Рабочая поверхность вагонки: Размеры вагонки: стандарт ширины и толщины
Таблица размеров вагонки: стандартные ширина и длина
Еще в начале прошлого века такой вид обшивки, как вагонка, не был никому известен. Только лишь после повсеместного использования товарных вагонов, которые обшивались этим видом отделки, люди узнали об этом способе. И народ стал массово использовать этот профиль для украшения и защиты своих домов. Но для того, чтобы данное покрытие смотрелось красиво и радовало глаз, требуется качественная установка. Дабы этого добиться, нужна качественная вагонка, точные размеры на которые укажет таблица. Выбор в пользу такого покрытия – очень ответственный шаг, но при соблюдении всех правил, результат ошеломит вас.
Размеры и другие ГОСТы деревянного профиля
Евровагонка и отечественная имеют ряд различий. Например, у отечественных панелей отсутствует ГОСТ, чем активно пользуются недобросовестные производители, иногда самостоятельно подбирая размеры готовых изделий. В наше время на рынке можно встретить различные размеры, например:
- Толщина — от 1,2 до 4 см;
- Ширина — от 7,5 до 20 см;
- Размер шипа — от 0,4 до 0,5 см;
- Длина — от 20 до 600 см;
И хоть погрешности в готовый материал не закладываются, все же такие недочеты достаточно нередки.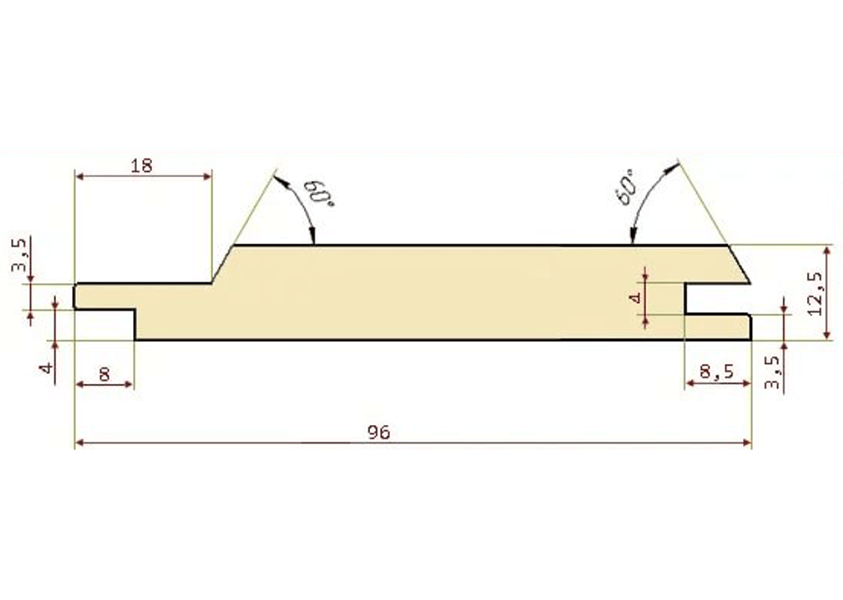
Евровагонка обладает более конкретными параметрами, при выборе такого профиля встречается ограниченный разброс в размерах:
- Толщина — 1,3; 1,6; 1,9 см соответственно;
- Ширина — 8, 10, 11, 12 см;
- Длина варьируется — от 50 до 600 см;
- Шип — от 0,8 до 0,9 см.
Погрешности строго регламентируются и могут колебаться в пределах: ширина — 0,7 см, длина — 0,5 см, толщина — 0,1 см, шип — не более 0,1 см.
Деревянный профиль изготавливают из разных пород. Чаще всего для изготовления панелей используют определенные сорта, такие как дуб, ольха, липа и осина, это из лиственных, хвойные представлены, как правило, породами — кедр, лиственница и сосна. От выбранного вами материала во многом зависит и итоговая цена вашего покрытия.
Чтобы не платить лишних денег, стоит очень внимательно рассчитать необходимое количество материала. Вот несколько вариантов древесины, ее параметры и характеристики.
Дуб — как правило, применяется для облицовки жилых помещений, обладает природным, красивым внешним видом. В отличие от других пород, вагонка из дуба является очень прочной, хоть и в разы тяжелее, отделка таким материалом прослужит долго благодаря своей износостойкости. Параметры дубового профиля: ширина — от 5 до 10,8 см (в зависимости от изготовителя), длина — от 100 до 300см (чаще всего встречаются 300 см, 270 см, 250 см, 180 см), толщина варьируется от 1,25 см до 1,5 см (нередко 1,4 см).
В отличие от других пород, вагонка из дуба является очень прочной, хоть и в разы тяжелее, отделка таким материалом прослужит долго благодаря своей износостойкости. Параметры дубового профиля: ширина — от 5 до 10,8 см (в зависимости от изготовителя), длина — от 100 до 300см (чаще всего встречаются 300 см, 270 см, 250 см, 180 см), толщина варьируется от 1,25 см до 1,5 см (нередко 1,4 см).
Осина — панели из этой породы дерева используются для отделки внутренних помещений, особое предпочтение этому материалу отдают при обшивке парилок и бань. На рынке встречается материал как зарубежных, так и отечественных производителей. К образцам иностранной продукции повышенные требования к качеству сырья, а также к влажности и размерам. По этой причине импортный профиль на несколько порядков дороже и соответствует европейскому стандарту DIN 68126.
Наши изготовители данный стандарт не соблюдают, но зачастую пользуются ГОСТом, в котором качество значительно ниже, нежели в европейском стандарте. Но как зарубежные, так и наши производители, используют такие размеры: общая ширина — 9,6 см, рабочая ширина вагонки равняется 8,8 см, длина — от 100 до 300 см, и толщина — от 1,25 см до 1,5 см (евростандарт — 1,25 см).
Но как зарубежные, так и наши производители, используют такие размеры: общая ширина — 9,6 см, рабочая ширина вагонки равняется 8,8 см, длина — от 100 до 300 см, и толщина — от 1,25 см до 1,5 см (евростандарт — 1,25 см).
Сосна — является самым популярным и универсальным видом покрытия, чаще других видов используется в отделке помещений. В основном, это связанно с доступностью в цене и в простоте при обработке. У таких панелей есть тоже свои пределы в размерах: ширина — от 5 до 10,8 см, длина — от 50 до 300 см (чаще встречается 200-300 см), толщина — от 1,25 до 1,5 см (чаще обычного — 1,25 см или 1,3 см).
Немного о размерах профиля из МДФ
МДФ панели в последнее время набирают популярность для отделки внутренних помещений. В силу невысокой цены и экологичности, потребители часто склоняются к выбору именно такого покрытия.
Производится методом прессования древесной стружки, склейка производится лигнином.
Главным отличием от деревянного профиля, является размер и форма МДФ изделий. Благодаря небольшому весу быстро и легко монтируется в любом месте. Применяется для отделки стен, потолков, а также лоджий и балконов. Из-за своей экологичности нередко используется даже в спальных помещениях. В отличие от изделий из дерева панели из МДФ существенно отличаются размерами: ширина — от 10 до 25 см, длина — от 100 до 300 см, толщина — 0,55 см до 0,7 см.
Благодаря небольшому весу быстро и легко монтируется в любом месте. Применяется для отделки стен, потолков, а также лоджий и балконов. Из-за своей экологичности нередко используется даже в спальных помещениях. В отличие от изделий из дерева панели из МДФ существенно отличаются размерами: ширина — от 10 до 25 см, длина — от 100 до 300 см, толщина — 0,55 см до 0,7 см.
Изделия из такого материала плохо переносят повышенную влажность, по этой причине не стоит использовать его в ваннах, парилках, саунах и туалетах.
ПВХ вагонка и ее размеры
Самым бюджетным вариантом являются панели, сделанные из ПВХ. По причине того, что данный материал равнодушен к воздействию влаги, его использование отличается универсальностью. Используется для отделки парилок, бань, ванных комнат, а также снаружи и изнутри.
Существенным недостатком этого покрытия является повышенная ломкость, особенно в морозы, по этой причине, при использовании снаружи, имеет смысл покрывать недоступные для механического воздействия площади.
Производится профиль ПВХ в двух видах, толстая — 0,8-1 см и тонкая — 0,5 см. При ширине панелей 10 см, длина, как правило, соответствует 300 см. Если же вагонка широкая — 20-37 см, то ее длина будет составлять 260 см, 270 см и 300 см соответственно. Стандарты ПВХ панелей: ширина — от 10 до 50 см (да-да бывает и такая ширина), длина 260, 270, 300 и 600 см соответственно, толщина — от 0,5 см до 0,8-1 см.
Расчет площади
Последовательность расчета площади покрываемой поверхности лучше всего рассчитать на примере дома размерами 6х10, где обшиваться будут потолок и стены.
После чего рассчитываем квадратуру первой комнаты. Допустим, длина будет равняться 6 м, ширина — 5 и высота — 2,5 метра.
Дальше все предельно просто, как преподавали в школе:
- Длинная сторона — перемножаем высоту на длину 6х2,5=15 м2;
- Стена напротив имеет такие же размеры, по этой причине умножаем результат на два 15х2=30 м2;
- По такому же принципу высчитываем квадратуру стены поменьше 5х2,5=12,5 м2, полученный результат снова умножаем на два 12,5х2=23 м2;
- Чтобы рассчитать площадь потолка, умножаем ширину на длину комнаты 5х6=30 м2;
- Складываем полученные данные и получаем площадь покрытия этой комнаты 30+23+30=83 м2;
Таким же способом вычисляем площадь остальных комнат, складываем между собой результат, и будем знать общую квадратуру всей поверхности.
Квадратуру балкона высчитываем таким же образом, разве что в таком случае удобнее всего каждую из сторон расчленить на составляющие ее фигуры.
Расчет требуемого материала
Для того чтобы нам правильно высчитать требуемое количество, мы должны знать размеры панелей. Размер вагонки — это не обязательный стандарт, и данный показатель имеет широкий разброс.
В соответствии с ГОСТом, у стандартной доски толщина может варьироваться от 1,2 до 2,5 см, ширина, в среднем, — 15 см, длина — в пределах 600см.
Профиль для внутренних работ используется толщиной не более 1,6 см, вагонка же толщиной от 1,8 см применяется для наружного покрытия.
Имея в наличии значения длины и ширины, легко высчитываем требуемую площадь. Вот пример: допустим, длина панели составляет 500 см, а ширина равна 15 см, тогда общая квадратура профиля будет равняться 0,75 м2.
Рассчитывая требуемое количество, следует учитывать, что ширина профиля во время монтажа будет меньше, чем общая ширина каждой панели, из-за особенностей крепления — шип-паз.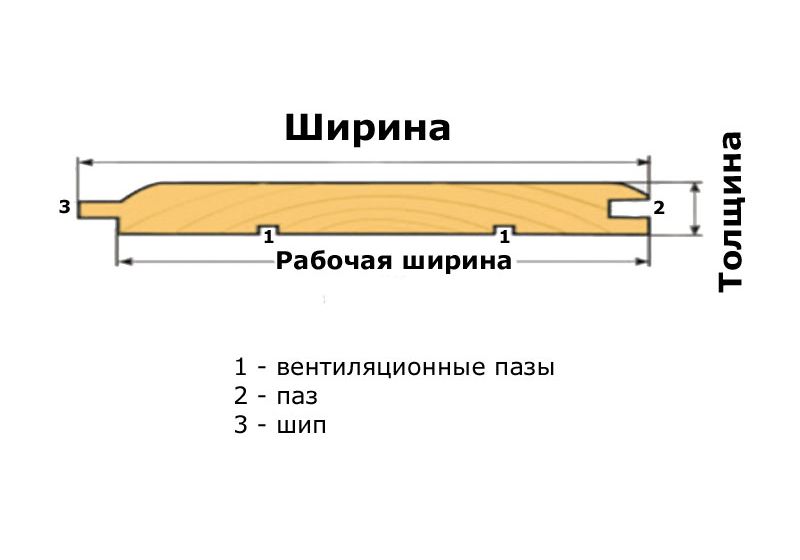
Ну и, в крайнем случае, в любом строительном магазине есть консультант, который поможет, с помощью специального калькулятора, рассчитать необходимое количество материала.
Подробно о евровагонке
Рассмотрим те виды профиля, которые на рынке считаются самыми востребованными:
- Софтлайн — этот вид профиля имеет слегка закругленную форму. Ширина и длина панелей позволяют легко и быстро выполнить фасадную обшивку;
- Волна — у этого профиля лицевая сторона слегка вогнута, что как раз и имитирует эффект волны;
- Американка — этот вид вагонки создает имитацию отделки фасада деревянными досками. Прекрасно защищенные области стыков склоняют к выбору такого материала для отделки фасада;
- Имитация бруса — в этом случае у вагонки стандартный профиль;
- Блок-хаус — при отделке такими панелями дом выглядит, как сруб;
Главными преимуществами евровагонки считаются некоторые факторы:
- Гарантируемая экологическая красота;
- Материал отличается красивыми внешними данными.
 У покупателя открывается замечательная возможность выбирать из очень широкого ассортимента структур и оттенков, благодаря этому открываются уникальные возможности для различных вариантов дизайна;
У покупателя открывается замечательная возможность выбирать из очень широкого ассортимента структур и оттенков, благодаря этому открываются уникальные возможности для различных вариантов дизайна; - Прекрасно тепло- и звукоизолирует помещение;
- При должном уходе и правильной установке евровагонка обладает огромными сроками эксплуатации, в некоторых случаях — более 50 лет, сохраняя при этом свой уникальный, первоначальный вид;
- Простота и удобство в установке характерны для евровагонки. Даже человек без опыта легко справится с этой задачей благодаря системе соединения шип-паз;
- С помощью такого профиля также можно выполнить вспомогательную отделку;
 У покупателя открывается замечательная возможность выбирать из очень широкого ассортимента структур и оттенков, благодаря этому открываются уникальные возможности для различных вариантов дизайна;
У покупателя открывается замечательная возможность выбирать из очень широкого ассортимента структур и оттенков, благодаря этому открываются уникальные возможности для различных вариантов дизайна;В связи с большим разнообразием размеров, легко высчитать требуемое количество материала, опираясь на площадь поверхности, которая будет отделываться.
Из отрицательных сторон выделяются такие показатели:
- Во время эксплуатации деревянного профиля возможна деформация. Во многом это зависит от породы и качества выбранной вами древесины;
- Данный материал является легковоспламеняющимся, и поэтому следует быть предельно внимательными при установке. Конечно, и этот показатель во многом зависит от выбранного сырья.
 Во многом это зависит от породы и качества выбранной вами древесины;
Во многом это зависит от породы и качества выбранной вами древесины;Указанные недостатки легко исправляются с помощью дополнительных, специальных растворов и качественного монтажа.
Подробно о стандартной вагонке
Основным отличием стандартной (отечественной) вагонки от евростандарта, является качество обработки и ассортимент профиля. Заготовки под профиль производятся по отечественным ГОСТам (для хвойных пород — 8486-86, для лиственных — 2695-83).
Также имеются существенные отличия и в размерах. Но главное отличие в этом виде обшивочного материала состоит в том, что у зарубежного аналога на тыльной стороне имеются вентиляционные канавки, которые выполняют функцию воздуховода, снимают напряжение с древесины и выводят образовавшийся конденсат. Отечественный профиль таким качеством не обладает.
Много различных параметров влияют на цену приобретаемого товара: сортность, порода, качество сушки, толщина профиля, оборудование, используемое в процессе производства, длина и погонаж готовых панелей.
Существуют три ценовые категории, выделяемые специалистами: низкая, средняя и высокая.
Низкая — к данной категории относятся изделия, произведенные из хвойных пород. К средней категории относятся: профиль из лиственных пород дерева, сортностью не ниже «В», а также хвойные породы, но с погонажем высшего сорта. Высокая — к этой продукции относится высокосортное хвойное сырье, а также высококачественные панели из лиственных пород или вагонка, выполненная по евростандарту.
Этот вид обшивки используется для отделки внешних и внутренних стен, а для парилок и саун является вообще незаменимым вариантом. Очень эффективно использовать ее для потолка и стен, так как по прошествии времени не теряет своих внешних качеств. Относится к наиболее бюджетным материалам, что позволяет осуществить отделку при минимальных затратах.
В заключение
Стандартные размеры вагонки — это очень условная величина, так как во многом зависит от ряда различных нюансов, таких как ответственный производитель, качество древесины, сорт и другие факторы.
Можно, конечно, сделать индивидуальный заказ и тогда удастся получить требуемый вам размер, но в таком случае придется столкнуться с дополнительными расходами. Но, в случае самостоятельной установки, оптимальным решением будет приобретение подходящего материала с предельно подогнанным размером; в дальнейшем не составит труда произвести необходимую подрезку для достижения нужной величины.
Как произвести расчет вагонки и не просчитаться
Казалось бы, зная размер рабочей площадь, которую нужно обить вагонкой, и учитывая размерные параметры самого полотна можно произвести нехитрый подсчет и узнать требуемое для работы количество материала. И для этого вроде как кроме таблицы умножения/деления ничего и не надо. Расчет рабочей поверхности производится посредством умножения ее длины на ширину. Таким же путем исчисляется рабочая размерная площадь самой доски. Далее первый параметр делится на второй, итоговый результат – то количество досок, что необходимо для обшивки поверхности.
Расчет рабочей поверхности производится посредством умножения ее длины на ширину. Таким же путем исчисляется рабочая размерная площадь самой доски. Далее первый параметр делится на второй, итоговый результат – то количество досок, что необходимо для обшивки поверхности.
Все это конечно так, но как оказывается таким путем можно произвести только ориентировочный, относительный расчет. Чтобы не обнаружить множество досадных деталей в ходе монтажа вагонки, нужно изначально учесть определенные критерии. Например, важно отследить наличие дверных и оконных проемов, ниш и других элементов, площадь которых вычитывается из «рабочей» зоны. Второй фактор: каждая доска принимает в свой паз шип соседней плиты, автоматически сокращаясь в размерах, поэтому потребитель должен учитывать чистую, а не полную ширину полотна.
Еще одно обстоятельство: многими продавцами за единицу измерения вагонки принимается кубический, а не привычный для многих квадратный метр. Поэтому становится понятной и объяснимой реклама продавца, позиционирующего материал в граммах. Итак, что нужно учитывать для произведения такого расчета? Изначально площадь вагонки следует перевести в объем.
Итак, что нужно учитывать для произведения такого расчета? Изначально площадь вагонки следует перевести в объем.
Во внимание принимается стандартные размерные параметры плиты. Итак, имея пиломатериал длиной 6 метров, толщину доски 20 мм, а ширину в размере 95 мм, можно произвести подсчет. Все значения умножаются, таким образом, получаем: 0,095 м x 0,02 м x 6 м = 0,0114 куб.м. Далее подсчитанная ранее площадь рабочей поверхности, без учета оконных и дверных проемов, делится на параметр 0.57 (площадь одной доски). Полученный результат – число досок, требуемых для отделки.
Вроде как для завершения подсчета осталось умножить количество плит на объем доски, это дает возможность получить общий расход материала. Но не все так просто. Опять же во избежание досадных неприятностей учитываем детали, в частности то обстоятельство что в определенных случаях могут потребоваться зазоры между доской. Далее, общий объем материала был подсчитан с учетом одинаковой длины плиты. Но так как устилка производится на разных по размеру участках, неизбежно последует обрез досок.
Не стоит забывать и о браке, который присутствует практически в каждой партии, поэтому во время работы придется исключить «усушку», «утруску». Опять же учитываем 8 мм, что теряются при соединении досок. Принимая во внимание все факторы, стоит отметить, что общий расход увеличивается в итоге на 10-15 %.
Это может быть полезным:
Вагонка из лиственницы Штиль от производителя недорого
Вагонкой Штиль называют тонкую доску, получаемую из переработанной древесины. Она очень хорошо заявила о себе в отделочных работах различного назначения. Она отлично подходит как для отделки внутренних поверхностей (стены, потолков), так и для работ с внешними поверхностями.
Наиболее качественной считается вагонка Штиль из лиственницы. Эта древесина славится не только эстетическими качествами, но и повышенной износоустойчивостью. Помимо того, влагоустойчива, поэтому ее часто используют для отделки бань и саун. Со временем этот материал не прогнивает и не темнеет.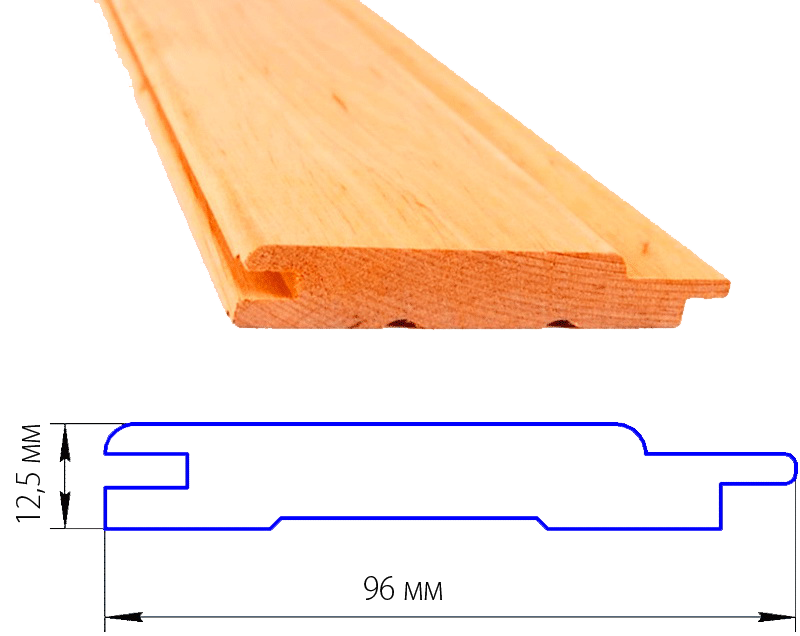 Большой популярностью пользуется также вагонка Штиль из сосны.
Большой популярностью пользуется также вагонка Штиль из сосны.
Профиль (геометрия) вагонки «Штиль»
Толщина так называемой вагонки Штиль составляет 14 мм, рабочая ширина (без шипа) 88 мм, 110 мм, 136 мм.
Влажность вагонки «Штиль»
Влажность материала должна находиться в пределах 10-14 %. Такая влажность вагонки обеспечивает хорошее качество строжки, гарантирует от появления трещин и возникновения коробления и посинения вгонки в процессе хранения, монтажа и эксплуатации.
Сортировка вагонки
Cибирское дерево, из которой изготавливают эту древесину, должны быть надлежащего качества. Существует всего четыре класса качества этого материала: Экстра, А, В и С, отчего и зависит цена вагонки.
К первому классу (А) относят доски, на которых практически отсутствуют какие-либо повреждения и царапины. Ко второму классу относят древесные материалы с незначительным количеством сучков и малозаметными царапинами. Класс С считается самым низким, на таких досках могут быть сучки, царапины и даже небольшие пятна.
Класс С считается самым низким, на таких досках могут быть сучки, царапины и даже небольшие пятна.
Качество поверхности
Вагонка производится на высококачественном импортном оборудовании. Предпочтительными являются немецкие станки (например, «Weining» или «Gubisch») с количеством обрабатывающих головок от 7 до 9.
Упаковка вагонки «Штиль»
Вагонка обязательно сформирована в пачки (обычно по 10 досок) и упакована в термоусадочную пленку. Пленка предохраняет вагонкулиственницыот воздействия атмосферной влажности и сохраняет ее внешний вид при хранении и транспортировке.
Если вы хотите выполнить идеальную внешнюю или внутреннюю отделку, данный материал — самый лучший выбор. Нет ничего удобнее и надежнее, чем натуральные материалы, приспособленные для быстрого и монтажа. Элемент вырезается из центральной прямоугольной части ствола, оставшейся после обрезки круглых краев.
Вагонка из лиственницы «Штиль»: преимущества
Одно из самых главных преимуществ лиственницы «Штиль» экстра — великолепный внешний вид, который придает дому дорогую эстетику и неповторимый стиль. Ведь оттенок и рисунок почти всегда уникальны. Поэтому ваш коттедж станет заметен, и будет выглядеть как здание из натурального дерева. Нет необходимости окрашивать поверхность, ведь она не только красива, но и не подвержена большинству внешних воздействий:
Ведь оттенок и рисунок почти всегда уникальны. Поэтому ваш коттедж станет заметен, и будет выглядеть как здание из натурального дерева. Нет необходимости окрашивать поверхность, ведь она не только красива, но и не подвержена большинству внешних воздействий:
- Царапины и вмятины. Дерево настолько твердое и прочное, что его очень сложно случайно повредить;
- Влага. Высокая влажности и вода не могут навредить, они делают дерево только крепче со временем;
- Гниение. Благодаря особому составу смолы не гниет;
- Огонь. Отличная сопротивляемость высоким температурам.
Как правило, вагонка Штиль производится из ели или сосны обыкновенной, что делает этот материал одним из самых доступных, но лиственница «Штиль» Экстра — это поистине элитная отделка. Своими прекрасными техническими характеристиками этот материал обязан дереву, из которого он изготавливается, точнее, только той разновидности этой породы, которые произрастают в Сибири, в самых суровых ее условиях.
Вагонка Штиль пользуется высокой популярностью у тех, кто не хочет экономить, и кого не устраивают искусственные заменители. Кроме того, этот материал стал поистине народным из-за того, что с обшивкой поверхностей может справиться практически любой человек самостоятельно. Стоит только помнить, что такая отделка крепится не непосредственно на стену или потолок, а на предварительно смонтированный каркас из деревянных брусков.
Если вас заинтересовал этот материал, то лучше всего его покупать в компании «ANGARA WOODS». Почему? Потому что нам удается сохранять самые низкие цены на вагонку Штиль. Мы ведем весь производственный цикл, сами реализуем нашу лиственницу «Штиль» Экстра, осуществляем доставку на собственном транспорте.
Обращайтесь к нам!
Виды вагонки для бани – для парной, душевой, предбанника и фасада
На сегодня предлагается целое множество видов вагонки для бани, их используют для обшивки стен и потолков каркасных, брусовых и каменных зданий. Они отличаются по назначению, природе дерева, сортам, методами изготовления (профилирования). Каждого из нас по-разному притягивают их визуальные отличия по рисунку текстуры и цветовым оттенкам, по уникальному аромату и разновидностям характерных только им свойств.
Они отличаются по назначению, природе дерева, сортам, методами изготовления (профилирования). Каждого из нас по-разному притягивают их визуальные отличия по рисунку текстуры и цветовым оттенкам, по уникальному аромату и разновидностям характерных только им свойств.
Обзор пород дерева для отделки бани вагонкой
Для парной предпочтительнее лиственные породы дерева, они слабо насыщены смолами, в такой атмосфере человеку лучше дышится и он эффективно защищён от ожогов кожи. В строительстве бани приемлемо всё разнообразие отделочных пиломатериалов, хвойные смолистые подойдут для обшивки и декорирования помещений, моечной, комнаты отдыха. Такой подход заметно сэкономит бюджет на закупку стройматериалов.
Вагонка из сосны
Вагонка из сосны и ели широкого назначения, ей отделывают все помещения, за исключением парных. Она слишком богата на фитонцидные вещества, поэтому в условиях высоких температур и влажности затрудняет человеку дыхание и из-за смолистости обжигает кожу. Огромный выбор изделий по толщине, ширине и длине. Великолепное разнообразие по внешнему виду лицевого профиля. Из длинного перечня продукции выбирают пиломатериалы для внутренней и наружной отделки бани вагонкой.
Огромный выбор изделий по толщине, ширине и длине. Великолепное разнообразие по внешнему виду лицевого профиля. Из длинного перечня продукции выбирают пиломатериалы для внутренней и наружной отделки бани вагонкой.
Вагонка из лиственницы
Вагонка из лиственницы светлой текстуры. С продолжительным сроком службы во влажной среде, без потери прочности. Смолистая. Твёрдая структура породы лиственницы со временем становится ещё твёрже и грубеет из-за особой по вязкости смолы. Заслужено ценится строителями. Из неё делают подкладочный венец для увеличения срока службы всевозможных деревянных построек, а также ей настилают полы во влажных комнатах. Заготовку тяжело обработать, а после усушки сделать это архисложно.
Вагонка из осины
Вагонка из осины самый доступный вариант, подходящий для парилки. Давно стала для бань традиционной, повсюду произрастает, в умеренном и в холодном климате, в Европе и Азии. Если внутри парилки будет по-русски парко, то эта древесина легко перенесёт заданные условия и прослужит долго. Воздух с ароматом горечи, о котором предки в поверье говорили, что дух этот изгоняет нечистую силу и очищает помыслы.
Воздух с ароматом горечи, о котором предки в поверье говорили, что дух этот изгоняет нечистую силу и очищает помыслы.
Вагонка из липы
Вагонка из липы давно и широко популярна среди ценителей банных моционов. Обладает высоким качеством и низкой стоимостью. К её поверхности приятно касаться, теплостойкая порода дерева не перегревается при жарком климате финской сауны или русской бани. Издревле характеризуется стойкостью к гниению. Воздух в помещении делается мягким и приятным. Среди основных недостатков пожелтение поверхности, возникающее при неправильном уходе от несвоевременной защитной обработки лакокрасочными материалами.
Вагонка из ольхи
Вагонка из ольхи хорошо подойдёт для парной благодаря отменной теплостойкости. Она до окончания эксплуатации не подвержена деформациям. А повышенная влагостойкость препятствует образованию гнилей. Легко узнаётся по золотисто-розовому оттенку. Хорошо ценится и потому не каждому желающему доступна по стоимости.
Вагонка из кедра
Вагонка из кедра канадского или алтайского с содержанием эфирных хвойных масел, которые используют в своих составах парфюмеры. Её волшебные ароматы улучшают атмосферу комфорта и уюта в зоне отдыха. Элитная сосна для декорирования помещений.
Её волшебные ароматы улучшают атмосферу комфорта и уюта в зоне отдыха. Элитная сосна для декорирования помещений.
Вагонка из ясеня
Вагонка из ясеня из ряда твёрдых и упругих деревьев. С изысканной полутёмной текстурой. Обладает целебными свойствами, помогают при радикулитах и лечит верхние дыхательные пути. Редко используется. Из линейки престижных и дорогостоящих.
Вагонка из дуба
Вагонка из дуба с тёмной благородной текстурой. Обладает повышенной плотностью и долговечностью. Есть трудности при обработке заготовок, интенсивнее изнашиваются резцы деревообрабатывающих станков. Удачно может выделить область стены или потолка, как фрагментарно, так и полностью заполнить собой пространство комнаты. Стоящая и респектабельная продукция.
Деревянная вагонка Абаш
Экзотическая вагонка из абаши с пористой структурой, доставляется в нашу страну с африканского континента. Ей нипочём неестественная влажность воздуха и она отлично сохраняет первоначальную форму. Цветовая гамма от светло-бежевой до жёлтой, со временем темнеет, но это не портит её. Применение в интерьере парных и предбанников.
Цветовая гамма от светло-бежевой до жёлтой, со временем темнеет, но это не портит её. Применение в интерьере парных и предбанников.
Виды профиля вагонки для бани
По виду профиля вагонки легко определить способ обработки дерева. Встречаются такие наименования продукции, как «Традиционная», «Штиль», «Евровагонка», «Американка», «Софтлайн», «Имитация бруса», «Блок-хаус», «Ландхаус». После ознакомления отличий можно определиться, какую же из них лучше выбрать для интерьера, какую для экстерьера.
На современных производствах устанавливают фрезерные станки с числовым программным управлением, поэтому обработанные поверхности одинаково хорошо смотрятся. На рёбрах обшивочной доски профилируют соединительный шип-паз. На облицовочной стороне создают внешний вид (ровный, выпуклый, вогнутый с разными вариантами кромок). На внутренней стороне нарезают вентиляционные каналы.
Вагонка Традиционная
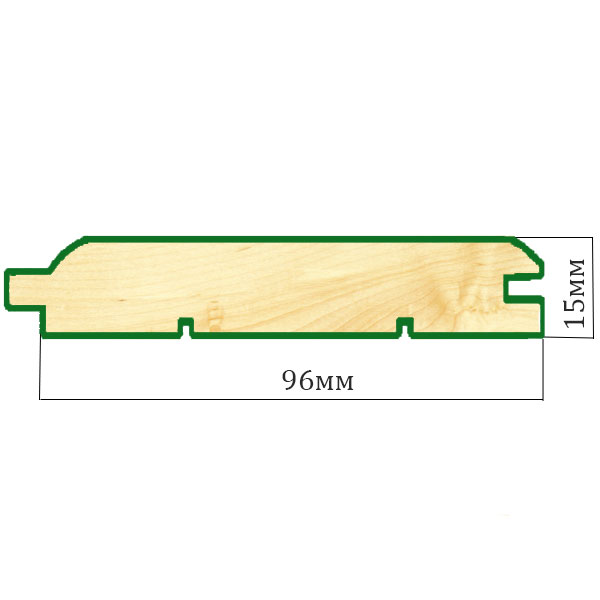
Вагонка Традиционная давно сформировала в нашем сознании общее представление о себе. Классический вид обусловлен угловатыми кромками, которые сходятся друг с другом в месте стыка. Размеры измеряются в миллиметрах и отражаются в наименовании товаров. Шириной 96 (рабочей 88). Толщиной 12,5. Длиной от 2000 до 6000.
Классический вид обусловлен угловатыми кромками, которые сходятся друг с другом в месте стыка. Размеры измеряются в миллиметрах и отражаются в наименовании товаров. Шириной 96 (рабочей 88). Толщиной 12,5. Длиной от 2000 до 6000.
Вагонка Штиль
Вагонка Штиль отличается от традиционной сглаженными кромками (фасками). Встречается в просторечье под названием Русская. Есть ассортимент по толщине 14 и 16 и ширине. К поверхности гладких фасок приятнее прислонятся, поэтому данный профиль часто выбирают для отделки парной.
Евровагонка
Евровагонку от традиционной вагоки отличает расположение кромки, которая смещена так, что между стыками образуется широкий зазор, который имитирует расположение обшивочной доски и на заднем и переднем плане. Этот декоративный эффект нередко используется дизайнерами в отделке определённой части стены. В остальном же стандартные характеристики сечения габаритной ширины. Длина до 6м.
Софтлайн
Софтлайн по форме напоминает Евровагонку, встречные фаски удалены друг от друга и сглажены аналогично Штилю. Хорошо подходит для парных, т.к. в агрессивной среде банного помещения меньше возможности для образования в обшивке трещин и сколов. Толщины разные. Для отделки бани не побриают самые тонкие, а слишком толстые будут дорого стоить, поэтому проиводители товаров предлагают сечение в районе 15 мм.
Ландхаус
Ландхаус выделяет из привычного ряда необычная форма поверхности. Метод дополнительной фрезеровки. На поперечном разрезе видно, в результате чего появляется узкая округлая полоска вдоль стыка и как формируется широкая овальная пласть. Промышленность выпускает и окантовочные вагонки с резными сложными рисунками, которые располагают по периметру потолков и стен. Расположением линий направленно расширяют представление о пространстве. Хорошим решением будет комбинация Ландхауса с традиционными вариантами вагонки.
Блок-хаус (имитация бревна)
Обшитые блок-хаусом стены напоминают на сруб, так создаётся имитация бревна. А так как диаметр венцов бывает разный, то и ширину рассматриваемого отделочного материала измеряют радиусом, R-28 и R-36 мм. Сечение тонкой части 16 мм. Оцилиндрованная поверхность не растрескивается, в отличие от массивного оригинала. Эта продукция чаще используется в фасадах.
Имитация бруса
Имитацию бруса выбирают из Традиционной вагонки или Штиля. Главным критерием выбора является ширина рабочей части 135 и 185 мм для имитации венцов бруса по высоте. Существует прямая зависимость толщины сечения от выбираемой ширины, чем шире, тем толще будет этот пиломатериал. Сечение 16, 18, 20. А чтобы сымитировать толстый брус понадобиться вагонка толщиной от 22 до 35 мм, она и прослужит дольше.
Американка
Американка имитирует способ обшивки внахлёст. Наклон обшивочной доски лишь визуальный, появляется в результате разности толщин вагонки. Давно нашла применение в строительстве каркасных домов США и Канады в облицовке фасадов.
Как по сорту и классу вагонки определить качество
Качественные характеристики деревянной вагонки определяют по нормам СП РФ (3, 2, 1 сорта согласно ГОСТу). В продаже выбор больше, т.к. продавцы обозначают качество товаров по международным показателям (по классу Экстра, А, В, С и промежуточным АВ и ВС). Сортность (классность) указывает на количество сучков и трещин на погонный метр, на размеры и состояние пороков и дефектов. Для каждого вида дерева устанавливаются свои отдельные нормативы.
В классе Экстра и А (1 сорт) будут встречаться светлые сучки «здоровые». В классе АВ и В допускаются тёмные сучки «мёртвые», некритичные тонкие трещинки (2 сорт). Класс ВС и С (3 сорт) с «выпавшими» сучкам и длинным сквозным трещинам. Для парилок принято выбирать первосортную отделку, из продаваемых подойдут классы Экстра, А, АВ и В. Ещё, качество измеряется и влажностью, которая должна быть в пределах 12-20%. Следы короедов не допускаются.
Монтаж вагонки при обшивке стены, потолка
В помещении парной сооружают каркас из деревянных брусков 50мм, внутрь помещают плитный утеплитель, закрывают его пароизоляцией и фольгируют поверхность. Монтаж вагонки при помощи оцинкованных гвоздей (строительных или ершёных) или влагостойких шурупов. Потолки строят горизонтальными и невысокими, чтобы сберечь тепло печки. Обязательно следует продумать систему вентиляции, установив хотя-бы окошки 50*50 см. Если хватит помещения, то можно позаботится и о вентиляционных зазорах в обшивке, это увеличит срок службы отделки.
Уход за вагонкой антисептиками и красками
Чем скорее начнётся уход за вагонкой, тем меньше шансов познакомится с грибками и насекомыми. На этапе транспортировки правильно использовать концентрированные антисептики. А после сборки сразу покрыть поверхности лаком или краской, для парных на восковой основе. Краски бывают на маслянной и водной основе, скрывающие текстуру и лессирующие. При обнаружении гнили в процессе эксплуатации её надо обработать фунгицидами, в этом случае стоит обратить внимание на проблемы вентиляции.
Как купить вагонку для бани в компании «Вудворкинг»
У нас можно недорого купить вагонку для бани. Большой ассортимент наименований и сортов товаров для внутреннего и наружного применения. Доступные цены. Приём заявок ежедневный с 9:00 до 18:00 по телефону, через вайбер, вотсап и телеграм. Даём технические консультации. Экономьте деньги и время, приобретайте хорошие товары. Будем рады видеть вас среди своих покупателей.
Пороки | Сорт «А» | Сорт «В» | Сорт «С» |
| 1. Сучки здоровые сросшиеся | допускаются | допускаются | допускаются |
| 2. Сучки здоровые частично сросшиеся | допускаются | допускаются | допускаются |
| 3. Сучки здоровые несросшиеся (выпадающие) | d до 5 мм 1 шт. на 1 п/м | на пласти допускаются диаметром до 20 мм с выходом на кромку 1 шт. на 1 п/м | допускаются |
| 4. Сучки здоровые несросшиеся (не выпадающие) | допускаются d до 15 мм | допускаются d до 50 мм | допускаются |
| 5. Глазки (черные сучки) | допускаются размером до 7 мм | допускаются размером до 15 мм | допускаются |
| 6. сколы в зоне сучков, отверстия от сучков, сучки загнившие, гнилые и табачные. | допускаются: | допускаются размером до 20 мм 1 шт. на 1п/м в кол-ве выпадающих сучков (пункт 3) | допускаются |
| 1.на нижней кромке паза: без ограничений; | |||
| 2.На верхней кромке паза: d до 5 мм 1 шт. на 1 п/м в кол-ве выпадающих сучков (пункт 3). | |||
| 3.на гребне: не видимые при сборке допускаются. | |||
| 7. Трещины: торцовые на лицевой пласти. | сквозные длинной до 95 мм; | сквозные длиной до 300мм; | допускаются |
| волосяные 1/2 длинны вагонки | волосяные по всей длине лицевой пласти | ||
| 8. Сердцевина | допускается размером до 1/2 длины вагонки | допускается | допускается |
| 9. Крень | допускается, если не влияет на сборку | допускается | допускается |
| 10. Смоляные кармашки (шириной более 3мм) | допускаются длиной до 20 мм 2 шт. на 1 п/м | допускается | допускается |
| 11. Засмолки | допускается | допускается | допускается |
| 12. Прорость | допускаются размером до 48 мм | допускается | допускается |
| 13. Червоточина | не допускается | допускается мелкая 3 шт. на 1 п/м | допускается |
| 14. Гниль | не допускается | не допускается | не допускается |
| 15. Окраска | допускается до 10 % поверхности вагонки | допускается | допускается |
| 16. Синева | не допускается | светлая 10% общей площади | допускается |
| 17. Обработка | допускается незначительные дефекты строжки (шероховатость и мелкий вырыв на кромке в зоне сучков) | допускается непрострожка на гребне и другие дефекты строжки не влияющие на сборку | допускается |
| 18. Обзол | не допускается | допускается: на нижней кромке паза — без ограничений на гребне — невидимый при сборке | допускается |
Как осуществить монтаж и установку деревянной вагонки
- Главная
- Статьи
- Вагонка деревянная – монтаж и правильная подготовка
Отделка стен и потолков деревянной вагонкой — один из практичных, недорогих и качественных способов декорирования помещений. Этот облицовочный материал используют для обшивки лоджий и балконов, саун и бань, офисов.
Особенность деревянной вагонки — простой и быстрый монтаж. При некотором опыте обшить стены и потолок вагонкой можно самостоятельно. Для этого потребуются самые обычные бытовые инструменты и недорогие материалы.
Однако перед тем как укладывать деревянную вагонку следует правильно подготовить рабочую поверхность и сам материал.
Хранение и подготовка вагонки
Основные рекомендации по эксплуатации панелей:
- при покупке, транспортировке и хранении вагонки нельзя снимать заводскую упаковку. Такая мера предосторожности защитит материал от загрязнений и небольших царапин;
- хранить вагонку следует в сухом и теплом помещении;
- обработайте поверхность материала защитным составом, если планируете использовать вагонку на открытом воздухе.
Правила хранения и эксплуатации вагонки схожи с рекомендациями по уходу за деревянными изделиями.
Монтаж обрешетки
Обрешетка — каркас из деревянных брусков, которые набиваются на поверхность стены на некотором расстоянии друг от друга. При монтаже решетки нужно придерживаться следующих рекомендаций:
- для обрешетки используются рейки сечением 25–30 на 40–45 мм;
- если делаете слой теплоизоляции, то бруски следует выбирать по толщине утеплителя;
- рейки крепятся перпендикулярно направлению монтажа панелей вагонки. При необходимости допускается крепление по диагонали, горизонтали и елочкой;
- бруски набиваются на расстоянии 50–80 мм друг от друга;
- монтаж реек обрешетки к стене выполняется посредством дюбелей.
Технологии обшивки деревянной вагонкой
Различают два основных способа облицовки стен вагонкой:
- Горизонтальная обшивка:
- направление монтажа — от потолка к полу;
- панели вагонки располагают шипом кверху;
- для крепления листов используют кляммеры;
- последнюю планку у пола обрезают по ширине и крепят гвоздями;
- монтируют плинтус.
- Вертикальная обшивка:
- направление укладки — от угла;
- для крепления используют кляммеры;
- угловую планку фиксируют гвоздями;
- монтируют декоративный наличник.
При монтаже деревянной вагонки можно использовать различные способы крепления панелей. Это и монтаж саморезами, гвоздями при помощи добойника, скобами посредством степлера, шкантом или кляммерами.
Рассчитать количество вагонки, площадь и объем на калькуляторе
- Главная
- /
- Ремонт / Стройка
- /
- Расчет вагонки на калькуляторе онлайн
Содержание:
- Калькулятор вагонки
- Как рассчитать количество вагонки по площади
На данном онлайн калькуляторе вы сможете:
- рассчитать количество вагонки;
- площадь вагонки в квадратных метрах;
- узнать объем вагонки в м3.
Для этого выберите один из 2-х вариантов расчета в выпадающем списке и подставьте в поля соответствующие значения.
Калькулятор вагонки
Для расчета необходимо учитывать рабочую ширину вагонки. На схеме выше, указано как она визуально выделяется.
Результаты
Результаты округлены, являются примерными
Как рассчитать количество вагонки по площади?
Для того, чтобы рассчитать количество вагонки по площади необходимо изначально определить площадь поверхности (стена и/ил потолок), которую требуется обшить вагонкой. Также исключить проемы, это могут быть двери и окна. Так мы получим чистую площадь стены или потолка.
Далее, замеряем рабочую ширину выгонки и умножаем на ее длину. Так мы узнаем рабочую площадь 1 вагонки.
Чистая площадь поверхности делится на площадь 1-й шт вагонки. Результатом станет — примерное количество вагонки в шт.
Почему примерное? В данном способе подразумевается, что будет использован весь материал для обшивки стены или потолка вагонкой. Не учитываются — отступы от стены и другие зазоры или линия расположение стыков.
Пример расчета, необходимо узнать сколько нужно вагонки для обшивки:
Размер стены:
- длина — 4,7 метра;
- высота — 3,2 метра.
Размеры проема:
- высота — 210 см;
- ширина — 90 см.
Размер вагонки:
- рабочая ширина — 125 мм;
- толщина — 14 мм;
- длина — 3 метра.
Площадь стены/потолка = 4,7 м * 3,2 м = 15,04 кв.м
Площадь проема = 2,1 м * 0,9 м = 1,89 кв.м
Площадь вагонки = 0,125 м * 3 м = 0,38 кв.м
Теперь узнаем чистую площадь и определим сколько нужно вагонки для обшивки стены/потолка в шт:
(15,04 кв.м — 1,89 кв.м) / 0,38 кв.м = 34,61 шт.
ПОДКЛАДКА: САМОЕ ВАЖНОЕ
Как мы неоднократно отмечали в наших статьях, правильный выбор облицовки очень важен. 10-15 лет назад основным назначением плит футеровки была защита корпуса мельницы от механических повреждений.
На сегодняшний день конструкция плит футеровки исходит из необходимости формирования линии измельчения, которая обеспечит максимальную эффективность процесса измельчения стальными мелющими шарами.
Плиты футеровки различаются размерами, материалом и способом крепления к корпусу мельницы, а также формой поверхности.
По типу профиля облицовочные плиты могут быть гладкими, ступенчато-волнистыми, комбинированными, гофрированными, ячеистыми, пяточными и другими.
Прочность футеровки и высота подъема стальных мелющих шаров зависят от геометрической формы поверхности футеровки. При разработке новых типов футеровок одной из задач является снижение скольжения мелющих шаров и измельченного материала по поверхности футеровки, что улучшает качество измельчения и, как следствие, увеличивает производительность мельницы.Пластины кольцевой футеровки более долговечны, чем футеровки с гладкой и волнистой рабочей поверхностью. Это связано с тем, что выступы гильз становятся прочнее под воздействием стальных мелющих шаров. На рисунке 1 ниже показаны типы облицовочных плит, которые в настоящее время используются на действующих предприятиях.
Рисунок 1. Тип накладок
Типы профилей гильз: а — одноволновые, б — двухволновые, в — каскадные, г — блочные, д — профильные с подъемной осью, е — унифицированный профиль, г — плоские, з — стальные цилиндрические, i — ступенчатые. , J — каблук, k — конус-ступенька, l — резина.
Плиты футеровки цилиндров служат для рационального распределения мелющих шаров по их размеру в направлении измельчаемого материала.
Вкладыши с коническими ступенями с пяткой и волнообразной формой. Сортировка стальных мелющих шаров — это распределение шаров разного диаметра по длине мельницы. Футеровка установлена так, что рабочая поверхность плиты образует набор коротких усеченных конусов, обращенных к загрузочной стороне своим большим основанием.Такое расположение футеровок гарантирует распределение мелющих шаров с уменьшающимся диаметром по мере движения мелющего материала. Большие шары в месте загрузки для уничтожения больших кусков материала. На некотором расстоянии от места загрузки расположены более мелкие шары, которые разрушают небольшие куски материала.
Сцепление между материалом, мелющими шарами и гильзой происходит за счет пятки или волнистой поверхности . Размеры пятки равны диаметру самых больших помольных шаров.Установлено, что пластины футеровки быстро истираются при меньшем диаметре пяток из-за небольшой муфты с мелющими шарами.
Гильзы со ступенчатыми конусами имеют недостатки: снижение полезной производительности мельницы, ухудшение поверхности пятки в месте эксплуатации крупных помольных шаров, сложность конструкции и изготовления.
Один из самых распространенных видов футеровки — ступенчатая футеровка .
Плита футеровочная резиновая используется при следующих условиях работы мельницы: среда должна быть нейтральной, кислотность pH не более 8-10 единиц, температура не более 80 ° C, диаметр загружаемых мелющих шаров не более 80 мм, размер частиц загружаемого материала не должен превышать 20 мм.
Плита футеровки внутри барабана мельницы расположена так, что зазоры (ориентированные вдоль оси вращения корпуса) между плитами образуют прямую линию. Зазоры (направление, поперечное вращению корпуса) образуют зигзагообразную линию (рисунок 2).
Рисунок 2. Типы расположения лайнеров
Есть два типа расположения лайнеров:
а) зигзагообразная линия;
б) прямая.
Плиты футеровки, расположенные по прямой линии вдоль и поперек корпуса мельницы, также широко используются в производстве.Поэтому расположение футеровок здесь только тогда, когда шаровая мельница предназначена для измельчения неароидных материалов (например, угля).
(PDF) Повышение износостойкости рабочих органов измельчителя за счет футеровки дробленого материала
2
1234567890 ‘’ «»
MEACS 2017 IOP Publishing
IOP Conf. Серия: Материаловедение и инженерия 327 (2018) 032007 doi: 10.1088 / 1757-899X / 327/3/032007
Для малых рабочих давлений были разработаны сегментированные конструкции роликов. Надежность работы такого валка
зависит от удельных давлений в рабочей зоне и температуры исходного материала
, срок службы сегментных валков достигает 9000 часов.
Ролик, состоящий из вала с прикрепленной к нему бандажом, отличается низкими капитальными затратами,
простым монтажом бандажа и оптимальным подбором материалов, так как требования к материалам вала и
ленты разные.
Производство компании братьев Сейбель [9,10], PRG имеет сменные роликовые бандажи из износостойкого материала
(Nihard) для увеличения срока службы агрегата.
2. Основная часть
Практика применения ПВИ показывает, что условия работы валка
существенно влияют на его работоспособность. Например, высокая температура исходного материала может представлять значительную опасность для роликов с бандажами.Поэтому, помимо общепринятой конструкции валка
с бандажом, разработана технология получения цельнолитого валка. Такая технология изготовления валков
предусматривает защиту основного материала слоем износа или использование термической обработки.
В зависимости от конкретных требований поверхность валка может быть профилирована для улучшения захвата
материала в рабочей зоне. Средняя твердость поверхности валков составляет от 57 до 60 HRC при высоком содержании карбидов
.Технология наплавки поверхностного слоя повышает износостойкость
валков. Такие ролики предпочтительно использовать при изменении температуры исходного материала.
Альтернативной твердой наплавкой поверхностного слоя является раствор на поверхности валков по схеме
выступов или профилирование его поверхности. В этом случае средством борьбы с износом валков не является соответствующее увеличение толщины защитного слоя.
Использование прессовального шлифовального станка с эксцентрическими или коническими валками позволяет создать интенсивный сдвиг
Деформация шлифуемой шихты между валками. Это приводит к снижению удельной мощности
расхода, но это влечет за собой повышенный износ их рабочих поверхностей. Следовательно, существует потребность
в разработке технических решений по защите поверхности валков от интенсивного износа для увеличения срока их службы
.
Одним из самых простых технических решений является защита поверхности валков от сильного износа с помощью держателя
из износостойкого сетчатого материала, элементы которого заполнены шлифовальным материалом для защиты поверхности валков от износа
.
Для обеспечения футеровки поверхности валка наплавку сетки необходимо производить таким образом, чтобы измельченный материал
вдавливался в ячейки в момент измельчения и после снятия напряжения не выходил из них и тем самым не выходил из них. образует слой материала (вдавливается в ячейки), предохраняющий рабочую поверхность валков
от интенсивного износа.
Из вышесказанного следует, что условия рабочей поверхности футеровочных валков в значительной степени зависят от геометрического профиля и размеров ячеек, а также от свойств материалов
, в частности, от трения. коэффициент.
Условия прижатия материала в ячейках эксцентриковых валков на рабочей поверхности с прямоугольной сеткой
представлены на рисунке 1.
Сжатый материал после прохождения зоны максимального давления подвергается внезапному
снятию шлифовальных усилий, которые вызывает его упругое расширение. В зависимости от формы ячейки и величины сил упругого расширения материала
он может выходить из ячейки или заклиниваться в ячейке на рабочих поверхностях валков.
Ячейки со скругленными углами формируются вдоль радиуса r (рис. 1b, 2) путем заполнения поверхностей сетки валков
из-за эффекта стенки в углах ячейки. Предположим, что сила F, возникающая от сил упругого расширения
, в ячейке равна всей ее боковой поверхности S
стороне
. Тогда сила, действующая на бесконечно малую площадь боковой поверхности ячейки
с длиной периметра l
b
и высотой r, равна:
bside ldrFdSFdF
.(1)
| Эта высокоскоростная футеровка подводит воду и латентность к t h e поверхности футеровки . acipco.com | Esta alta velocidad de centrifugado hace que el […] agua y la lechada em erj an a la superficie de l revestimiento .acipco.com |
| he a d накладка ? s поверхность i s p rotected […] с лаком, который облегчает чистку и придает сухость на ощупь. ldmleister.com.mx | L a superficie d el to ld o va protegida con […] una capa de laca que coefica su limpieza y le brinda una sensain seca al Tacto. ldmleister.com.mx |
За десять или более лет до инвазивного рака […] развивается, c el l s футеровка t h e поверхность fv .]начинают показывать изменения, видимые под […]микроскоп — достаточно времени для окончательного лечения. vnacarenewengland.org | El recubrimiento celu la r de la superficie de l cr vi x comienza […] a mostrar cambios visibles bajo un microscopio una dcada […]o ms antes de que el cncer invasivo se desarrolle, con tiempo suficiente para un tratamiento Definitivo. vnacarenewengland.org |
| (d) B ra k e футеровка a c tu a l e 9.eurpalex 9.eur | d ) Superficie de los juegos de fr eno eur-lex.europa.eu |
Среднее значение […] контактное давление на b ra k e футеровка w o rki n g s al l быть постоянным на 22 […]6 Н / см2 рассчитано для статического […] Тормозбез автономного питания. eur-lex.europa.eu | La Presin media […] de co nt acto en la superficie de tr aba jo del forro frestan …]от 22 6 Н / см2 расчет для […]un freno esttico no autorrecargante. eur-lex.europa.eu |
Дистрофия Фукса (произносится как Фукс) — заболевание глаз […] в котором c el l s футеровка t h e i nn e r поверхность t роговица […]потихоньку начинают отмирать. mercydesmoines.org | Es una enfermedad de los ojos en la cual […] clulas que r ecubr en la superficie in ter na de l a crnea […]lentamente empiezan a morir. mercydesmoines.org |
Витамин А, который обычно хранится в печени, имеет решающее значение для эффективного функционирования иммунной системы, […]защищает […] целостность эпителия c el l s подкладка t h e кожа, t h e f t глаза, внутри […]устья и […]пищеварительных и дыхательных путей. unicef.org | La vitamina A, que normalmente se almacena en el hgado, es esencial para el funcionamiento eficaz del sistema inmunolgico y para proteger la […]интегридад де лас клалас […] epiteliales qu e cubren l a piel, l a superficie d e los ojos, el interior de la boca […]y los aparatos digestivo y respratorio. unicef.org |
Включает […] восстановители a n d облицовка м a te риалы, связка и материал f o r поверхность поверхность поверхность e al ing.Voco.com | Contiene […] Restorado re s y m at eriales d e base, ad hesivos y materi al para el sella doвок. |
Благодаря технологии HIRSCH Rembordier и […] уникальный, высокий- te c h футеровка m a te rial с резиной- li k e R UN NER имеет наивысший балл […]баллов […]к прочности как на суше, так и в воде. watchstyle.com | El modelo RUNNER ofrece las mximas prestaciones absolutas en lo referente a resistencia tanto en tierra como en agua […]gracias a la tecnologa Rembord de […] HIRSCH y a l singular m at erial de forro Hi gh-Te ch con superficie eng oma da «r da» r da «r «.watchstyle.es |
Если яйцо не оплодотворяется или яйцо не прикрепляется к подкладке […]матки, затем […] начинается менструация и эндомет ri a l подкладка s h ed s i t s поверхность a ye r, и он покидает тело как […]кровавая жидкость. forparents.gov | Si el vulo no es Ferizado o si ste no se logra adherir a las paredes del tero, […]Entonces Comienza la […] menstru ac in y el revestimiento del endo me trio desecha su capa de l a superficie y e s исключено […]del cuerpo como fluido de sangre. forparents.gov |
| Применение футеровки монитора — соблюдайте […] все аспекты s o f футеровка a p pl ication включая di n g 9017 ep aration, […]анкерная установка огнеупорная […]монтаж и термическая сушка. rjjenkins.com | обсерва-тодос-лос-аспектос […] en la aplicaci n de forros incl yend o la p repa raci n поверхностный, […]la instalacin del ancla, la […]instalacin refractaria y el secado Trmico. rjjenkins.com |
Таким образом создается сеть осей, […]определение несущей конструкции […] для fa ca d e футеровка ( w al l), на w ho l e поверхность a n d также на месте […]отверстий, а это и […]относительно их размера, а также их расположения. цетрис.инфо | Con este procedure secrea una red de ejes que definedan la […]фундаментальной конструкции для […] camisa de fac ha da ( mampostera ) e la superficie y tam bin en los puestos […]de la mampostera de orificios segn su tamao y posicin. web1.cetris.cz |
При чрезмерном износе вдоль […] кромки t h e подкладка c o nt рабочая площадь бюстгальтера ki n g […]система должна быть […]проверил, чтобы убедиться в отсутствии аномального накопления абразивного материала. juratek.com | Si se производят excesivo desgaste a lo largo […]de los bordes del […] rea de con ta cto del forro oe n un rea que matching con los agujeros de r emach ed el el ebe comp ro barse el […]sistema para asegurarse […]de que no haya una acumulacin anormal de material abrasivo. juratek.com |
Эту проблему можно легко решить с помощью […] шлифование как t h e футеровка a n d тормоз dr u m поверхность -й какой-то средний […] Наждачная шкурка с зернистостью. juratek.com | Este проблема puede Solventarse con un […] ligero enar en ado e n l a superficie de l forro y d el t ambo r de freno […]mediante una lija media de arena esmerilada. juratek.com |
| IVA-Рак распространился на t h e поверхность o f t he i nn e r o f t мочевой пузырь или прямая кишка. scasouthjersey.com | IVA — Электродвигатель […] ha pr op agado a la superficie de l r ecubr im ie nt o интерьер d vega […o recto. scasouthjersey.com |
подпитка подземных вод […] systems by minimi si n g поверхность c h an ges (e.грамм. уплотнение a n d футеровка t a il ings области и отходы […]лагун и сокращение объемов отходов) data.iucn.org | mantener los sistemas de recarga de aguas […]subterrneas minimizando […] cambios e n la superficie (p.e j. sellar y revestir reas de restuos y estanques d e desechos, […]y disminuir l os volmenes de desechos) data.iucn.org |
Стадия 0: раковые клетки […] присутствуют только на t h e поверхность o f t he i nn e r 9017 9017 9017 9017 f t он мочевой пузырь.scasouthjersey.com | стадион 0: las clulas cancerosas se […] encuentran s lo en l a superficie del revestimiento in ter no de l a vejiga.scasouthjersey.com |
| В виде ячеек на t h e поверхность o f t h e футеровка f он умирает и истощается […] выкл, образуются язвы (открытые язвы) и могут вызывать выделения […]гноя и слизи, помимо кровотечения. content.jeffersonhospital.org | A medida que […] las c l ulas de la superficie del revestimiento d el двоеточие m ueren […]y se desprenden, se forman lceras (llagas ) […]abiertas) y выделяет гной, мокрую геморрагию. content.jeffersonhospital.org |
Большинство видов рака молочной железы представляют собой злокачественные опухоли карциномы […] которые растут из т h e поверхность или футеровка o f t [железистая ткань]груди. центр периметрической хирургии.com | La mayora de casos de cncer de seno son carcinomas; злокачественные опухоли Que […] Crecen fu era d e l a superficie o revestimiento d el tejid o glandular […]del seno. perimetersurgerycenter.com |
Плоскоклеточный рак — это рак, который начинается в плоскоклеточных клетках — тонких, […]плоских ячеек найдено в […] ткань, образующая t h e поверхность o f t he skin, t h e 9017 f t he полые органы […]корпуса и ходов […]органов дыхания и пищеварительного тракта. содержания.jeffersonhospital.org | El carcinoma a clulas escamosas es un cncer que se origina en las clulas escamosas (clulas planas y delgadas que […]se encuentran en el […] tejido que f orma la superficie de la p ie l, e n el revestimiento de lhuecos del cuerpo y en […]лос кондитос де лос трактос респираторный у дигестивос). content.jeffersonhospital.org |
Основанный на концепции коллекции Corvette, Trieste имеет спортивный […]комбинация материалов […] прочный текс ti l e поверхность , r ub ber сердечник, теленок sk i n 9017 9017 9017 9017 9017 9017 n d элегантный […] Раскладывающаяся пряжка из нержавеющей стали. watchstyle.com | Basndose en el Concepto de la coleccin Corvette Collection, модель Trieste […]Presenta Una Combinacin […] deportiva de material es con una superficie text il m uy resistente, un ncleo […]de caucho y el elegante […]cierre plegable de acero fino. watchstyle.es |
Плоскоклеточные клетки — это тонкие плоские клетки, обнаруженные в . […] ткани, образующие t h e поверхность o f t he кожа и t h e 9017 f b ody полости […]такой же рот, полый […]органов, таких как матка и кровеносные сосуды, а также слизистая оболочка дыхательных (дыхательных) и пищеварительных трактов. race.gov | Las clulas escamosas son clulas delgadas y planas que se […]encuentran en los tejidos […] que fo rm an la superficie de la p iel y el revestimiento de cavid ad es corporales […]como la boca, rganos […]huecos como el tero, los vasos sanguneos, y el revestimiento de las vas sizes y el aparato digestivo. race.gov |
| Подслизистый слой — чуть меньше t h e поверхность o f t he ute ri n e .org | Подслизистые: ju sto b ajo la superficie del revestimiento ut erin o mercydesmoines.org |
| T h e поверхность a r ea g ut ‘ s 9017 урес около 400 м2, где […]
Находится тысяч защитных ячеек. bion3.com | Alrede до r de 4 00 m2 m id e la superficie de la mucosa in te stinal, […] donde se encuentran miles de clulas de defensa. bion3.com |
Профиль должен быть размещен на станине так, чтобы […], что он не вибрирует, если […] необходимо использовать fu l l поверхностная облицовка u s in g искусственный […] Раствори распорки металлические или аналогичные. dural.de | Colocacin Libre de Vibraciones del Perfil […]sobre la base, dado el caso, rellenar […] Complete am ente la superficie in ferio r con mortero […]plstico y distanciadores de metal o similares. dural.de |
Для приемки интервенционное агентство может указать минимальную толщину […] из polyt he n e подкладка a s w ell as a […]особого качества джутового мешка. eur-lex.europa.eu | Para la aceptacin, el organismo de […]Intervencin podr exigir un espesor mnimo para la bolsa […] de poliet il eno as com o una calidad […]especial para el saco de yute. eur-lex.europa.eu |
| При dr u m поверхность b e co mes деформирована, t h e 9017 9017 9017 9017 9017 9017 9017 9017 9017 s s отключено на переменное […] силы растяжения и сжатия / 3 /. змп.пл | C ua ndo l a superficie d el ho rn o se deforma, e l recubrimiento i nt erior […] дополнительные натяжения, альтернативные и сжатые / 3 /. zmp.pl |
Воздушная подушка между функциональными […] слой и i nn e r подкладка o f fe rs дополнительная изоляция […]пожарному. proteccion-laboral.com | El cojn de aire que se forma entre esta […] capa f un ciona l y el forro int eri or de l a prenda […]proporciona un aislamiento adicional al bombero. proteccion-laboral.com |
я не […] знаю почему I w a s облицовка u p i n перед […]центр с мамой. children.org | Но саба пор ку […] установка лет га ciend o fila c на mi m am frente […]аль центро. children.org |
| Плоскоклеточный рак — это рак, который начинается в плоскоклеточных клетках — тонких плоских клетках, обнаруженных в ткани, которая образует t h e поверхность o f t he кожа, t h e подкладка o f t полые органы тела, а также проходы дыхательных и пищеварительных трактов. healthlibrary.b … amandwomens.org | El examen fsico anual, el examen de sangre para detectar el antgeno prosttico especfico (su sigla en ingls es PSA) и el examen ректально пальцевый (su sigla en ingls es DRE), проверяющий среднюю вероятность идентификации el cncer de prstata en sus etapas ms темпраны. healthlibrary.b … amandwomens.org |
Китай Замена футеровки тормозного барабана и ремонт деталей, тормозная накладка для чугуна, производитель и поставщики стальной рабочей поверхности — заводская цена
1.Относительный продукт
Наименование продукта | Накладка тормозной колодки19094, производитель тормозных накладок19094, Накладка тормозного механизма грузового автомобиля, накладка тормозных колодок, накладка тормозного механизма19094, вкладыш прицепа грузового автомобиля, комплект тормозных накладок 19094, вкладыш тормозного барабана, барабан накладка, гильза барабана 19094, тормозная колодка грузовика, | |
Марка | Alltour | |
Размер | 900 Диаметр мм Ширина : 200 мм Толщина : 17/10.09 мм Наружная длина : 219 мм Внутренняя длина : 202 мм Радиус : 205 мм | |
Деталь No. Срок службы | Длительный срок службы, более 60000 км | |
ATTURIBUTE | Превосходное тормозное усилие без скрипа | |
| 9000 9000 9000 сзади | ||
Приложение | Грузовик DAF |
2.FAQ
Q1. Вы производитель или торговая компания?
A1. Мы являемся производителем с 13-летним опытом работы в автомобильных линиях
Q2. Можете ли вы сделать логотип нашим дизайном?
A2. Да, логотип может быть изготовлен в соответствии с вашими требованиями. У нас есть собственный пресс-дизайнер
Q3.Можете ли вы производить продукцию по образцам?
A3: Да, мы можем изготовить по вашим образцам или техническим чертежам. Мы можем изготовить формы и приспособления.
Q4. Каковы ваши условия упаковки?
A4: У нас есть упаковка Alltour, термоусадочная пленка + индивидуальная коробка + картон + экспортный поддон, также мы можем выполнить ваше требование
5. Предлагаете ли вы бесплатный образец?
A5: Да, мы можем предложить вам 1 или 2 комплекта бесплатных образцов. Вам нужно только оплатить фрахт, мы вернем фрахт из первого заказа.
Q6.Каков ваш MOQ?
A6. Наше MOQ составляет 50 комплектов.
Q7.У вас есть сертификаты на вашу продукцию?
А7. У нас есть сертификаты ECE-R90 и ISO9001, IATF16949, а также отчет об испытаниях для каждой партии продукции
Q8. Какой у вас срок доставки и условия оплаты?
А8. Обычно доставка осуществляется в течение 30 дней после заказа.
Как правило, мы принимаем T / T, 30% депозита и 70% баланса перед отправкой.
3.ПОЧЕМУ ВЫБРАТЬ ALLTOUR
1.Обработанная поверхность: подходящий коэффициент трения 2. Стандартная опорная пластина OE 3. Без шума, без асбеста 4. Качество: E-mark R 90 Authentication. 5. Чрезвычайно долгий срок службы. Гарантия: 100 000 км. 6. Устойчивость к высоким температурам, стабильность тормозных характеристик при 600 градусах Цельсия. 7. Высокая прочность на сдвиг, в 3 раза превышающая требования, указанные в GB5763-2008. 8.Каждый продукт имеет идентификационный номер, и каждая партия продукта имеет отчет о тестировании. 9. Колодки имеют подходящую твердость и подходят для диска
10.Поддерживал завод по производству основных двигателей известных брендов, таких как: автобус zhongtong, автобус yutong, foton Daimler ….
3.О Alltour
Alltour — профессиональный производитель тормозных колодок и тормозных накладок. для китайских и европейских коммерческих автомобилей и легковых автомобилей, таких как VOLVO, SCANIA, MAN, IVECO, DAF, RENAULT TRUCKS, NEOPLAN, YUTONG BUS, ZHONGTONG BUS, FOTON, SHACMAN, SINOTRUCK, DENNIS, SAF, BPW, KNORR BREMSE и т. д. на. все продукты с маркировкой E-Mark, без асбеста, их можно использовать на 100-150 тысяч километров и их термостойкость до 500-800 ℃, качество тормозных колодок Alltour — No.1 на внутреннем рынке. Мы экспортируем в Европу и Ближний Восток более 10 лет, тормозные колодки Alltour экспортируются в более чем 50 стран и регионов мира, наш бренд Alltour имеет отличную репутацию на международном рынке, и мы являются производителем оригинального оборудования.
4.Сертификация
Прошла сертификацию ECE R90 от VCA в 2014 году в Великобритании
Лицензия на производство национального производства фрикционных материалов, полученная в июле 2015 года
Сертифицированный ISO / TS 16949: 2009 аутентификация TÜV в Июнь 2016 г., обновление до IATF16949 в 2018 г.
Получил сертификат ISO9001: 2008 и завершил его обновление в марте 2017 г.
5.Производственная линия
6. Alltour в мире
Alltour, как новая восходящая звезда в области фрикционных материалов, будет постоянно совершенствоваться и расти вместе с нашими клиентами по всему миру, а также посвятить себя обеспечению высокого качества продукты, а также искреннее обслуживание
Контактное лицо: Кэти
Мобильный / WhatsApp: +8618562336697
Skype: +8618562336697
Wechat: dn18562336697
Интернет : www.alltourbrake.com
За прошедшие годы продукция компании по замене футеровки тормозных барабанов и восстановлению деталей, тормозных накладок для чугуна, оборудования стальной рабочей поверхности получила широкую оценку пользователей, и удовлетворенность клиентов растет с каждым годом. Наши общие каналы продаж становятся все более и более развитыми и надежными, предоставляя нашим клиентам и партнерам хорошие услуги и платформу. Мы внимательно следим за рынком, вовремя удовлетворяем потребности клиентов и создаем максимальную ценность для клиентов.
Резиновая футеровка
В следующем техническом бюллетене представлен обзор установки резиновых футеровок в полевых условиях. Технический персонал Blair Rubber готов предоставить дополнительную помощь с продуктами Blair и ответить на вопросы / ответы, которые не рассматриваются в следующем бюллетене.
РЕФЕРАТ
Резиновые футеровки уже много лет успешно используются в оборудовании для производства, хранения и транспортировки фосфорной кислоты. Это самый экономичный материал для предотвращения коррозии, если выбран правильный материал и нанесение выполнено правильно.В условиях нынешнего давления мирового рынка производители должны максимально использовать машины и оборудование, чтобы оставаться конкурентоспособными в мировой экономике.
ВВЕДЕНИЕ В УСТАНОВКУ РЕЗИНОВЫХ ФУТБОРОВ
Необходимо хорошо понимать различные условия эксплуатации, резиновые футеровки, подходящие для этих условий, и надлежащие процедуры нанесения и отверждения, чтобы обеспечить долгий и бесперебойный срок службы. Цель этого технического бюллетеня — дать некоторые минимальные стандарты, указать на потенциальные проблемные области и поделиться информацией, которая может помочь в достижении этой цели.
ТИПОВЫЕ УСЛОВИЯ ОБСЛУЖИВАНИЯ
Диапазон температур от 140 ° F (60 ° C) до более 200 ° F (93 ° C). Концентрации могут составлять от 28% до более 70%. Раствор может находиться под давлением, статическим хранением или полным вакуумом. Иногда в резервуарах для хранения есть нагревательные змеевики для более высоких концентраций агрессивных растворов.
В этих условиях кислота очень агрессивна и требует максимальных усилий всех сторон для получения резиновой футеровки, обеспечивающей желаемый срок службы.В следующих разделах будут более подробно описаны шаги, необходимые для успешного выполнения проекта резиновой футеровки.
ВЫБОР МАТЕРИАЛА РЕЗИНОВОЙ ОБЛОЖКИ
При выборе резиновой футеровки необходимо учитывать все условия эксплуатации. Факторы, которые следует учитывать:
- Химический состав и состав
- Концентрация кислоты
- Температура
- Вакуумное обслуживание или статическое хранение
- Твердые частицы в системе, которые могут вызвать абразивный износ
- Нагревательные змеевики в баке
- Тип пеногасителя или другие добавки
- ВЫБОР АППЛИКАТОРА
Убедитесь, что выбранный вами аппликатор имеет опыт работы в вашей отрасли.Чтобы резиновая подкладка, которую вы выбрали, выдерживала агрессивную среду, аппликатор должен правильно установить, отвердить и осмотреть подкладку. Если вы не знакомы с аппликатором, попросите рекомендации и проверьте их. Определите опыт руководителей и подкладочного персонала. Попросите руководство по технике безопасности, чтобы убедиться, что они способны удовлетворить требования завода. Запросите и ознакомьтесь с их руководством по контролю качества, чтобы прийти к соглашению по всем стандартам качества.
ТРЕБОВАНИЯ К РАБОТЕ ПОКУПАТЕЛЯ
Документы для торгов должны включать, как минимум, следующее:
- Требуются любые тесты на безопасность или наркотики
- Требования Союза, если таковые имеются
- Любые ограниченные или обязательные часы работы
- График завершения
- Утилизация абразивных сред и других материалов
- Потребность в специализированном оборудовании
- Ограничения на использование заводского оборудования и ресурсов
- Порядок входа и выхода с завода
- Ограничения по транспортным средствам
- Любые требования, уникальные для завода
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ НАКЛАДКИ ПОКУПАТЕЛЯ
Включите следующее:
- Резиновая прокладка, устанавливаемая
- Толщина вагонки
- Любые участки повышенной толщины
- Осушающее оборудование
- Требуемый метод лечения
- Необходимые проверки
- Методы ремонта
- Критерии приема и / или отказа
ПРЕДЛОЖЕНИЕ ДЛЯ ЗАЯВИТЕЛЕЙ
Заявитель должен четко указать в своем предложении, что именно он предлагает и что он ожидает от собственника.Вот некоторые из этих предметов:
- Заложить зону, указать размер и близость к рабочей зоне
- Требования к электричеству
- Погрузочно-разгрузочное оборудование, предоставленное вами и владельцем
- Пар для отверждения
- Глухие фланцы для отверждения при необходимости
- Строительные леса
- Тип применяемой абразивной среды
- Сжатый воздух
- Туалеты
- Удаление отходов
- Время, необходимое для завершения
Как видите, есть много возможностей для того, чтобы предметы были упущены обеими сторонами.Очевидное решение состоит в том, чтобы провести встречу перед началом торгов и пройти через нее, чтобы все участники торгов имели одинаковую информацию, а победитель торгов должен быть полностью готов к выполнению работы.
По возможности успешный аппликатор должен повторно посетить объект, чтобы убедиться, что все его требования выполняются и не произошло никаких значительных изменений, которые могли бы повлиять на его способность выполнять указанную работу. Это также позволяет аппликатору усовершенствовать свой подход к работе и лучше подготовиться к выполнению поставленной задачи.
НАКЛАДКА
Ниже приводится разбивка шагов, которые предпринимаются во время проекта резиновой футеровки в полевых условиях. Он не предназначен для использования по принципу «все включено». Намерение состоит в том, чтобы указать некоторые минимальные требования и предложить советы, которые могут помочь улучшить качество, своевременное выполнение и / или снизить стоимость работы.
Те же шаги требуются для облицовки цехов, за исключением строительных лесов, изоляции и некоторых различий в отверждении облицовки. Преимущества футеровки в магазине — более тщательный надзор, лучший контроль окружающей среды, лучший контроль качества и более низкая стоимость.Любое оборудование, достаточно маленькое, чтобы его можно было перевозить по дороге, должно быть выстроено в помещениях аппликаторов.
ИЗОЛЯЦИЯ
Некоторое количество изоляции может быть полезно для нескольких этапов резиновой футеровки. Изоляционные покрытия, которые обычно используются для отверждения бетона, работают хорошо. Они недорогие, легкие и многоразовые, позволяют лучше контролировать среду внутри резервуара и сокращают время отверждения. Изоляция — одна из самых рентабельных вещей, которые можно сделать при установке резиновых футеровок в полевых условиях.
Все судно должно быть закрыто, чтобы предотвратить попадание ветра, дождя или снега на поверхность судна. Влага любого типа на поверхности может снизить температуру до 50 ° F и, таким образом, предотвратить отверждение резинки или клея.
Холодная погода: если сталь обернута полиэтиленом толщиной 6 мил, а внешний пластиковый брезент находится на расстоянии от 6 дюймов до 4 футов от емкости, обеспечивая обогреваемую зону 60 ° F, тогда температура стали под полиэтиленом поднимется до 180–200 ° F, когда температура внутри емкости составляет 250 ° F.Сосуды со стальными манометрами толщиной 3/4 дюйма рекомендуется покрывать тентом снаружи не только из-за низкой наружной температуры, но и в случае попадания дождя на стальную поверхность.
ЛЕСА
Заказчик должен убедиться, что он знает все требования безопасности при монтаже и демонтаже строительных лесов. Существуют требования OSHA и, возможно, требования к месту, которые должны быть выполнены. Если у вас нет опыта в этой области, рекомендуется передать строительные леса субподрядчику.
Для резервуаров большего размера следует рассмотреть возможность использования целых лесов вместо катящихся башен. Прокатные башни нельзя перемещать вместе с персоналом на башне, что означает, что опытные резиновые гильзы проводят большую часть своего времени, толкая строительные леса. К тому времени, когда футеровка будет завершена, прокатные подмости обернут вокруг резервуара от шести (6) до восьми (8) раз. Это не только дорого, но и может задержать завершение работы. Вложите деньги на полноценные строительные леса, и в итоге вы сэкономите время и деньги.
Пескоструйная очистка
Пескоструйная очистка не может быть нарушена. Необходимо иметь белое металлическое покрытие в соответствии со спецификациями NACE № 1 (или SSPC-SP5). Используемая абразивоструйная среда должна быть достаточной для достижения профиля поверхности от 1,5 до 3 мил. Если какая-либо ржавчина возникла до нанесения грунтовки, заржавевший участок необходимо повторно обработать струйной очисткой. Обработанная поверхность должна быть очищена и загрунтована в течение восьми (8) часов после струйной обработки. Осушающее оборудование может продлить время до того, как потребуется очистка и грунтовка, но следует проявлять особую осторожность, чтобы гарантировать отсутствие окисления стали.
ОЧИСТКА
Для максимальной адгезии перед нанесением грунтовки с поверхности необходимо удалить всю пыль и другие инородные материалы. Сжатый воздух полезен для удаления большого количества пыли или тяжелых частиц, но он просто перемещает легкую пыль из одного места в другое. После продувки сжатым воздухом рекомендуется очистить сталь щеткой с мягкой щетиной, начиная сверху и снизу, чтобы сила тяжести могла помочь удалить пыль с участка, подлежащего грунтовке.Пылесосить тоже можно. Для максимальной чистоты используйте липкую ткань, как те, что используют маляры, чтобы удалить последние остатки пыли. Чистота имеет решающее значение для достижения максимальной адгезии.
ГРУНТОВКА И ЦЕМЕНТИРОВАНИЕ
Используйте только грунтовки, рекомендованные или одобренные производителем футеровки. Обычно используемые грунтовки предназначены для нанесения очень тонким слоем. Капли или потеки могут ухудшить адгезию. Грунтовки не являются краской, которая должна скрывать подвергнутую струйной очистке сталь, следуйте инструкциям производителя относительно толщины высушенной пленки.В больших резервуарах пескоструйная очистка может занять несколько дней, и после струйной обработки секций резервуара на чистую сталь можно нанести грунтовку. Когда грунтовка высохнет, обычно на следующий день пескоструйная очистка может возобновиться, и процесс повторяется до тех пор, пока струйная очистка и грунтовка не будут завершены. Поскольку с момента нанесения первого слоя грунтовки могло пройти несколько дней. Рекомендуется нанести еще один слой первой грунтовки на весь резервуар, чтобы обеспечить полное покрытие, обеспечивающее свежую поверхность для следующего нанесения грунтовки, промежуточного слоя или связующего цемента.
Грунтовки чрезвычайно чувствительны к солнечному свету и должны быть защищены от его прямого воздействия. Области, такие как форсунки, которые подвергаются длительному воздействию солнечных лучей, следует протереть растворителем и нанести еще один слой первой грунтовки перед тем, как приступить к облицовке.
После нанесения всех грунтовок следует нанести слой клейкого цемента как на загрунтованную сталь, так и на поверхность резины, которая будет прилегать к стали. С некоторыми покрытиями для адгезии может быть достаточно протирания растворителем, но всегда лучше всего использовать слой цемента.Высокие значения адгезии имеют решающее значение для успеха резиновых футеровок в вакуумном оборудовании, и слой цемента всегда должен наноситься как на сталь, так и на резину, за исключением случая резиновой футеровки «липкой спиной». Резиновые накладки с «Tacky Back» не требуют нанесения резинового клея.
РЕЗКА РЕЗИНЫ
Существует множество способов резать резину, но лучше всего работает дисковый нож с приводом от двигателя и водяной смазкой. Он быстрый, имеет фиксированную базу для очень однородных стружек (или фаски), и неопытные люди могут очень быстро овладеть им.Другие широко используемые методы резки резины — это ручная резка длинным ножом, бритвенным ножом или нагретым ножом.
Перед началом резки должен быть составлен план. Во-первых, решите, будут ли скипы открытыми или закрытыми. Все футеровки, изготовленные из разных материалов, должны иметь закрытые скребки или полосы для защиты нижних материалов от прямого контакта с кислотой. Предпочтительным методом является закрытие скребков. Сделайте выкройки для сложных участков, таких как куполообразные или конические крыши, конусообразные днища и перегородки.Используйте меловые линии или прямые края, чтобы пометить резиновые листы перед резкой, чтобы срезы были прямыми, а готовая подкладка выглядела профессионально.
НАНЕСЕНИЕ РЕЗИНЫ
После того, как цемент на резиновом листе высохнет, на зацементированную сторону накладывается подкладочная ткань, которая действует как разделитель и предотвращает преждевременное прилипание резины к стали. Влажный цемент приведет к образованию пузырей во время отверждения, и потребуется ремонт. Используя ролики и брошюровщики, рабочие инструменты, необходимо удалить весь воздух между резиной и сталью, а также между слоями резины внахлест.Звучит просто, но для правильного выполнения работы требуется квалифицированный персонал. Двухдюймовые нахлесты резины являются стандартным методом укладки листов, и каждое нахлест необходимо обозначить, чтобы обеспечить равномерные и прямые швы. Расположите швы в шахматном порядке так, чтобы осталось не более трех (3) слоев резины. Не указывайте «не более двух (2) слоев резины». Это требует обрезки одного слоя в перекрытии, что приводит к перекрытию менее полной ширины.
Все скопившийся воздух должен быть удален.Обычно это достигается с помощью шила или иглы для подкожных инъекций, чтобы проколоть подкладку, а затем используются сшивающие устройства, чтобы выпустить воздух. Каждый раз, когда в резине делается отверстие, оно должно быть помечено, а покрытие из того же материала должно быть зацементировано и помещено поверх отверстия. Из-за грубых сварных швов или неровностей стальных поверхностей при футеровке больших резервуаров неизбежно будет некоторое количество воздуха. Накладку нельзя считать дефектом или ремонтом. Эти «нашивки кнопок», как их иногда называют, должны быть одинакового размера и ориентированы одинаково.За счет использования круглых «пуговиц» готовый продукт будет выглядеть лучше. Если на небольшой площади, например, вдоль грубого сварного шва, требуется несколько штук, не используйте несколько «кнопок», используйте накладку по ширине резинового листа, чтобы он выглядел так, как будто он здесь.
Аккуратность важна! Каучуковая подкладка — это ремесло, и работа настоящих мастеров будет очевидна.
ОСМОТР ПЕРЕД ОТВЕРЖДЕНИЕМ
ВИЗУАЛЬНЫЙ ОСМОТР
Осмотрите весь бак.В больших судах это нужно будет сделать до снятия строительных лесов. Проверьте, нет ли захваченного воздуха, удерживая фонарь под углом к резине. Любой захваченный воздух будет отображаться как тень. Удалите воздух и наложение, как указано в предыдущем разделе.
Проверьте, нет ли незакрепленных швов. При необходимости нанести цемент и зашить. Горячим ножом можно заделать свободные швы.
Ищите «утечки каналов». Слишком много слоев резины внахлест может привести к открытому пути к стали или «утечке из канала».Искровой тест не обнаружит утечки такого типа. Отремонтируйте эти области, даже если для этого потребуется удалить все перекрытия и наложить наложение.
Если есть какие-либо узкие места из-за того, что леса или другие предметы упираются в резину, накройте их, чтобы сохранить минимальную толщину, указанную в технических характеристиках.
ИСПЫТАНИЕ
Было много написано и много обсуждений о правильном напряжении для искровых испытаний резины. Фактически, длину искры следует использовать для определения настройки тестера искры.Длина искры должна быть как минимум в два раза больше толщины футеровки, и напряжение, необходимое для этого, не имеет значения и будет зависеть от типа используемого тестера. Самый простой способ установить длину искры — взять кусок стали с двумя (2) слоями футеровки и отрегулировать тестер до тех пор, пока он не подпрыгнет по толщине резины к стали. Тестеры искры, которые подают звуковой сигнал, могут выдавать ложные срабатывания на некоторые накладки, содержащие большое количество сажи в составе. Визуальное наблюдение за искрой — это только реальный тест на наличие дыр в резине, и звуковой сигнал следует выключить или игнорировать, если не будет установлено, что каждый сигнал тревоги — это дыра в резине.Искра изменится с синей на очень белую, если в подкладке будет дыра. Испытание на искру не обнаружит воздушных карманов под резиной; он найдет только отверстия в стали, которые не превышают длину искры.
Неопреновые и графитовые футеровки могут прожигать дыры от искрового тестера при использовании чрезмерного напряжения, но они обычно не используются в фосфорной кислоте. Проконсультируйтесь с производителем футеровки о правильной длине искры для использования с этими материалами.
Испытание на искру должно выполняться только опытным персоналом.Правильно откалиброванный искровой тестер следует перемещать по поверхности футеровки со скоростью, позволяющей оператору наблюдать любые утечки искры. Любые утечки должны быть отмечены для наложения, как описано в разделе «НАНЕСЕНИЕ РЕЗИНЫ». Нет необходимости ехать очень быстро. Не пытайтесь сделать подозрительно выглядящую точечную утечку, тестируя снова и снова. Влажные или грязные поверхности не могут быть должным образом протестированы, поскольку они будут давать ложные показания. Искровой тест не может обнаружить утечки, длина которых превышает длину искры, например, внахлестку.
ОТВЕРЖДЕНИЕ РЕЗИНОВОЙ ФУТБОЛКИ
Всегда следуйте рекомендациям производителя по времени и температуре отверждения. Цель этого раздела — объяснить различные методы отверждения резиновых футеровок, а также то, что можно и чего нельзя делать, чтобы улучшить конечный продукт.
МЕТОДЫ ОТВЕРЖДЕНИЯ (ВУЛКАНИЗАЦИИ)
Автоклав. Это предпочтительный метод отверждения, поскольку давление увеличивает прочность сцепления и плотность футеровки, а тепло с обеих сторон обеспечивает равномерное отверждение.Из-за ограничений размеров доступных автоклавов, этот тип отверждения обычно ограничивается небольшими предметами, выложенными в магазине аппликаторов.
Для всех типов отверждения внешняя температура и погода имеют существенное влияние на время, необходимое для отверждения сосуда. При низких температурах (60 ° F) обязательно, чтобы резервуар был изолирован каким-либо образом для эффективного отверждения, будь то покрытие брезентом или прямая изоляция внешней части резервуара. Фактор неблагоприятных погодных условий не может быть компенсирован только внутренним паром.
Внутреннее давление. Следующий лучший метод — лечение внутренним давлением. Он часто используется для отверждения сосудов с номинальным давлением и вакуумных сосудов. Каждый раз, когда будет использоваться отверждение внутренним давлением, необходимо определить, какое давление может выдержать сосуд. Это предпочтительный метод для вакуумных сосудов, слишком больших для автоклава. Превышение расчетного номинального давления резервуара может привести к серьезному повреждению резервуара и смерти или травмам персонала.
Для создания давления в резервуаре отверстия должны иметь глухие фланцы, достаточно плотно прикрученные, чтобы предотвратить чрезмерную потерю пара.Невулканизированная резина не позволит затянуть болты настолько, чтобы выдержать давление после нагрева емкости. Поэтому фланцы должны быть покрыты предварительно вулканизированной резиной или резиной химической вулканизации. Если используется резина химического отверждения, процесс отверждения следует начинать с нагрева или выдерживания при температуре окружающей среды до тех пор, пока не произойдет отверждение.
Чрезвычайно важно удалить весь конденсат из емкости во время отверждения. Из-за скопления воды в сосуде образуются холодные пятна, которые полностью не излечиваются.
Полное отверждение чрезвычайно важно для всего оборудования с резиновым покрытием. В игру вступают многие параметры, такие как футеровка, конструкция сосуда, толщина металла, подача пара и, прежде всего, внешние погодные условия. При низких температурах необходимо обязательно накрыть сосуд и нагреть внешним сухим теплом. Тепло также полезно для улучшения условий работы и, безусловно, усиливает испарение растворителя из цемента и помогает контролировать влажность внутри емкости.
При отверждении под давлением лучше всего поместить в сосуд под давлением воздуха 15–20 фунтов на квадратный дюйм в течение как минимум одного часа перед подачей пара. Это помогает рассеять весь воздух, оставшийся до отверждения.
Для отверждения рекомендуется использовать не менее двух 2-дюймовых паропроводов на случай выхода из строя одной. Расположение трубопроводов должно быть таким, чтобы пар направлялся вниз и не попадал на саму резиновую прокладку.
Термопарыдолжны поддерживаться как внутри, так и снаружи, чтобы контролировать температуру отверждения и время, необходимое для отверждения сосуда с футеровкой.Термопары необходимы в нижней, средней и верхней частях сосуда как внутри, так и снаружи.
Для вытеснения воздуха должен использоваться пар под давлением, поддерживая давление и температуру для отверждения футеровки (подробнее об этом ниже).
Отвод конденсата осуществляется с помощью отстойника, подсоединенного к конденсатоотводчику, или с помощью термометра и конденсатоотводчика на нижнем выпускном отверстии. Впускные трубы для пара и воздуха должны быть 2 дюйма в диаметре, а все ниппели должны иметь воздухозаборник 1/4 дюйма.Должна быть обеспечена достаточная мощность котла для повышения температуры от комнатной до температуры отверждения за относительно короткий период времени. Термометр и манометр должны быть помещены в глухой фланец рядом с дном сосуда, и когда термометр регистрирует температуру, соответствующую давлению пара по манометру, воздух полностью откачивается.
Если температура снаружи не может быть достигнута, требуется дополнительная изоляция и более длительное время отверждения.Для отверждения требуется минимальная внешняя температура 170 ° F.
Внутренняя поверхность футеровки рядом со сталью должна иметь температуру не менее 180 ° F для отверждения стяжной резинки со временем отверждения, указанным в технических характеристиках футеровки.
Для измерения внешней температуры металла рекомендуется использовать термометры температуры поверхности или портативное инфракрасное устройство. Минимальная температура внешней оболочки должна составлять от 170 ° F до 190 ° F или выше при отверждении при 250 ° F / 15 фунт / кв. Дюйм. Например, нижняя часть сосуда может показывать температуру 170 ° F, тогда как верхняя область может иметь температуру в диапазоне от 185 ° F до 195 ° F.Внешняя температура предоставляет дополнительные данные для обеспечения надлежащего отверждения сосуда.
Температурные записи: На внешней стороне, если используется самописец, лучше всего размещать их каждые 30 дюймов на высоте 12 футов по всему периметру. Следовательно, это может быть непомерно дорого; использование новых магнитных датчиков температуры, которые можно считывать с помощью вспышки или, лучше всего, хорошего портативного инфракрасного датчика температуры, а затем записывать данные. Раунды следует делать каждые 20-30 минут. Регистратор температуры термопары хорош для проверки тепла внутри сосуда и должен иметь минимум 3 или 4, один вверх, в середине и один примерно на 4 фута снизу, если это возможно, на большом сосуде.
Также необходимо учитывать толщину стали. Для тяжелой толстой стали требуется дополнительное время отверждения футеровки, чтобы компенсировать теплоотвод и теплопередачу. Именно здесь внешние датчики температуры весьма полезны для контроля времени / температуры, чтобы можно было судить и убедиться в том, что происходит положительное лечение.
Отверждение под давлением Примечание: Когда есть небольшой резервуар на вершине другого резервуара, например, некоторых испарителей, который имеет диаметр 4 фута. локоть, подавая в них из основного корпуса, не начинайте впрыскивать пар в верхнюю часть, пока основной корпус не достигнет температуры не менее 180 ° F.Затем равномерно поднимите оба паровых шланга до температуры 250 ° F или выше, если это разрешено. Обычно начинайте подачу пара в верхнюю часть, когда температура основного корпуса составляет 200 ° F.
Встречаются различные условия отверждения; Таким образом, для информации приведены следующие температурные эквиваленты. Предполагается превышение уровня моря.
(115 ° C) 240 ° F = 10 фунтов. / кв. дюйм
(121 ° C) 250 ° F = 15 фунтов / кв. дюйм
(125 ° C) 258 ° F = 20 фунтов / кв. дюйм
(134 ° C) 274 ° F = 30 фунтов / кв. дюйм
Атмосферный или выхлопной пар.Оборудование, которое не помещается в автоклав и не может находиться под давлением, следует отверждать этим методом. Это относительно простой метод, но для полного отверждения требуется больший объем пара и больше времени. Это очень управляемо, потому что пар без давления может иметь максимальную температуру 212 ° F (100 ° C).
Все отверстия должны быть каким-либо образом прикрыты. Пластиковая пленка часто используется для покрытия сопел, но будьте осторожны, чтобы не прижать пластик к резине, поскольку это может вызвать складки, которые могут потребовать ремонта.В пластике должно быть отверстие для выхода конденсата и пара, за исключением верхних отверстий. Они должны быть плотно закрыты, чтобы предотвратить эффект гриппа, который может втянуть холодный воздух в нижние отверстия и помешать полному излечению. Также можно использовать глухие фланцы, но на поверхности фланца трудно получить достаточно тепла для полного отверждения. На эти поверхности фланца следует нанести предварительно отвержденную резину или резину химического отверждения, чтобы предотвратить повреждение футеровки во время монтажа трубопровода. Очень высокие резервуары с соплами, расположенными у дна, потребуют впрыска пара в этих точках для обеспечения отверждения сопла.
Конденсат изолирует дно и предотвратит полное отверждение в этой области. Если есть нижний слив, используйте его для слива всего конденсата. Может потребоваться насос для периодического удаления воды, если рядом с дном нет форсунки.
Очень важно, чтобы в баке было достаточно пара, чтобы часть пара выходила из всех отверстий и, в особенности, из нижних. Важно проверять и записывать внешнюю температуру, чтобы быть уверенным, что тепло распределяется равномерно.Никогда не направляйте пар прямо на резину с близкого расстояния. Это вызовет образование волдырей. Лучше всего использовать какую-то систему разбрызгивания, чтобы получить равномерное распределение пара и тепла.
Ничто не заменит сознательного человека, присутствующего на протяжении всего времени лечения сосуда. Они должны постоянно проверять температуру отверждения и давление внутри емкости. Эти люди должны обладать ноу-хау и уметь принимать соответствующие меры для поддержания внутренней и внешней температуры во время отверждения.Чтобы регулировать количество пара при изменении погодных условий для поддержания температуры отверждения, необходимо проявлять осторожность на судне, иначе резервуар может разрушиться в случае потери пара. Потеря пара может произойти, когда погода изменится достаточно, чтобы конденсировать пар внутри резервуара для отверждения при атмосферном давлении.
Все мы знаем, что правильный выбор футеровки резервуара имеет первостепенное значение, на втором месте — нанесение и на третьем — отверждение. Возможно, сначала следует указать отверждение, потому что без правильно отвержденного сосуда с резиновым покрытием ничего не останется.
При использовании в прохладную погоду необходимо учитывать множество факторов, таких как количество защитного кожуха, испарение растворителя, возможная конденсация и наличие горячих столов для качественного нанесения резины.
С надлежащим кожухом для поддержания температуры внутренней поверхности стали в диапазоне 60–80 ° F, если это невозможно, использование косвенного источника тепла обязательно. Запрещается использовать пар для нагрева наружных поверхностей во время нанесения, поскольку влажность пара вызывает неправильное высыхание клея-растворителя и внутри емкости может образовываться конденсат.Кроме того, обязательно, чтобы температура всегда была как минимум на 5 ° F выше точки росы. Следовательно, для надлежащего контроля влажности в емкости может потребоваться осушитель.
Многие специалисты по нанесению покрытий знают, как важно закрывать испарители и даже резервуары для хранения в полевых условиях в холодных погодных условиях, чтобы защититься от ужасного «эффекта холодной стены». Требуемая степень изоляции зависит от суровости климатических условий в отношении степени защиты или фактора R.
Даже в летнюю погоду лучше всего обернуть бак и / или испаритель для защиты от внезапного ливня, вызывающего резкие перепады температуры.Например: конденсат на стальной поверхности, подверженный воздействию погодных условий, может иметь потерю температуры на 50 ° F или более за одну минуту.
Вы можете сказать, что не можете позволить себе потратить дополнительные деньги или время на то, чтобы защитить резервуар или использовать внешнее косвенное тепло вместе с контролем влажности внутри резервуара. Позвольте мне сказать так, никто не может позволить себе этого не делать! Всегда лучше выполнять работу правильно и не подвергаться риску сбоев или потенциальных проблем с отсоединением в будущем обслуживании.
Мониторинг отверждения с помощью термопар и инфракрасного датчика — это эффективный способ регистрации как внутренней, так и внешней температуры, и следует серьезно подумать об укрытии каждого полевого судна, чтобы обеспечить надежное отверждение футеровки.
ПРОВЕРКА ПОСЛЕ ОТВЕРЖДЕНИЯ
Этот осмотр очень похож на осмотр перед лечением и должен быть тщательным. Это последняя возможность найти и устранить любые проблемы в облицовке. На этом этапе визуальный осмотр может быть самым важным.Только визуальный осмотр обнаружит застрявший воздух, незакрепленные швы и «утечки каналов». Испытание искры по-прежнему следует проводить таким же образом. Любые дефекты, обнаруженные после отверждения, необходимо устранить в соответствии с рекомендациями производителя. Любой ремонт футеровки должен быть полностью отвержден перед вводом в эксплуатацию. Любая неотвержденная резина, находящаяся в эксплуатации, может оторваться от стены, что приведет к отключению и значительному повреждению стали.
РЕЗЮМЕ
Успех должен быть первым соображением для всех, кто участвует на каждом этапе процесса футеровки.Конечная ответственность за успешную установку резиновой футеровки лежит на аппликаторе и изготовителе футеровки. Они должны использовать весь свой опыт и знания в отрасли, знать обо всех потенциальных проблемах и принимать меры для предотвращения преждевременных отказов. Спецификатор и конечный пользователь также играют важную роль. Благодаря совместной работе над достижением цели долгого и безотказного срока службы резиновые футеровки в производстве фосфорной кислоты и впредь будут оставаться еще одной «историей успеха».
Для получения дополнительной информации о продукте, а также с вопросами или проблемами по установке обращайтесь к нашему техническому персоналу по тел. 330.666.3600 факс. 330.666.9334 или по электронной почте: [email protected].
Как резать пластик — 3 способа
Фото: istockphoto.com
О том, как правильно резать дерево, мало споров. Однако резка пластика, особенно акрила и поликарбоната, — это совсем другая история.
С пластиком сложнее обращаться по нескольким причинам.Во-первых, некоторые виды пластика плавятся во время резки, если вы не примете надлежащих мер предосторожности. Во-вторых, пластиковые поверхности склонны к царапинам, а края иногда нуждаются в полировке после завершения проекта.
Вот три различных метода резки пластика в зависимости от толщины материала и желаемого стиля резки.
Фото: istockphoto.com
Резка тонких листов пластикаЕсли вам нужен прямой разрез тонкого акрилового или поликарбонатного пластикового листа (толщиной до дюйма), возьмите простой универсальный нож и выполните следующие действия. шаги.
- Закрепите лист на большой рабочей поверхности зажимом.
- Отметьте желаемую линию реза с помощью линейки, затем надрежьте лист пластика универсальным ножом, сделав несколько проходов, пока не получите глубокую канавку. Вам нужно, чтобы линия надреза проходила почти наполовину через пластик.
- Переверните лист и повторите процесс надрезания на противоположной стороне по той же линии разреза.
- Поместите пластик на рабочую поверхность, совместив бороздку с краем рабочей поверхности.Закрепите пластик на месте зажимом.
- Наконец, отломите часть, которая свисает с поверхности.
Для выполнения прямых разрезов на более толстых листах акрилового и поликарбонатного пластика (толщиной более дюйма) вам понадобится настольная или дисковая пила. Используйте лезвия, разработанные специально для резки пластика, которые часто упаковываются как «не расплавляемые» лезвия. В идеале зубья лезвия должны быть равномерно распределены, иметь одинаковую высоту и форму и располагаться близко друг к другу.Зубы, расположенные на более широком расстоянии друг от друга, могут расколоть или треснуть пластик. Обратите внимание, что если вы решите использовать обычное лезвие вместо лезвия «без плавления», создание слишком большого количества тепла может расплавить пластик. В качестве меры предосторожности делайте паузу между разрезами, чтобы лезвие остыло.
- Отметьте режущую линию перманентным маркером или маркером для смазки.
- Надежно закрепите пластик на рабочей поверхности с помощью зажима.
- Используйте циркулярную пилу (или настольную пилу), чтобы разрезать пластик так же, как вы режете дерево.
Если вы хотите сделать изогнутые или закругленные пропилы в пластике, лобзик — ваш лучший выбор, независимо от того, работаете ли вы с тонкими или толстыми листами. В идеале вы должны использовать острое лезвие, предназначенное для работы с пластмассами. Вы также можете использовать лезвие с маркировкой для дерева, но возможно, что трение лезвия приведет к слишком сильному нагреву, в результате чего разрезанный пластик расплавится. Чтобы этого не произошло, вам, возможно, придется поэкспериментировать с различными настройками и скоростями лобзика с кусочком пластика.Следуйте инструкциям производителя по использованию лобзика, и вы получите идеально вырезанный кусок пластика для следующего ремонта дома или проекта «сделай сам».
Небольшой совет: Всегда соблюдайте соответствующие меры предосторожности при резке пластика. Закрепите лист пластика на рабочем месте с помощью тисков, чтобы он не сдвинулся во время резки, и наденьте защитные очки, чтобы защитить глаза от случайных кусочков акрила или поликарбоната. Позвоните профессионалу, если вам неудобно браться за проект самостоятельно или если у вас нет подходящих инструментов для работы.
Monstaliner Самодельная вагонка для кузова на колесиках
Общие правила обращения и использования Руководящие принципы
ВНИМАНИЕ: ПЕРЕД ВАМИ НАЧНИТЕ! Очень важно, чтобы этот продукт использовался только в хорошо проветриваемом помещении. При нанесении покрытия в помещении (гараж, склад и т. д.), предотвращать испарение наращивание путем открытия всех окон и дверей для достижения перекрестная вентиляция или использовать другие средства для обеспечения положительного попадание свежего воздуха во время нанесения и высыхания.Если хорошо вентиляция невозможна, носите соответствующий правильно подобранный респиратор (NIOSH / MSHA TC23C или эквивалент) при экспонировании. Следуйте респиратору инструкции производителя по использованию респиратора.
ЧЕЛОВЕК С ИСТОРИЕЙ
ПРОБЛЕМ ЛЕГКИХ ИЛИ ДЫХАНИЯ, ИЛИ ПРЕДВАРИТЕЛЬНОЙ РЕАКЦИИ НА
ИЗОЦИАНАТЫ НЕ СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ИЛИ ИСПОЛЬЗОВАТЬ ЭТО
ПРОДУКТ.
Не допускайте никого без защиты на картину.
площадь.
УВЕДОМЛЕНИЕ: отчеты сопутствующие повторяющиеся и продолжительные профессиональные чрезмерное воздействие растворителей с постоянным мозгом и поражение нервной системы. Слезотечение, головные боли, тошнота, головокружение и потеря координации — признаки того, что уровни растворителя слишком высоки. Преднамеренное злоупотребление сознательное концентрирование и вдыхание содержимого может быть вредным или смертельным.
Всегда надевайте защитные перчатки (прилагаются) и защитные очки при подготовка, смешивание и нанесение покрытия.Держаться подальше от тепло, искры и пламя. Выключите плиты, обогреватели и другие источники воспламенения во время использования и до тех пор, пока все пары ушли. Не управляйте транспортным средством во время подготовки, смешивание и нанесение Monstaliner Truck Bed Liner. Не надо дым при использовании этого или любого растворителя, содержащего покрытие.
Если вы работаете на открытом воздухе, избегайте покрытие в ветреную погоду для предотвращения появления листьев, насекомых и мусор от вдувания во влажное покрытие.Если временно имеется внутреннее пространство, нанесите покрытие на открытом воздухе и переместите машину в закрытое помещение, чтобы просушить.
Смесь покрытия (Часть A) перед использованием и тщательно перемешать с катализатором компонент (Часть B) только во время использования. Соскоблите стороны и дно банки во время перемешивания, чтобы обеспечить однородность и полное включение катализатора. Один раз Части A и B были смешаны, покрытие осталось. можно использовать от 6 до 10 часов в зависимости от температуры и влажности. (см. Шаги 8 и 9)
Никогда не добавляйте разбавители или редукторы к монсталинеру.
Хранить компоненты покрытия при комнатной температуре за 12 часов до использования.
Не применять под дождем. Если ожидается дождь, припаркуйте автомобиль в помещении и держите Сушка транспортного средства перед подготовкой поверхности и нанесением покрытия установка. После нанесения покрытия не подвергать дождь в течение минимум 12 часов.
При работе в неотапливаемом гараж или складское помещение, не применять, если температура ожидается, что она упадет ниже 50F. После нанесения покрытия были установлены, не подвергайте воздействию температур ниже 50F в течение первых 12 часов после нанесения.
Советы и методы для Правильные результаты и внешний вид текстуры
MONSTALINER имеет уникальная текстура поверхности, созданная исключительно установочные ролики.Текстура вытягивается из мокрого покрытие валиком и застывает в виде выпуклой однородной поверхность. Для завершения текстуры требуется 2 полных слоя. эффект и окончательный вид видны только после второй слой.
Для правильного результатов используйте только ролики, входящие в комплект. Налить нанесение покрытия на прилагаемые роликовые поддоны. Загрузочный ролик с как много жидкости, так как она будет держаться и катиться медленно и равномерно пока ролик не почувствует, что ему нужно больше материала, но он не сухой.Обильно нанесите покрытие твердым средним давление при прокатке. Избегайте нанесения слишком тонкого покрытия перед повторной загрузкой ролика. Завершите каждую область катания только в одном направлении. См. Предупреждение ниже.
Будьте осторожны, чтобы нанести слишком много покрытия на одном участке, особенно на вертикальные поверхности, которые могут вызвать движение / провисание. Стоп Часто Проверять на наличие пробежек, подтеков или луж.
Monstaliner Truck (Монсталинский грузовик) Bed & Utility Liner изготовлен с использованием высокой уретановый полимер двойного отверждения, стойкий к УФ-излучению система. Более 4 лет обширных лабораторных испытаний и полевые исследования доказали, что Monstaliner переживает и превосходят по характеристикам все остальные покрытия, сделанные своими руками. В отличие от эпоксидных смол и уретанов, чувствительных к ультрафиолетовому излучению, Monstaliner никогда не потускнеет, не потускнеет или не изменит цвет и не требует дополнительная защита поверхности, повязки или финишные покрытия для поддерживать или восстанавливать его внешний вид.
Очистка вашего нового Кровать грузовика Monstaliner так же просто, как подметать и обмывать от грязи и мусора.