Заточка для сверла по металлу: Приспособление для заточки сверл своими руками (видео, как точить сверла в домашних условиях)
как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.

СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
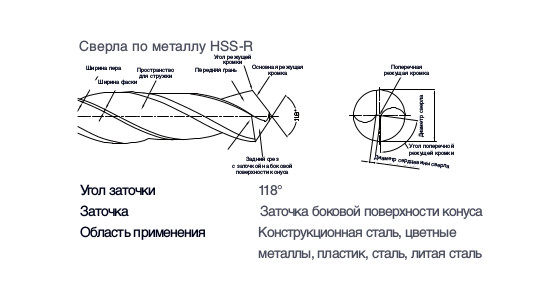
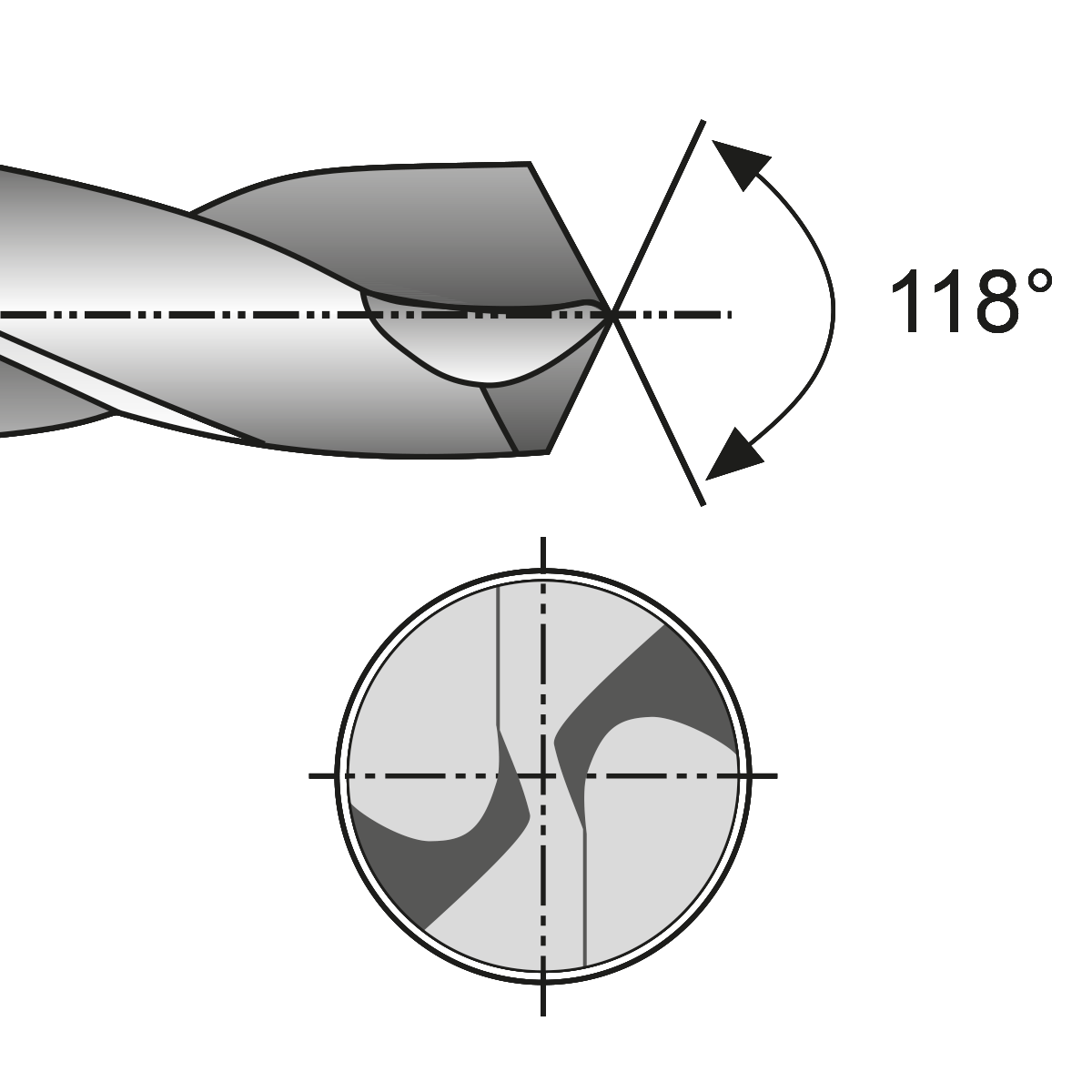
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.

Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость. Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
- Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.
 Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь. Выдерживаемый угол имеет четкие границы и равен 125 градусам;
- Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
 Выдерживаемый угол имеет четкие границы и равен 125 градусам;
Выдерживаемый угол имеет четкие границы и равен 125 градусам;Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание. Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
- Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.
 Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе «как правильно заточить сверло по металлу» является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью. Заточка таких сверл требует наибольшей осторожности;
- Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента. Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла.
- Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
 Заточка таких сверл требует наибольшей осторожности;
Заточка таких сверл требует наибольшей осторожности;Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания. Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.

Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
 youtube.com/embed/54GdIEoSf08″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/54GdIEoSf08″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Как правильно точить и затачивать сверла по металлу: способы заточки на наждаке в домашних условиях, научиться переточке
16Июл- Как понять, что гаджет затупился
- Как правильно затачивать сверла по металлу
- Из чего состоит инструмент
- Параметры, подлежащие восстановлению при переточке сверл
- Как затачиваются сверла в зависимости от обрабатываемого материала
- Какие инструменты необходимо иметь для проверки
- Способы правильной заточки сверла по металлу при выведении задней плоскости
- Как правильно наточить сверло по металлу по количеству скосов
- Формирование точки входа
- Как точить сверла по металлу на наждаке по правилам
- Как заточить сверло по железу на точиле
- Контроль качества исполнения
- Как правильно заправить сверло по металлу с помощью дрели
- Как продлить время эксплуатации инструмента
Слесарный режущий инструмент исполняет роль формирования круглых отверстий разного диаметра при производстве различных конструкций, деталей из железа и другого сырья. Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный подбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе.
Однако не вся оснастка подходит для сверления, так как одни образцы, пригодные для работы с мягким материалом, совсем не будут функционировать с твердыми или чрезмерно износятся. Также существенно влияют на требования параметры вязкости. Поэтому очень важно сделать правильный подбор. А для этого структура бура должна быть намного тверже, чем само изделие. Инструменты обычно изготавливаются из быстрорежущей стали, маркировка которой прописывается как Р или для импортных товаров – HSS. Для придания большей прочности применяют дополнительные элементы (кобальт и молибден), что гарантирует увеличение срока эксплуатации в три раза. Оснастка, покрытая нитридом титана (имеет характерный золотистый цвет), снижает нагрев рабочей поверхности. Данный тип предназначен для работы с чугуном, легированной и нелегированной сталью высокой прочности. В особо сложных случаях применяются исполнительные органы с твердосплавными гранями или алмазным напылением. Но у каждого изделия существует свой порог, со временем режущие кромки тупятся, что и приводит к более длительному сроку исполнения, некачественно выполненной работе. Давайте рассмотрим, как самостоятельно, без помощи профессионалов, можно научиться правильно точить сверла по металлу и этим продлить время эксплуатации оснастки.
Давайте рассмотрим, как самостоятельно, без помощи профессионалов, можно научиться правильно точить сверла по металлу и этим продлить время эксплуатации оснастки.
Как понять, что гаджет затупился
Изначально необходимо уяснить, что неисправный инструмент не только подведет вас в выполнении сложной задачи, но и может сломаться, так как он перегреется при работе. Зачастую оставшаяся часть в отверстии не подвержена извлечению, а это, в свою очередь, ведет к порче продукции. Кроме того, во время больших оборотов электродрели, осколки способны разлететься и причинить вред здоровью мастера.
Признаки снижение режущих качеств:Сама деталь сильно нагревается, что видно невооруженным глазом.
Слышен сильный визг.
Одна и та же процедура занимает на порядок больше времени.
Снижается класс точности.
При прикосновении к острию чувствуется гладкая и округлая кромка.
На обрабатываемой детали остаются крупные заусенцы на выходе и бордюр на входе.
Появляется характерный блеск головки, окрас которой сильно отличается от хвостика и основного цилиндра. Режущая поверхность приобретает сферичность и глазу становится заметно отражение от этой линии.
Сильно изменившаяся температура при обработке способствует появлению цвета побежалости, например, темно-синего.
Увеличиваются усилия специалиста при использовании оснастки.

Если по каким-то причинам вы не распознали первые признаки износа, то можно вооружиться лупой большого разрешения. Следует обратить внимание не только на торцевую часть, но и на боковые поверхности. При их износе также наблюдаются похожие симптомы.
Как правильно затачивать сверла по металлу
Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах. Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.
Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение. Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства. При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой.Даже если у вас нет опыта в этой сфере, произвести заточку можно пусть и недолжного качества, но на несколько отверстий вполне хватит.
Из чего состоит инструмент
Перед тем как приступать к заточке спиральных сверл по металлу, следует уяснить конструкцию и назначение всех элементов.
Обязательно любое устройство имеет зону воздействия на материал. Далее мы рассмотрим нестандартные варианты, а самая ходовая модель имеет:
Две режущие кромки.
Задние поверхности (затылок), подпирающие плоскости, которые не должны касаться обрабатываемого образца.
Передние, принимающие и деформирующие стружку.
Перемычка в центральной зоне.
Канавки для отвода стружки.
Спинки, как часть отводящей спирали.
Две кромки, находящиеся на боковых гранях.
Это является составными элементами рабочей части.
Для крепления в инструменте предусмотрена зона, имеющая сферическую или шестигранную форму. Обычно это место изготавливается из другого сплава, так как на него воздействуют иные нагрузки, а также с целью экономии.Параметры, подлежащие восстановлению при переточке сверл</h3
>
Предположим, что оснастка сохранила свою геометрию, боковые ленты не изношены и цветов побежалости не наблюдается. В этом случае вам необходимо обеспечить следующие свойства:
В этом случае вам необходимо обеспечить следующие свойства:Сформировать угол между рабочими кромками в пределах 115-120 градуса. Это значение актуально для работы со сталями и большинством других сплавов. Однако во многих случаях это значение может быть иным и варьироваться от 60 до 180°.
Наклон между кромкой и центром. Он должен составлять 55-60 градуса. Важным является симметричность обеих частей.
Соблюдение второго условия обеспечит одинаковый размер кромок. Работать будут обе грани, при этом не наблюдается биение.
Задняя поверхность должна иметь отклонения 5-7° от конуса вращения. Этим обеспечивается оптимальные упорные свойства и отсутствие трения о деталь.
Изменение цвета (посинение).
Износ боковой ленты.
Скол.

Как затачиваются сверла в зависимости от обрабатываемого материала
Для лучшего понимания мы предлагаем вам рассмотреть таблицу, рекомендованную для работ с разнообразными металлами.
Обрабатываемое сырье | Углы при вершине (°) | Задний угол в градусах |
Некоторые породы дерева, каучук, пластик | 60 | 12-15 |
Более твердые аналоги | 90 | 12-15 |
Высокопрочные и антикоррозийные сплавы, никелевый состав | 127 | 13-14 |
Инструментальная сталь | 118-150 | 7-15 |
Медь | 100-118 | 12-15 |
Бронза | 119-150 | 12-16 |
Дюрали | 90-140 | 12-17 |
Магниевые сплавы | 70-118 | 12 |
Титаносодержащие материалы | 135-140 | 12 |
Эти значения позволяют приобрести оптимальное углубление при нагрузках, которые в состоянии стабильно выдерживать режущий инструмент. Если применять для обработки веществ с высоким сопротивлением устройство, заточенное для мягких элементов, то произойдет преждевременный выход его из строя, часто сопровождаемый полным разрушением. И наоборот, эффективность резко сократится и увеличится нагрев, если твердую заточку использовать по рыхлым субстанциям.
Если применять для обработки веществ с высоким сопротивлением устройство, заточенное для мягких элементов, то произойдет преждевременный выход его из строя, часто сопровождаемый полным разрушением. И наоборот, эффективность резко сократится и увеличится нагрев, если твердую заточку использовать по рыхлым субстанциям.
Какие инструменты необходимо иметь для проверки
Если при правке малоразмерного исполнительного элемента трудно оценить правильность без применения увеличивающего оптического оборудования, то проверка заточки сверл большого диаметра осуществляется лекальными устройствами. Они существуют в разных модификациях как с изменяемыми значениями, так и в виде шаблонов. Однако это не избавляет вас от необходимости визуальной оценки целостности поверхностей, отсутствия сколов и заусенцев.Наиболее часто встречающимся наклоном является 120 градусов, поэтому вполне возможно применение подручных средств, например, трех совмещенных гаек. Угол между гранями четко показывает как длину кромок, так и их прилегания к лекальной конструкции.
Способы правильной заточки сверла по металлу при выведении задней плоскости
Для разных величин предпочтительно выбирать отличающиеся методы:Малые диаметры обрабатываются одной плоскостью. При этом наклон должен составлять около 15 градусов. Это позволяет не касаться поверхности пяткой фронтальной части. Недостатком является слишком большой угол атаки, что приводит к чрезмерным нагрузкам в зоне контакта. Допускается такая методика и при больших параметрах. Но тогда требуется удаление задней части и уменьшение угла до оптимального (7-9°).
Двухплоскостная широко применяется для оформления диаметров от трех до двенадцати миллиметров. Характерный признак – ровная полоска сразу после рабочей кромки. Далее наклон увеличивается, что позволяет неплохо обеспечить упор и, в то же время, беспрепятственное углубление.
Коническая используется при создании отверстий с большими радиусами. Угол меняется плавно от точки касания к пятке. Такой способ создает наиболее оптимальные условия работы, но при этом требует больших трудозатрат и навыков.

Как правильно наточить сверло по металлу по количеству скосов
Одной из точек, подверженной наиболее быстрому повреждению является зона резки, максимально удаленная от центра. Чтобы не делать обрезку, допускается формирование еще одной грани под более острым углом. Параметры работы при этом меняются незначительно. Под такой вид переточить требуется при выполнении специфичных действий, например, при зенковке, когда важен размер конуса на внешней поверхности отверстия. Сокращение удаления самой проблемной зоны от тела позволяет наиболее оптимально остужать это место за счет собственной теплопроводности рабочего элемента.Формирование точки входа
Как вы могли заметить, между кромками существует зона, в которой металл не срезается, а скорее раздвигается. Это существенно ограничивает процесс заглубления. А также из-за такой формы воздействия грани быстро округляются и в результате приходится прикладывать значительные усилия. Эта проблема решается сокращением ширины перемычки. Подточка производится узким камнем (или гранью) в зоне, обратной касанию с двух сторон, со смещением от оси в 15-20 градуса. Важным является постараться не нарушить принимающую поверхность. Эффект от этой манипуляции при ручном сверлении заметен сразу, но срок службы от этого слегка снизится.
Подточка производится узким камнем (или гранью) в зоне, обратной касанию с двух сторон, со смещением от оси в 15-20 градуса. Важным является постараться не нарушить принимающую поверхность. Эффект от этой манипуляции при ручном сверлении заметен сразу, но срок службы от этого слегка снизится.Как точить сверла по металлу на наждаке по правилам
Предположим, что вы научились выдерживать все заданные углы. Но не стоит забывать, что при работе надо соблюдать некоторые нюансы:Исключить отсутствие вибрации. Любой дребезг приводит к образованию микросколов, которые невидимы глазу, но сильно влияют на качество исполнения.
Абсолютно важно – не перегревать инструмент. Для этого необходимо постоянно контролировать степень прижатия и время контакта, а также периодически охлаждать в воде.
 При работе с абразивным сырьем образуется характерный сноп искр, часть из которых забрасывается камнем на оператора. Также летят и частицы абразива, поэтому необходимо производить действие в очках или защитной маске и одежде, не склонной к воспламенению.
При работе с абразивным сырьем образуется характерный сноп искр, часть из которых забрасывается камнем на оператора. Также летят и частицы абразива, поэтому необходимо производить действие в очках или защитной маске и одежде, не склонной к воспламенению.Благодаря высоким оборотам при неосторожном воздействии возможны разрушения наждака с разлетом осколков. А это уже чревато серьезными травмами. Будьте бдительны!
Как заточить сверло по железу на точиле
Особенностью этого процесса по сравнению с работой на гриндере является сферическая форма зоны контакта. Поэтому тщательно выбирайте как наклон, так и место касания. От этого зависит правильность функционирования. Необходимым условием будет надежный упор, желательно с заданным углом и минимальным зазором. Большое пространство между точилом и опорой чревато закусыванием обрабатываемого изделия.Контроль качества исполнения
Как проверить углы, мы описывали выше. Если с этим проблем нет, то необходимо убедиться в отсутствии сколов на кромках, правильности сделанного внешнего края и сохранении естественного цвета изделия.
Как правильно заправить сверло по металлу с помощью дрели
Логично использовать дополнительное вращение, как инструмент формирования равномерного угла, и для поиска центра.Ваши действия:
Вставляем и закрепляем элемент в патрон.
Подводим вращающийся орган к наждаку под необходимым наклоном.
Выдерживаем нужное время для образования равномерного конуса на торцевой поверхности.
Достаем из дрели.
Дотачиваем пятки.
Создаем правильный профиль перемычки.
Мы смогли вкратце рассмотреть принципы восстановления работоспособности стандартных спиральных моделей. Но не стоит забывать, что металлообработка потребовала создание очень большой линейки изделий с подобным назначением.
Как продлить время эксплуатации инструмента
Как и все технологическое оборудование, так и сверло требует определенных правил, соблюдение которых несомненно продлит срок их службы:Постарайтесь соблюдать температурный режим, так как перегрев приведет к быстрому затуплению.
Подберите необходимый скоростной режим.
Определитесь с темпом заглубления.
Обеспечьте охлаждение и смазку. Это часто сопряжено и с удалением стружки.
Соблюдайте соосность.
Для ускорения процесса советуем поэтапное сверление с увеличением размера. При этом следует помнить, что расширение на несколько миллиметров достаточно проблематичная задача. Правильнее будет соблюсти шаг в пять/семь мм.
Мы настоятельно рекомендуем изучить таблицу с приблизительными параметрами количества оборотов, взятых за единицу времени в зависимости от диаметра исполнительного органа и характеристик материала.
D в мм | Породы мягкого дерева | Труднообрабатываемая древесина | Сталь | Медный сплав | Алюминий |
до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
10-16 | 1500 | 750 | 650 | 750 | 1500 |
16-25 | 500 | 500 | 350 | 400 | 1000 |
Поддержание инструмента в работоспособном состоянии это залог качественного выполнения требуемых задач. Если вы постараетесь научиться, как правильно заточить сверло по металлу на наждаке в домашних условиях, это сэкономит вам много времени и сил. Мы предлагаем вам посмотреть видео, чтобы лучше понять, как происходит процесс:
Если вы постараетесь научиться, как правильно заточить сверло по металлу на наждаке в домашних условиях, это сэкономит вам много времени и сил. Мы предлагаем вам посмотреть видео, чтобы лучше понять, как происходит процесс:
Приспособление для заточки сверл своими руками: чертежи, видео
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой.
Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло.
Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, форма сверла может иметь самый разный вид.
Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла.
Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- изделия из латуни, мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов.
Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель.
В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми.
Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками.
Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности.
Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки.
В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла.
Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом — соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура.
Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно.
К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла.
Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла.
Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника.
С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника.
Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость использования тисков и струбцины (главное при этом — не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию.
Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга.
Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины — 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива.
Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив.
Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат.
Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя.
Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров.
Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам.
Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам.
Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Источник: https://autogear.ru/article/617/10/prisposoblenie-dlya-zatochki-sverl-kak-zatochit-sverlo/
Приспособа для заточки сверл своими руками
Перевёл alexlevchenko для mozgochiny.ru
Признаюсь, заточка инструмента всегда вызывала у меня тихий ужас.
Нужно думать не только о вращающемся точильном камня, который выступает источником потенциальной опасности, но еще и угол заточки держать… Думаю, статья будет полезна начинающим мозгочинам, а к опытным камрадам у меня убедительная просьба дополнить изложенную ниже информацию или рассказать о своём методе выдержки угла заточки.
- Материалы
- Инструменты
- Транспортир;
- Малка (приспособление) — столярный и слесарный инструмент для разметки и измерения углов, черчения параллельных линий. Состоит из двух частей, скреплённых между собой зажимным винтом. Более толстая часть (колодка — основание) прижимается к заготовке, по тонкой части (линейке) производится разметка. Иногда между двумя частями малки нанесена шкала для измерения углов. Большие малки могут применяться при строительных работах;
- Дрель со сверлом по дереву;
- Отвертка.
Шаг 1: 59 градусов
Прочертим две прямые линии на бумаге под углом 59 градусов. Цель – заточить сверло под этим углом.
Шаг 2: Размечаем угол на бруске
Используя малку, переносим угол 59 градусов на деревянный брусок. В качестве заготовки использовал дерево твердых пород. Толщина бруска 15 мм. Направляющей будет выступать винт с мелким шагом резьбы под шлицевую отвертку, поэтому сквозное отверстие должно быть немного меньшего диаметра, чем диаметр винта, чтобы он плотно вкручивался в брусок. Сверлить сверлом по дереву легче, когда начинаете сверлить под углом. На глаз определяем место, где удобнее всего расположить винт.
Шаг 3: Вкручиваем винт и проверяем угол
Вкручиваем винт в брусок. Заранее следует определить максимальный диаметр сверла, что будет затачиваться. Для данной поделки диаметр сверла будет больше 15 мм. Поэтому следует выбрать винт достаточной длины, чтобы он проходил через брусок и выступал на половину от наибольшего диаметра затачиваемого сверла.
Если угол, под которым винт выходит из бруска не соответствует эталонной линии, просверлите другое отверстие и попробуйте снова.
Шаг 4: Используем эталон
Прокрутим винт на несколько оборотов, чтобы конец резьбы находился над центром сверла.
Как только вы заточите одну сторону (используя резьбу винта, как метки), поверните сверло на половину и посмотрите на отметки на винте. Повторите операцию для другой стороны сверла.
Шаг 5: Заточка
Что касается заточки сверл, на сайте представлена подробная статья Как заточить сверло — ручная/нестандартная/специальная заточка сверл. В дополнение к изложенному в ней материалу предлагаю посмотреть видео англоязычного кулибина.
В дополнение к изложенному в ней материалу предлагаю посмотреть видео англоязычного кулибина.
- Спасибо за внимание)
- (A-z Source)
Источник: http://mozgochiny.ru/minifix/prisposoba-dlya-zatochki-sverl-svoimi-rukami/
Изготовление приспособлений для заточки свёрл своими руками
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
Инструменты для заточки свёрл
Как на промышленном устройстве, так и на приспособлении для заточке свёрл, сделанном своими руками, рекомендуется применять специализированный шаблон, необходимый для соблюдения требований к инструменту.
Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе.
Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
При работе с металлами можно использовать справочные данные, предоставляющие информацию о необходимых нормах при установке угла заточки. Параметры углов заточки для свёрл по металлу:
Параметры углов заточки для свёрл по металлу:
- Сталь, чугун и твёрдая бронза — 116−118;
- Латунь, мягкая бронза — от 120 до 130;
- Медь — 125;
- Алюминий — 140.
При использовании различных материалов рекомендуется изготовить несколько шаблонов или использовать один универсальный.
В простом приспособлении для заточки свёрл можно использовать втулку с внутренним диаметром, которая должна совпадать с поперечным сечением сверла и фиксироваться на жёстком основании под необходимым углом.
Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента.
Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Можно использовать деревянный брусок, в котором должны быть просверлены отверстия разного диаметра, что сделает приспособление универсальным.
Пайка медных труб своими руками при помощи газовой горелки
Важным узлом является подручник, выполняющий следующие функции:
- обеспечивает правильное фиксирование обрабатываемого объекта и его перемещение относительно заточного круга;
- является отличным упором во время выполнения заточных работ.

Чертежи приспособления для заточки свёрл могут оказать существенную помощь при его сборке. Их можно найти в различных источниках информации. Изучая принцип работы подобных конструкций, можно разработать свой вариант, который может отличаться от базового своими индивидуальными особенностями.
При работе с заточными устройствами необходимо выполнять следующие правила:
- Обрабатываемый инструмент во время проведения работ должен быть крепко зафиксирован, что предотвращает его проворачивание вокруг своей оси;
- По окончании заточных работ необходимо дать сверлу остыть, после чего измерить его углы при помощи шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильно выбранных углах и совпадении их симметричности может появиться сильное биение, вызванное из-за разницы длины режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей происходит замедление процесса сверления и перегрев режущей части инструмента. Это делает отверстие разбитым и увеличенным в диаметре.
Приспособление для шуруповёрта
Для заточки свёрл можно использовать традиционные устройства: точило, электродрель или шуруповёрт, с добавлением к ним дополнительных доработок.
В продаже имеется готовое промышленное приспособление для шуруповёрта и электрической дрели, которое используется как мини-точило и позволяет осуществить заточку под разными углами.
Рекомендации по работе
Чтобы заточить режущую часть инструмента на самодельном приспособлении, необходимо выполнить ряд условий:
- Ось подручника должна совмещаться с осью заточного диска и иметь с ней общую горизонтальную плоскость.
- Все части устройства должны быть крепко укреплены с помощью держателя, что обеспечивает безопасность при работе.
- Стойку рекомендуется делать универсальной, что позволит выполнять работы в ручном режиме и полуавтомате.
- Оправка должна изменять положение сверла под разными углами.

Для затачивания свёрл и буров применяются наждачные круги. Самым распространённым в бытовых условиях является белый круг из электрокорунда, предназначенный для затачивания лопат, топоров, ножей, тяпок и другого домашнего инвентаря.
Для твердосплавных победитовых буров по бетону используются абразивные круги маркировки 64С. Зернистость заточного диска рекомендуется использовать марки 25Н. При заточке рапида используют марку диска от 8H до 16H. При работе с наждаком из карбида кремния рабочая поверхность сверла, нагревается до высоких температур, поэтому рекомендуется охлаждать металл при помощи воды с содой.
Как изготовить столярный верстак своими руками
Источник: https://pochini.guru/sovety-mastera/prisposoblenie-dlya-zatochki-svyorl
Самодельный инструмент для заточки сверла
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов. Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла.
В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки. Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника.
Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.
Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям.
 Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.
- Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
- Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.
- Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.
- После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий.
Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
Источник
Источник: https://coollifehack.ru/samodelnyj-instrument-dlja-zatochki-sverla/
Заточка сверла по металлу — выбор инструмента и способа затачивания + Видео
Заточка сверла по металлу может быть выполнена и в домашних условиях. Всем известно, что во время использования сверло становится тупее. Чем чаще будет находиться изделие в работе, тем быстрее оно затупится.
1 Признаки затупленного сверла
Многие люди не учитывают это и производят необходимые им работы, пока сверло полностью не поломается, после чего перестают использовать изделие и приобретают новое. Происходит это по той причине, что начинающие мастера не знают, как выполняется заточка сверл для стали. Следует знать, что это можно выполнить и своими руками, при этом для работы понадобятся инструменты, которые есть в наличии в мастерской.
Происходит это по той причине, что начинающие мастера не знают, как выполняется заточка сверл для стали. Следует знать, что это можно выполнить и своими руками, при этом для работы понадобятся инструменты, которые есть в наличии в мастерской.
Просверлить металл можно исключительно заточенным приспособлением. Если в начале выполнения работы произойдет скрип в месте, где соприкасается инструмент с металлом, то это означает, что сверло затупленное. В таком случае приспособление будет прокручиваться, сильно тереться о металл и выделять тепло при сверлении.
Затупленное сверло
Мастера для собственных нужд используют чаще всего небольшие сверла, диаметр которых составляет менее 16 мм. Чтобы заточить затупленное приспособление, рекомендуется использовать специальные конструкции.
Для выполнения заточки можно применить такие инструменты:
- станок для заточки с абразивным кругом;
- машинка для шлифования;
- электрическая дрель с подходящей насадкой.

Можно применить и другое устройство для заточки, на которое есть возможность смонтировать специальный камень и сделать так, чтобы он вращался. Подобное изделие должно обеспечить скорость прокручивания вала более 800-1000 об/мин.
2 Подготовительный этап работы
Перед тем как приступать к работе, понадобится надеть очки и рукавицы, после чего подготовить резервуар с водой.
Очки и рукавицы
Мелкая пыль и искры будут отлетать от точила и разлетаться во все стороны. Если не закрыть руки и лицо, то данные мелкие частицы могут сильно порезать открытую кожу. Однако особо опасны они для глаз, которые не защищены. Если пыль попадет в глаза, то могут появиться проблемы со зрением, а в некоторых случаях возможна полная его потеря.
Резервуар с жидкостью необходим для того, чтобы охлаждать устройство, так как в процессе заточки оно будет нагреваться от трения о прокручивающуюся плоскость круга. Если сверло не будет своевременно охлаждено, то оно быстро перегреется и в будущем во время работы сломается.
3 Как выполнить заточку?
Процесс заточки не является сложным, однако нужно соблюдать последовательность действий. Понадобится выбрать подходящий вид заточки. Его следует определять по тому, какую форму надо будет придать режущим элементам приспособления.
Чтобы понять, правильно ли было подточено сверло, понадобится осмотреть его. Признаки правильной заточки являются следующими:
- кромки для резки должны иметь идентичную длину относительно оси сверла;
- элементы должны иметь одинаковые углы заострения.
Заточку следует начинать с заднего основания сверла. Его надо тщательно прижать к кругу. В процессе важно соблюдать правильный угол заточки, который был задан изначально. Без соответствующего опыта все правильно выполнить с первого раза под силу не каждому, поэтому нужно подготовиться к тому, что понадобится сделать несколько этапов. После каждого из них следует тщательно осмотреть основание. Работу надо продолжать до того момента, пока заднее основание не будет иметь форму конуса, если смотреть на него сбоку.
Заточка заднего основания сверла
Когда необходимый результат будет получен, можно переходить к заточке элемента для резки. Способы подточки могут быть разными. В процессе следует попытаться сделать так, чтобы 2 элемента были заточены одинаково. Работы по заточке понадобится выполнять под правильным углом.
В случае одноплоскостной подточки заднее основание должно обрабатываться в виде единой плоскости, при этом угол должен находиться в пределах 28-30°. Это простой метод, используемый для изделий небольшой толщины, диаметр которых не превышает 3 мм.
Если работа выполняется данным методом, то сверло надо прижать под необходимым углом к точильному кругу. В процессе заточки элемент не должен переворачиваться или перемещаться. Во многих случаях это приводит к тому, что кромки для резки у сверла рассыпаются, особенно если имеется металл низкого качества.
Точильный круг
Режущий элемент сверл большого диаметра должен затачиваться коническим способом. Этот метод выполнить сложнее. Если нет уверенности в правильности выполнения данной работы, то рекомендуется сначала поэкспериментировать с каким-нибудь ненужным основанием, чтобы набраться опыта.
Этот метод заключается в следующем: левой рукой приспособление нужно взять за основание, а правой — за хвост. Держать основание следует рядом с заборным конусом, иначе правильную заточку выполнить не получится. В данном положении сверло будет прижиматься не только кромкой, но и основанием к торцевой части точила. Держащей за хвост рукой сверло надо покачивать, чтобы на задней части изделия получилось конусное основание. После того как будет выполнена правильная заточка одного пера, инструмент надо будет повернуть к точилу другой частью. После этого все действия нужно повторить. В процессе выполнения работы следует учитывать такой нюанс: при заточке пера его не допускается отрывать от точильного инструмента.
Есть и другой метод подточки. Сверло надо взять одной рукой за рабочее основание, а другой — за хвост. Однако к торцевой части сверло следует прижимать исключительно кромкой для резки, после чего в процессе работы приспособление надо провернуть вокруг своей оси, чтобы можно было достичь одинаковой заточки основания.
При подобном методе заточки с двух сторон на заднем основании пера образуется конус, однако сверло будет без сточенного угла в задней части.
4 Моменты, которые следует знать
В процессе выполнения работы следует стараться сохранить изначальную форму заднего основания сверла. Данный нехитрый прием может сильно помочь выдержать допустимый угол заточки. Ручная заточка сверл коническим методом подойдет для изделий диаметром меньше 10 мм. Если имеется изделие большего диаметра, то надо будет подточить основание каждого пера.
Ручная заточка сверл коническим методом
В процессе подточки уменьшится передний и задний угол приспособления, при этом угловая часть кромки для резки увеличится. Это дает возможность продлить срок службы изделия и уменьшить ширину поперечной кромки.
Подобный нехитрый метод позволяет придать перу приспособления повышенную прочность, в итоге оно будет реже сминаться и разламываться. В условиях производства после заточки сверла в большом количестве случаев выполняют доводку. Это дает возможность исключить маленькие зазубрины, которые остались после подточки. Элемент получится более гладким. Подобное основание будет меньше изнашиваться, чем после обыкновенной подточки.
5 Использование шаблона для определения угла
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.
Шаблон для заточки инструмента
Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Самый простой метод определения правильности подточки — выполнение пробного сверления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
6 Конструкция для подточки
Устройство для заточки можно соорудить самостоятельно. Прибор состоит из большого основания и небольшого элемента с углублениями для сверл различного диаметра.
Основание прибора, с помощью которого производится заточка спиральных сверл, может быть сооружено из строганных реек толщиной 3-4 см, к которым под углом 32° надо пришить планку из дерева со скошенной боковой частью под углом 27°. Эта планка будет ориентировать под необходимым углом державку со сверлом по отношению к кругу для шлифования. Державку можно соорудить из бруска, одну из частей которого надо скосить под углом 62°.
Произвести заточку сверла по металлу не очень сложно, однако мастер должен выполнять все действия сосредоточенно, иметь терпение и упорство. Если у мастера есть эти качества, то заточка сверл может быть выполнена без проблем. В противном случае рекомендуется производить действия под наблюдением высококвалифицированного специалиста.
приспособление, чертежи и шаблоны, рекомендации
Качественная обработка металлических деталей невозможна без использования отточенного инструмента, в частности, сверл. Затупленному инструменту можно вернуть остроту, используя промышленные точила или изготовив приспособление для заточки сверла по металлу своими руками. Но, рабочая часть разных сверл по размеру и назначению имеет различия по заводской заточке.
Тонкости затачивания сверла
В зависимости от заявленного назначения сверла по металлу могут иметь отдельный вид заточки. Этот параметр также меняется в зависимости от толщины. Одноплоскостной вид заточки применим только для диаметров до 3 мм. Такие свёрла используют для мелких работ, чаще в радиоэлектронике и моделировании. Двухплоскостные сверла применимы в большинстве бытовых задач, в зависимости от диаметра. Конический тип заточки относят к узконаправленному инструменту – сверло универсального диаметра применяют для подготовки отверстий в алюминиевых листах. При затачивании наконечников используют такие методики:
- Ручная заточка – можно осуществить при помощи бруска или напильника. Недостаток – сложность выдерживания угла, что приводит к несоответствию симметрии режущей кромки.
- Бытовые станки – устройства для выдерживания строгого угла заточки. Если механизм заводского производства, то его можно настроить на точный угол и выставить только крайнюю часть.
- Промышленное оборудование для затачивания буров отличают по высокой мощности. Процедура проходит в полуавтоматическом режиме – достаточно вставить сверло в паз нужного диаметра и задать угол.
У промышленных устройств в бытовом варианте есть упрощенные аналоги с креплением на электродрель. При широком выборе диаметров можно заточить все сверла, для домашнего хозяйства.
Как отдельную разновидность прибора для затачивания инструмента выделяют электроточило. Этот аппарат относят к универсальной технике, так как на нем можно выполнить большее количество манипуляций. При затачивании сверла на электроточиле нужно крепко удерживать инструмент, так как вращение наждачного круга вырывает его из рук и сбивает угол.
Какие сверла и когда затачивают
Перьевые и другие типы сверл по дереву не затачивают самостоятельно, по причине того, что режущая часть имеет отличие по форме от конической. Победитовые наконечники для сверления бетона затупляются редко, а при необходимости заточки их лучше нести профессионалу. Спиралевидные буры по металлу, более распространены как инструмент, часто их используют не по прямому назначению – для пластмасс и дерева.
Режущая часть спиральных сверл небольшого размера, поэтому при сверлении отверстий в плотном материале идет значительный нагрев. От температуры прочность материала падает и инструмент затупляется. Часто причина заключена в неправильном использовании дрели – отклонения от начального угла приводят к увеличению трения на одной из сторон, что повреждает режущую кромку. Определить, когда режущая часть уже затупилась, можно по ряду признаков:
- нагрев инструмента без продвижения вглубь материала;
- стружка выходит только односторонней;
- вместо стружки из каналов вылетает металлическая пыль;
- при сверлении раздается скрип.
Продолжать работать таким инструментом нельзя, так как затупление режущей части будет только прогрессировать. Чтобы кромка не была испорчена при заточке сверла своими руками, определяют исходный угол. Для этого применяют угломер, а при его отсутствии используют тот инструмент, который под рукой, например, транспортир и угольник. Результат выявляют в пределах от 90° (хрупкие металлы – магний, силумин, электрон) до 140° (алюминий, дерево и пластмассы).
Внимание!Изменять угол не рекомендуют, так как есть различия по особенностям строения спирали при разном назначении.
Общая классификация бытовых устройств заточки
Бытовые станки для заточки – просты в эксплуатации, так как вся наладка уже заключена в оболочке. От заданных параметров зависит размеры сверл, которые можно наточить и методики применения. На отдельных аппаратах нужно выставлять точный угол, а на других можно внести поправки по начальному углу наконечника, сохраняя родную заточку. Общая классификация по станкам:
- Насадки – станки, предназначенные для фиксирования на головке дрели или других, оснащенных двигателем аппаратов. Могут затачивать ограниченное количество размеров, в зависимости от маркировки.
- Отдельные аппараты сходны по строению с насадками, но в них присутствует собственный двигатель. На корпусе есть ножки для установки устройства на верстак.
- Самодельные конструкции с индивидуальным приводом или предназначенные для совмещенной работы с электроточилом. Возможно дооборудование крепежными частями к верстаку или станине.
Самодельные разновидности приспособлений для затачивания инструмента более универсальны, поэтому предпочтительнее. Механизмы заточки, которые идут дополнением к дрели, закрыты кожухом, поэтому не несут опасности внезапной искрой. Электроприборы для бытового затачивания режущих кромок чаще многопрофильный инструмент, среди назначений которого есть механизмы затачивания ножей и ножниц.
Самодельная конструкция
Простейшее приспособление для затачивания инструмента изготавливают из металлической трубки. Внутренний диаметр такой детали должен совпасть по внешнему диаметру сверла. Саму втулку нужно зафиксировать на неподвижной основе с расчетом угла относительно плоскости точила. Как основание для такой самоделки подходит деревянный брусок, срезанный под нужным для заточки углом.
Когда нужно обеспечить универсальность приспособления, заготавливают трубки всех размеров или высверливают по диаметрам отверстия в бруске. Подобные конструкции ранее были распространены в домашнем применении. За счет изменения величины бруска и изготовления дополнительного упора можно получить надежный инструмент для точного затачивания кромок на электроточиле.
Внимание!Материал для основы выбирают прочный и не хрупкий – полностью высохший лес не всегда проходит по таким качествам. Свежее дерево также не рекомендуют – после высыхания материала отверстия рассохнутся и появятся трещины.
Выполнение заточки на простых приспособлениях
Перед затачиванием насадки на дрель в домашних условиях при помощи электроточила и самодельного приспособления нужно обеспечить собственную безопасность. Для этого потребуется подготовить перчатки (грубые рукавицы), защитные очки (защитная маска) и респиратор. Такая необходимость связана с тем, что при точении жесткого металла на наждачном круге рассыпается большое количество искр. Алгоритм действий при заточке следующий:
- Обработку ниспадающих граней острия ведут под углом к точильному кругу. При малой толщине прикладывают плоскостью несколько раз. При большой толщине проводки нужно делать с незначительным поворотом сводя на коническую форму.
- Режущую кромку подтачивают легкими движениями с направлением лезвия навстречу вращению круга. Форму кромки нужно выдерживать по исходному варианту.
- Перемычку на кончике сверла нельзя стачивать, но она должна быть не более 0,4 мм – параметр приблизительный для бытовых инструментов среднего размера. Ее нужно подтачивать при необходимости.
Когда бур толщиной менее 3 мм, процесс затачивания незначительно отличается – ниспадающая грань кончика только одна, поэтому процедура упрощенная. 1 подход должен занимать не более 2-3 секунд, иначе инструмент будет перегрет. Негативно это скажется и на заточке – чрезмерно перепиленные грани приведут инструмент в негодность. Если это первая попытка заточить сверло рекомендуют использовать уже непригодные.
Ручной держатель
Для заточки сверла можно использовать ручные держатели. Эта конструкция по собственному строению не имеет никаких технологических частей. Сверло фиксируют в пазу, а крылья на боковых сторонах помогают выдерживать угол относительно поверхности наждачного круга или камня. Главное назначение ручного держателя – защита рук при затачивании инструмента. Среди преимуществ выделяют:
- быстрая готовность;
- малогабаритность устройства;
- простота в использовании;
- низкая цена.
При использовании ручного держателя есть необходимость вручную выдерживать угол. Результат от использования мало отличается от заточки без приспособлений.
Преимущества специализированных агрегатов
Специализированные устройства имеют отличную от самоделок конструкцию, которая позволяет выдерживать точные углы заточки в автоматическом режиме. Сверло нужно поместить в отверстие соответствующего диаметра и включить прибор. Так как инструмент жестко зафиксирован в пазу все моменты оттачивания будут приближенными к идеалу. Но, точности наладки от такой аппаратуры ожидать не стоит.
После нескольких применений плоскость круга внутри прибора не будет цельной, тогда по режущей кромке будут искажения. Использовать инструмент с постоянной отладкой для сверл профильного назначения не стоит, так как угол нисходящих граней будет отличаться от общепринятого стандарта. В таких ситуациях лучше применить профессиональный инструмент или обратиться к мастеру.
Упор для электроточила
Упор относят к универсальным вспомогательным инструментам для электроточила. Его выставляют в зависимости от нужного положения для удерживания детали или выдерживания угла при затачивании сверла. На большинстве упоров присутствует разметка для изменения позиции относительно абразивного круга. Такая разметка позволяет быстро выставить нужный угол и провести точную работу.
Главный недостаток такого приспособления для заточки своими руками – необходимость силой удерживать инструмент. Отдельные разновидности упоров можно фиксировать не на самом точиле, а на верстаке – степень регулировки расширена, поэтому процедура заточки упрощена. Такие приспособления универсальны и их используют для любых видов электроточил.
Инструмент для заточки сверл из гайки
Простой вариант приспособления для точного выдерживания угла при заточке можно изготовить из гайки. Основа – главная деталь конструкции. По форме гайка имеет форму точного шестигранника – угол между каждой парой соответствует стандарту для универсальных бытовых сверл по металлу 120°. Для изготовления делают пропилы между противоположными углами – конструкция простая, поэтому чертежи не потребуются. Чтобы упростить работу с приспособлением его нередко дорабатывают следующим образом:
- гайку для основы выбирают более крупного размера;
- пропилы делают по величине самого крупного сверла;
- поверх пропилов наваривают гайку меньшего диаметра;
- как фиксатор выбирают болт с барашком.
Затягивать сильно жестко нельзя – так можно согнуть или сломать затачиваемый инструмент.
Применять самодельное приспособление из гаек несложно – сверло устанавливают в паз на противоположных гранях и фиксируют, немного выставив режущую часть. Плоскости основной гайки выступают в роли контролера-ограничителя. После фиксации, нужной стороной прикладывают к вращающемуся наждачному кругу. Если приспособление выполнено без фиксатора – крепить конструкцию нужно в тисках и обтачивать кромку напильником, бруском или болгаркой.
Применение наждачных кругов и особенности их выбора
Для универсального бытового использования электроточила выбирают белые круги из электрокорунда с зернистостью 25H. Они подходят для первичной обработки различных металлических заготовок и заточки бытового инструмента (ножей, топоров, лопат). Если нужно точить сверла лучше выбрать абразивный круг из карбида кремния. Для начального оттачивания подходит зернистость 16H, а для доводки 8H.
Во время работы с абразивным кругом нужно выдерживать паузы – 2-3 подхода и охлаждение. Это связано с тем, что карбидные круги сильно нагреваются при использовании. Если нужно ускорить процесс работы для охлаждения сверла можно окунать его в воду комнатной температуры с добавлением соды. Плоскость на диске должна быть ровной – если есть искажения, правят поверхность при помощи эльборового резца. Направленность вращения наждака определяет результативность затачивания кромки. Заточка пройдет успешно, если абразив будет набегать на срез.
После завершения затачивания наконечника выполняют доводку. Такая процедура необходима для снятия мелких шероховатостей в точках контакта инструмента с материалом. Поверхность должна быть гладкой, чтобы сверло не перегревалось при эксплуатации. Для доводки используют мелкозернистые камни и наждачные круги. Дополнительно можно пройти по режущей кромке полировочной пастой.
Заключение
Заточить сверла по металлу несложно, для этого изготавливают множество приборов разной направленности как промышленного производства, так и самодельные приспособления. Но, при проведении заточки нужно учитывать различия между разным инструментом по углу режущей кромки. Не менее важную роль играет выбор зернистости наждачного круга – крупные номиналы сильно стачивают поверхность и оставляют шероховатости, которые впоследствии нужно устранять.
Заточка сверла. Угол заточки сверла для стали по металлу
Заточка сверла. Угол заточки сверла для стали
Угол заточки сверла устанавливается в отличие от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В повседневных условиях популярны спиральные сверла, которые с помощью своих характеристик применяются для более твёрдого состояния стали и даже для дерева.
Ознакомимся с углами при вершине сверла. Так, если обрабатывается сталь, то угол заточки сверла для стали будет составлять 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеливаясь на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы область затачивания всегда была напротив оси вращения круга.
Такое же действие сделайте другой кромкой. Для стали угол составляет 140 градусов.
120 градусов — это оптимальный угол большинства сверл.
Угол заточки сверла по дереву
Ознакомимся со сверлением дерева. Для ручного сверления материалов из дерева применяют сверлилку и коловорот, используя патроны (зажимные) определённых форм.
Отметим, что ручная винтовая сверлилка зачастую применяется при высверливания отверстий диаметром в пределе 5 мм.
При сверлении необходимо принимать во внимание твёрдость древесины, размещение трещин, глубину сверления, присутствие гвоздей и других посторонних материалов.
Если диаметр отверстия большого размера, то лучше центры заранее засверлить тонкими сверлами чтобы сверло не изменило направление, а если дерево непрочное целесообразно сделать зенкование.
Если имеются сквозные отверстия, нужно при выходе сверла сделать определённую преграду, например, из кусочка дерева.
Помните! Что при сверлении направлять инструмент на свою сторону нельзя. Внимательно рассмотрите состояние сверла, центровку сверла в патроне. Используйте эти правила в целях личной безопасности и эффективности работы с материалами.
Если же в процессе работы в глаз попали частички затачиваемого материала немедленно обратитесь к врачу.
Если сверление происходит по дереву, то об остроте сверла не стоит переживать, ведь сверло служит долго без систематической заточки.
Однако, при работе с металлом, острота сверла играет важную роль, поскольку просверлить металл возможно исключительно при наличии острого сверла.
Таким образом, угол заточки сверла по дереву будет составлять 140 градусов.
Угол заточки сверла по металлу
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.
В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
А также вы можете посмотреть видео ручная заточка спиральных сверл, ч. 1
Ручная заточка спиральных сверл, ч. 2
Специальные заточки сверл, ч. 3. Заточки для листа
Подобрано для вас:Заточка сверл на Quorn
Заточка сверла на Quorn
Щелкните изображения, чтобы просмотреть их в большем размере и подробнее.Люди, завершающие Кворны, являются либо (а) преданными моделями инженерами, желающими точной заточки всех своих резцов, которые не боятся сложных проектов, либо (б) полным бездельником, который не боится сложных проектов. В тщетной надежде, что я попаду в первую категорию, я рассматривал свой Quorn как полноценное решение для всех передовых инструментов в магазине, включая спиральные сверла.Книга профессора Чеддока Quorn (перепечатка и сбор оригинальных статей Model Engineer ) показывает, как использовать Quorn для заточки сверл с использованием «4-гранного метода» †. Прочитав это, я сказал себе: хорошо, когда нужно, могу. Когда мне наконец пришлось это сделать, возникли некоторые практические трудности. В этой статье я исследую проблемы и представлю некоторые решения.
Во-первых, мы, вероятно, должны определить, что такое «4-х гранная» заточка и чем она отличается от обычной заточки с «коническим обратным ходом».Для выполнения резки спиральному сверлу, как и любому другому инструменту, требуется зарезка за режущей кромкой. Это предотвращает трение области сверла за режущей кромкой о конец отверстия при его повороте и продвижении. Но нам также нужна прочная и долговечная режущая кромка, поэтому чрезмерный рельеф сделает кромку более острой и, следовательно, более подверженной износу и повреждению. Рассмотрим сначала «стандартный» метод заточки сверла.
Коническая опора
Стандартная коническая заточка дает угол заострения 118 градусов, но это не конус.Фактический наконечник представляет собой прямую линию, если смотреть с торца, и дугу, если смотреть сбоку. Это называется «долотообразным краем» (ссылка [WSP12]). Это артефакт процесса заточки и образован пересечением двух конических участков. Таким образом достигается то, что нам нужно: прочная режущая кромка (называемая «выступом») с «землей» — областью за выступом, которая спадает с возрастающей скоростью, чтобы обеспечить угол разгрузки кромки, необходимый для сверла. порез. Приспособления для изготовления такой формы просты (относительно), и хороший инструмент быстро даст хороший результат — просто билет, если вы производитель сверл или пользователь, который просто хочет отверстие и не особенно заботится, если оно немного больше , и может быть не совсем прямым.Обратной стороной является острие зубила. Если на работе нет метки в центре, которая будет по крайней мере такой же ширины, как долото, наконечник сверла будет блуждать повсюду при представлении работы. А если начнет криво, будьте уверены, лучше не станет. Вот почему мы обычно тренируем пилота с помощью сверла «центр» или «Slocumbe» (как их называют в Англии и ее бывших колониях). Это обеспечивает полость для очистки острия долота, так что к тому времени, когда долото действительно достигнет металла, будет сформировано отверстие для направления сверла, и есть некоторая вероятность, что оно останется в нужном направлении.
Четырехгранная заточка
Как видно здесь, 4-гранная точка образуется путем шлифования двух плоских участков (граней) на каждой площадке. Первый неглубокий; 80 градусов по отношению к оси сверла, что составляет 10 градусов рельефа от плоскости наконечника сверла. За ним отшлифован вторичный рельеф от 25 до 30 градусов. Важная часть (и почему вы не будете производить такой тип наконечника, в спешке придерживая рукой настольный шлифовальный станок), что все 4 грани ДОЛЖНЫ пересекаться в одной точке.Однако, учитывая точный, концентрический способ удерживания сверла на точной оси кронштейна держателя инструмента Quorn и примерно , Quorn отлично изготовит этот наконечник с очень небольшими усилиями. Шаги следующие:
- Расположите кронштейн держателя инструмента вертикально по отношению к вращающемуся основанию, используя «установочные штифты» Quorn, как описано в Книге. Примечание. Используемые здесь имена компонентов Quorn соответствуют номенклатуре профессора Чаддока, и аннотированная фотография в верхней части этой страницы поможет, если вы не знакомы с самим зверьком.Возможно, вы захотите открыть эту фотографию в отдельном окне, поскольку читаете этот текст для быстрого ознакомления.
- Зажмите сверло в цангу с минимальным вылетом так, чтобы линия, образованная режущими кромками, была параллельна плоскости вращающейся базы. На практике требуется около 1/2 дюйма или более, в зависимости от диаметра сверла и типа цанги, чтобы предотвратить любую опасность шлифования цанги, головки или основания круга!
- Убедитесь, что поверхность колеса установлена перпендикулярно к станинам прутка, и поверните основание на 31 градус так, чтобы острие сверла было к вам.Ось сверла теперь будет расположена под углом 59 градусов к поверхности колеса, поэтому мы получим требуемый угол при вершине 118 градусов.
- Наклоните индикатор наклона кронштейна на 10 градусов вправо и закрепите основание рабочей головки на передней панели.
- Запустите и продолжайте резку с помощью микрометра, покачивая головкой по кругу, пока кромка не сойдет по всей ширине долота. Обратите внимание на показания микрометра или обнулите его на этом этапе.
- Проиндексируйте шпиндель на 180 градусов (я предполагаю, что вы зафиксировали индексную пластину на нуле с помощью плунжера индексного штифта на шаге 2).Отключите микрометр и снова отшлифуйте до первого значения микрометра.
- Увеличьте наклон наклонного кронштейна до 25 (или 30) градусов и повторите шаги 5 и 6. Но на этот раз вам нужно шлифовать до тех пор, пока два пересечения рельефа не образуют идеально прямую линию на конце сверла. Это будет точно на оси сверла, если:
- Сверло идеально отцентрировано по оси держателя инструмента, а
- Вращение держателя инструмента не приводит к осевому перемещению сверла, или
- Сверло не переместилось назад в осевом направлении в цанге
Некоторые ранние эксперименты с использованием цанг Myford в шпинделе Quorn профиля Myford вызвали одновременно воодушевление и разочарование.Во-первых, сверла, заточенные таким образом, действительно легче начинают работу, режут их ближе к теоретическому размеру и, кажется, работают с меньшим давлением. Нижняя сторона держала сверла. Цанги Myford закрываются, вставляя их в конус Морзе № 2. Следовательно, они будут зажимать заготовку только на конце цанги — задняя часть материала не будет поддерживаться. Чем больше цанга должна быть закрыта для захвата обрабатываемой детали, тем больше вероятность отклонения сверла от идеального осевого положения при шлифовании.Во-вторых, сложно определить точную точку, чтобы остановить шлифование второй и третьей граней. При использовании шпиндель Myford находится внутри рабочей головки Quorn, когда индексная пластина заблокирована (как это должно быть для индексирования). Измельчение сводится к:
- Угадайте, где остановиться на третьей грани по глазному яблоку Mk I. Обратите внимание на настройку микрометра.
- Переверните 180 градусов и отшлифуйте до той же настройки. Остановите колесо, наклоните рабочую головку вперед, наклонитесь и выровняйте головку крана со сверлом и посмотрите, как пересечения граней пересекаются правильно (вам повезет!)
- Снова запустить и нанести еще тысячу разрезов на обе стороны.Повторяйте, пока не достигнете совершенства. Если вы «перейдете», вам нужно будет вернуться к граням 10 градусов и попытаться исправить.
В общем, трудозатратно и ненадежно. Результаты хорошие, но из-за драматизма, повышение резкости, скорее всего, будет отложено до тех пор, пока действительно не понадобится — или до тех пор, пока действительно не понадобится. Должен быть лучший ответ.
Шестигранная заточка
И есть! Статья Дерека Брауна появилась в выпуске Model Engineer №4025, в которой описаны некоторые дополнительные приспособления для Quorn для облегчения «6-гранной» заточки.Этот процесс расширяет 4-гранный процесс, добавляя еще один вторичный рельеф (тройной рельеф?) Под углом 45 градусов, снова расположенный так, чтобы все плоскости пересечения пересекались точно на оси сверла. В статье отмечается, что этот метод теперь предпочтителен для работы с ЧПУ, поскольку сила резания еще больше снижается. Поскольку требуемые приспособления были простыми, и поскольку у меня была большая часть необходимого материала в стеллаже для лома, а состояние сверл на моей стойке становилось значительным затруднением, оказалось, что настало время решить проблему заточки сверл более позитивно.
Приспособление состоит из двух основных компонентов. Во-первых, простой цилиндрический шпиндель из 1-дюймовой заготовки, который точно расточен (в 4-кулачковом патроне после синхронизации для минимального биения) для заводских цанг диаметром 5/8 дюйма. Во-вторых, дополнительная индексная пластина, которая надежно прикрепляется к существующей индексной пластине. Эта пластина имеет два набора индексных отверстий, которые могут войти в контакт со стопорным штифтом Quorn, каждое на 180 градусов друг от друга, но смещенных по диаметрам, которые расположены под углом 67,5 градусов друг к другу. В центре этой пластины находится регистр, который не позволит ей тереться о заднюю пластину Quorn (см. Аннотированную фотографию Quorn, чтобы представить эти части).
Обратите внимание на другую пару отверстий меньшего размера на предыдущей фотографии. Они находятся в центре пары ввинчиваемых штифтов, которые выравнивают вторичную пластину со стандартной индексной пластиной. Конец этих штифтов диаметром 1/8 дюйма имеет резьбу 5BA, так что две пластины могут быть надежно зажаты вместе. Вместо использования гаек я сделал пару коротких стержней с резьбой 1/4 дюйма и приклеил винты с головкой под шестигранник на одном конце — Шестигранные ключи обычно легче найти, чем гаечные ключи! Фото здесь показывают индекс пластина в сборе прижат к цанговому шпинделю с помощью существующего Quorn конических разделенной цанги и стопорного кольца.В общем, было бы проще сделать новый индекс кольцо с теми же размерами, как стандартная и просто поменять разрезной воротник и стопорное кольцо между ними. Никаких градуировок не потребуется, хотя было бы полезно поставить точку отсчета пары отверстий, которая используется для первых 4 граней (мы вернемся к этому через минуту).
На этом снимке показаны собранные шпиндель и индексная пластина с одной из цанг держателя сверла. Согласно опубликованным данным, гаджет будет удобно удерживать сверла от 1/2 «до 9/32» в 4 цангах (т.е. каждая имеет диапазон захвата на 3/64 дюйма от их номинального размера).Цанги, изготовленные из буровой штанги, сужаются под углом 60 градусов на обоих концах, а затем прорезаются в чередующихся квадрантах с обоих концов, чтобы приблизить их длину. Очевидно, что носок шпинделя имеет такой же конус, закрывающий «перед» цангового патрона. Прокладка справа от цанги выточена из латуни с внутренним диаметром 17/32 дюйма и другим конусом, закрывающим заднюю часть цанги. Справа от узла шпинделя находится закрытие цанги: стальная ручка с накаткой, просто с большим диаметром менее 1 дюйма, с резьбой 40 TPI (чтобы индексная пластина могла надеваться на нее) и отверстием 17/32 дюйма.Как заметил г-н Браун, установка задней части ближе к закрывающему винту имеет тенденцию предотвращать вращение закрывающего цангового винта цанги и сверла при ее затягивании.
Поистине прекрасная идея этой конструкции заключается в том, что при тщательном внимании к точному концентрическому растачиванию шпинделя, цанг и конусов сверла будут надежно захватываться с обоих концов и очень точно удерживаться по оси шпинделя в держателе инструмента. Это гарантирует, что сверло может вращаться с незначительным биением — требование, если грани должны пересекаться в одной точке.Еще один умный аспект дизайна мистера Брауна — конструкция шпинделя позволяет легко извлекать весь узел из рабочей головки Quorn при формировании фасок, чтобы наглазить наконечник сверла. Регистр на пластине и индексный штифт гарантируют, что узел можно снова вставить точно в то же место, чтобы нанести немного больше разреза. Вам даже не нужно останавливать мотор!
На этой фотографии показано назначение другой пары отверстий малого диаметра в индексной пластине. Они имеют размер 3/32 дюйма, поэтому указательный штифт не зацепится за них по ошибке, и используются для определения местоположения установочного приспособления, чтобы помочь в выравнивании кромок сверла, которое нужно затачивать так, чтобы при индексировании и фиксации линия через губы будет параллельна плоскости вращающейся базы.Это важно, если пересечение первичной и вторичной фасок заточки должно быть параллельно режущей кромке. Эта часть дизайна не так хороша, как остальные. Но я вернусь к этому после описания того, как преобразовать 4-гранный наконечник в 6. Для этого нам нужно заточить другой рельеф, на этот раз под углом 45 градусов к плоскости, перпендикулярной оси сверла. Из-за своей механической конструкции, голова Quorn будет поворачиваться в лучшем случае на 30 градусов от вертикали (моя будет вращаться только против часовой стрелки до 28 из-за одного из многих петель, сделанных при ее создании.См. Статью «Кворн для новичков»). Здесь вступает в игру пара индексирующих отверстий, смещенных на 67,5 градусов от первой пары:
- Выполните шаги, описанные ранее, чтобы создать 4-гранную точку, затем остановите двигатель, освободите основание рабочей головки и сдвиньте ее вправо, не касаясь колеса.
- Верните наклонный кронштейн на ноль градусов и поверните вращающуюся базу на 45 градусов, чтобы точка сверления находилась под углом от вас. Если вы затачиваете несколько сверл одновременно, используйте вращающиеся базовые упоры для установки этих двух положений.Тогда переключение между ними происходит очень быстро.
- Поверните шпиндель на 67,5 градусов, используя одно из следующих отверстий на вспомогательной индексной пластине. Поднесите сверло к колесу и все зажмите.
- Как и раньше, разрежьте микрометром до тех пор, пока новая формируемая грань не пересечется с предыдущими четырьмя. Не стесняйтесь убирать шпиндель, чтобы бегать по глазам, сколько хотите. Обратите внимание на показания микрометра на перекрестке.
- Перевести на 180 градусов и повторить.Если все в порядке — а это будет — последняя грань пересечется при том же показании микрометра, что и предыдущая.
Комната для улучшения
В целом насадки работают хорошо, но приспособление, используемое для установки сверла в горизонтальное положение, работало бы лучше, если бы у меня было 3 руки или если бы у меня было время закрепить его на индексной пластине с помощью зажимов машиниста во время выравнивания. Это отрицает идею простой и быстрой настройки. Это усугубляется тем фактом, что вам может потребоваться переустановить центровку сверла после выполнения пропила №1, если это необходимо для удаления большого количества материала (например, для шлифования отколотого наконечника).Из-за спиральных канавок значительное удаление металла приведет к вращению губок, что потребует их переустановки. Если этого не сделать, ширина основного рельефа будет казаться сужающейся к краю. Должен быть способ получше.Вот мой небольшой вклад в этот инструмент. В качестве «доказательства концепции» я использую установочный штифт 7/32 дюйма в качестве опоры для выравнивания губок сверла. Для этой операции цанга была затянута, чтобы обеспечить требуемый вылет, но указательная пластина еще не установлен на шпиндель.Шпиндель просто вращается, в то время как давление вверх прилагается к установочному штифту, который расположен под углом к выступу. После совмещения шпиндель зажимается, затем индексная пластина устанавливается и фиксируется в «нулевом» индексированном положении. После установки зажим шпинделя ослабляется, позволяя шпинделю выдвинуться достаточно, чтобы удалить установочный штифт. Намного легче! При необходимости соосность можно повторно проверить и отрегулировать после шлифовки первичного зазора 10 градусов.
Более постоянное приспособление будет включать стержень буровой штанги 7/32 дюйма, снабженный закаленной Т-образной пластиной 1/16 дюйма для упора губ.Должен когда-нибудь сделать один …
Я кое-что узнал сегодня
Так же, как и сам Quorn, изготовление цанг было бы проще, если бы у меня уже были цанги и я мог бы формировать свои сверла (чтобы сделать цанги, понимаете …) Этот кусок курицы и яицепатия должен был стать хуже.В статье в ME говорилось, что нужно разрезать цанги режущей пилой 0,053 дюйма (потому что это то, что было у мистера Брауна, и она работала). Использовалась пила 0,063 дюйма, потому что это то, что у меня было, и я надеялся, что это сработает.Я сделал, но эта пила сделала много порезов (она сделала сам Quorn) и была далеко не острой. После изготовления первой цанги (3/8 дюйма) он находился в очень печальном состоянии — отмечалось, как головку мельницы толкали вокруг колонны, когда я пытался продвинуть рез. Но у меня была другая пила , хотя и с более крупным шагом зубьев, поэтому мы выбрали цангу 7/16 дюйма. Это резало намного лучше, и мне казалось, что я был избавлен от перспективы изготовления приспособления Quorn для заточки пил для продольной резки, прежде чем я смог вернуться к изготовлению цанг для заточки сверл.
Следующей цангой, которую нужно было изготовить (в соответствии с состоянием содержимого моей буровой стойки), была цанга 1/2 дюйма. Поскольку внешний диаметр составляет 5/8 дюйма, стенки этой цанги имеют толщину всего 1/16 дюйма. Как вы можете видеть, пила с крупным шагом подошла нормально для первых 3 прорезей, но едва коснулась поверхности последней прорези, когда произошел удар, и шум резко изменился. деформируется в начале прорезей. Как говорится в классике — и в телевизионном ролике здесь внизу — жукер.Теперь мне определенно придется изготовить приспособление для заточки пилы для продольной резки и купить дополнительную буровую штангу 5/8 «, прежде чем вернуться к производству цанговых патронов.
Следите за обновлениями …
Сноска:
Как всегда, есть другой выход. Методы, описанные в следующих статьях, описывают шесть этапов как для граненого, так и для конического отката, последний сам дизайнер считал невозможным на Quorn! Они были разработаны Йоргом Хюгелем (Швейцария) и первоначально появились в группе пользователей Yahoo QUORN.Это важный список для владельцев и строителей Quorn. Его модерирует Карл Карлсен, и упомянутые документы, а также многие другие, все еще можно получить в этом месте. Мы благодарим Йорга и Карла за разрешение здесь повторить материал для шлифования сверл.- Шесть шагов к идеальному четырехгранному сверлу с помощью инструмента QUORN и фрезерного станка (просмотреть)
- Шесть шагов к идеальному сверлению с помощью инструмента и шлифовального станка QUORN (просмотреть)
Йорг предоставил следующие основы для сопровождения своих методов:
Метод, описанный моим подходом, отличается от рецепта профессора Чаддока, который, хотя и прост для понимания, имеет тот недостаток, что во время процесса шлифования положение инструмента и шлифовальной головки необходимо менять несколько раз.При использовании альтернативного метода в этом нет необходимости, поскольку после первоначальной настройки Quorn все дальнейшие настройки выполняются с остановками. И в качестве дополнительного преимущества, если Quorn настроен один раз, вы можете переключаться с основного на дополнительный зазор и с одной губы на другую, не считывая никаких шкал. Процедура описана в «Шесть шагов к идеальному четырехгранному сверлению с помощью инструмента Quorn и шлифовального станка» .
Некоторое время спустя я понял, что, несмотря на опубликованное мнение профессора Чаддока, с помощью Quorn можно также шлифовать сверла с коническими боковыми поверхностями.Этот процесс описан в «Шесть шагов к идеальному сверлению с помощью инструмента Quorn Tool and Cutter Grinder» . Это простой рецепт, и если его тщательно соблюдать, заточка сверлом становится надежной. Нет необходимости тщательно согласовывать какие-либо кромки с осью сверла. Я считаю, что шлифовать сверла с конической боковой стороной намного проще, и они просверливают точные отверстия.
Из дискуссий я знаю, что есть сильные сторонники многогранных упражнений. Но, по моему мнению и опыту, функция самоцентрирования, обеспечиваемая геометрией, не оправдывает дополнительных усилий, необходимых для шлифования этих граней с требуемой точностью.Однако каждый волен сам решать, что ему нравится и что он предпочитает. Метод и параметры в моих диаграммах были найдены аналитически путем математических исследований конических боковых сторон. Для индивидуалиста есть много возможностей адаптировать характеристики дрели к особым ситуациям, которые мой метод мог бы приспособить для обработки, но что мне на самом деле делать в мастерской? Я обработал десятки упражнений, всегда с теми же данными настройки, что и в таблицах.
Артикул:
| [ME1] | Brown, D: Заточка четырехгранных сверл: расширение диапазона , Model Engineer, Nexus Specialty Publications, Англия, том 177, номер 4025, 20 сентября — 3 октября 1996 г., стр. 313. |
| [WPS12] | Cain, T: Сверла, метчики и плашки (серия семинаров № 12) , Argus Books, England, 1993. |
Примечание: все цены указаны в долларах США .
| Примечание: все цены указаны в долларах США . |
Простое и правильное сверление металла всех типов
Сверление металла может показаться немного сложным, но на самом деле процесс сверления такой же, как если бы вы сверлили дерево или кладку.
Требуется пара небольших настроек и, конечно же, подходящие сверла. Ниже я включил простую процедуру, которая поможет вам выполнить работу быстро и безопасно.
Правильное сверло
Сверла из углеродистой сталис покрытием из нитрида титана или быстрорежущей стали лучше всего подходят почти для всех видов металлов.
Кроме того, вы также можете использовать сверло из кобальтовой стали для очень твердого металла, такого как нержавеющая сталь или чугун.Я написал здесь полную статью о том, какие сверла я считаю лучшими по металлу.
Крепление металла
Если вы просверливаете кусок металла меньшего размера, это легко сделать, зажав его на рабочем месте или установив в тиски. Если вам посчастливилось иметь сверлильный станок, убедитесь, что он в нем зажат.
В этом шаге нет необходимости, если вы пытаетесь просверлить большой и тяжелый стальной объект, такой как дверь или рама. Однако очень важно зажать каким-то образом более мелкий металл, так как он может легко вращаться при сверлении.
Это, конечно, может быть очень опасно. Люди могут легко потерять палец от быстро вращающегося куска листового металла.
На то, чтобы найти способ закрепить материал, в котором вы сверляете, действительно не потребуется много времени. Потраченная на это лишняя минута или две будет означать, что вы можете работать безопасно и при этом выполнять свою работу.
Разметка места для сверления
Вам нужно быть точным, когда нужно отметить центр места, где вы хотите просверлить отверстие.Просто помните, что исправить ошибку в металле гораздо сложнее, чем исправить ошибку, сделанную вами в дереве.
В некоторых случаях это просто невозможно отремонтировать, поэтому убедитесь, что вы точно знаете, где вы хотите сделать отверстие.
Отметьте его карандашом, а затем возьмите гвоздь. Установите гвоздь на отметку карандаша, а затем слегка постучите по гвоздю молотком, чтобы отметить место сверла и образовать отверстие. Это позволит долоту найти эту небольшую выемку в начале бурения.
Оставайтесь в безопасности при сверлении металла
Шансы очень минимальны, но огромное количество искр, возникающих при сверлении металла, иногда может вызвать небольшие пожары.
Огнетушитель на расстоянии вытянутой руки поможет вам не допустить выхода небольшого пламени из-под контроля. Всегда полезно иметь в гараже или мастерской небольшой огнетушитель на случай пожара.
Наденьте защитные очки
Материал сверла должен быть прочным, и вы должны принять дополнительные меры предосторожности для защиты от разлетающихся обломков. Это связано с тем, что металлические осколки очень острые и могут повредить больше, чем куски дерева.
Защитные очки также защищают ваши глаза от искр и выбрасываемого мусора. По тем же причинам вы также можете надеть рубашку с длинными рукавами и закрытым воротником.
Многие люди и мужчины виноваты в наибольшей степени из всех, может быть, настолько глупы, чтобы не носить защитные очки. Пожалуйста, никогда не рискуйте, потому что потерять глаз из-за скорости или быть мачо — это довольно глупо.
Процесс бурения
Хорошо, теперь мы знаем, как оставаться в безопасности, у нас есть металлический зажим и маркировка, и теперь мы готовы просверлить собственное отверстие.Просто следуйте этому процессу, и все будет отлично.
Убедитесь, что сверло установлено ровно на угол сверления. Более того, новые сверла имеют встроенные выравнивающие пузыри, которые помогают в этом.
Установка сеялки на место экономит время, а также помогает избежать несчастных случаев и материальных потерь. Надлежащие меры предосторожности играют жизненно важную роль при сверлении металла. Необходимо учитывать следующие меры безопасности:
- Никогда не поддерживайте рабочее место рукой.
- Всегда используйте удерживающий инструмент, чтобы не оторвать заготовку от руки.
- Никогда не производите ненужных регулировок во время работы прибора.
- Никогда не счищайте стружку руками. Всегда используйте кисть.
- Держите всю одежду подальше от токарных инструментов.
- Перед началом работы убедитесь, что режущие инструменты работают плавно.
- Никогда не кладите инструменты или какое-либо оборудование на стол для сверления.
Помещает центр сверла в небольшое отверстие или выемку, оставленную гвоздем.Затем приложите к сверлу постоянное давление, оно должно поймать металл и начать формировать отверстие.
Для твердых металлов сверлить следует постепенно и стабильно. Мягкие металлы требуют более высокой скорости, поскольку металлическая стружка может расплавиться, если вы будете слишком медленно. Даже при работе с мягкими металлами избегайте скорости выше средней.
Снятие сверла
Когда вы достигнете желаемой глубины, сразу же снимите биту. Вы должны продолжать вращать сверло, пока полностью не удалите его из просверленного металла.
После сверления отверстия всегда вынимайте сверло или выдвигайте сверлильный пресс и выключайте прибор. Если в процессе сверления возникнет какая-либо проблема, устраните ее как можно скорее, чтобы предотвратить повреждение или повреждение.
Никогда не прикасайтесь к сверлу, когда оно закончило сверление, так как оно будет горячим и легко могут возникнуть ожоги. Дайте сверлу остыть, прежде чем вынимать его из патрона.
Удаление металлической шрапнели
Когда вы сверляете металл, вы получаете металлическую пыль, но также можете получить фигурные полосы тонкого металла.Они могут быть очень острыми, поэтому никогда не пытайтесь стереть их голыми руками.
Всегда надевайте перчатки и выбрасывайте их в мусорное ведро с помощью небольшой щетки и лопаты. Ниже я включил несколько видеороликов, которые также могут оказаться полезными.
Видео 1 — Как сверлить металл
Видео 2 — Как просверлить большие отверстия в металле
Видео 3 — Сверление отверстий в стали