоматом при использовании сварочных смесей в немалой степени зависит также от фактического состава сварочной смеси, пространственного положения заготовок, приемов сварки (ходом вперед или назад), обработки кромок, наличия загрязнений и ржавчины и пр. Компания ИТЦ Промэксервис помогает своим клиентам получить практические рекомендации по выбору правильной сварочной смеси оптимальной настройке режимов сварки.
НАСТРОЙКА СКОРОСТИ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ
Как отмечалось выше при переходе от углекислоты к аргоновым смесям для полуавтоматической сварки в большинстве случаев рекомендуется производить увеличение скорости подачи сварочной проволоки. В свою очередь скорость подачи проволоки в большинстве случаев синхронизирована с регулировкой сварочного тока, а он в свою очередь зависит от диаметра сварочной проволоки. В некоторых случаях для установки оптимальных режимов сварки, особенно для режима струйного переноса, требуется значительное увеличение скорости подачи, которые иногда может физически ограничиваться пределами регулировки подающего механизма сварочного аппарата. Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
Поэтому при переходе на сварку в среде аргоновых смесей в некоторых случаях необходима замена подающих роликов на больший диаметр. Для таких ситуаций оптимальные настройки скорости подачи проволоки следует подбирать по внешним признакам, по результатам пробной сварки:
- По звуку горящей дуги — в оптимальном режиме частота звука должна быть максимальной (похожа на зудение комара).
- По внешнему виду сварного шва — в оптимальном режиме шов должен быть максимально гладким (мягким), без резких изломов по краям
По разбрызгиванию — в оптимальном режиме размер брызг сварочной проволоки и их количество должны быть минимальными
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
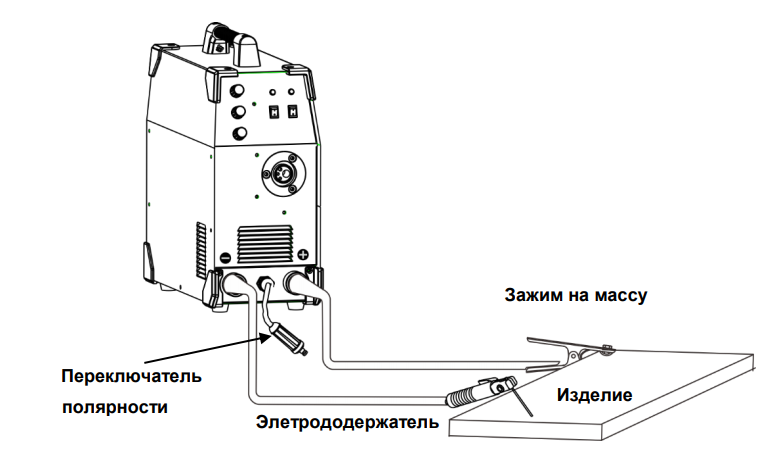
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
 Поэтому поверхность нужно подготавливать тщательно.
Поэтому поверхность нужно подготавливать тщательно.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
- Омедненная.
- Неомедненная.
Омедненная проволока для сварки
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями.
Проволока сварочная алюминиевая
Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.

Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.

Почему нельзя полностью полагаться на рекомендуемые настройки
Очень популярный вопрос, который тревожит каждого новичка сварки. Прежде всего, отметим список вещей, которые влияют на качество работ:
- разная начинка сварочных полуавтоматов;
- качество электросети;
- состав сплава;
- температура окружающей среды;
- толщина и марка проволоки;
- пространственные положения работ;
- состав газа или его смеси.

Рекомендуем! Как сделать правильный выбор режима сварки. Источники сварочного тока
Итого, чтобы получить, качественный шов, сварщику приходится «попадать» в оптимальные настройки, с которыми можно качественно сваривать изделия. Но стоит взять другой металл, поменять положение или чтобы напряжение сети упало и нужно снова искать те самые оптимальные настройки.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
[adsp-pro‑2]
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Виды полуавтоматов
Проводится их классификация по разным характеристикам: по тому, какой характер перемещения, какой род защиты сварного шва, какой тип проволоки.
Схема устройства передней панели инвертора.
- По признаку характера перемещения выделяют полуавтомат стационарного класса (его используют в крупносерийном или серийном производстве), а также переносное и передвижное оборудование.
- По тому, какой стоит род защиты сварного шва, классифицируют три типа инструментов. Шов может быть защищен защитными газами, порошковой проволокой или находиться под слоем флюса.
- Сварочный полуавтомат может иметь различные типы проволоки. Он считается универсальным, если есть соединение двумя проволоками — алюминиевой и стальной. Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
 Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.
Два других подвида инструментов используют либо сплошную стальную проволоку, либо сплошную алюминиевую.Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом.
Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере.
Процесс сварки в газовой атмосфере
Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала.
Медь и ее сплавы сваривают в аргоновой защитной среде
Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля.
Самозащитная порошковая проволока
Для сварки разных металлов применяют наплавочные марки сварочных материалов
Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0. 3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.

Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Выводы
Теперь вы точно знаете, в какой точке нижней и верхней аппарат перестанет работать. Можете нарисовать график и повесить на стену как напоминалку. Настройки аппарата проводите в этих пределах. Также не пропустите, в статье — как работает полуавтоматический сварочный аппарат — вы узнаете их основные виды и подробный обзор устройства.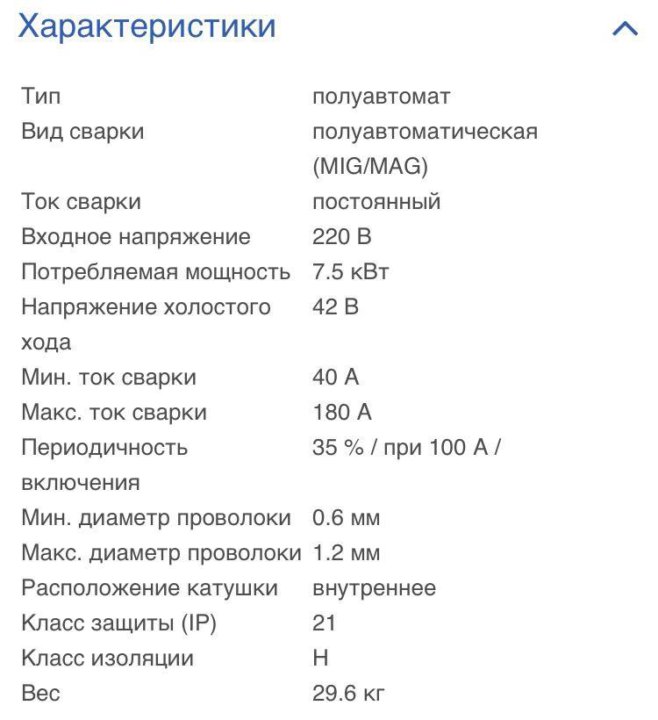
Благодаря таким знаниям, вы сможете настроить сварочный агрегат под любой вид работ с металлическими деталями различной толщины, подобрать режимы для определенного размера проволоки или смеси инертного газа. Также не стоит забывать о том, что в инструкциях приведены значения с учетом средней температуры. В каждом конкретном случае, необходимо настраивать параметры индивидуально.
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
Какие регулировки имеет сварочный полуавтомат?
На полуавтомате три настройки:
- Напряжение (несколько режимов)
- Скорость подачи проволоки
- Скорость потока газа (количество расходуемого газа)
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
 Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное.
Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Более точно количество газа в баллоне можно определить по весу.- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
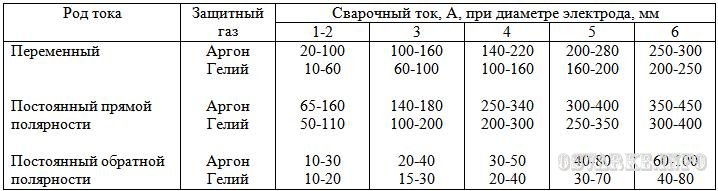 Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
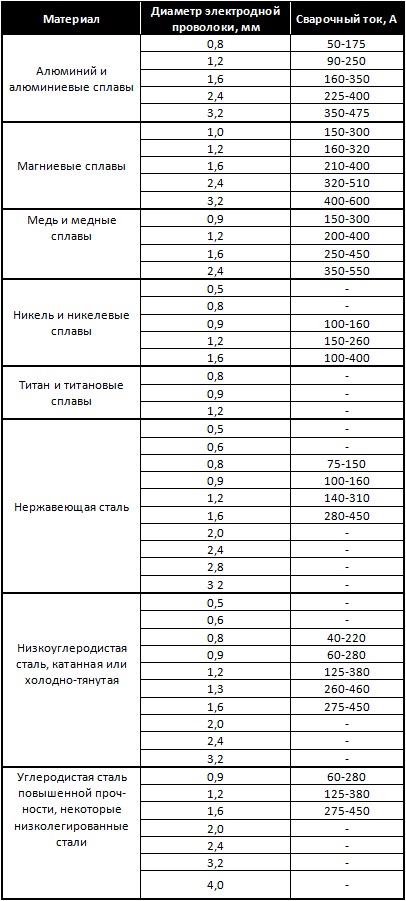
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
 Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
 Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.

Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы.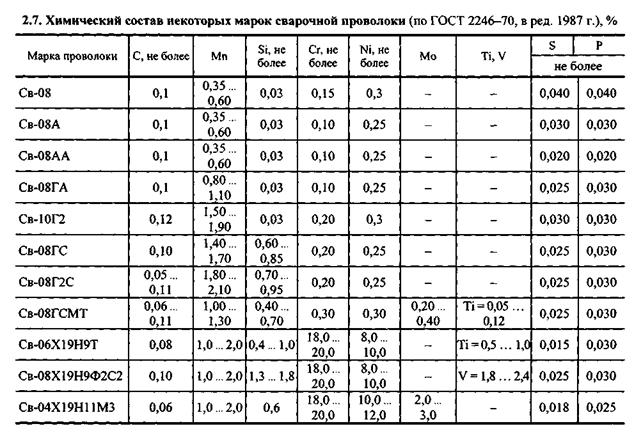 Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.

Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезеЭти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Возможные проблемы при сварке
- Проволока приваривается к металлу, не образуя дуги. Причина: скорость подачи проволоки слишком высокая для установленного напряжения.
- Когда при сварке вылетают брызги (маленькие шарики металла). Также появляются коричневый и зелёный цвета на шве и пористость. Причина: нет газа или поступает не достаточно защитного газа из горелки в зону сварки.
- Шов не проникает достаточно глубоко. Такой шов будет не прочным. Нужно добавить напряжения и увеличить скорость подачи проволоки.
- Прожиг металла. Так получается, если слишком большое напряжение для данной толщины металла.
- Плохое проникновение, беспорядочный шов, сварка рывками. Может казаться, как будто не хватает напряжения или скорости подачи проволоки. Проверьте зажим заземления и чистоту металла, на который он зажат.
- Горелка «плюётся» и не выдаёт непрерывный шов. Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
- Проволока редко (время от времени) касается металла, но как только касание произошло, проволока плавится, а остаток остаётся на кончике наконечника. Причина: cлишком медленная скорость подачи проволоки.
 Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.Читайте также по теме:
Печатать статью
Ещё интересные статьи:
Выбор параметров режима | Сварка и сварщик
- Род и полярность тока
- Диаметр электродной проволоки
- Сварочный ток
- Напряжение на дуге
- Скорость подачи электродной проволоки
- Скорость сварки
- Расход защитного газа
- Вылет электрода
- Выпуск электрода
Род и полярность тока
Сварку обычно выполняют на постоянном токе обратной полярности. Иногда возможна сварка на переменном токе. При прямой полярности скорость расплавления в 1,4-1,6 раз выше, чем при обратной, однако дуга горит менее стабильно, с интенсивным разбрызгиванием.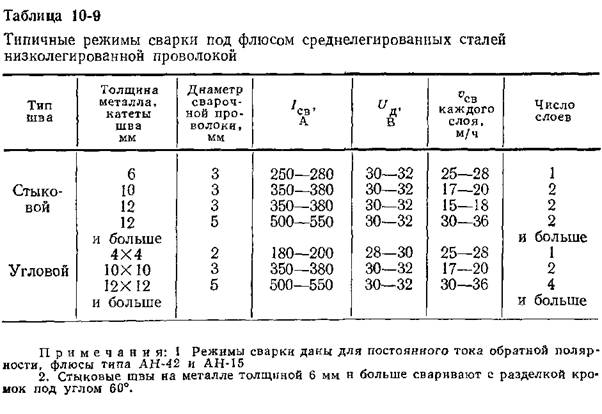
Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм в зависимости от толщины свариваемого материала и положения шва в пространстве. Чем меньше диаметр проволоки, тем устойчивее горение дуги, больше глубина проплавления и коэффициент наплавки, меньше разбрызгивание.
Больший диаметр проволоки требует увеличения сварочного тока.
Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла. Сила тока определяет глубину проплавления и производительность процесса в целом. Ток регулируют скоростью подачи сварочной проволоки.
Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а ширина шва и разбрызгивание увеличиваются. Ухудшается газовая защита, образуются поры. Напряжение на дуге устанавливают в зависимости от выбранного сварочного тока и регулируют положением вольт-амперной характеристики, изменяя напряжение холостого хода источника питания.
Скорость подачи электродной проволоки
Связана со сварочным током. Устанавливают с таким расчетом, чтобы процесс сварки происходил стабильно, без коротких замыканий и обрывов дуги
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного формирования шва. Металл большой толщины лучше сваривать узкими швами на высокой скорости.
Медленная сварка способствует разрастанию сварочной ванны и повышает вероятность образования пор в металле шва.
При чрезмерной скорости сварки могут окислиться конец проволоки и металл шва.
Расход защитного газа
Определяют в зависимости от диаметра проволоки и силы сварочног о тока. Для улучшения газовой защиты увеличивают расход газа, снижают скорость сварки, приближают сопло к поверхности металла или используют защитные экраны.
Вылет электрода
Расстояние от точки токоподвода до горна сварочной проволоки. С увеличением вылета ухудшаются устойчивость горения дуги и формирование шва, интенсивнее разбрызгивается металл. Малый вылет затрудняет процесс сварки, вызывает подгорани газового сопла и токоподводяшего наконечника.
Малый вылет затрудняет процесс сварки, вызывает подгорани газового сопла и токоподводяшего наконечника.
Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки. С увеличением выпуска ухудшается газовая зашита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
Вылет и выпуск зависят от диаметра электродной проволоки:
Диаметр проволоки, мм | 0,5-0,8 | 1-1,4 | 1,6-2 | 2,5-3 |
Вылет электрода, мм | 7-10 | 8-15 | 15-25 | 18-30 |
Выпуск электрода, мм | 7-10 | 7-14 | 14-20 | 16-20 |
Расход газа, л/мин | 5-8 | 8-16 | 15-20 | 20-30 |
Оптимальная совокупность параметров режима делает процесс стабильным на трех стадиях:
1 — при зажигании дуги и установлении рабочего режима сварки;
2 — в широком диапазоне рабочих режимов;
3 — в период окончания сварки.
Процесс сварки считается стабильным, если электрические и тепловые характеристики его не изменяются во времени или изменяются по определенной программе. В связи с этим механизированную сварку в защитных газах ведут стационарной дугой, импульсно-дуговым способом, с синергетической системой управления.
Сварка стационарной дугой
Случайные колебания скорости подачи электродной проволоки и длины дуги могут нарушить стабильность процесса, привести к коротким замыканиям. обрыву дуги. Во избежание этого необходимо изменять скорость плавления электрода, т.е. соответствующим образом варьировать силу сварочного тока.
вольт-амперная характеристика дуги (ВАХ дуги) в защитных газах при плавящемся электроде имеет возрастающий характер.
В определенный момент стабильного процесса сварки скорость подачи электродной проволоки Vп1 равна скорости плавления Vпл1. При этом параметры по току и напряжению определялись рабочей точкой А1 с длиной дуги lд1. Допустим, что в связи со сбоями в механизме подачи проволоки скорость подачи уменьшилась. Тогда возникает относительная скорость плавления ΔVпл = Vпл1 — Vп2, которая приводит к перемещению рабочей точки в новое положение — А2. Оно характеризуется уменьшением сварочною тока (Δl), что приводит к уменьшению первоначальной скорости плавления. Процесс сварки вернулся в точку А1 с длиной дуги lд1. Этот процесс носит название -саморегулирование по длине дуги. Оно становится интенсивнее при более жесткой волыамперной характеристике источника питания.
Допустим, что в связи со сбоями в механизме подачи проволоки скорость подачи уменьшилась. Тогда возникает относительная скорость плавления ΔVпл = Vпл1 — Vп2, которая приводит к перемещению рабочей точки в новое положение — А2. Оно характеризуется уменьшением сварочною тока (Δl), что приводит к уменьшению первоначальной скорости плавления. Процесс сварки вернулся в точку А1 с длиной дуги lд1. Этот процесс носит название -саморегулирование по длине дуги. Оно становится интенсивнее при более жесткой волыамперной характеристике источника питания.
При сварке от источника с жесткой характеристикой сварщик корректирует режим по току, регулируя скорость подачи проволоки. Однако при этом изменяются длина дуги и напряжение на ней. Для поддержания нужной длины дуги при настройке режима следует корректировать вольт-амперную характеристику ИП, переходя с одной (I) на другую (II).
Стабильность дуги, особенно в потолочном положении, а также размеры шва и его качество зависят от вида переноса электродного металла через дуговой промежуток. Таких видов переноса существует три.
Таких видов переноса существует три.
1. Крупнокапельный перенос с короткими замыканиями дуги. Образуются капли размером в 1,5 раза превышающие диаметр электродной проволоки. Процесс сопровождается короткими замыканиями с естественным импульсно-дуговым процессом, обусловленным параметрами режима. Напряжение на дуге периодически снижается до 0 и в момент отрыва капли увеличивается до рабочего значения. Ток в момент короткого замыкания возрастает, что приводит к отрыву капли электродного металла.
Процесс протекает с разбрызгиванием металла, что ухудшает внешний вид сварного соединения, приводит к непроварам, чрезмерной выпуклости шва.
2. Среднекапельный перенос без коротких замыканий.
Дуга горит непрерывно, а электродный металл переносится через дугу каплями, диаметр которых близок к диаметру проволоки.
Сварка идет с периодическим изменением напряжения на дуге и сварочного тока.
Импульсно-дуговой процесс зависит от параметров режима сварки и также сопровождается разбрызгиванием, снижается качество шва.
3. Струйный перенос.
Дуга горит непрерывно, оплавленный конец электрода вытянут конусом, с которого в сварочную ванну стекают капли размером менее 2/3 диаметра электрода. Масса капли невелика, поэтому электродный металл легко переносится в ванну при сварке во всех пространственных положениях.
Разбрызгивание при струйном переносе незначительно. Производительность высока. Получить струйный перенос можно в аргоне. В углекислом газе такой перенос достигается при высокой плотности сварочного тока или при проволоках, активированных редкоземельными элементами
Управляемый перенос электродного металла с требуемыми размерами капель успешно достигается при импульсно-дуговом процессе, когда периодически измененяют напряжение на дуге и ток сварки.
Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги — «длинной дугой»;
- с короткими замыканиями дугового промежутка — «короткой дугой»
Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке «длинной дугой» возможны две разновидности переноса:
- один импульс — одна капля;
- один импульс — несколько капель.
Перенос «короткой дугой» характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Синергетическое управление
Инверторные источники питания позволяют ускорить изменения параметров по току до 1000 А/мс. Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки Это обеспечивает стабильный перенос капли электродного металла за один импульс.
Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки Это обеспечивает стабильный перенос капли электродного металла за один импульс.
В современных полуавтоматах внедрены микропроцессорные технологии управления импульсными процессами сварки в зависимости от марки стали, диаметра проволоки, вида защитного газа. Такие системы называются синергетическими.
Благодаря предварительному программированию импульсных режимов во время сварки регулируются только два параметра: сварочный ток и длина дуги. Синергетическое оборудование легко перестраивает режимы сварки в зависимости от марки свариваемой стали, диаметра электродной проволоки и вида защитною газа.
В синергетической системе оборудования фирмы «Кемппи» запрограммированы оптимальные параметры режима сварки для различных комбинаций материала: углеродистая сталь, нержавеющая сталь, алюминиевые сплавы; диаметров электродной проволоки сплошного сечения: 1,0; 1,2; 1,6 мм; времени заварки кратера.
Для каждого диаметра проволоки имеется широкий диапазон токовых значений режима, который позволяет сваривать материалы разной толщины и во всех пространственных положениях. Синергетические системы повышают производительность на 20% по сравнению с обычной сваркой MIG/MAG.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II 2.5.3 Текущий Плотность — порошковая дуговая сварка использует те же принципы тока плотность, как описано в разделе 2.4.1, но есть одно существенное различие между флюсом порошковый электрод и твердый электрод. С помощью порошкового электрода ингредиенты гранулированной сердцевины являются плохими электрическими проводниками, и поэтому ток передается в основном через внешнюю металлическую обшивку.Когда равный диаметр поперечное сечение двух сравнивается (см. рисунок 19), видно, что порошковый электрод имеет меньшая токопроводящая поверхность, чем у сплошного электрода. Эта большая концентрация тока
на меньшей площади увеличивает выгорание
ставка. 2.5.3.1
Когда все остальные факторы равны,
скорость нанесения порошковой проволоки
электрод несколько выше, чем
твердый электрод.
2.5.4
ОБОРУДОВАНИЕ
— Для дуговой сварки порошковой проволокой используется такое же оборудование, как и
показано ранее в разделе 2.3.2.2,
Рисунок 12, за исключением того, что метод самоэкранирования
не требует внешнего газового аппарата. 2.5.4.1
Дуговая сварка порошковой проволокой выполняется
постоянный ток. Все электроды с защитным газом
предназначены для работы в DCEP. В
самозащитные электроды либо разработаны специально
для DCEN или DCEP. 2.5.5
Мощность
Источник — Рекомендуемый
Источник питания — постоянный ток постоянного напряжения
тип. Тип постоянного тока можно использовать, но с менее удовлетворительными результатами.2.5.6
Проволока
Фидер — Функция
механизма подачи проволоки в FCAW такой же, как описано в
раздел по GMAW. Поскольку
Порошковый электрод трубчатый по конструкции, меры предосторожности
необходимо принять меры, чтобы электрод не сплющивался.
Эта большая концентрация тока
на меньшей площади увеличивает выгорание
ставка. 2.5.3.1
Когда все остальные факторы равны,
скорость нанесения порошковой проволоки
электрод несколько выше, чем
твердый электрод.
2.5.4
ОБОРУДОВАНИЕ
— Для дуговой сварки порошковой проволокой используется такое же оборудование, как и
показано ранее в разделе 2.3.2.2,
Рисунок 12, за исключением того, что метод самоэкранирования
не требует внешнего газового аппарата. 2.5.4.1
Дуговая сварка порошковой проволокой выполняется
постоянный ток. Все электроды с защитным газом
предназначены для работы в DCEP. В
самозащитные электроды либо разработаны специально
для DCEN или DCEP. 2.5.5
Мощность
Источник — Рекомендуемый
Источник питания — постоянный ток постоянного напряжения
тип. Тип постоянного тока можно использовать, но с менее удовлетворительными результатами.2.5.6
Проволока
Фидер — Функция
механизма подачи проволоки в FCAW такой же, как описано в
раздел по GMAW. Поскольку
Порошковый электрод трубчатый по конструкции, меры предосторожности
необходимо принять меры, чтобы электрод не сплющивался.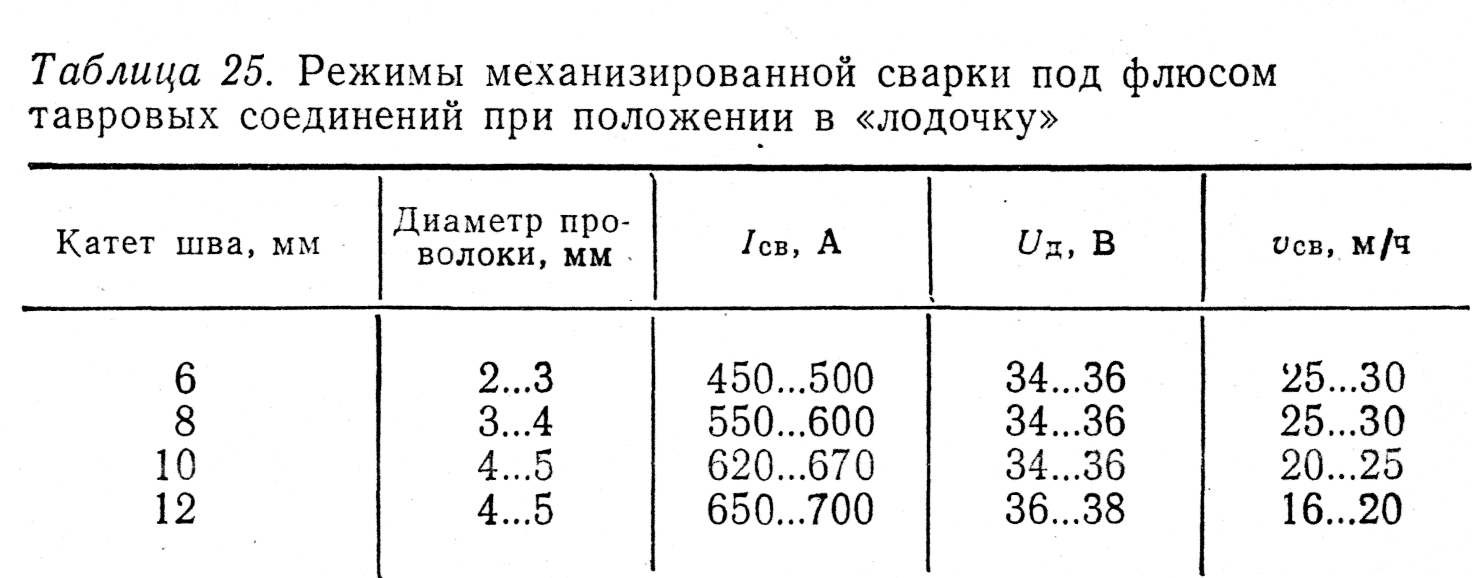 Для облегчения кормления средствами, отличными от давления
отдельно, специально разработанные подающие ролики
с рифленой или рифленой поверхностью. Некоторые кормушки
используйте четыре подающих ролика вместо двух
для минимизации удельного давления на электрод.2.5.7
В
Сварочный пистолет
— По сравнению с GMAW, основное отличие сварки FCAW
оружие есть в тех, которые используются с самим собой
процесс экранирования. Пистолет несколько компактнее за счет
к отсутствию внешней газовой защиты
сопло. Поскольку для процесса самозащиты обычно требуется
с более длинным удлинением электрода самозащитный пистолет может иметь изолированную направляющую
трубка (Обратитесь назад
рис.18), чтобы электрод был устойчивым. Пистолеты с водяным охлаждением
доступен для высоких
режим полуавтоматической сварки и для автоматической сварки.ФИГУРА
19 ТЕКУЩИЙ ПУТЬ
1/16 «FLUX-CORED
ЭЛЕКТРОД 1/16 »
ТВЕРДЫЙ ЭЛЕКТРОД
Для облегчения кормления средствами, отличными от давления
отдельно, специально разработанные подающие ролики
с рифленой или рифленой поверхностью. Некоторые кормушки
используйте четыре подающих ролика вместо двух
для минимизации удельного давления на электрод.2.5.7
В
Сварочный пистолет
— По сравнению с GMAW, основное отличие сварки FCAW
оружие есть в тех, которые используются с самим собой
процесс экранирования. Пистолет несколько компактнее за счет
к отсутствию внешней газовой защиты
сопло. Поскольку для процесса самозащиты обычно требуется
с более длинным удлинением электрода самозащитный пистолет может иметь изолированную направляющую
трубка (Обратитесь назад
рис.18), чтобы электрод был устойчивым. Пистолеты с водяным охлаждением
доступен для высоких
режим полуавтоматической сварки и для автоматической сварки.ФИГУРА
19 ТЕКУЩИЙ ПУТЬ
1/16 «FLUX-CORED
ЭЛЕКТРОД 1/16 »
ТВЕРДЫЙ ЭЛЕКТРОДГазовая дуговая сварка металлическим электродом (GMAW / -MIG-)
В процессе газовой дуговой сварки металлическим электродом (GMAW / «MIG») используется электрическая дуга, возникающая между плавящимся проволочным электродом и заготовкой. GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариантами процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика. Однако оборудование GMAW более сложное, менее портативное и, как правило, требует более регулярного обслуживания, чем для процессов GTAW и SMAW.GMAW — наиболее распространенный процесс сварки коррозионно-стойких сплавов и выполнения швов толстого сечения.
GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариантами процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика. Однако оборудование GMAW более сложное, менее портативное и, как правило, требует более регулярного обслуживания, чем для процессов GTAW и SMAW.GMAW — наиболее распространенный процесс сварки коррозионно-стойких сплавов и выполнения швов толстого сечения.
В GMAW механизм, с помощью которого расплавленный металл на конце проволочного электрода переносится на заготовку, оказывает значительное влияние на характеристики сварного шва. С GMAW возможны три режима переноса металла: перенос с коротким замыканием, глобулярный перенос и перенос распылением. Кроме того, существует разновидность режима распыления, называемого импульсным распылением.
Электрическая полярность для GMAW сплавов HASTELLOY® и HAYNES® должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»).Типичные параметры для различных режимов переноса GMAW приведены в таблице 2 для сварки в плоском положении. Поскольку разные источники питания GMAW сильно различаются по конструкции, принципу действия и системам управления, параметры следует рассматривать как оценочный диапазон для достижения надлежащих сварочных характеристик с конкретным сварочным оборудованием. Скорость перемещения GMAW обычно составляет от 6 до 10 дюймов в минуту (дюйм / мин) / от 150 до 250 мм / мин.
Передача при коротком замыкании происходит в самых низких диапазонах тока и напряжения, что приводит к низкому тепловложению сварного шва.Он обычно используется с присадочной проволокой меньшего диаметра и позволяет получить относительно небольшую сварочную ванну, которую легко контролировать, которая хорошо подходит для сварки в нерабочем положении и соединения тонких секций. Однако низкое тепловложение делает передачу при коротком замыкании восприимчивой к дефектам неполного плавления (холодному притирку), особенно при сварке толстых секций или во время многопроходных сварных швов.
Однако низкое тепловложение делает передачу при коротком замыкании восприимчивой к дефектам неполного плавления (холодному притирку), особенно при сварке толстых секций или во время многопроходных сварных швов.
Шаровидный перенос происходит при более высоких уровнях тока и напряжения, чем при коротком замыкании, и характеризуется большими нерегулярными каплями расплавленного металла.Режим глобулярного переноса теоретически может использоваться для сварки сплавов на основе никель / кобальта, но он используется редко, поскольку создает непостоянный провар и неровный контур сварного шва, что способствует образованию дефектов. Поскольку сила тяжести имеет решающее значение для отделения и переноса капель, глобулярный перенос обычно ограничивается сваркой в плоском положении.
Распыление происходит при самых высоких уровнях тока и напряжения и характеризуется направленным потоком мелких металлических капель.Это процесс с высоким тепловложением и относительно высокой скоростью наплавки, который наиболее эффективен для сварки толстых участков материала. Однако он в основном полезен только в плоском положении, а его высокая погонная энергия способствует образованию горячих трещин в сварном шве и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Однако он в основном полезен только в плоском положении, а его высокая погонная энергия способствует образованию горячих трещин в сварном шве и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Импульсный перенос распылением — это строго контролируемый вариант переноса распылением, при котором сварочный ток чередуется между высоким пиковым током, при котором происходит перенос распылением, и более низким фоновым током.Это приводит к стабильному процессу с низким уровнем разбрызгивания при среднем сварочном токе, значительно меньшем, чем при переносе распылением. Импульсное распыление обеспечивает меньшее тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного плавления, которые являются обычными для переноса с коротким замыканием. Его можно использовать во всех положениях сварки и для материалов различной толщины. В большинстве случаев Haynes International настоятельно рекомендует использовать импульсный перенос распылением для GMAW сплавов HASTELLOY® и HAYNES®. Использование современного источника питания с синергетическим управлением и возможностью регулировки формы волны («адаптивный импульс») очень выгодно для импульсной передачи распыления. Эти передовые технологии облегчили использование импульсного распыления, при котором параметры импульса, такие как импульсный ток, длительность импульса, фоновый ток и частота импульсов, включаются в систему управления и связаны со скоростью подачи проволоки.
Использование современного источника питания с синергетическим управлением и возможностью регулировки формы волны («адаптивный импульс») очень выгодно для импульсной передачи распыления. Эти передовые технологии облегчили использование импульсного распыления, при котором параметры импульса, такие как импульсный ток, длительность импульса, фоновый ток и частота импульсов, включаются в систему управления и связаны со скоростью подачи проволоки.
Выбор защитного газа имеет решающее значение при разработке процедуры GMAW.Для сплавов на основе никеля / кобальта в качестве защитной газовой атмосферы обычно используется аргон или аргон, смешанный с гелием. Относительно низкая энергия ионизации аргона способствует лучшему зажиганию / стабильности дуги, а его низкая теплопроводность обеспечивает более глубокий профиль проникновения, напоминающий палец. При использовании по отдельности гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и дает более плоский сварной шов. Добавки кислорода или углекислого газа, которые обычно используются с другими металлами, следует избегать при сварке сплавов на основе Ni / Co. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного плавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию / геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%.Во время передачи короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых сварных швов, которые могут привести к дефектам неполного плавления. Для переноса распылением хорошие результаты могут быть получены с чистым аргоном или смесями аргона с гелием. Добавление гелия обычно требуется для импульсного распыления, поскольку он значительно улучшает смачивание.
Добавки кислорода или углекислого газа, которые обычно используются с другими металлами, следует избегать при сварке сплавов на основе Ni / Co. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного плавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию / геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%.Во время передачи короткого замыкания добавление гелия к аргону помогает избежать чрезмерно выпуклых сварных швов, которые могут привести к дефектам неполного плавления. Для переноса распылением хорошие результаты могут быть получены с чистым аргоном или смесями аргона с гелием. Добавление гелия обычно требуется для импульсного распыления, поскольку он значительно улучшает смачивание.
Поскольку аргон и гелий являются инертными газами, поверхность сварного шва после осаждения должна быть яркой и блестящей с минимальным окислением. В этом случае при многопроходной сварке шлифование между проходами не является обязательным.Однако на поверхности сварного шва может наблюдаться некоторое окисление или «сажа». В таком случае рекомендуется чистка толстой проволочной щеткой и / или легкое шлифование / кондиционирование (зернистость 80) между сварочными проходами, чтобы удалить окисленную поверхность и обеспечить надежное нанесение последующих сварных швов. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л / мин). Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, в то время как чрезмерно высокая скорость потока может нарушить стабильность дуги.Как и в случае GTAW, рекомендуется защита от обратной продувки, чтобы гарантировать, что корневая сторона сварного шва не станет сильно окисленной. Если защита от обратной продувки невозможна, то корневую сторону сварного шва после сварки следует отшлифовать, чтобы удалить весь окисленный металл шва и любые сварочные дефекты.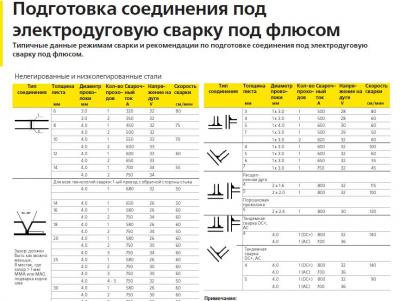 При необходимости сварной шов можно заполнять с обеих сторон.
При необходимости сварной шов можно заполнять с обеих сторон.
Во время GMAW сварочный пистолет следует держать перпендикулярно обрабатываемой детали как под рабочим углом, так и под углом перемещения приблизительно 0 °.Для видимости может потребоваться очень небольшое отклонение от перпендикуляра. Если пистолет расположен слишком далеко от перпендикуляра, кислород из атмосферы может попасть в зону сварного шва и загрязнить расплавленную сварочную ванну. Сварочный пистолет с водяным охлаждением всегда рекомендуется для сварки струйным переносом и в любое время, когда используются более высокие сварочные токи.
Следует учитывать, что некоторые части оборудования GMAW, такие как контактный наконечник и канал / вкладыш присадочной проволоки, сильно изнашиваются и должны периодически заменяться.Изношенный или грязный лайнер может вызвать неустойчивую подачу проволоки, что приведет к нестабильности дуги или застреванию присадочной проволоки, что известно как «птичье гнездо». Рекомендуется минимизировать резкие изгибы кабеля пистолета. По возможности механизм подачи проволоки следует расположить так, чтобы кабель горелки был почти прямым во время сварки.
Рекомендуется минимизировать резкие изгибы кабеля пистолета. По возможности механизм подачи проволоки следует расположить так, чтобы кабель горелки был почти прямым во время сварки.
Таблица 2: Типичные параметры газовой дуговой сварки металла (плоское положение)
| Проволока Диаметр | Проволока Скорость подачи | Сварка Ток | Среднее значение Напряжение дуги | Защитный Газ | ||
| в | мм | изображений в минуту | мм / с | Ампер | Вольт | – |
| Режим передачи с коротким замыканием | ||||||
0.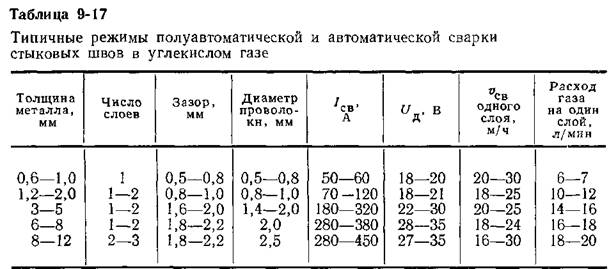 035 035 | 0,9 | 150-200 | 63-85 | 70-90 | 18-20 | 75Ar-25He |
| 0,045 | 1.1 | 175-225 | 74-95 | 100–160 | 19–22 | 75Ar-25He |
| Режим распыления | ||||||
0. 045 045 | 1.1 | 250–350 | 106-148 | 190–250 | 28-32 | 100Ar |
| 0,062 | 1.6 | 150–250 | 63-106 | 250–350 | 29-33 | 100Ar |
| Импульсный режим распыления * | ||||||
0. 035 035 | 0,9 | 300-450 | 127–190 | 75-150 Ср. | 30–34 | 75Ar-25He |
| 0,045 | 1.1 | 200–350 | 85–148 | 100-175 Ср. | 32–36 | 75Ar-25He |
* Подробные параметры импульсного распыления доступны по запросу
% PDF-1. 6
%
1017 0 объект
>
endobj
1031 0 объект
> / Шрифт >>> / Поля [] >>
endobj
1044 0 объект
> поток
AdMintrueACROBATGas Metal Arc Welding GuideAcrobat 11.0.0Чт, 4 июня, 15:21:22 EDT 20154228168.0c4200.pdf6394155.0Руководство по сваркеРазное. 1Sims, Porsche1056.02015-06-03T14: 12: 59.000-04: 00e471408ad39dc71502605a6376859a088ae72e66true2015-06-03T14: 12: 59.000-04: 002015-06-03T11: 36: 35.000-04: 00US Marketing Publishmisc.-1c4200 Arc.pdf Руководство по сварке GMAW Руководство по сварке
6
%
1017 0 объект
>
endobj
1031 0 объект
> / Шрифт >>> / Поля [] >>
endobj
1044 0 объект
> поток
AdMintrueACROBATGas Metal Arc Welding GuideAcrobat 11.0.0Чт, 4 июня, 15:21:22 EDT 20154228168.0c4200.pdf6394155.0Руководство по сваркеРазное. 1Sims, Porsche1056.02015-06-03T14: 12: 59.000-04: 00e471408ad39dc71502605a6376859a088ae72e66true2015-06-03T14: 12: 59.000-04: 002015-06-03T11: 36: 35.000-04: 00US Marketing Publishmisc.-1c4200 Arc.pdf Руководство по сварке GMAW Руководство по сварке
 358-04: 00
358-04: 00Постоянный ток vs.
 Выход постоянного напряжения
Выход постоянного напряженияУ меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, а другие машины могут использоваться для обеих? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них.Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются. Источник питания контролирует дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Также следует отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока.При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Источники питания скорее отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке.Ток влияет на скорость плавления или расход электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение контролирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рис. 2 показано влияние напряжения на дугу.
Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение контролирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рис. 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами. Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость, с которой электрод подается в соединение (известная как скорость подачи проволоки (WFS)), регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.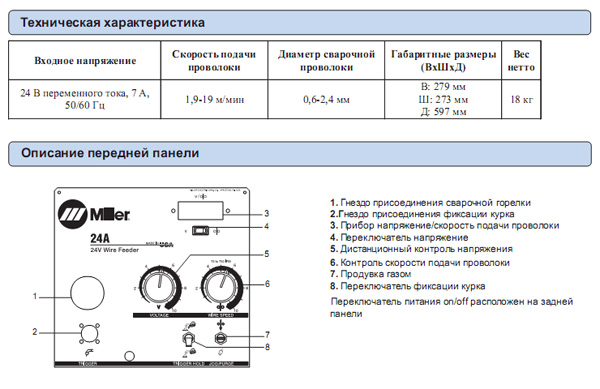
Таблица 1 содержит сводную информацию о рекомендуемых типах выходных данных в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выхода источника питания для процесса дуговой сварки |
Чтобы использовать более простую конструкцию и снизить затраты на закупку, источники сварочного тока обычно проектируются для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем.Аппарат TIG также будет иметь выход только CC, так как он предназначен только для TIG и сварки штучной сваркой. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса: «Почему я не могу выполнять сварку при помощи сварочного шва на моем аппарате MIG», ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено или не рекомендуется для сварки сваркой при помощи сварочного шва. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рис. 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Что касается вашего первого вопроса: «Почему я не могу выполнять сварку при помощи сварочного шва на моем аппарате MIG», ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено или не рекомендуется для сварки сваркой при помощи сварочного шва. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рис. 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Вы можете создать сварочную дугу с любым из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого). Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы контролируете все переменные вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Электрод должен плавиться с постоянной скоростью, чтобы можно было подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение. Напряжение изменяется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Напряжение изменяется в результате изменения длины дуги.С выходом CC ток — это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь сваривать с помощью процесса SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались по стыку (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. Вам постоянно нужно было бы изменять скорость, с которой вы вставили электрод в соединение.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще контролируете многие параметры сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Это пропорционально или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролируемая переменная. Это пропорционально или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно в сторону контактного наконечника. Электрод будет постоянно врезаться в пластину, затем сгорать обратно к наконечнику, затем вонзиться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания: также часто полностью автоматизируют процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, условия дуги меняются меньше. Однако предпочтительным типом вывода для автоматической GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW — CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известная как поддуговая дуга), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. При полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени.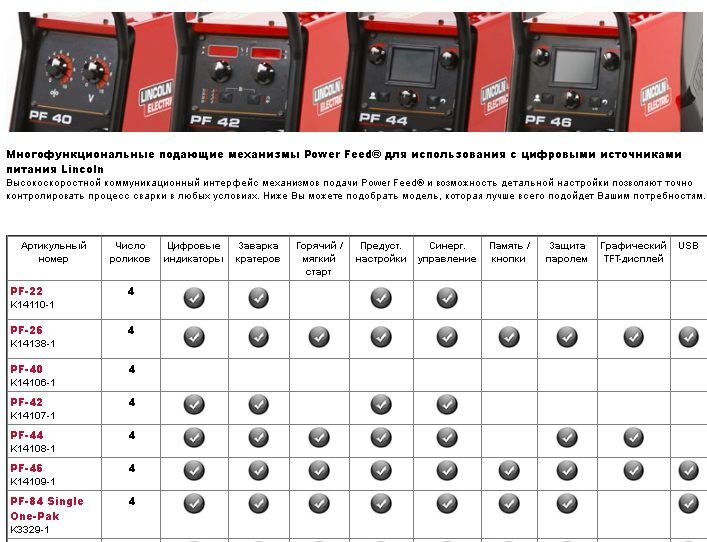 Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они действительно могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда впервые появились эти портативные механизмы подачи проволоки, теория заключалась в том, что они могут использоваться с большой существующей базой источников питания CC, уже используемых в полевых условиях (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т.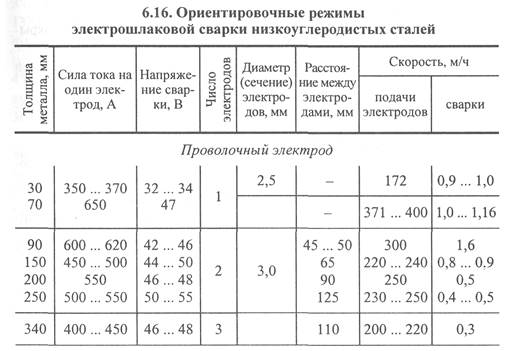 е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса порошковой наплавки в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла при коротком замыкании.Хотя напряжение меняется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуга MIG со струйным распылением, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по существу, могут привести к чрезмерному попаданию дуги в атмосферу.
Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла при коротком замыкании.Хотя напряжение меняется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуга MIG со струйным распылением, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (то есть 22 В или меньше), более чувствительны к изменениям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по существу, могут привести к чрезмерному попаданию дуги в атмосферу. Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходом CV используйте его вместо выхода CC.Наконец, хотя выход CC может быть приемлемым для общего назначения FCAW-G, а также для сварки MIG со струйной дугой и импульсной струйной дугой, он не рекомендуется для работы с качеством кода.
Раздел R. 408.11272 — Напряжение холостого хода и холостого хода аппаратов дуговой сварки, Mich. Admin. Код R. 408.11272
Текущий через регистр Vol. 21-01, 1 февраля 2021 г.
Раздел R. 408.11272 — Напряжение холостого хода и холостого хода аппаратов для дуговой сваркиПравило 1272.
(1) Когда аппарат для дуговой сварки работает без подключения к нагрузке, напряжение холостого хода не должно превышать значений, указанных в таблице 1, когда номинальное напряжение подается на первичную обмотку или когда генератор дуговой сварки работает на максимальной номинальной скорости холостого хода.
ТАБЛИЦА 1 | ||
МАКСИМАЛЬНОЕ НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ СВАРОЧНЫХ МАШИН | ||
Сварочный ток | Макс. Обрыв цепи (без нагрузки) Напряжение | |
Ручные и полуавтоматические машины | Автоматы | |
ac | 80 rms | 100 rms05 | 80 среднеквадр. | 100 в среднем |
постоянного тока <10% пульсация напряжения | 100 в среднем | 100 в среднем 20005 |
 (3) Оборудование, работающее через резисторы от напряжений тележки постоянного тока от 250 до 600 вольт, должно иметь защитное устройство для автоматического отключения питания в периоды отключения дуги. (4) Устройства автоматического управления для снижения напряжения холостого хода ниже 50 вольт должны быть предусмотрены там, где сварка на переменном токе должна выполняться во влажных условиях, которые могут создать опасность поражения электрическим током.
(3) Оборудование, работающее через резисторы от напряжений тележки постоянного тока от 250 до 600 вольт, должно иметь защитное устройство для автоматического отключения питания в периоды отключения дуги. (4) Устройства автоматического управления для снижения напряжения холостого хода ниже 50 вольт должны быть предусмотрены там, где сварка на переменном токе должна выполняться во влажных условиях, которые могут создать опасность поражения электрическим током.Mich. Admin. Код R. 408.11272
1979 ACСварка TIG | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлены различные аспекты сварки TIG, включая используемый защитный газ, импульсы и характеристики аппаратов для сварки TIG.Здесь сварка TIG объясняется с помощью подкатегорий формы кривой выходного тока и того, используется ли сварочная проволока.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания в области сварки, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей. Скачать При сварке TIG (вольфрамовый инертный газ) используется инертный газ. Этот тип дуговой сварки не дает искры и может использоваться для сварки различных металлов, включая нержавеющую сталь, алюминий и железо.
В качестве разрядного электрода используется нерасходуемый вольфрам, а в качестве защитного газа используется инертный газ, такой как аргон или гелий. В процессе зажигания дуги в инертном газе используется тепло дуги для плавления и сварки основного материала. Несмотря на то, что используется присадочный материал, разбрызгивание происходит редко, потому что область сварного шва покрыта инертным газом и дуга стабильна.
- Защитный газ
- Электрод вольфрамовый
- Газ аргон
- Арка
- Сварной металл
- Сварочная ванна
- Запорный стержень
Полуавтоматический сварочный аппарат TIG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Горелка сварочная
- Газовый баллон и регулятор расхода газа
Некоторые другие инструменты добавляются, когда горелка имеет водяное охлаждение или в качестве присадочного материала используется проволока.Полярность электрического тока (положительная или отрицательная) следует выбирать в зависимости от материала основы. Следовательно, для источника питания сварки требуется контроллер для выбора полярности в соответствии с основным материалом.
- Баллон газовый
- Источник питания для сварки
- Блок дистанционного управления
- Горелка
Существуют различные типы сварки TIG, которые можно классифицировать в зависимости от использования переменного или постоянного тока, использования импульсного или неимпульсного тока, а также от того, используется ли присадочная проволока или нет.
AC или DC выбирается в зависимости от основного материала. Можно выбрать импульсный или неимпульсный ток. Метод с использованием импульсного тока называется импульсной сваркой TIG. При импульсной сварке TIG сварочный ток попеременно изменяется с постоянной частотой между импульсным током и базовым током. Материал основы плавится при протекании импульсного тока и охлаждается при протекании основного тока. Это периодически создает точки сварки, в результате чего валик выглядит как нить.
Существует два типа сварки TIG с использованием присадочной проволоки: сварка холодной проволокой и сварка горячей проволокой.При сварке холодной проволокой используется обычная присадочная проволока. Сварка горячей проволокой предварительно нагревает проволоку, пропуская через нее ток. Это может увеличить количество осаждения в единицу времени. Поскольку можно расплавить примерно в три раза больше присадочного материала по сравнению со сваркой холодной проволокой, сварку можно выполнить быстрее. Сварка горячей проволокой компенсирует слабость сварки TIG, поскольку она может обеспечить высококачественную сварку, но требует времени, чтобы расплавить необходимое количество присадочного материала.
| Выходной ток | Импульс | Частота |
|---|---|---|
| Постоянный ток (DC) | Есть | Низкая частота (0.От 5 Гц до 20 Гц) |
| Средняя частота (от 20 Гц до 500 Гц) | ||
| Высокая частота (20 кГц или выше) | ||
| Нет | – | |
| Переменный ток (AC) | Есть | Низкая частота (от 0,5 Гц до 20 Гц) |
| Средняя частота (от 20 Гц до 500 Гц) | ||
| Нет | – |
| Провод | Метод |
|---|---|
| № | |
| Есть | Холодная проволока |
| Горячий провод |
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
Дом