Под каким углом точить сверла по металлу: Угол заточки сверла по металлу: таблица и рекомендации
Угол заточки сверла по металлу: таблица и рекомендации
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.
Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры.
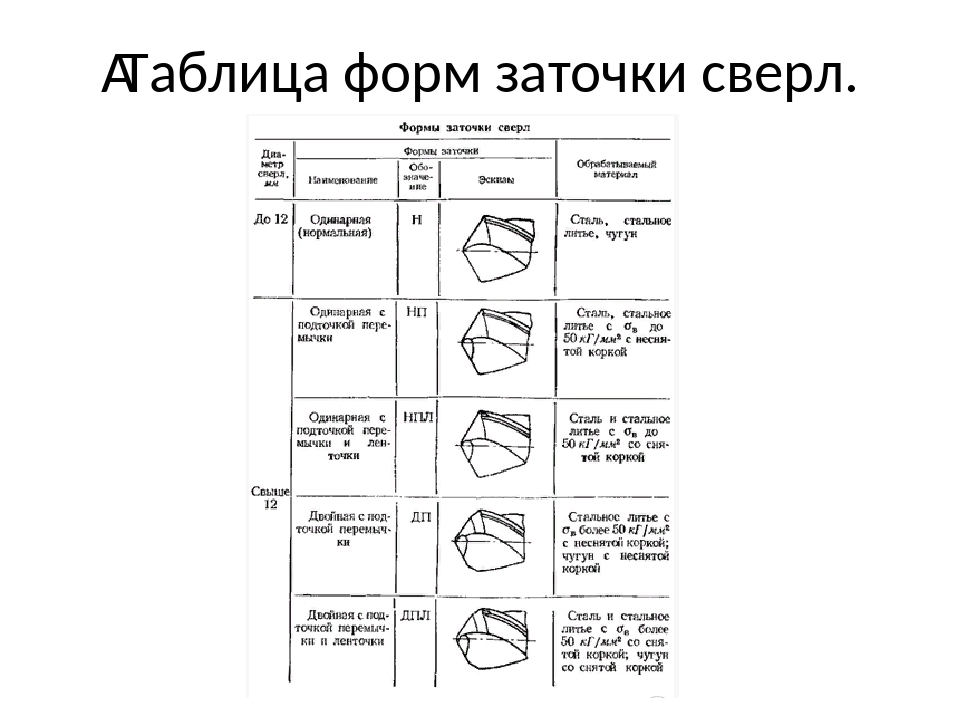
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛВ данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛЭто аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом.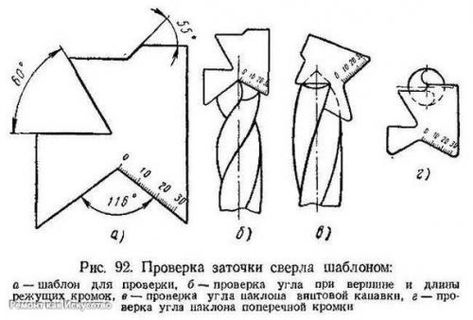 Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.
Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Заточка сверла. Угол заточки сверла для стали по металлу
Заточка сверла. Угол заточки сверла для сталиУгол заточки сверла устанавливается в отличие от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В повседневных условиях популярны спиральные сверла, которые с помощью своих характеристик применяются для более твёрдого состояния стали и даже для дерева.
Ознакомимся с углами при вершине сверла. Так, если обрабатывается сталь, то угол заточки сверла для стали будет составлять 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеливаясь на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы область затачивания всегда была напротив оси вращения круга.
Такое же действие сделайте другой кромкой. Для стали угол составляет 140 градусов.
120 градусов — это оптимальный угол большинства сверл.
Угол заточки сверла по деревуОзнакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.
Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.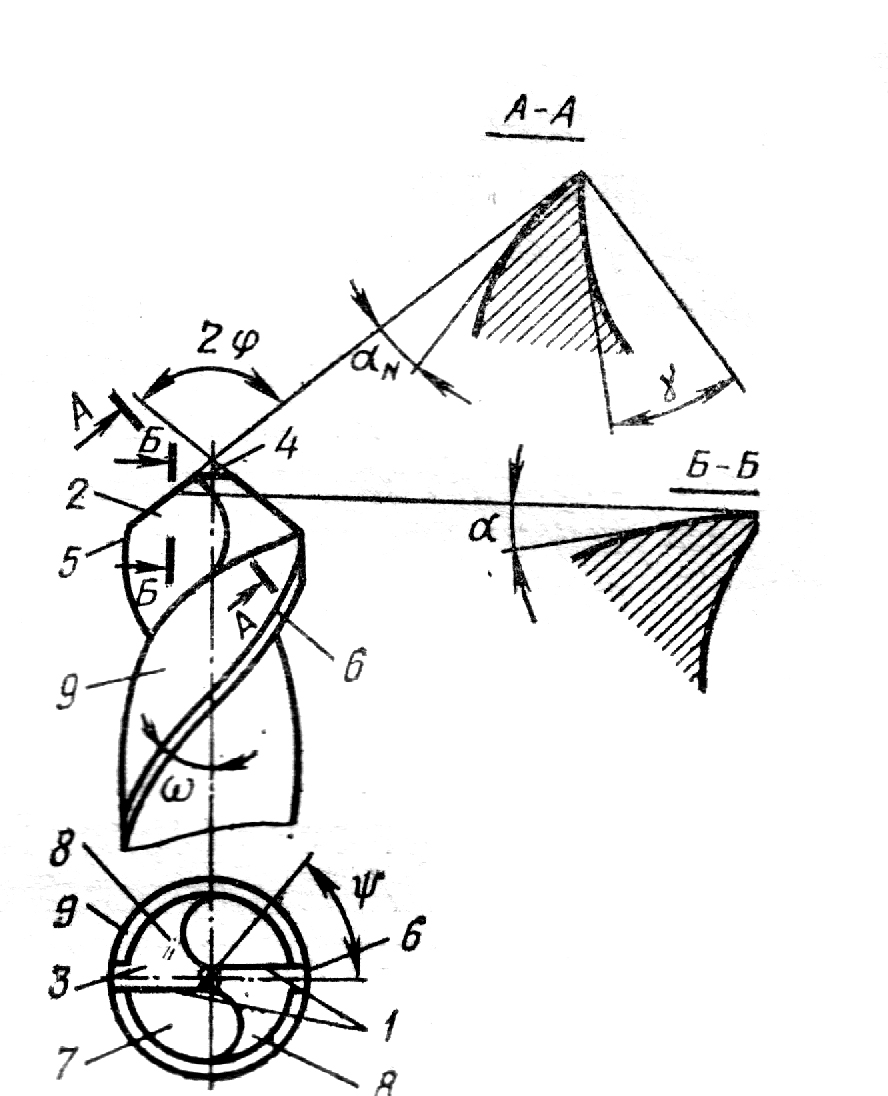
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву будет составлять 140 градусов.
Угол заточки сверла по металлуНапример, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
А также вы можете посмотреть видео ручная заточка спиральных сверл, ч. 1
Ручная заточка спиральных сверл, ч. 2
Специальные заточки сверл, ч. 3. Заточки для листа
Подобрано для вас:Виды и углы заточки сверл для стали и алюминия
Для сверления отверстий применяют спиральные сверла. Спиральное сверло (рис. 64) состоит из рабочей части, хвостовика, шейки, лапки, или поводка. Хвостовик сверла закрепляется в патроне пневматической или электрической машины или в шпинделе станка.
Рис. 64. Спиральное сверло и его части
Сверла изготовляют с обыкновенной и двойной заточкой. Сверла с обыкновенной заточкой имеют на режущей части одну поперечную и две режущие кромки. Сверла с двойной заточкой отличаются тем, что имеют двойной угол при вершине; их режущие кромки выполнены в виде ломаной линии. Сверла с обыкновенной заточкой диаметром от 0,25 до 12 мм применяют для сверления стали, чугуна, цветных металлов и их сплавов. Сверла с обыкновенной заточкой диаметром свыше 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении до 50 кг/мм2. Сверла с двойной заточкой диаметром от 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении более 50 кг/мм2.
Сверла с обыкновенной заточкой имеют на режущей части одну поперечную и две режущие кромки. Сверла с двойной заточкой отличаются тем, что имеют двойной угол при вершине; их режущие кромки выполнены в виде ломаной линии. Сверла с обыкновенной заточкой диаметром от 0,25 до 12 мм применяют для сверления стали, чугуна, цветных металлов и их сплавов. Сверла с обыкновенной заточкой диаметром свыше 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении до 50 кг/мм2. Сверла с двойной заточкой диаметром от 12 до 80 мм применяют для сверления сталей, имеющих предел прочности при растяжении более 50 кг/мм2.
Рис. 65. Заточка и проверка спиральных сверл:
а, в — сверло заточено неправильно, б — сверло заточено правильно, г, д — проверка угла наклона и длины режущей кромки, е — проверка угла наклона к оси поперечной кромки, ж — проверка величины угла снятии затылка
Для нормальной работы спирального сверла с обыкновенной заточкой необходимо, чтобы угол при вершине был равен 118° (рис. 65,6).
65,6).
Если угол при вершине будет больше 118° (рис. 65,а), сверло, имея укороченные размеры режущих кромок, станет неустойчивым, легко будет смещаться и разбивать отверстия или сломается, так как оно не может быстро углубляться в металл, когда на него действует усилие подачи. Если, наоборот, угол при вершине будет меньше 118° (рис. 65,б), получится слишком большое давление острия на обрабатываемый материал, что также часто приводит к поломке сверла.
Обе режущие кромки затачивают строго под одинаковым углом к оси сверла, кромки должны быть равными по длине, в противном случае сверло будет бить и отверстие получится неправильным, т. е. больше диаметра сверла. Кроме того, одностороннее заточенное сверло быстрее тупится, так как работает одной кромкой.
Угол при вершине сверла, равный 118°, до известной степени является универсальным — пригодным для сверления стали и чугуна. При сверлении отверстий в других металлах и сплавах сверла затачивают под следующими углами: латуни и бронзы — 130—140°, красной меди — 125°, алюминия и дюралюминия — 140°.
Вручную заточить правильно сверло трудно, поэтому сверла затачивают на специальных станках.
Для проверки заточки сверл пользуются специальными шаблонами (рис. 65, г, д, е, ж), позволяющими с достаточной точностью определить заточку.
Приспособление для заточки сверл | Страница 2
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника.
 Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов.
 Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.
Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.

Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.
Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.
После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий.
 Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.Смотрите видео
Наконечники для заточки спиральных сверл
Многие плотники покупают и используют обычные спиральные сверла, которые на самом деле предназначены для сверления металла. Они используют их не только для сверления дерева, но и для сверления отверстий в различных других материалах. Эти спиральные сверла затупляются, а их режущие кромки (называемые кромкой) могут иметь сколы; когда случается последнее, они плохо режут даже дерево, и уж тем более металл. Также не редкость сломать сверло, и в этом случае вы можете либо попытаться заточить новую вершину, либо выбросить сверло.
Немного попрактиковавшись, вы можете заточить или заточить биты, чтобы они достаточно хорошо пилили дерево. Возможно, они даже неплохо справятся с сверлением металла. Рабочие-металлисты требуют более строгих допусков к диаметру отверстий, чем это обычно требуется при деревообработке и коммунальных работах.
Возможно, они даже неплохо справятся с сверлением металла. Рабочие-металлисты требуют более строгих допусков к диаметру отверстий, чем это обычно требуется при деревообработке и коммунальных работах.
Обычно при заточке спирального сверла предъявляются три основных требования:
1. Равные углы при вершине сверла, которые обычно составляют 59 градусов каждый, всего 118 градусов
2.Режущие кромки одинаковой длины
3. Правильный зазор за режущими кромками, составляющий приблизительно от 8 до 12 градусов
Регулируемый транспортир на рабочем месте можно использовать для проверки как угла вершины сверла, так и длины кромок режущей кромки. Соответствующий зазор за режущей кромкой можно определить визуальным осмотром. Результирующий зазор не имеет значения, если он составляет примерно 8–12 градусов.
Должен быть обеспечен зазор по всей режущей кромке.Небольшой зазор или его отсутствие не позволяет режущей кромке образовывать стружку, и сверло просто не будет сверлить. Режущая кромка будет удерживаться от работы. Слишком большой зазор ослабляет режущую кромку, поскольку удаляется слишком много металла за кромкой.
Режущая кромка будет удерживаться от работы. Слишком большой зазор ослабляет режущую кромку, поскольку удаляется слишком много металла за кромкой.
Заточите все спиральные сверла, не перегревая их. Держите их кончики достаточно прохладными, чтобы вы могли дотронуться до них голыми пальцами. Это можно сделать, сделав очень легкие проходы по колесу.
Заточка от руки
Спиральное сверло легко заточить от руки.Даже если вы не заточите скрутку идеально, она все равно будет резать древесину, хотя отверстие может быть немного больше размера. Начните с того, что держите сверло на указательном пальце так, чтобы его режущая кромка находилась в горизонтальном положении, а ось сверла находилась под углом примерно 59 градусов. Фактический процесс шлифования на самом деле включает три различных движения хвостовика, при этом сверло слегка прижимается к кругу. Три движения:
1. Влево
2. По часовой стрелке
3. Вниз
Три этапа заточки спирального сверла. Примечание. Оператор перемещает хвостовик биты влево и вниз, одновременно вращая его.
Примечание. Оператор перемещает хвостовик биты влево и вниз, одновременно вращая его.
FAQ — Drill Doctor
ТочилкиDrill Doctor, Work Sharp и Darex, продаваемые в США и Канаде, разработаны и изготовлены только для источников питания 115 В 60 Гц. Мы собираем и отправляем продукцию для энергетических нужд конкретного региона многим дистрибьюторам по всему миру. Мы хотим убедиться, что у вас есть правильный продукт для безопасной и эффективной заточки ваших инструментов.
Использование станка на 115 В в месте, где используются источники питания на 230 В, не только аннулирует вашу гарантию, но также увеличивает вероятность отказа и снижает срок службы и производительность вашего инструмента.Мы хотим, чтобы вы приобрели подходящий инструмент, чтобы вы могли убедиться в оптимальной производительности и долговечности наших инструментов.
Почему это важно?
Первое уточнение:
- Трансформатор снижает или увеличивает напряжение переменного тока Преобразователь
- А преобразует переменный ток в постоянный
- Инвертор преобразует постоянный ток в переменный
Использование простого переходника вилки и никаких других преобразований или преобразований с 230 В на 115 В приводит к тому, что блок работает при напряжении, вдвое превышающем номинальное — двигатель работает очень горячо, очень быстро и в течение очень короткого времени, прежде чем он сам разрушится. Адаптер штепсельной вилки позволяет вилке США вставляться в розетку, но не влияет на мощность, подаваемую на устройство.
Адаптер штепсельной вилки позволяет вилке США вставляться в розетку, но не влияет на мощность, подаваемую на устройство.
В наших продуктах нет «интеллектуального кабеля», который можно найти в ноутбуках со встроенным блоком питания, принимающим входной ток / напряжение и преобразовывающим его в более низкое напряжение. Этот блок питания преобразует переменный ток в постоянный при низком входном напряжении (1-24 В постоянного тока), необходимом для аккумулятора ноутбука или аналогичного устройства.
Трансформатор (не полный источник питания), подключенный к однофазной сети 230 В, может понижать напряжение до диапазона 115 В, но не учитывает разницу с частотой в США 60 Гц и международной частотой 50 Гц и может не регулировать напряжение или обеспечить достаточную силу тока хорошо в зависимости от качества устройства.Работа на частоте 50 Гц увеличивает нагрузку на двигатель, поэтому, хотя на устройство может подаваться правильное напряжение, частота не подходит для достижения полной производительности (пониженная мощность = более низкая эффективность = дополнительное тепло = устройство разрушено). Напряжение также может быть неточным из-за трансформатора, а двигатели 115 В предназначены для работы в определенном диапазоне. Высокое или низкое напряжение может вызвать сбои.
Напряжение также может быть неточным из-за трансформатора, а двигатели 115 В предназначены для работы в определенном диапазоне. Высокое или низкое напряжение может вызвать сбои.
Простите за длинное объяснение, но мы хотим, чтобы у вас был правильно работающий инструмент, которым вы будете удовлетворены сейчас и в будущем.
Сверла, и как их затачиватьПитера УилсонаСначала извиняюсь за рисунок. Спиральное сверло нарисовать очень сложно. Нет ничего лучше острого сверла и не намного хуже тупого. Я постараюсь показать основы ручной заточки спирального сверла диаметром примерно до 3 мм, а также как сделать хорошее сверло из швейной иглы.Что вы пытаетесь сделать, так это поместить две режущие поверхности в верхнюю часть сверла. Они должны быть одинаковой длины, с основным углом, углом среза, равным пятидесяти семи градусам к центральной линии. Точные углы не так важны, как получение обеих граней одинаковой длины. Также имейте в виду, что у спиральных сверл хорошего качества есть режущие кромки с обеих сторон.Распространенная ошибка — игнорировать этот факт и не увеличивать резкость прямо до этих боковых граней. Это приведет к тому, что металл, который не режется должным образом, станет горячим, и тогда сверло будет либо откалываться и затупиться, либо, что еще хуже, оно перегреется и станет синим (мягким). Инструменты Карборунд среднего размера, камень из Арканзаса (произносится как арканзас), тиски для булавок, масло типа «три в одном».
© Питер Уилсон Апрель 2000 |
 Если вы этого не сделаете, сверло не будет вращаться вокруг центра своей оси, и сверло будет сверлить больше размера. От режущей кромки режущая поверхность должна иметь задний угол в несколько градусов.
Если вы этого не сделаете, сверло не будет вращаться вокруг центра своей оси, и сверло будет сверлить больше размера. От режущей кромки режущая поверхность должна иметь задний угол в несколько градусов.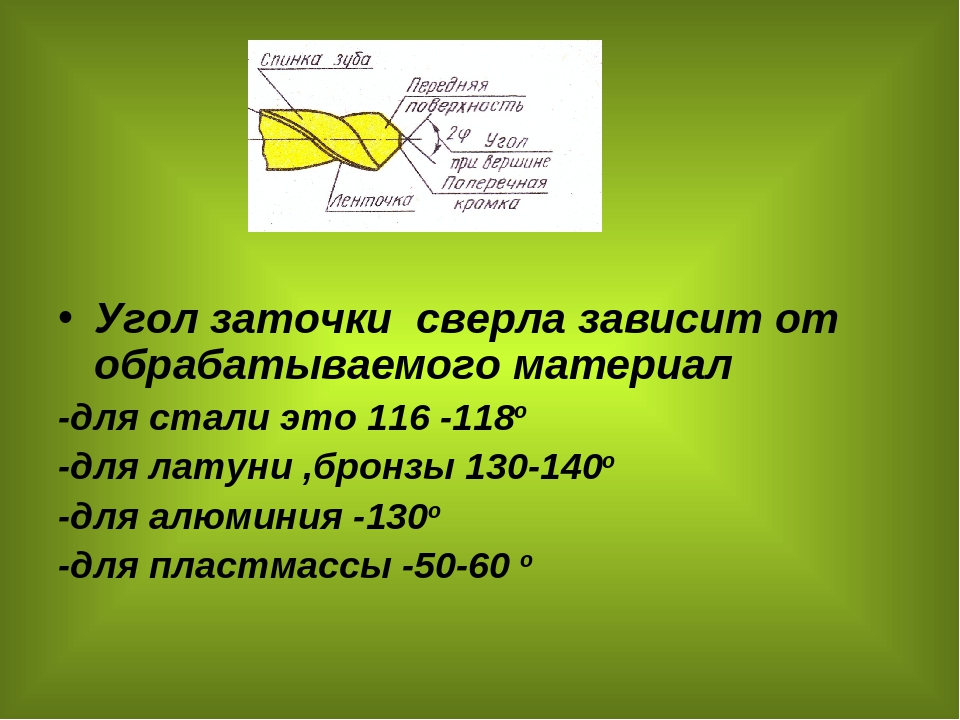
 Постарайтесь сохранить установленные вами основной и зазорный углы и сделать их равными. Теперь уменьшите этот угол с десяти градусов примерно до пяти градусов и отшлифуйте еще немного для заданного угла режущих поверхностей (показано красным). В центре верхней части, где встречаются две режущие грани, будет очень маленькая плоская поверхность.
Постарайтесь сохранить установленные вами основной и зазорный углы и сделать их равными. Теперь уменьшите этот угол с десяти градусов примерно до пяти градусов и отшлифуйте еще немного для заданного угла режущих поверхностей (показано красным). В центре верхней части, где встречаются две режущие грани, будет очень маленькая плоская поверхность. Не пытайтесь делать это с диаметром более 1,5 мм.
Не пытайтесь делать это с диаметром более 1,5 мм.
Как затачивать спиральные сверла
Спиральные сверла должны быть острыми, чтобы вырезать чистое отверстие.Однако сверла имеют тенденцию терять свою остроту после длительного использования. Чем больше вы используете сверло, тем быстрее оно затупится, особенно если вы часто сверляете под углом или не вынимаете сверло из отверстия регулярно, чтобы очистить от мусора, который накапливается во время работы. Заточка сверл — это настоящее искусство, и делать это нужно правильно. Если вы этого не сделаете, вы столкнетесь с проблемами в дальнейшем. Чтобы спиральное сверло было эффективным, заточка должна быть равномерной. Когда вы начнете затачивать свои собственные сверла, не удивляйтесь, если сначала вы сделаете ошибку.Лучше сначала попрактиковаться на дешевых сверлах.
Чем больше вы используете сверло, тем быстрее оно затупится, особенно если вы часто сверляете под углом или не вынимаете сверло из отверстия регулярно, чтобы очистить от мусора, который накапливается во время работы. Заточка сверл — это настоящее искусство, и делать это нужно правильно. Если вы этого не сделаете, вы столкнетесь с проблемами в дальнейшем. Чтобы спиральное сверло было эффективным, заточка должна быть равномерной. Когда вы начнете затачивать свои собственные сверла, не удивляйтесь, если сначала вы сделаете ошибку.Лучше сначала попрактиковаться на дешевых сверлах.
Шаг 1. Углы
Перед тем, как приступить к сверлению, важно точно знать, какие углы вам нужны для различных частей спирального сверла. Если вы не добьетесь этих углов, сверло все равно будет резать, но не так, как должно. Если вы работаете с определенными допусками, это может стать серьезной проблемой.
Углы при вершине сверла должны быть одинаковыми, по 59 градусов каждое, чтобы общий угол составлял 118 градусов. Режущие кромки должны быть одинаковой длины, а зазор за режущими кромками сверла должен составлять от 8 до 12 градусов.
Режущие кромки должны быть одинаковой длины, а зазор за режущими кромками сверла должен составлять от 8 до 12 градусов.
Вам понадобится регулируемый транспортир для измерения углов вершин сверла, а также длины режущих кромок. Однако для зазора за режущими губами вам нужно будет полагаться только на свои глаза. К счастью, если угол составляет от 8 до 12 градусов, обычно все будет в порядке.
Вам также нужен зазор на режущих кромках, иначе вы будете удивлены, почему ваше сверло не режет должным образом.В то же время нельзя допускать слишком большого зазора, иначе вы ослабите режущую кромку, что может привести к поломке сверла.
Шаг 3 — Использование шлифовального круга Существует определенная методика шлифования спиральных сверл от руки, но перед тем, как начать, важно помнить, что нельзя допускать чрезмерного нагрева сверл. Не держите биту на колесе. Вместо этого слегка проведите им по лунке до точки, где вы сможете удобно коснуться наконечника, но при этом он не станет горячим. Это занимает больше времени, но дает больше преимуществ. Позвольте колесу делать всю работу за вас.
Это занимает больше времени, но дает больше преимуществ. Позвольте колесу делать всю работу за вас.
Удерживая насадку на указательном пальце руки, прижмите ее к шлифовальному кругу. Режущая кромка должна располагаться горизонтально по отношению к диску, а спиральное сверло должно располагаться под углом 59 градусов.
Теперь вы готовы начать шлифование, которое вы сможете проделать тремя движениями. Обязательно используйте защитные очки во время этого процесса. Вращая спиральное сверло, перемещайте его влево и вниз.Вам нужно будет сделать это несколько раз, когда вы будете проводить сверло по шлифовальному кругу, чтобы быть уверенным, что вы правильно заточили сверло. Продолжайте проверять кончик пальца, пока не добьетесь желаемой резкости. Перед использованием очистите сверло от любых металлических частиц.
Что такое спиральное сверло?
Спиральные сверла (также обычно называемые спиральными сверлами) являются наиболее широко используемыми из всех типов сверл; они будут резать все, что угодно, от дерева и пластика до стали и бетона. Чаще всего они используются для резки металла, поэтому обычно изготавливаются из быстрорежущей стали М2. При диаметре примерно до 1/2 дюйма спиральные сверла не только самые дешевые из всех сверл, которые может использовать деревообработчик, они предлагают самый широкий выбор размеров. Хотя они предназначены для резки металла, они будут достаточно хорошо работать с деревом, если острые. Обычно это означает, что они не использовались для резки твердых материалов, таких как сталь.
Чаще всего они используются для резки металла, поэтому обычно изготавливаются из быстрорежущей стали М2. При диаметре примерно до 1/2 дюйма спиральные сверла не только самые дешевые из всех сверл, которые может использовать деревообработчик, они предлагают самый широкий выбор размеров. Хотя они предназначены для резки металла, они будут достаточно хорошо работать с деревом, если острые. Обычно это означает, что они не использовались для резки твердых материалов, таких как сталь.
Спиральное сверло — это металлический стержень определенного диаметра с двумя, тремя или четырьмя спиральными канавками на большей части его длины.Сверла с двумя канавками предназначены для первичного сверления, тогда как сверла с тремя и четырьмя канавками предназначены только для увеличения литых или пробитых отверстий в производственных условиях. Участок между двумя канавками называется перемычкой, а острие образуется за счет рельефного шлифования перемычки до угла 59 ° от оси сверла, который составляет 118 ° включительно. Это образует наклонную режущую кромку на краю канавки, которая называется выступом. Спиральное сверло очень неэффективно в этом месте, потому что полотно оставляет скудное пространство для выхода мусора (называемого стружкой) и потому, что острие имеет низкую поверхностную скорость по сравнению с периферией.По этой причине хорошей схемой для сверления отверстий большего диаметра является сначала сверление 1/4 дюйма или меньше, а затем сверло желаемого диаметра.
Это образует наклонную режущую кромку на краю канавки, которая называется выступом. Спиральное сверло очень неэффективно в этом месте, потому что полотно оставляет скудное пространство для выхода мусора (называемого стружкой) и потому, что острие имеет низкую поверхностную скорость по сравнению с периферией.По этой причине хорошей схемой для сверления отверстий большего диаметра является сначала сверление 1/4 дюйма или меньше, а затем сверло желаемого диаметра.
Помимо режущих кромок, канавки служат местом для вытягивания стружки из отверстия. Спираль ускоряет это, но попадание стружки на канавку всегда является незначительной проблемой. По этой причине спиральное сверло нужно постоянно очищать; то есть полностью выведен из лунки. Если вы будете делать это часто, стружка будет отброшена, но если вы будете ждать слишком долго, вам придется остановить сверло и вручную очистить канавки.Очистка с помощью дрели намного проще, чем с помощью дрели. Дерево — это образец быстрого воздействия на спиральное сверло, поэтому очистка необходима даже чаще, чем с помощью металла. Время от времени эту проблему можно решить, нанося на сверло воск или распыляя силикон.
Время от времени эту проблему можно решить, нанося на сверло воск или распыляя силикон.
Здесь мы имеем тройной индекс с дробными, цифровыми и буквенными сверлами до 1/2 «.
Ассортимент спиральных сверл дробного размера обычно предлагается размером от 1/16 «до 1/2» с шагом 1/64 дюйма.Цифровые сверла охватывают размеры между дробными диаметрами менее 1/4 дюйма. Пронумерованные от 1 до 80, они охватывают размеры от 0,228 дюйма (# 1) до 0,0135 дюйма (# 80). Сверла для письма охватывают размеры между дробными диаметрами от От 1/4 дюйма до 1/2 дюйма. Сверло A имеет диаметр 0,234 дюйма, а сверло Z — диаметр 0,413 дюйма. Это несколько сбивает с толку, потому что числовой ряд становится меньше от 1/4 дюйма по мере увеличения числа и буквенного ряда. больше от 1/4 дюйма по мере увеличения букв. Спиральные сверла также предлагаются в метрических размерах, поэтому можно получить практически любой желаемый диаметр.
Внизу у нас есть сверло стандартной длины, которое называется Jobber.
 Выше у нас была дополнительная длина или бормашина. Сверло короче, чем длина джоббера, — это сверло для шуруповерта. Часто бывает трудно сказать, какого размера спиральное сверло, после того, как оно вращается в патроне. Сверлильные пластины и направляющие позволяют точно повторно идентифицировать таких заблудших отступников.
Выше у нас была дополнительная длина или бормашина. Сверло короче, чем длина джоббера, — это сверло для шуруповерта. Часто бывает трудно сказать, какого размера спиральное сверло, после того, как оно вращается в патроне. Сверлильные пластины и направляющие позволяют точно повторно идентифицировать таких заблудших отступников. Сверла нормальной длины, например, входящие в средний ассортимент, называются опрокидывающими длинами. Если требуется более длинное сверло, хороший строительный магазин предложит самолет или сверло увеличенной длины.Если требуется более короткое спиральное сверло, его называют сверлом для шуруповерта. Спиральные сверла также предлагаются с твердосплавными напайками и с твердосплавными напайками. Твердосплавные наконечники — лучший выбор для сверления бетона.
Хотя спиральное сверло можно затачивать на глаз, на настольном шлифовальном станке необходимо приспособление или специальный станок, если требуется восстановить точность прямо из коробки.
 Здесь у нас есть две выделенные машины.
Здесь у нас есть две выделенные машины. Спиральные сверла сложно затачивать. При изготовлении берутся большие длины, чтобы губы были на одной высоте и под одинаковым углом по вертикали.Если полученная точка не идеально отцентрирована, и каждая кромка не режет стружку одинаковой ширины и толщины, сверло будет блуждать, и вы получите отверстие большого размера, которое также может быть не прямым. Хотя опытный механик может затачивать спиральное сверло на настольном шлифовальном станке, после этого он будет выполнять только некритическую работу! Только приспособление для заточки сверл или специальный станок восстановят точность до затупившегося сверла.
Зажимное сверло по латуни для легкого и безопасного сверления латуни и меди.
Угол атаки спирального сверла регулируется скоростью закручивания канавки. Сверла обычно производятся для резки стали, что хорошо работает и для дерева. Это слишком агрессивно для цветных металлов, таких как латунь и медь, которые любят отрицательный передний угол 5 °. Отрыв сверла при выходе сверла из материала на дальней стороне является особенно неприятным и обычно приводит к тому, что заготовка вращается на столе сверлильного станка или двигатель сверла вращается в руках оператора.Любой из них может привести к серьезным травмам. Эту опасную ситуацию можно почти полностью преодолеть, создав небольшую плоскость на выступе, параллельную оси сверла. Названный губами, он превращает непредсказуемого зверя в нежную кошечку. Вы фактически меняете передний угол сверла на 0 ° вместо положительного 15 °. Плоскость не обязательно должна быть большой (1/64 дюйма или меньше). Обратной стороной выступа является то, что сверло больше не будет сверлить сталь, если вы не заострите острие достаточно, чтобы удалить плоскость.Если у вас есть только один набор сверл, это хороший повод, чтобы размер кромки не превышал необходимого.
Отрыв сверла при выходе сверла из материала на дальней стороне является особенно неприятным и обычно приводит к тому, что заготовка вращается на столе сверлильного станка или двигатель сверла вращается в руках оператора.Любой из них может привести к серьезным травмам. Эту опасную ситуацию можно почти полностью преодолеть, создав небольшую плоскость на выступе, параллельную оси сверла. Названный губами, он превращает непредсказуемого зверя в нежную кошечку. Вы фактически меняете передний угол сверла на 0 ° вместо положительного 15 °. Плоскость не обязательно должна быть большой (1/64 дюйма или меньше). Обратной стороной выступа является то, что сверло больше не будет сверлить сталь, если вы не заострите острие достаточно, чтобы удалить плоскость.Если у вас есть только один набор сверл, это хороший повод, чтобы размер кромки не превышал необходимого.
При сверлении дерева в приоритете высокая скорость. Вы можете использовать до 3000 об / мин для сверл диаметром 1/4 дюйма и меньше.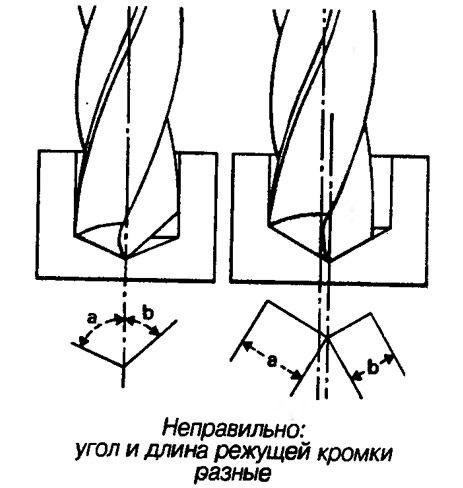 Таблицы скорости легко доступны, и желательно, чтобы они были на стене магазина. Если вам нужно точное расположение отверстий, необходима центральная перфорация.
Таблицы скорости легко доступны, и желательно, чтобы они были на стене магазина. Если вам нужно точное расположение отверстий, необходима центральная перфорация.
Спиральные сверла идеально подходят для сверления отверстий очень точного диаметра. Допустим, вам нужна пресс-посадка на 3/16 дюйма (.1875 дюймов) стальной штифт в корпусе, который вы строите. Сверло № 13 проделывает отверстие диаметром 0,185, давая вам прессовую посадку 0,0025 для штифта. Если требуется очень точное отверстие, лучше просверлить 1 / 64 дюйма меньшего диаметра, а затем сделайте окончательное сверление новым или только что заточенным сверлом желаемого диаметра. Если сверлить большое отверстие, это может повлечь за собой три сверления: сверление 1/4 дюйма, чтобы ускорить быстрое погружение большего отверстия, которое вы хотите, сверление 1/64 дюйма меньшего диаметра и окончательное сверление желаемого размера.
.