Устройство полуавтомата: УСТРОЙСТВО И ОСНОВНЫЕ УЗЛЫ ПОЛУАВТОМАТОВ — Инструмент, проверенный временем
УСТРОЙСТВО И ОСНОВНЫЕ УЗЛЫ ПОЛУАВТОМАТОВ — Инструмент, проверенный временем
При механизированной сварке сварочная головка чаще всего разделена на две части — подающий механизм и держатель (при сварке в защитных газах — сварочная горелка), соединенные между собой гибким шлангом. Поэтому такие аппараты иногда называют шланговыми. Полуавтоматы позволяют сочетать преимущества автоматической сварки с универсальностью и маневренностью ручной. Типовая схема полуавтомата показана на рисунке 11.1.
В их состав входят узлы: держатель 1, гибкий шланг 2, механизм подачи сварочной проволоки 3, кассета со сварочной проволокой 4 и аппаратный шкаф или шкаф управления 5.
Наиболее ответственным элементом полуавтоматов является механизм подачи проволоки.
Рис. 11.1. Схема полуавтомата для дуговой сварки |
Его назначение и компоновка примерно те же, что и у сварочных головок автоматов для дуговой сварки. Обычно она состоит из электродвигателя, редуктора и системы подающих и прижимных роликов.
Конструктивное оформление механизма подачи во многом зависит от назначения полуавтомата. В полуавтоматах для сварки проволокой большого диаметра механизм подачи размещен на передвижной тележке и располагается в отдельном корпусе. В полуавтоматах с проволокой малого диаметра он установлен в переносном футляре и расположен непосредственно на корпусе держателя.
Наибольшее распространение получили полуавтоматы толкающего типа. Подающий механизм подает проволоку путем проталкивания ее через гибкий шланг к горелке. Устойчивая подача в этом случае возможна при достаточной жесткости электродной проволоки.
В полуавтоматах тянущего типа механизм подачи или его подающие ролики размещены в горелке. В этом случае проволока протягивается через шланг. Такая система обеспечивает устойчивую подачу мягкой и тонкой проволоки. Имеются полуавтоматы с двумя синхронно работающими механизмами подачи, осуществляющими одновременно проталкивание и протягивание проволоки через шланг (тянуще-толкающий тип).
В этом случае проволока протягивается через шланг. Такая система обеспечивает устойчивую подачу мягкой и тонкой проволоки. Имеются полуавтоматы с двумя синхронно работающими механизмами подачи, осуществляющими одновременно проталкивание и протягивание проволоки через шланг (тянуще-толкающий тип).
Гибкий шланг в полуавтоматах предназначен для подачи электродной проволоки, сварочного тока, защитного газа, а иногда и охлаждающей воды к горелке. С этой целью применяют шланговый провод специальной конструкции (рис. 11.2).
Внутри провода для направления проволоки расположена спираль 1, изолированная от токоведущей части 2 бензостойкой изоляцией.
Рис. 11.2. Схема специального шлангового провода |
Вместе с токоподводящей частью помещены изолированные проводники 3 цепей управления. Провод заключен в хлопчатобумажную оплетку 4 и покрыт резиновой изоляцией 5. Применяются и составные шланги, состоящие из нескольких трубок и проводов для подачи тока, газа и воды, собранных в общий жгут.
Сварочные горелки предназначены для подвода к месту сварки электродной проволоки, сварочного тока и защитного газа или флюса, а также для ручного перемещения и манипулирования им в процессе сварки. При этом сварщик удерживает держатель в руке и перемещает его вдоль шва. Быстро изнашивающимися частями держателя (при сварке в защитных газах — горелками) являются токоподводящий наконечник и газовое сопло, изготовляемые из меди. При сварке под флюсом на держателе устанавливается бункер для флюса (рис. 11.3).
Рис. 11.3. Держатель полуавтомата для сварки под флюсом: 1 — наконечник; 2 — бункер для флюса; 3 — сварочная проволока; 4 — ручка; 5 — шланг |
Таблица 11.1 Технические характеристики сварочных полуавтоматов
|

Устройство полуавтомата — Наплавка
Устройство полуавтомата
Категория:
Наплавка
Устройство полуавтомата
В сварочном автомате механизированы две основные операции процесса сварки — подача сварочной проволоки в зону дуги и перемещение дуги по линии шва; в полуавтомате механизирована лишь одна операция— подача электродной проволоки в дугу, а перемещение дуги для образования шва производится сварщиком вручную (рис. 1). Автоматическая подача проволоки с катушки осуществляется подающим механизмом, состоящим нз электродвигателя М переменного или постоянного тока, коробки скоростей ведущего и прижимного ролика. Проволока подается роликами с постоянной заданной скоростью через внутрен-ний канал гибкого шланга, держатель и наконечник. Сварщик держит горелку и вручную перемещает ее по шву.
1). Автоматическая подача проволоки с катушки осуществляется подающим механизмом, состоящим нз электродвигателя М переменного или постоянного тока, коробки скоростей ведущего и прижимного ролика. Проволока подается роликами с постоянной заданной скоростью через внутрен-ний канал гибкого шланга, держатель и наконечник. Сварщик держит горелку и вручную перемещает ее по шву.
Рис. 1. Схема шлангового полуавтрмата толкающего типа
Одной из основных частей полуавтомата является шланг, состоящий из проволочной спирали с оплеткой и резиновой оболочкой, по внутреннему каналу которой проходит электродная проволока. Сварочный ток, защитный газ и охлаждающая вода подводятся отдельно. В комбинированных шлангах кроме электродной проволоки в одной оболочке проходят токоподводящий провод, провода цепи управления, защитный газ и охлаждающая вода. Комбинированный гибкий шланг имеет большую массу, сварщику трудно управлять им. Современные полуавтоматы снабжаются автономными шлангами, например полуавтомат А-825 и др.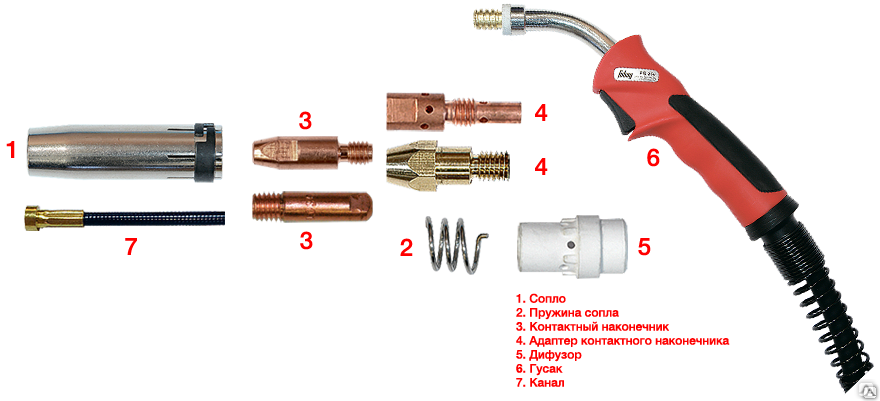
Длина шланга составляет не более 3,5 м. На горелке находится кнопка включения подающего механизма.
Подача электродной проволоки вперед и назад осуществляется переключением пакетного переключателя.
В полуавтоматах для сварки в защитном газе одновременно с пуском электродвигателя срабатывает реле для автоматического включения газового клапана. При этом начинается подача электродной проволоки и газа. При размыкании сварочной цепи реле обесточивается и размыкает свои контакты. Подача электродной проволоки и газа прекращается.
Электродвигатель для подачи сварочной проволоки подключается чаще всего к источнику питания сварочного тока или к сети через понижающий трансформатор 380/36 В.
Полуавтоматы подразделяют по назначению на: стационарные, где в одном корпусе смонтированы все части аппарата вместе с источником питания; передвижные, где механизм подачи и катушка с проволокой размещены на тележке; переносные, где механизм подачи и катушка с проволокой максимально облегчены; ранцевого типа — для сварки в условиях монтажа и специализированные— для выполнения определенных операций.
Реклама:
Читать далее:
Расположение подающего механизма
Статьи по теме:
устройство горелки для полуавтоматической сварки, сопло тянущих горелок с евроразъемом и других видов. Как их выбрать?
Сварочный полуавтомат имеет горелку. Это сложная конструкция, работа которой напрямую влияет на производительность сварочных работ. Характеристики горелок разные и зависят от вида сварки. В данной статье речь пойдёт об устройстве, принципе работы, видах, лучших брендах, а также о критериях выбора горелки для сварочного полуавтомата.
Устройство и принцип работы
Горелка для сварочного полуавтомата с углекислотой имеет непростое строение.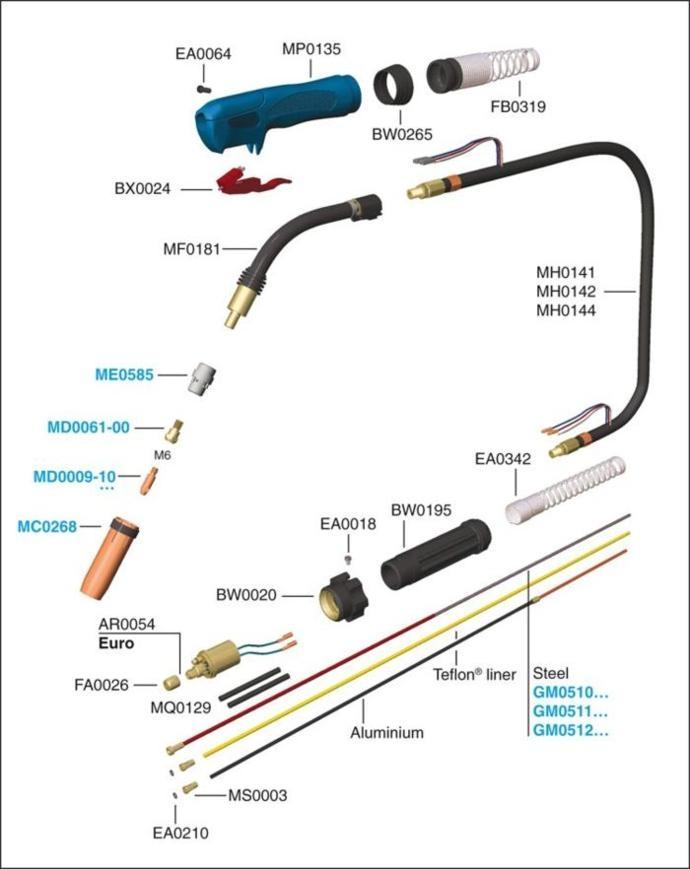
- сопло;
- держатель;
- изолятор;
- наконечник;
- втулка для изоляции;
- основание с рукояткой.
Для изготовления сопла и наконечника используют разные материалы. Чаще всего применяют медь. Детали из вольфрама отличаются высоким сроком эксплуатации.
Рукоятку делают из прочного материала, который обеспечивает безопасность работы во время контакта с электрическим током. Элемент также имеет специальную кнопку. Она активирует перемещение защитного газа перед розжигом.
Для соединения рукоятки и сварочного агрегата используется подающий рукав.
- кабель питания;
- винтовой канал перемещения головки;
- канал перемещения материалов защиты;
- евроразъём для подключения полуавтомата с подающим механизмом.


Длина подающего рукава — 2-7 метров. Она зависит от вида сварки и условий работы.
Принцип работы устройства для полуавтоматической сварки происходит по такой схеме.
- Устройство подносят к металлу на расстояние образования дуги.
- Перед стартом розжига защитный газ перемещается в рабочую зону сварки.
- Напряжение передаётся на наконечник, а затем на электродную спираль.
- Происходит расплавление проволоки. Капли и газ перемещаются в сварочную ванну.
- Горелку перемещают над местом обработки металла для создания сварочного шва.
При работе рекомендуется использовать специальный антипригарный спрей или пасту.
 Вещества препятствуют налипанию окалины, защищают шовную зону.
Вещества препятствуют налипанию окалины, защищают шовную зону.Защитные аэрозоли также увеличивают срок службы всех основных элементов горелки.
Обзор видов
Существует множество моделей горелок для полуавтоматов. Основные виды горелок различают по таким характеристикам.
По типу охлаждения
Есть два вида: воздушный и водяной. Горелки с воздушным охлаждением предназначены для сварочных работ короткими швами. Водяной тип актуален для сварки протяжёнными швами.
По типу управления
Различают 3 разновидности горелок.
- Кнопочные. Работа кнопочным устройством происходит за счёт нажатия кнопки на рукоятке. Клавиша зажимается, дуга разжигается и идёт газ.
- Вентильные. Регулировка подачи газа осуществляется путём откручивания и закручивания специального вентиля.
- Универсальные.
 Работа кнопочным устройством происходит за счёт нажатия кнопки на рукоятке. Клавиша зажимается, дуга разжигается и идёт газ.
Работа кнопочным устройством происходит за счёт нажатия кнопки на рукоятке. Клавиша зажимается, дуга разжигается и идёт газ.По способу подключения
Подключение может быть нескольких видов: с помощью штекера и евроразъёма. При подключении штекером увеличивается длина рукава. Горелки с евроразъёмом имеют облегчённое подключение, но стоят дороже и используются в профессиональных моделях.
Также устройства разделяют по типу подающего механизма.
 Каждый вид характеризуется своим методом подачи электродной проволоки в рабочую зону.
Каждый вид характеризуется своим методом подачи электродной проволоки в рабочую зону.Первый вариант подачи – толкающий. Работа основывается на проталкивании проволоки к горелке через отсек в основании сварочного агрегата.
Второй – тянущий – метод подаёт присадочную проволоку по каналу, расположенному в держателе.
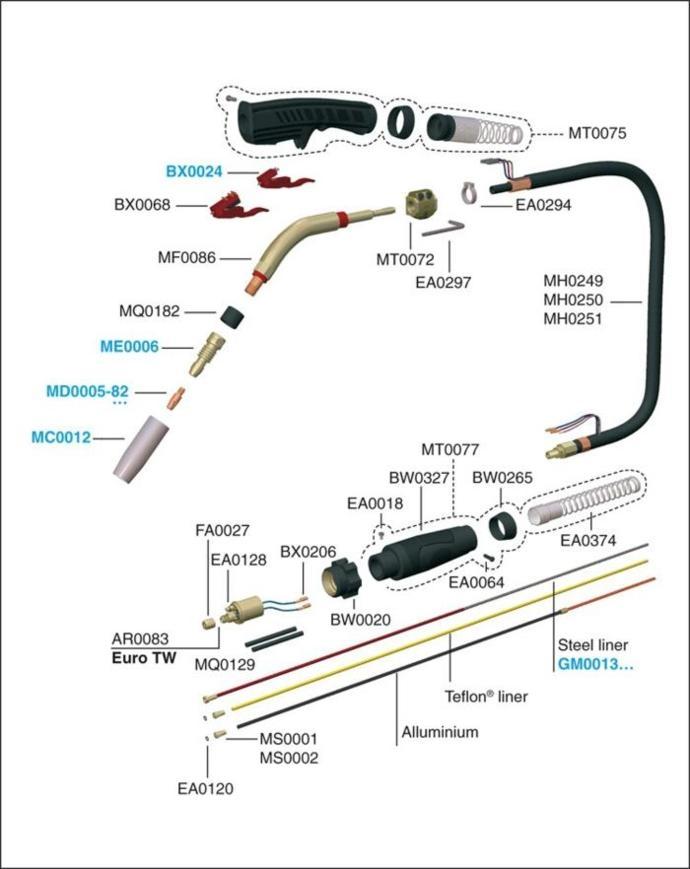
Комплектующие
Рано или поздно все детали горелки приходят в негодность. Для быстрой замены деталей необходимо иметь запасные комплектующие.
К расходникам устройства относятся:
- держатели для сопла;
- гусаки;
- спирали к соплу;
- направляющие канала – их длина варьируется от 3 до 5 метров;
- антипригарный аэрозоль для защиты оборудования и швов от капель металла и окалин;
- токовые наконечники и держатели для них;
- диффузор.

Популярные бренды
Обзор топовых изготовителей открывает горелка Сварог PRO MS 15 ICT2095-sv001. Её характеристики:
- кнопочное управление;
- воздушное охлаждение;
- диаметр проволоки — 0,6, 0,8 и 1 мм;
- длина кабеля — 5 м;
- евроразъём;
Горелка используется для сварки типа MIG/MAG.
Горелка Aurora PRO MIG 25 AIR COOL 12027. Характеристики:
- воздушный тип охлаждения;
- наличие евроразъёма;
- диаметр — 0,8 мм, 1,2 мм;
- длина шланга — 5 м;
- максимальный ток — 230 А.
Горелка Сварог TECH MS 15 ICT2099.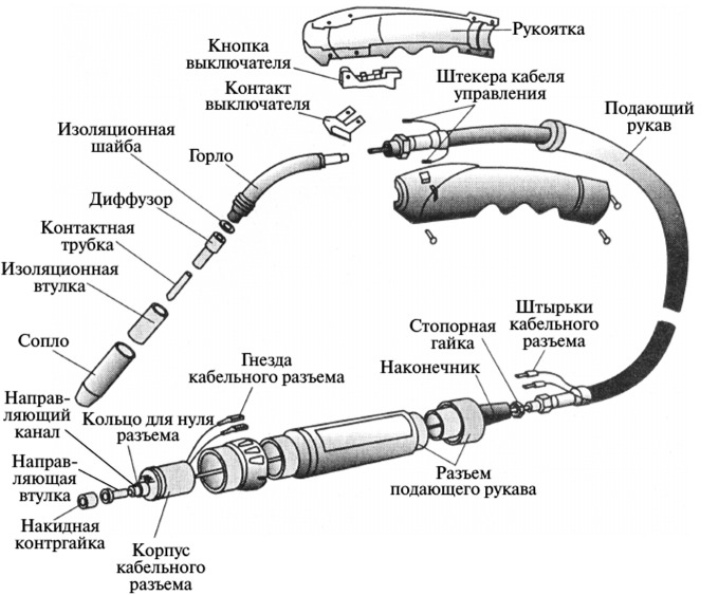 Характеристики:
Характеристики:
- длина — 4 м;
- воздушное охлаждение;
- евроразъём;
- диаметр проволоки — 0,6, 0,8, 0,9 мм и 1 мм;
- максимальный ток — 180 А.
Модель Fubag FB 250 3m арт. 38443. Характеристики:
- кнопочное управление;
- точность выполняемых задач;
- удобная прорезиненная рукоятка;
- евроразъём;
- воздушное охлаждение;
- диаметр проволоки — 0,8-1,2 мм;
- максимальный ток — 230 А.
MIG 15AK-4м Viking 95588016. Характеристики модели:
- воздушный тип охлаждения;
- длина кабеля — 4 м;
- диаметр проволоки — 0,6 и 1 мм;
- максимальный ток — 180 А;
- кнопочное управление.
Модель «Кедр» 7150010. Характеристики:
Характеристики:
- воздушное охлаждение;
- евроразъём;
- диаметр проволоки — 0,8-1,2 мм;
- длина — 5 м;
- кнопочное управление.
Горелка MIG без евроразъёма для п/а POLO 160 Aurora 19568. Характеристики:
- предназначена для инверторных сварочных полуавтоматов;
- подача газа происходит за счёт работы электромагнитного клапана;
- максимальная сила тока — 150 А;
- длина кабеля — 2,2 м;
- индивидуальный тип разъёма.
Модель Parker SGB3600-50ERBG. Характеристики:
- длина кабеля — 5 м;
- диаметр — 0,8 мм и 1,2 мм;
- евроразъём;
- максимальный ток — 320 А;
- эргономичная ручка;
- высокий срок эксплуатации;
- большой функционал.
Устройство Blue Weld 742402. Характеристики:
Характеристики:
- воздушное охлаждение;
- длина кабеля — 2 м;
- диаметр проволоки — 0,6 и 0,9 мм;
- индивидуальный тип разъёма.
Модель используют для сварки сплошной проволокой типа MIG/MAG.
Как выбрать?
Выбор горелки для полуавтоматической сварки зависит от типа работы и условий. Если предполагается простая сварка в обычных условиях, то лучше выбрать модель средней ценовой категории.
По той же причине не стоит покупать модели с евроразъёмом и большой длиной рукава. Их приобретение окупится нескоро. Элементы, которые требуются для замены, достаточно дорогие.
При выборе горелок стоит так же учитывать следующие нюансы.
- Вес. Если сварочные работы выполняются в условиях производства или цеха, то выбор показателя не так важен. Для работ в домашних условиях или в узком пространстве рекомендуется выбирать модели с меньшим весом.
- Размеры. Не следует приобретать модели с большой длиной рукава. Длина должна соответствовать поставленным задачам и условиям. При большой длине могут возникнуть проблемы с удобством, а также при хранении устройства.
- Прочность. Износостойкость материала напрямую влияет на качество работы. Все детали должны быть изготовлены из прочного изоляционного материала. Также должна присутствовать защита от нагрева и поражения электричеством.
- Удобство конструкции и фиксации. Работа сварщика длится примерно от 3 до 5 часов. Эргономичность горелки влияет на комфортабельность эксплуатации и качество швов. От удобства устройства зависит количество времени, которое требуется на очистку и замену деталей.

Существуют модели горелок с клапаном на ручке. Клапан служит для отсечения газа во время сварочных работ. Устройства очень удобны и значительно повышают безопасность.
При покупке горелки нужно потребовать у продавца сертификационные документы.
В противном случае есть риск потерять не только потраченные деньги, но и подвергнуть здоровье сварщика опасности.
Как пользоваться?
Горелка куплена, и встаёт вопрос, как ею правильно пользоваться. Перед началом работ необходимо настроить устройство. Сделать это можно на пробных кусках металла. Старт работы с горелкой начинается с таких действий.
- Зачистить место будущего шва при помощи щётки или шлифовальной машинки.
- Выбрать проволоку необходимой толщины. При ширине обрабатываемой детали между 2 и 10 мм выбирают проволоку диаметром от 1 до 1,5 мм.
- Выставить на сварочном агрегате силу тока. Показатель варьируется в пределах 100-260 ампер.
- Настроить скорость подачи проволоки. Минимальный показатель — 130 м/ч, максимальный — 540 м/ч.
- Отрегулировать скорость подачи газа.
- Проверить герметичность всех подключений и контактов.
- Следить за положением рукава, который не должен изгибаться и лежать кольцами.

Настройка и операции проводят на пробных образцах, чтобы избежать порчи самого оборудования и рабочих деталей.
Некоторые параметры при настройке регулируются исходя из места и условий, где проводятся сварочные работы.
Если требуется сварка алюминиевых изделий, то регулировать скорость подачи проволоки необходимо аккуратно. При работе с алюминиевыми деталями нужно также сменить ролики механизма, которые адаптированы под алюминий. Если этого не сделать, возникнут неполадки в работе подающего механизма и заторы в рукаве.
При работе с алюминиевыми деталями нужно также сменить ролики механизма, которые адаптированы под алюминий. Если этого не сделать, возникнут неполадки в работе подающего механизма и заторы в рукаве.
При сваривании изделий большой толщины не рекомендуется выставлять высокую силу тока. Лучше начать работу с минимальных показателей, постепенно их увеличивая. Таким образом, получится качественный и прочный шов.
Создавая вертикальные швы, необходимо перемещать горелку снизу вверх. Такая работа препятствует неоднородному застыванию и деформации шва. Объём газа для вертикальных швов выставляется на 30% больше, чем при сварке горизонтальных швов.
Обзор горелки для полуавтомата MB 15 AK смотрите далее.
 youtube.com/embed/XaxGBBFlv38?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/XaxGBBFlv38?modestbranding=1&iv_load_policy=3&rel=0″/>
Сварочный полуавтомат для кузовных работ
Содержание:
- MIG и MAG
- Устройство и классификация
- Источник питания
- Подача проволоки
- Горелка
- Газовый баллон
- Продолжительность включения
- Проволока
- Общие советы по выбору полуавтомата
Выбрать и купить сварочный полуавтомат вы можете у наших партнеров
Автолюбитель, устраивая мастерскую в гараже, вполне может обойтись без некоторых вещей, но часть инструментов необходимо приобрести, даже когда прямой необходимости в них нет. Один из таких незаменимых инструментов – агрегат для сварки. Однако, не каждый аппарат подойдет для сварки деталей кузова. По сравнению с электродными вариантами наличие в гараже сварочного полуавтомата для кузовных работ значительно расширяет возможности ремонтных операций.
Подавляющее большинство кузовных деформаций исправляются либо жестяными работами, либо сваркой. Поэтому перед автомехаником стоит проблема не покупки, а выбора правильного сварочного автомата. Разберемся для начала с классификацией и определениями.
MIG и MAG
Владельцу полуавтомата нет необходимости выставлять для электродов ток и подлезать с ними в неудобные места. Полуавтоматическая сварка предполагает, что участие сварщика в работе сведено к максимально возможному (на бытовом уровне) минимуму. Полуавтоматы оставляют механику свободу действий: требуется направить горелку в нужное место и нажать на курок агрегата. Автоматизация заключается в подаче проволоки к точке сварки.
Плавка металла достигается дугой, возникающей между поверхностью и проволокой. При обычной, ручной сварке, металлы защищаются от окисления обмазкой на электродах, при плавлении образующих защитный слой. В случае полуавтоматов электрическая дуга постоянной длины поддерживается регулированием длины проволоки, а защита от воздействия атмосферы достигается подачей газа в место формирования сварного шва. В этом ключе полуавтоматы для сварочных работ делятся на два типа:
В этом ключе полуавтоматы для сварочных работ делятся на два типа:
- Использующие инертный газ (гелий, аргон) – благодаря слабой реакции, инертные газы позволяют избежать окисления сварного шва.
- Активный (углекислый газ) – высокий коэффициент наплавки и низкая стоимость газа являются преимуществом, однако при сварке происходит разделение молекул углекислого газа с выделением кислорода, что требует добавления в проволоку кремния и марганца.
В англоязычной литературе данные способы именуются MIG и MAG – аббревиатуры от Metal Inert (Active) Gas. В качестве альтернативы газам применяется проволока с порошковой защитой, использовать которую можно и без газового баллона на аппарате. Для этих целей полуавтоматы снабжаются переключателем «Gas/No Gas», однако для правильной сварки флюсовой проволокой (TIG) требуется поменять полярность (минус – масса, плюс – электрод) и использовать две пары подающих роликов. Флюсовая проволока – это хрупкая трубочка (диаметр – 1-1,5 мм. ), наполненная защитным порошком (флюсом).
), наполненная защитным порошком (флюсом).
Устройство и классификация
Работа с полуавтоматической газовой сваркой не повреждает цинкового слоя листов кузова, а температура сварки заметно ниже (1000 против 1500 °C), однако распространение их началось сравнительно недавно. Прежде всего это связано с развитием технологий автоматизации. Нетрудно догадаться, что дифференциация по классам напрямую соотносится с ценой и жестко привязанными к ней возможностями аппарата:
- Профессиональные – дорогостоящие агрегаты (сила тока более 300А).
- Полупрофессиональные – сила тока до 300А.
- Бытовые – бюджетные аппараты, с силой тока до 200А.
Зажим массы, газовый баллон, бобина и шланг для подачи проволоки легко могут быть заменены при нахождении неисправности. Однако устройство аппарата для сварочных работ имеет несколько важных элементов, напрямую влияющих на цену и качество сварки в определенных условиях. Помимо источника питания к таковым можно отнести устройства задающие скорость подачи проволоки сварочную ванну и регулирующие ток.
Источник питания
Источник должен поддерживать стабильное горение независимо от помех. Также напрямую от него зависит поджиг сварочной дуги. Три основных типа источников по-разному справляются с этой задачей:
- Трансформатор – простейшее и очень надежное устройство, состоящее из двух обмоток. Магнитное поле одной обмотки создает ток низкого напряжения во второй. Регулировка производится изменением расстояния между обмотками, поэтому характеризуется плавностью. Стоит заметить, что трансформатор преобразует переменный ток в переменный, а для получения постоянного необходим выпрямитель, являющийся, по сути, надстройкой к понижающему трансформатору.
- Выпрямитель – устройство, использующее для преобразования переменного тока в постоянный полупроводниковые вентили. Ток регулируется либо изменением расстояния между обмотками трансформатора, либо дросселем насыщения. Для сглаживания неизбежных при этом пульсаций используются электронные фильтры.
- Инвертор – наиболее приемлемые для полуавтоматов источники питания. Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.
 Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.
Благодаря равномерному, автоматически регулируемому току, дает высокое качество сварного шва. Реализует задачу, обратную задаче выпрямителя, – преобразование постоянного тока в переменный. Для этого ток после выпрямителя подается на высокочастотный трансформатор с меньшей массой. Помимо маленького веса, к достоинствам инверторов можно отнести меньшее разбрызгивание метала и эффективный расход электроэнергии.По способу подключения к сети различают трех- и однофазные полуавтоматы. Преимущество первых в том, что для работы им необходима только розетка на 220В. Однако сила тока в сети должна быть не ниже 16, а в идеале – 25А. Проводка нагружается неравномерно, поэтому проводка должны быть медной, диаметром как минимум 2.5 мм. Трехфазное подключение предпочтительнее, поскольку так обеспечивается равномерная нагрузка на фазы.
Подача проволоки
Точная подача проволоки является важным моментом. Производитель конструирует свои аппараты так, что правильная сварка будет обеспечиваться в любом случае, однако, каждый способ имеет свои минусы, тем более что не все поломки могут быть устранены в домашних условиях. Используется два основных вида и их комбинация:
Используется два основных вида и их комбинация:
- Толкающий механизм – подает проволоку через рукав, устройство располагается непосредственно в корпусе, рядом с катушкой.
- Тянущий – устройство интегрировано в ручку горелки.
Преимущество первых – простота устройства и дешевизна, однако длина шланга ограничена 3-4 метрами. Тянущие механизмы могут использовать шланг до 20 метров и работать с тонкой проволокой. Тянуще-толкающие механизмы применяются, когда рукав горелки длиннее стандартных размеров или для повышения надежности (равномерности подачи). Механизм представляет собой электрический двигатель с несколькими скоростями. Скорость может регулироваться автоматически и ручной настройкой.
Горелка
Это важнейший элемент, через который подается газ и проволока. Ручку горелки сварщик держит в руках во время проведения работ. С корпусом может быть связана разрывным и неразрывным соединением. Первый способ (ЕВРО коннект) намного удобнее и в профессиональных аппаратах применяется именно он. Однако неразрывное соединение дешевле.
Однако неразрывное соединение дешевле.
При выборе полуавтомата важен радиус рабочей зоны. Стандартная длина шланга горелки никогда не бывает больше 5 метров. Больший охват дают двухблочные аппараты, в которых механизм подачи проволоки может передвигаться относительного самого устройства. Тянущему механизму необходимо электричество, идущее от основного аппарата через кабель, что серьезно увеличивает его габариты и усложняет конструкцию.
Газовый баллон
Обычный газовый баллон для этих целей не подойдет в первую очередь из-за разницы в давлениях (150 атмосфер против 16). Под таким давлением в обычном баллоне хранить газ нельзя. Кроме того, хороший баллон должен быть оснащен двумя манометрами. Первый показывает расход газа, второй – давление в баллоне. Аппарат может иметь механизм автоматического прекращения подачи газа в случае прерывания дуги.
Основная разница между баллонами – размер. Дорогие импортные баллоны легки в транспортировке, однако, из-за цены предпочтение отдается отечественным. Стандартные размеры – 25 и 40 литров. Для типичных гаражных работ 20 литров должно хватить на 8-12 месяцев.
Стандартные размеры – 25 и 40 литров. Для типичных гаражных работ 20 литров должно хватить на 8-12 месяцев.
Продолжительность включения
Полуавтомат для сварки не может работать постоянно. Принято считать, что полый цикл длится 10 минут. В инструкции к аппарату должно быть указано, как долго он может работать и как долго остывать. Продолжительность дается в процентах. ПВ 20%/200A означает, что при силе тока в 200А сама сварка занимает 2 минуты, остывание — 8 минут.
Бытовые агрегаты работают на 20-30% ПВ, профессиональные имеют ПВ не меньше 60%. Разница достигается за счет силы тока: чем меньше, тем дольше работа без остановок. Как эти цифры проявляются в цене объяснять не нужно, но стоит заметить, что для небольших работ необходимости в ПВ больше 40% нет.
Проволока
Лучшим вариантом считается проволока, покрытая тонким слоем меди. Медь, как известно, хороший проводник – наличие медной пленки на проволоке связано с этим фактом. Пульсация по току уменьшается, контакт становится лучше, на качестве шва это сказывается положительно. Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
Сварка алюминия или стали требует применения специальной проволоки и использования инертного газа (желательно аргона). Углекислый газ может применяться только в смеси с аргоном.
В обычной сварке задействуется алюминиевая или стальная проволока. Диаметр редко выходит за пределы 0,6 – 2 мм. Реже используется нержавеющая проволока. Химический состав может варьироваться, что также влияет на цену. Порошковая проволока (с флюсом внутри) намного дороже, но позволяет работать без газа.
Общие советы по выбору полуавтомата
Электронное управление подачей газа снижает его расход, так что на эту часть скупиться не стоит. Сэкономить поможет и устройство подачи проволоки: выносной механизм дороже, но шланг длиной более 5 метров редко является действительной необходимостью.
Наибольший процент цены формирует мощность аппарата: чем выше, тем дороже. Маломощные аппараты применимы только для сварки материалов небольшой толщины. Однако использование мощных агрегатов затруднительно из-за ограниченных возможностей стандартной сети. Как и все индукционные потребители, аппарат для сварочных работ расходует значительно больше электроэнергии при включении. Разница может выходить за пределы 100%, поэтому внимательно изучите его характеристики, проверьте текущую нагрузку на сеть.
Как и все индукционные потребители, аппарат для сварочных работ расходует значительно больше электроэнергии при включении. Разница может выходить за пределы 100%, поэтому внимательно изучите его характеристики, проверьте текущую нагрузку на сеть.
Во время покупки аппарата следует поинтересоваться двумя вещами: гарантией и проволокой. Хорошо, если компания сама же и реализует проволоку нужного вам диаметра, а заодно и газ. Вероятно, в продаже имеются расходные материалы. Замена может потребоваться изоляционным втулкам, соплам и пр. комплектующим.
Устройство полуавтомата — Энциклопедия по машиностроению XXL
Зажимные устройства полуавтоматов должны быть отрегулированы в зависимости от диаметра зажимаемого изделия. При их наладке нужно учитывать, что фактический диаметр заготовки может быть больше расчетного. [c.178]Потребителями переменного тока являются в основном двигатели различных станков и приспособлений для подготовки поверхности, движущих и -подъемных устройств полуавтоматов, автоматов, барабанов, колоколов и моторы для генераторов. [c.229]
[c.229]
По своему устройству полуавтоматы ПП подобны полуавтоматам ПЛ, но по сравнению с ними имеют ряд существенных преимуществ, главные из них следующие [c.149]
Описано устройство полуавтомата А-547-р для сварки в среде углекислого газа, даны правила ухода за аппаратурой. Во втором разделе инструкции приведены основные положения технологии полуавтоматической сварки тонкой проволокой. [c.150]
Кратко описаны устройство полуавтомата, технология и техника сварки толстой проволокой. Перечисляются правила техники безопасности, которые должен соблюдать сварщик во время работы. [c.150]
Все сборочные устройства (полуавтоматы, автоматы, сборочные машины, механизированные сборочные установки и т. п.) имеют основные узлы, без которых не может быть решена автоматическая сборка изделий загрузочные (бункерные и магазинные) и ориентирующие устройства, механизмы питания, сборочные столы, механизмы для выполнения и закрепления соединений. [c.243]
[c.243]
Работа автоматического устройства характеризуется цикличностью. Время каждого цикла слагается из рабочего и вспомогательного времени. Основное условие работы автоматической машины — выполнение элементов цикла без вмешательства человека. В металлорежущих станках автоматизируют включение и выключение подач, быстрые подводы и отводы частей станков, загрузку заготовок и т. д. Универсальные автоматы и полуавтоматы обеспечивают [c.392]
Следует особо отметить, что применение малых агрегатных полуавтоматов, скомпонованных из самодействующих силовых головок (с электрическим, пневматическим или гидравлическим двигателем), дает высокий технико-экономический эффект. Такие станки, состоящие из стандартных силовых головок, автоматических нормализованных поворотных столов и барабанов и других транспортных устройств с быстродействующими зажимными приспособлениями, обладают широкими технологическими возможностями они позволяют полностью, с одной установки, обрабатывать детали разнообразной номенклатуры, средних и малых размеров, с весьма малой затратой времени на обработку (5—30 сек на штуку, или 120—720 деталей в час). Переналадка этих станков на обработку новых деталей требует также незначительной затраты времени.
[c.121]
Переналадка этих станков на обработку новых деталей требует также незначительной затраты времени.
[c.121]
Современные конструкции балансировочных машин-полуавтоматов снабжены измерительными приборами и устройствами, ускоряющими процесс балансировки и повышающими ее точность. [c.101]
Большую производительность показали автоматические роторные линии непрерывного технологического процесса по системе Л. Н. Кошкина. Они состояли из ряда последовательно расположенных многооперационных блоков, на которых выполнялись операции механической обработки, и промежуточных транспортных роторов, передающих обрабатываемые детали на последующие рабочие роторы. Автоматы и полуавтоматы повысили производительность труда по сравнению с универсальными станками в 5— 10 раз, автоматические линии — в 20 раз. Широкое применение получили копировальные станки, устройства программного управления, средства активного контроля (рис. 5). [c.84]
В большинстве случаев регулирование в гидросистемах производственных автоматов и полуавтоматов сводится к стабилизации режимов.
 В качестве примеров простых регулирующих устройств для поддержания в системе определенного давления могут служить предохранительные, редукционные и обратные клапаны.
[c.199]
В качестве примеров простых регулирующих устройств для поддержания в системе определенного давления могут служить предохранительные, редукционные и обратные клапаны.
[c.199]Управление машинами может осуществляться ручным, полуавтоматическим и автоматическим способами. Ручное управление характерно для простых машин, в которых оператор, кроме включения и выключения машины, выполняет функции управления работой ИО. Полуавтоматическое управление применяется в машинах-полуавтоматах, где оператор ручным способом осуществляет включение и выключение машины и управление работой некоторых вспомогательных ИО. Управление же работой основных и многих вспомогательных ИО производится автоматически специальными управляющими устройствами машины. Автоматическое управление имеет место в автоматических машинах и системах машин—линиях. Здесь управляющие устройства обеспечивают все функции управления без вмешательства оператора. [c.249]
Шаумян впервые доказал, что важнейшие типы многопозиционных машин (последовательного, параллельного, последовательно-параллельного действия) различаются не только принципами построения, но и закономерностями развития, связанными с увеличением числа позиций. В машинах параллельного действия увеличение позиций приводит к монотонному, но асимптотическому увеличению производительности, которая стремится к некоторому пределу, зависяш ему только от уровня надежности в работе механизмов и устройств. В машинах последовательного действия эта зависимость носит экстремальный характер — с увеличением числа позиций производительность машины сначала растет, а затем резко падает. Шаумян вывел формулы расчета наивыгоднейшего по производительности числа позиций. Оказалось, что оно зависит лишь от двух факторов общ ей длительности обработки и надежности механизмов и устройств автоматов. Чем выше надежность конструкции, тем с большим числом позиций можно строить полуавтоматы и автоматы.
[c.43]
В машинах параллельного действия увеличение позиций приводит к монотонному, но асимптотическому увеличению производительности, которая стремится к некоторому пределу, зависяш ему только от уровня надежности в работе механизмов и устройств. В машинах последовательного действия эта зависимость носит экстремальный характер — с увеличением числа позиций производительность машины сначала растет, а затем резко падает. Шаумян вывел формулы расчета наивыгоднейшего по производительности числа позиций. Оказалось, что оно зависит лишь от двух факторов общ ей длительности обработки и надежности механизмов и устройств автоматов. Чем выше надежность конструкции, тем с большим числом позиций можно строить полуавтоматы и автоматы.
[c.43]
За послевоенные годы не только резко выросло производство автоматизированного технологического оборудования, но и качественно изменился его состав. Если на заре отечественного автоматостроения (1933—1941) в основном выпускались универсальные токарные полуавтоматы и автоматы на механической основе, то уже к началу 50-х годов преимущество перешло к агрегатным станкам-полуавтоматам, специализированным и специальным автоматам и полуавтоматам. Механические устройства как основа привода и управления машин все более стали вытесняться гидравлическими и электрическими, а затем и электронными устройствами (агрегатные станки и станки с программным управлением и т. д.).
[c.64]
Механические устройства как основа привода и управления машин все более стали вытесняться гидравлическими и электрическими, а затем и электронными устройствами (агрегатные станки и станки с программным управлением и т. д.).
[c.64]
Таким образом, при автоматизации серийного производства во все возрастающей степени используется опыт автоматизации массового производства (создание оборудования с совмещением операций, унификаций конструкций, автоматизация на уровне систем машин и т. д.). Развитие и совершенствование технических средств автоматизации массового производства (машин-полуавтоматов и автоматов, автоматических линий и цехов) продолжается, в том числе на основе опыта автоматизации серийного производства. Так, в автоматических линиях из агрегатных станков вместо прежних релейно-контакторных систем устройств управления и командоаппаратов на механической основе широко внедряются бесконтактные устройства и процессоры на электронной основе, вплоть до микро-ЭВМ, функционально сходных с аналогичными устройствами станков с ЧПУ и автоматизированных технологических комплексов. Это позволяет не только управлять всеми функциональными узлами (силовыми головками и столами, поворотными устройствами, шаговыми транспортерами, приспособлениями для зажима и фиксации деталей и др.), но и получать необходимую информацию для анализа функционирования линий, в том числе длительности простоев и их причин.
[c.14]
Это позволяет не только управлять всеми функциональными узлами (силовыми головками и столами, поворотными устройствами, шаговыми транспортерами, приспособлениями для зажима и фиксации деталей и др.), но и получать необходимую информацию для анализа функционирования линий, в том числе длительности простоев и их причин.
[c.14]
С появлением и развитием автоматизированного технологического оборудования с системами управления на электронной основе, прежде всего числового программного управления, стали возможными эффективная автоматизация серийного производства, создание оборудования, сочетающего производительные возможности автоматов и полуавтоматов массового производства с мобильностью универсального оборудования. Начался процесс отделения устройств автоматики (пультов ЧПУ и пр.) от самого оборудования, развитие систем управления по собственным законам, отличным от законов развития технологического оборудования.
 [c.233]
[c.233]Первая ступень автоматизации — автоматизация рабочего цикла, т. е. создание полуавтоматов и автоматов. На этой ступени автоматизация охватывает единичную технологическую операцию обработки, контроля или сборки, а также вспомогательные процессы, непосредственно связанные с выполнением технологических операций. В соответствии с этим различают рабочие ходы — функциональные действия механизмов, устройств, инструментов в машине или агрегате, которые непосредственно реализуют технологический процесс холостые ходы — функциональные действия механизмов и устройств в машине или агрегате, которые создают необходимые условия для выполнения технологического процесса (загрузка и съем изделий, их зажим и разжим, подвод и отвод инструмента и др.). [c.7]
Для условий обработки на токарных полуавтоматах пока не предложено надежных схем автоматической компенсации износа резца. Применительно к токарным полуавтоматам задача эта может быть решена различными способами. Один из них — устройство, передвигающее резец после каждого рабочего цикла станка или серии циклов на определенную величину в нужном направлении. Величина этого передвижения определяется в данных конкретных условиях обработки из точностных диаграмм, причем конструкция механизма должна допускать регулировку величины компенсации в известных пределах. Такая компенсация особенно необходима в тех случаях, когда выход размера из поля допуска не влечет за собой потерю работоспособности резца, что часто имеет место при токарной обработке, когда допускаемая величина износа резца позволяет произвести несколько подналадок. Решение этой проблемы связано с рядом серьезных трудностей. При обычно применяемых методах наладки и допускаемом износе резца, обычно превышающем критерии нормального затупления, вследствие передерживания резца на станке, имеет место значительный разброс кривых а 1) по полю допуска, при больших колебаниях интенсивности износа.
[c.49]
Один из них — устройство, передвигающее резец после каждого рабочего цикла станка или серии циклов на определенную величину в нужном направлении. Величина этого передвижения определяется в данных конкретных условиях обработки из точностных диаграмм, причем конструкция механизма должна допускать регулировку величины компенсации в известных пределах. Такая компенсация особенно необходима в тех случаях, когда выход размера из поля допуска не влечет за собой потерю работоспособности резца, что часто имеет место при токарной обработке, когда допускаемая величина износа резца позволяет произвести несколько подналадок. Решение этой проблемы связано с рядом серьезных трудностей. При обычно применяемых методах наладки и допускаемом износе резца, обычно превышающем критерии нормального затупления, вследствие передерживания резца на станке, имеет место значительный разброс кривых а 1) по полю допуска, при больших колебаниях интенсивности износа.
[c.49]
Швы формируются неудовлетворительно, а процесс сварки неустойчив. Наиболее эффективным способом повышения произво дительности полуавтоматической сварки является многоэлектродная шланговая сварка. В этом случае по специальному гибкому шлангу к держателю в зону дуги с одинаковой скоростью подается одновременно несколько электродов диаметром 1,6— 2 мм. Наиболее целесообразно производить сварку тремя электродами. Подача электродов производится обычным подающим устройством полуавтомата, снабженным специальным роликом и гибким шлангом с внутренним каналом диаметром 6 мм. Подача одновременно трех электродов диаметром 1,6—2 мм по гибкому шлангу вполне надежна, и шланг при этом обладает достаточной гибкостью. Применение многоэлектродной полуавтоматической сварки повышает производительность по сравненик> со сваркой одним электродом примерно в 2 раза благодаря повышению сварочного тока до 800—900 а. Кроме того, представляется возможность регулировать химический состав металла швэ путем применения электродов из сталей различных марок.
[c.110]
Наиболее эффективным способом повышения произво дительности полуавтоматической сварки является многоэлектродная шланговая сварка. В этом случае по специальному гибкому шлангу к держателю в зону дуги с одинаковой скоростью подается одновременно несколько электродов диаметром 1,6— 2 мм. Наиболее целесообразно производить сварку тремя электродами. Подача электродов производится обычным подающим устройством полуавтомата, снабженным специальным роликом и гибким шлангом с внутренним каналом диаметром 6 мм. Подача одновременно трех электродов диаметром 1,6—2 мм по гибкому шлангу вполне надежна, и шланг при этом обладает достаточной гибкостью. Применение многоэлектродной полуавтоматической сварки повышает производительность по сравненик> со сваркой одним электродом примерно в 2 раза благодаря повышению сварочного тока до 800—900 а. Кроме того, представляется возможность регулировать химический состав металла швэ путем применения электродов из сталей различных марок.
[c.110]
Для производств, имеющих значительную номенклатуру изделий с резко меняющимся погонажным объемом работ, устройства с полным автоматическим циклом и контролем режима резки малоэффективны. В этом случае целесообразно иметь полумеханизированные устройства — полуавтоматы. Структурные схемы такого варианта показаны на рис. 2 и 3.
[c.44]
В этом случае целесообразно иметь полумеханизированные устройства — полуавтоматы. Структурные схемы такого варианта показаны на рис. 2 и 3.
[c.44]
Основные понятия. Для осуществления технологического процесса получения продукции рабочим орудиям (или инструментам) и исходным материалам (или заготовкам) необходимо сообщить строго определенные относительные дви кения, привести их во взаимодействие, что связано с соответствующими преобразованиями энергии, материалов и информации. По степени автоматизации выделяют такие технические устройства, как машина, полуавтомат, машнпа-автомат, автоматическая линия. [c.160]
Система управле1)ия (СУ) машины — это совокупность устройств, обеспечивающих согласованность перемещений все.х рабочих органов. Так как в МА все операции выполняются без участия человека, СУ является отличительной особенностью автоматов и полуавтоматов. В МА на рис. 5.1 система управления — от распределительного вала II.
[c. 163]
163]
При обработке на гидрокопировальных полуавтоматах, как было отмечено, получают более высокие точность и класс шероховатости поверхности детали (допуск 0,05—0,06 мм обычно соблюдается). Следящая система копировального устройства обеспечивает получение размеров обрабатываемой детали, соответствующих размерам копира. Погрешности размеров, определяющих взаимное расположение резцов и неодинаковый их износ, как это наблюдается при многорезцовой обработке, здесь отсутствуют. Величина отжатия в упругой технологической системе незначительна, так как количество работающих резцов по сравненшо с многорезцовой обработкой малое (считая подрезные и канавочные резцы). [c.187]
Гидрокопировальные полуавтоматы, так же как и горизонтальные одношпиндельные многорезцовые, применяются и в серийном и в массовом производстве с большой технико-экономической эффективностью. В мелкосерийном производстве обычные токарные станки оснащают гидрокопирональными устройствами, сокращающими вспомогательное время в 3—4 раза по сравнению с обычными токарными станками. Затрата времени на наладку этого устройства на станке
[c.187]
Затрата времени на наладку этого устройства на станке
[c.187]
На станке, оснащегспом этим устройством, можно обрабатывать детали вращения с фасонной поверхностью полуавтомати-чески.м способом. [c.53]
При необходимости вращения детали относительно вертикальной осп (круговые, кольцевые угловые швы) используют поворотный стол для установки и съема деталей и их вращения относительно неподвижной сварочной головки. Примером такого станка для сварки круговых швов детали малого размера (рис. 10.31) является полуавтомат, обеспечивающий одновременную сварку двух разных швов на позициях IV и VI поворотного стола (рис. 10.32, а). Периодический поворот планшайбы стола на 1/8 оборота осуществляется мальтийским механизмом. Привод вращения деталей на сварочных позициях /V п VI достигается прижатием к каждой из них подпружиненных поверхностей постоянно вращающихся шпинделе (рис. 10.32, б). Частота вращения подбирается с помощью сменных шестерен, длительность цикла сварки составляет 14… 17 с. Привод движения всех механизмов станка (рис, 10,33) осуществляется от одного непрерывно работаюп его электродвигателя /. Цикл задается включением электромагнита 3, освобождающего подпружиненную головку муфты 2. За время одного оборота кулачка 4 узел 6, несущий шпиндельные устройства 7 с их приводом 5 и две сварочные головки, совершает возвратно-поступательное движение в вертикальной плоскости. При этом свариваемые детали освобождаются от
[c.374]
10.32, б). Частота вращения подбирается с помощью сменных шестерен, длительность цикла сварки составляет 14… 17 с. Привод движения всех механизмов станка (рис, 10,33) осуществляется от одного непрерывно работаюп его электродвигателя /. Цикл задается включением электромагнита 3, освобождающего подпружиненную головку муфты 2. За время одного оборота кулачка 4 узел 6, несущий шпиндельные устройства 7 с их приводом 5 и две сварочные головки, совершает возвратно-поступательное движение в вертикальной плоскости. При этом свариваемые детали освобождаются от
[c.374]
В состав АРМ-М (автоматизированное рабочее место машиностроителя), как правило, входят мини-ЭВМ СМ-4 и ОЗУ 124 Кслов графопостроитель АП-7251, графический дисплейный терминал Графит , полуавтомат кодирования графической информации (ПКГИО) накопитель на магнитных дисках (НМД) СМ 5400 накопитель на магннтны. лентах (НМЛ) СМ 5300 устройство алфавитно-цифровой печати СМ 6300 алфавитно-цифровые терминалы ВТА 2000 или ВГЛ 2032 перфостанция СМ 6202. 01. Этот комплекс технических средств позволяет решать широкий класс задач САПР машиностроения, однако графопостроитель АП-7251 не удовлетворяет требованиям, необходимым для получения конструкторской документации, ни по скорости получения чертежей, ни ио их качеству. Для качественного вывода больших объемов графической информации используются, например, графопостроители ЭМ-732, D1GIGRAF, Они обычно работают автономно с использованием в качестве устройств ввода НМЛ.
[c.16]
01. Этот комплекс технических средств позволяет решать широкий класс задач САПР машиностроения, однако графопостроитель АП-7251 не удовлетворяет требованиям, необходимым для получения конструкторской документации, ни по скорости получения чертежей, ни ио их качеству. Для качественного вывода больших объемов графической информации используются, например, графопостроители ЭМ-732, D1GIGRAF, Они обычно работают автономно с использованием в качестве устройств ввода НМЛ.
[c.16]
Программа PKG10, входящая в состав ПК ЭПИГРАФ, предназначена для кодирования ГИ на устройстве ПКГИО (полуавтомат кодирования ГИ оптический). PKG10 записывает вводимую с кодировщика ГИ в формате ПКГИО в файл на магнитном диске. [c.58]
В те годы советского автоматостроения практически не существовало — лишь в 1933 г. были выпущены первые отечественные одношпиндельные автоматы, в 1939 г. — многошпиндельные. Г. А. Шаумян поступает работать по совместительству инженером в институт Оргметалл , через который проходили в то время об разцы импортного технологического оборудования, в том числе все полуавтоматы и автоматы. День за днем, месяц за месяцем проводит он в лабораториях института, в цехах предприятий, изучая конструкцию и компоновку различных типов автоматов, делая десятки и сотни эскизов механизмов привода, управления, суппортов загрузочных, зажимных и поворотных устройств. Вечерами, засиживаясь далеко за полночь, он изучает все известные, главным образом иностранные, публикации по металлорежущим автоматам. Уже здесь, на самых ранних этапах инженерной деятельности, проявились в полной мере такие черты его природного дарования и характера, как аналитический образ мышления, редкая способность сопоставлять и сравнивать, делать далеко идущие обобщения, видеть противоречия в процессах развития, осозна-
[c.30]
День за днем, месяц за месяцем проводит он в лабораториях института, в цехах предприятий, изучая конструкцию и компоновку различных типов автоматов, делая десятки и сотни эскизов механизмов привода, управления, суппортов загрузочных, зажимных и поворотных устройств. Вечерами, засиживаясь далеко за полночь, он изучает все известные, главным образом иностранные, публикации по металлорежущим автоматам. Уже здесь, на самых ранних этапах инженерной деятельности, проявились в полной мере такие черты его природного дарования и характера, как аналитический образ мышления, редкая способность сопоставлять и сравнивать, делать далеко идущие обобщения, видеть противоречия в процессах развития, осозна-
[c.30]
Проблема оставалась нерешенной. Как ее решить В каком направлении развивать конструкции и компоновки автоматов Как прогнозировать их развитие Эти и многие другие вопросы волновали Шаумяна. Он все яснее видел необходимость в переходе от конкретного конструктивного анализа, которым занимался до сих нор, к обобщенному структурному, к систематике схемных решений, опирающейся на признаки, наиболее специфичные для автоматов принцип их действия и характер управления. По какому критерию их сравнивать и что положить в основу количественного анализа Очевидно, те критерии, которые определяют самое назначение автоматов, целесообразность их создания. Но здесь молодого исследователя ждали новые. неясности и сомнения. Считалось, что машины-автоматы и полуавтоматы создаются для того, чтобы избавить человека от тяжелого и монотонного труда в процессе производства, передав на могучие плечи машин выполнение тех функций, которые прежде осуществлялись человеком вручную. Однако это ли главное Почему считается, что автоматизация чуть ли не автоматически облегчает труд человека Ведь интенсивность труда рабочего-оператора многошпиндель-ного полуавтомата намного выше, чем токаря универсального станка — последний работает поочередно с машиной. Уменьшать количество рабочих, занятых в производстве, можно по-разному. Можно разработать автоматические механизмы и устройства, которые позволят рабочему обслуживать не один, а два станка — число рабочих сократится вдвое. Но можно создать машину-автомат, равную по производительности десяти обычным станкам.
По какому критерию их сравнивать и что положить в основу количественного анализа Очевидно, те критерии, которые определяют самое назначение автоматов, целесообразность их создания. Но здесь молодого исследователя ждали новые. неясности и сомнения. Считалось, что машины-автоматы и полуавтоматы создаются для того, чтобы избавить человека от тяжелого и монотонного труда в процессе производства, передав на могучие плечи машин выполнение тех функций, которые прежде осуществлялись человеком вручную. Однако это ли главное Почему считается, что автоматизация чуть ли не автоматически облегчает труд человека Ведь интенсивность труда рабочего-оператора многошпиндель-ного полуавтомата намного выше, чем токаря универсального станка — последний работает поочередно с машиной. Уменьшать количество рабочих, занятых в производстве, можно по-разному. Можно разработать автоматические механизмы и устройства, которые позволят рабочему обслуживать не один, а два станка — число рабочих сократится вдвое. Но можно создать машину-автомат, равную по производительности десяти обычным станкам. Пусть даже ее по-прежнему обслуживает один человек — он заменяет теперь десятерых
[c.33]
Пусть даже ее по-прежнему обслуживает один человек — он заменяет теперь десятерых
[c.33]
Роботизированный участок сборки изделий радиоприемников (рис. 45) состоит из трех сборочных комплексов, полуавтоматов навивки (намотки) катушек, автоматизированной транспортно-складской системы и транспортных промышленных роботов. Участком управляет ЭВМ, обеспечивающая переналадку работы оборудования, диспетчирование и оптимизацию загрузки оборудования на основании плана поставок и наличия материальных ресурсов. На участке автоматизированы следующие операции соединение деталей и их кассети-рование, навивка каркасов катушек, транспортирование и складирование. Кассеты на рабочих позициях меняются загрузочно-разгрузочными устройствами. [c.448]
Участок состоит из фрезёрно-цеНтровального станка, двух токарных полуавтоматов, автоматического манипулятора и вспомогательных устройств. Фрезерно-и ентровальный станок обеспечивает обработку торцов и центральных отверстий. Токарный полуавтомат с системой ЧПУ Н22-1М обеспечивает обработку цилиндрических, конических и сферических поверхностей, прорезку канавок и нарезание резьбы. Автоматический манипулятор обеспечивает установку—снятие деталей и их межстаночное транспортирование при линейном расположении станков па участке. Грузоподъемность манипулятора — 160 кг, погрешность позиционирования не более 1мм при максимальной скорости перемещения отдельных звеньев 0,8—1,8 м/с. Манипулятор оснащен датчиками внешней информации и выполняет в адаптивном режиме широкий круг операций, включая поиск деталей в накопителе, измерения диаметра и длины заготовки, отбраковки заготовок с недопустимыми отклонениями размеров, перебазирование деталей, их промежуточное складирование и укладку в выходной таре. Программирование автоматического манипулятора осуществляется методом обучения.
[c.31]
Токарный полуавтомат с системой ЧПУ Н22-1М обеспечивает обработку цилиндрических, конических и сферических поверхностей, прорезку канавок и нарезание резьбы. Автоматический манипулятор обеспечивает установку—снятие деталей и их межстаночное транспортирование при линейном расположении станков па участке. Грузоподъемность манипулятора — 160 кг, погрешность позиционирования не более 1мм при максимальной скорости перемещения отдельных звеньев 0,8—1,8 м/с. Манипулятор оснащен датчиками внешней информации и выполняет в адаптивном режиме широкий круг операций, включая поиск деталей в накопителе, измерения диаметра и длины заготовки, отбраковки заготовок с недопустимыми отклонениями размеров, перебазирование деталей, их промежуточное складирование и укладку в выходной таре. Программирование автоматического манипулятора осуществляется методом обучения.
[c.31]
Сварочный полуавтомат
Проведение большого количества строительных работ и процессов по благоустройству дома или производственных объектов с использованием металлических деталей требует применения специального электротехнического оборудования – полуавтоматической сварки.
Такие аппараты – это удобные и практичные устройства, которые с большой эффективностью можно применять для выполнения большого количества процессов как опытными мастерами, так и начинающими сварщиками.
Что такое полуавтомат?
Сварочный полуавтомат представляет собой прибор для проведения сварочных работ за счет использования энергии электрического тока и электрода, который плавится с определенной скоростью в зависимости от типа выполняемых работ – эти моменты мастер регулирует непосредственно на устройстве перед началом сварки конкретных деталей.
Конструкция сварки полуавтомата состоит из таких основных компонентов, которые обеспечивают выполнение всего процесса качественно, безопасно и надежно:
- Газовый баллон определенного объема – такая деталь необходима для расположения вещества, которое будет защищать металлические поверхности во время сварки.
- Трубка – основной функцией такого элемента является обеспечение подачи газа в рабочую зону равномерно, без перебоев, на установленном режиме работы.
- Катушка – на эту часть прибора наматывается проволока определенных характеристик, что определяет мощность сварочного аппарата и возможность обрабатывать металл разных видов.
- Механизм, который необходим для подачи проволоки в автоматическом режиме. В зависимости от особенностей его работы бывают такие виды подачи:

- тянущие;
- толчковые;
- смешанные – в таком случае подача проволоки может осуществляться сразу двумя приводами.
 Эти моменты мастер подбирает в зависимости от типа изделий, толщины листов, вида шва, который будет применяться, способа сварки.
Эти моменты мастер подбирает в зависимости от типа изделий, толщины листов, вида шва, который будет применяться, способа сварки.Классификация сварочных аппаратов
Существует большое количество приборов такого вида с учетом различных характеристик и особенностей конструкции.
Распределение устройств на типы осуществляется по таким критериям:
- В зависимости от вариантов исполнения приборы для полуавтоматической сварки бывают:
- выполненные в одном цельном корпусе – все части и системы управления расположены в одной металлической коробке с небольшими габаритами;
- сложные конструкции с объединенными несколькими компонентами – устройства такого типа характеризуются наличием нескольких блоков и высокими параметрами мощности.
- двухфазные – предназначенные для работы от обычной электрической сети с параметрами тока 220 В;
- трехфазные – изделия, для нормальной работы которых необходимо обеспечить ток с параметрами 380 В.

- бытовые – устройства небольших размеров, которые рассчитаны на непродолжительное использование для выполнения ремонтных процессов в домашней мастерской и отличаются небольшой стоимостью;
- приоры среднего ценового сегмента со средними характеристиками мощности – используются для комплектации ремонтных цехов небольших предприятий, станций технического обслуживания;
- дорогие, громоздкие и функциональные устройства – это мощные агрегаты, которые позволяют справиться с задачами различных уровней сложности и применяются профессиональными мастерами на больших комплексах.
Для того чтобы проводить сварочные работы на высоком уровне, важно правильно подобрать пробор с учетом такой классификации.
Положительные характеристики и недочеты применения сварочного полуавтоматического аппарата
Как и любая другая конструкция, которая применяется для проведения сложных процессов надежного и прочного соединения между собой двух металлических компонентов, полуавтомат имеет плюсы и минусы использования.
Положительными моментами использования такого вида оборудования являются:
- Простота работы с оцинкованной сталью – такие изделия отличаются сложностью обработки из-за появления повреждений при минимальных показателях воздействия. Характеристики таких сварочных аппаратов позволяют обеспечивать бережное воздействие и надежное крепление деталей.
- Универсальность приборов – с применением такого устройства можно без проблем сваривать конструкции из разных металлов – от чугунных элементов до листов с минимальными параметрами толщины.
- Устройство аппарата позволяет мастеру оценивать состояние шва непосредственно во время работы, так как шлак не перекрывает эту область.
- Небольшие показатели чувствительности прибора к наличию загрязняющих веществ и проявлений коррозии обрабатываемых поверхностей. Такие моменты позволяют снизить временные затраты на подготовку компонентов перед их сваркой.
- Большое разнообразие агрегатов по размерам, мощности и сферам применения, что позволяет без проблем применять их в разных ситуациях.
- Доступная стоимость аппаратов предоставляет возможность без больших затрат укомплектовать собственную мастерскую многофункциональным инструментом, который сможет выручить при решении разных проблем.

Полуавтомат сварочный имеет и некоторые минусы, которые важно в обязательном порядке учитывать перед приобретением или непосредственно использованием агрегата. Основными такими моментами являются:
- Если применять метод сварки без газа, то увеличивается площадь, на которую разлетаются капли растопленного металла, что может стать причиной серьезных травм или возникновения опасных ситуаций. Для того чтобы предотвратить подобные негативные последствия, нужно аккуратно и без спешки проводить сварочные работы с соблюдением всех правил безопасности.
- Уровень возникновения дуги от контакта электрода и поверхности деталей значительно увеличивается, поэтому для предотвращения негативных последствий следует в обязательном порядке применять качественные маски.

Какие моменты следует учитывать при выборе сварочного полуавтомата?
Для того чтобы приобрести инструменты, которые прослужат много лет и смогут в полной мере удовлетворить все потребности в выполнении различных сварочных работ, покупая такой агрегат нужно обращать внимание на его функциональные и технические характеристики:
- Показатели мощности – в зависимости от сферы применения устройства (для домашнего использования или выполнения серьезного обслуживания больших промышленных комплексов) следует учитывать такие параметры.
Для бытовых нужд отличным вариантом станет прибор небольших габаритов со средними показателями мощности, что позволит выполнять соединение разных металлов, легкую транспортировку и компактное хранение. - Производитель – репутация марки и отзывы реальных пользователей устройств помогут выбрать оптимальный вариант.
- Функциональные возможности и особенности проведения процессов сварки – перед покупкой нужно тщательно изучить характеристики, которые определяют возможность применения аппарата в конкретных ситуациях.

Сварочные аппараты полуавтомат – это универсальные и практичные для применения инструменты, которые можно эффективно использовать в разных сферах и проводить процессы надежного соединения деталей из различных металлических сплавов в бытовых или производственных целях. Управлять таким оборудованием проще и легче по сравнению с ручными моделями.
Сварочные автоматы и полуавтоматы: виды и особенности устройства
Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ. В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей. Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты.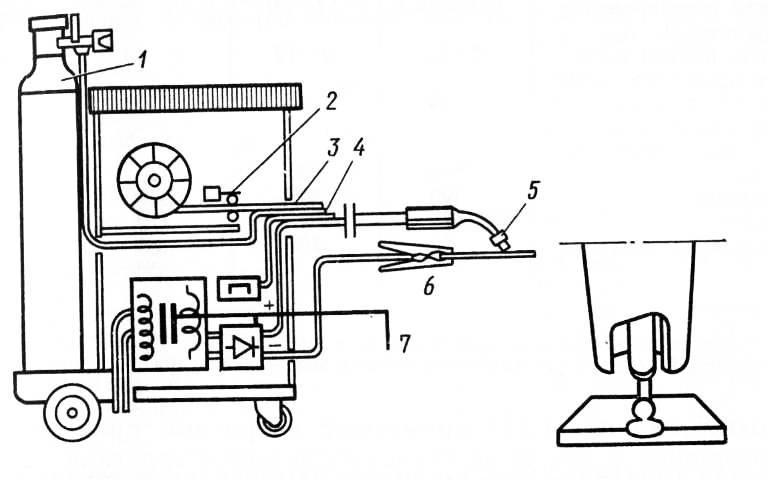 Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
| Сварочный полуавтомат Aotai MIG 500 |
Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки.
|
Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.

Процесс выполнения полуавтоматической сварки
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.

Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
 Некоторые установки рассчитаны именно на такие специфические операции.
Некоторые установки рассчитаны именно на такие специфические операции.Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Полуавтоматический Против. Автоматическое изготовление | Машина Джозефа
Жилые окна — это очень востребованная отрасль, в которой особое внимание уделяется производительности и отказоустойчивости продукта. Мельчайшие детали могут выделить производственные линии среди конкурентов
Выбор подходящего производственного оборудования для ваших линий — будь то полуавтоматическое или полностью автоматическое — может существенно повлиять на ваши потребности в рабочей силе, качество продукции и производительность. Это важное решение должно основываться на сильных сторонах и целях вашей производственной линии.
В этой статье мы опишем плюсы и минусы каждого типа производственной линии, а также то, что следует учитывать при принятии решения о том, что лучше всего подходит для вашей работы.
Обзор автоматизации JMC
Полностью автоматические станки способны выполнять несколько операций — например, распиловку, сверление, фрезерование и очистку — в рамках одной ячейки. Это может быть очень полезно для операций с ограниченным пространством или рабочей силой, но требует регулярного технического обслуживания и специализированных технических специалистов для поддержания работы линий.
Это может быть очень полезно для операций с ограниченным пространством или рабочей силой, но требует регулярного технического обслуживания и специализированных технических специалистов для поддержания работы линий.
Полуавтоматические устройства выполняют один набор операций, таких как сверление или распиловка, требуя, чтобы операции имели больше единиц для производства полного окна и больше труда для перемещения материала по линии.
Полуавтоматические системы могут быть разработаны для изготовления готовых окон быстрее, чем полностью автоматические аналоги, но полностью автоматические линии обеспечивают более стабильное качество продукции.
Все наши распиловочные станки имеют конструкции Zero Scrap, которые режут на самом краю профиля.Даже там, где разрезы пересекаются, пилы никогда не удаляют больше материала, чем ширина полотна.
Полуавтомат: больше труда, больше производительности
Полуавтоматическая система выполняет часть производственного процесса, и операторы перемещают материалы с одной машины на другую.
Полуавтоматические линии с надежным персоналом идеально подходят для операций, где важна скорость.
Как правило, они безопаснее, быстрее и точнее, чем ручное изготовление.
Все лезвия и сверла размещены в отсеках, которые нельзя открыть во время работы, что значительно снижает вероятность получения работником травмы по сравнению с ручным изготовлением.
Скорость производства
Полуавтоматические производственные линии более производительны, чем полностью автоматические системы, потому что большее количество машин означает, что на линии одновременно может находиться больше материала.
Операторы полуавтоматов должны работать вместе, чтобы идти в ногу со временем, перемещая линейные детали на следующую машину. Чем больше рук возится с каждым продуктом, тем выше риск дефектов качества. Но усилия могут вознаградить вас более быстрым циклом.
Время цикла резки
Давайте взглянем на наш двойной усорезной станок ZDM-4590. Его оператор помещает на стеллаж предварительного натяга два линейных профиля, которые направляются на место подающим захватом с сервоуправлением. Профили режут двумя независимыми торцовочными пилами с горизонтальным ходом под углом 45-90 градусов. Вырезанные экструзии затем выдвигаются на разгрузочную стойку.
Его оператор помещает на стеллаж предварительного натяга два линейных профиля, которые направляются на место подающим захватом с сервоуправлением. Профили режут двумя независимыми торцовочными пилами с горизонтальным ходом под углом 45-90 градусов. Вырезанные экструзии затем выдвигаются на разгрузочную стойку.
Горизонтальная пила ZHVN-4545 с V-образным пазом для производства нулевых отходов оснащена двумя независимыми 16-дюймовыми дисками с горизонтальным ходом под углом 45 градусов. Его большая зона разреза делает его идеальным для нескольких дорожек из алюминиевых, виниловых или стеклопластиковых профилей.
Он может производить большое количество деталей с временем цикла от реза до реза от восьми до 10 секунд.
Правильно — от восьми до десяти секунд. Сколько времени нужно вашей команде, чтобы сделать ту же работу?
Эффективность программного обеспечения
В то время как полуавтоматические системы в большей степени зависят от квалифицированной рабочей силы, производители линейных экструзионных систем, такие как Joseph Machine, прилагают все усилия, чтобы упростить процесс для операторов. Эти машины, например, оснащены модулем оптимизации с опережением, который определяет, как эффективно резать линейные экструзии для выполнения нескольких заказов с минимальными остатками материала.
Эти машины, например, оснащены модулем оптимизации с опережением, который определяет, как эффективно резать линейные экструзии для выполнения нескольких заказов с минимальными остатками материала.
Что это значит для вас? Что ж, если 16-футовая палка используется для производства одного окна с небольшим запасом длины, модуль проанализирует будущие заказы и найдет место для оставшегося материала, а затем предварительно обработает детали, чтобы рабочий мог их отложить.
Они также включают программное обеспечение Joseph для профилактического обслуживания, разработанное специально для оповещения оператора о необходимости обслуживания или ремонта. Благодаря этому ваша машина и пол будут работать без непредвиденных простоев, потерь продукции или недовольных клиентов.
Более дешевое обслуживание, квалифицированные рабочие
Полуавтоматические машины дешевле и проще в обслуживании, чем их полностью автоматические аналоги. Но ваши сотрудники должны передавать материалы по цепочке, что означает больше незавершенного производства, людей и машин на полу одновременно.
Это затрудняет производство точно в срок и увеличивает риск задержки из-за сбоя процесса, а также создает дополнительные угрозы для движения и безопасности на вашем предприятии.
Полностью автоматический: больше времени цикла, выше качество
Полностью автоматические станки выполняют большую часть производственной работы за вас, выполняя резку, сверление отверстий и фрезерование на одном станке.Этот поток единичных изделий означает, что один человек может выполнять работу многих, практически стоя на одном месте. Это резко снижает количество отходов, рабочей силы и трафика на вашем объекте.
Сокращение потребности в рабочей силе
Руководители заводов по всей стране постоянно сталкиваются с проблемой: трудно найти хороших помощников, а удержать их еще труднее.
Это то, что делает переход к полностью автоматическим системам привлекательным для производственных цехов. Автоматическое оборудование не берет больничных, оно не ищет лучшей зарплаты и увольняется только тогда, когда вы решите снять его с конвейера.
Каждая полностью автоматическая линия может сократить количество рабочих мест на четыре или пять человек.
Труд, сэкономленный на производстве, может быть перераспределен на операции, которые необходимо выполнять вручную, например, прикрепление оконных защелок.
Умное производство
Полностью автоматический процессор Flexline SFMC использует подачу с сервоуправлением, чтобы вставить линейку в сборку с несколькими пилами. Затем экструзия режется и обрабатывается для полного изготовления детали в ряд последовательных этапов, размещенных в одной ячейке.
Система может быть оснащена программным обеспечением для линейной оптимизации, которое анализирует заказы на продукцию и сегментирует линейные линии для создания нескольких окон наиболее эффективным образом.
Если какой-либо из линейных материалов остается, наше программное обеспечение упреждающего просмотра обращается к предстоящим заказам, чтобы определить, можно ли изготовить какие-либо детали из оставшегося материала и отложить их в сторону. Единственная часть будет сгруппирована с остальной частью окна после того, как другие части будут созданы из следующего линейного окна.
Единственная часть будет сгруппирована с остальной частью окна после того, как другие части будут созданы из следующего линейного окна.
Несмотря на то, что некоторое количество брака неизбежно, автоматические операции могут обеспечивать выход материала на уровне 95 % и более, что значительно повышает рентабельность инвестиций по сравнению с нашими конкурентами.
Эти полностью автоматизированные системы предлагают многочисленные системы безопасности, в том числе датчики, которые обнаруживают препятствия на входе и отключают систему, если, например, оператор засовывает руку в зону подачи. А двери камеры не откроются, пока инструменты находятся в движении, что обеспечивает оптимальную безопасность при минимальной занимаемой площади.
Качество, обслуживание и ремонт
Производители, известные своей продукцией высшего качества, могут быть уверены, что их система Joseph Machine только улучшит их репутацию.
Мы устанавливаем датчики, которые контролируют температуру и остроту лезвия, чтобы техническим специалистам было легче выявлять и локализовать механические проблемы или проблемы с обслуживанием, такие как затупившееся лезвие пилы, до того, как они повлияют на качество продукции.
Полностью автоматические системы требуют большего обслуживания, чем полуавтоматические системы, для поддержания надлежащей функциональности. Ваша команда будет получать регулярный инструктаж по техническому обслуживанию, и если у вас нет на месте человека, который может обслуживать систему, наших технических специалистов можно нанять для посещения объекта каждые три месяца, чтобы обеспечить бесперебойную работу.
Освобождение площади пола
Инкапсуляция всей линии внутри машины размером 30 на 6 футов экономит примерно половину площади пола по сравнению с полуавтоматическими машинами. Вы можете добавить еще одну полностью автоматическую линию с небольшой дополнительной площадью, что может означать разницу между размещением нескольких линий на одном объекте или необходимостью искать дополнительную недвижимость для расширения производства.
Это большая разница. Добавление еще одной машины — гораздо более эффективный способ увеличения емкости, чем увеличение площади здания. Больше площади здания означает больше затрат на квадратный фут, а это означает, что для покрытия инвестиций требуется дополнительная производительность, что оказывает большее давление на вашу команду.
Больше площади здания означает больше затрат на квадратный фут, а это означает, что для покрытия инвестиций требуется дополнительная производительность, что оказывает большее давление на вашу команду.
Постоянно развивающийся
Мы постоянно работаем над совершенствованием наших технологий и улучшением предлагаемых услуг.
Клиенты скоро смогут внедрить нашу облачную систему мониторинга, которая позволит нашим техническим специалистам отслеживать ваши линии на наличие таких проблем, как перегрев, что позволит вашим операторам сосредоточиться на максимально возможной производительности вашей системы.
Найдите прибыль
Что необходимо вашему предприятию по изготовлению окон, чтобы получить большую отдачу?
Рассмотрите факторы, которые оказывают наибольшее влияние на вашу прибыль.
Спросите себя:
- Что нужно улучшить в вашей работе — скорость или согласованность?
Если вам нужно производить как можно больше окон за одну смену, тогда вам могут подойти полуавтоматические линии.
Но если вас больше волнует качество, обратитесь к полностью автоматическому решению. - Вам не хватает квалифицированной рабочей силы и вы хотите перераспределить больше рабочей силы по производственной линии?
Полностью автоматизированные линии могут обслуживаться одним квалифицированным оператором, что позволяет вам перераспределять сотрудников по линии.
- Вы хотите освободить место в тесном помещении или вам необходимо расширить свою деятельность без приобретения дополнительной недвижимости?
Полностью автоматические системы могут сэкономить вдвое меньше площади, чем полуавтоматические системы.
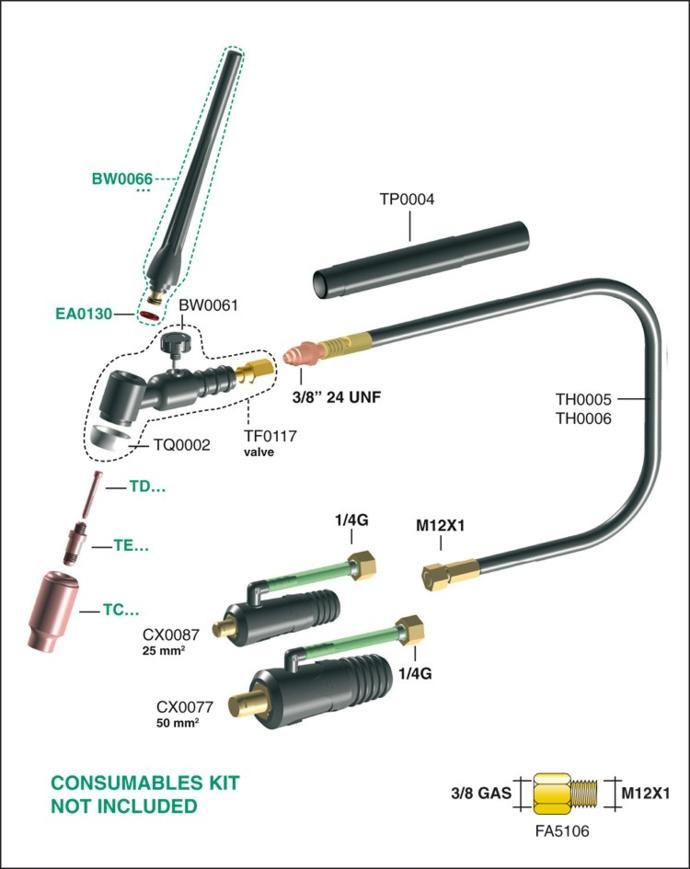 Но если вас больше волнует качество, обратитесь к полностью автоматическому решению.
Но если вас больше волнует качество, обратитесь к полностью автоматическому решению.Принять меры
Мы можем помочь провести аудит потребностей вашей деятельности, чтобы решить, какое решение лучше для вас. Запросите консультацию и дайте нам знать, как мы можем помочь вам достичь ваших целей.
Валидация полуавтоматического устройства для стандартизации количественного определения колониеобразующих единиц (КОЕ) в продуктах гемопоэтических стволовых клеток
. 2019 августа; 21 (8): 820-823.
дои: 10.1016/j.jcyt.2019.06.005.
Epub 2019 28 июня.
2019 августа; 21 (8): 820-823.
дои: 10.1016/j.jcyt.2019.06.005.
Epub 2019 28 июня.Принадлежности Расширять
Принадлежности
- 1 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция.Электронный адрес: [email protected].
- 2 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция; Inserm CBT1409 Центр клинических исследований в области биотерапии, Марсель, Франция; EFS PACA-Corse, Франция.
- 3 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция.
- 4 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция; Inserm CBT1409 Центр клинических исследований в области биотерапии, Марсель, Франция.
- 5 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция; Inserm CBT1409 Центр клинических исследований в области биотерапии, Марсель, Франция; Университет Экс-Марсель, Марсель, Франция.

Элемент в буфере обмена
Мелани Велье и др.Цитотерапия. 2019 авг.
Показать детали Показать вариантыПоказать варианты
Формат АннотацияPubMedPMID
. 2019 августа; 21 (8): 820-823.
doi: 10.1016/j.jcyt.2019.06.005.
Epub 2019 28 июня.
2019 августа; 21 (8): 820-823.
doi: 10.1016/j.jcyt.2019.06.005.
Epub 2019 28 июня.Принадлежности
- 1 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция. Электронный адрес: Мелани[email protected].
- 2 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция; Inserm CBT1409 Центр клинических исследований в области биотерапии, Марсель, Франция; EFS PACA-Corse, Франция.
- 3 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция.
- 4 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция; Inserm CBT1409 Центр клинических исследований в области биотерапии, Марсель, Франция.
- 5 Insitut Paoli-Calmettes, Департамент биологии рака, Марсель, Франция; Inserm CBT1409 Центр клинических исследований в области биотерапии, Марсель, Франция; Университет Экс-Марсель, Марсель, Франция.
Элемент в буфере обмена
Параметры отображения цитированияПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
Точная характеристика продуктов гемопоэтических стволовых клеток (ГСК) необходима для лучшего прогнозирования восстановления гемопоэтических клеток и результатов у пациентов. Хотя подсчет жизнеспособных клеток CD34+ является ключевым предиктором времени до коррекции аплазии, он не дает полной информации о функциональности клеток, содержащихся в трансплантате. Анализ CFU является золотым стандартом анализа активности in vitro для оценки клоногенности HSC и заключается в подсчете и идентификации колоний через несколько дней после культивирования в полутвердой среде. Ручной подсчет колоний с помощью оптического микроскопа является наиболее часто используемым методом, но его значительная изменчивость и субъективность препятствуют повсеместному внедрению этого анализа активности.Целью данного исследования является проверка стандартизированного метода с использованием системы STEMvision™, первого полуавтоматического инструмента для визуализации и подсчета гемопоэтических колоний в соответствии с французскими и европейскими рекомендациями. Полученные результаты указывают на более высокие критерии производительности при использовании системы STEMvision™, чем при использовании ручного метода.
Хотя подсчет жизнеспособных клеток CD34+ является ключевым предиктором времени до коррекции аплазии, он не дает полной информации о функциональности клеток, содержащихся в трансплантате. Анализ CFU является золотым стандартом анализа активности in vitro для оценки клоногенности HSC и заключается в подсчете и идентификации колоний через несколько дней после культивирования в полутвердой среде. Ручной подсчет колоний с помощью оптического микроскопа является наиболее часто используемым методом, но его значительная изменчивость и субъективность препятствуют повсеместному внедрению этого анализа активности.Целью данного исследования является проверка стандартизированного метода с использованием системы STEMvision™, первого полуавтоматического инструмента для визуализации и подсчета гемопоэтических колоний в соответствии с французскими и европейскими рекомендациями. Полученные результаты указывают на более высокие критерии производительности при использовании системы STEMvision™, чем при использовании ручного метода.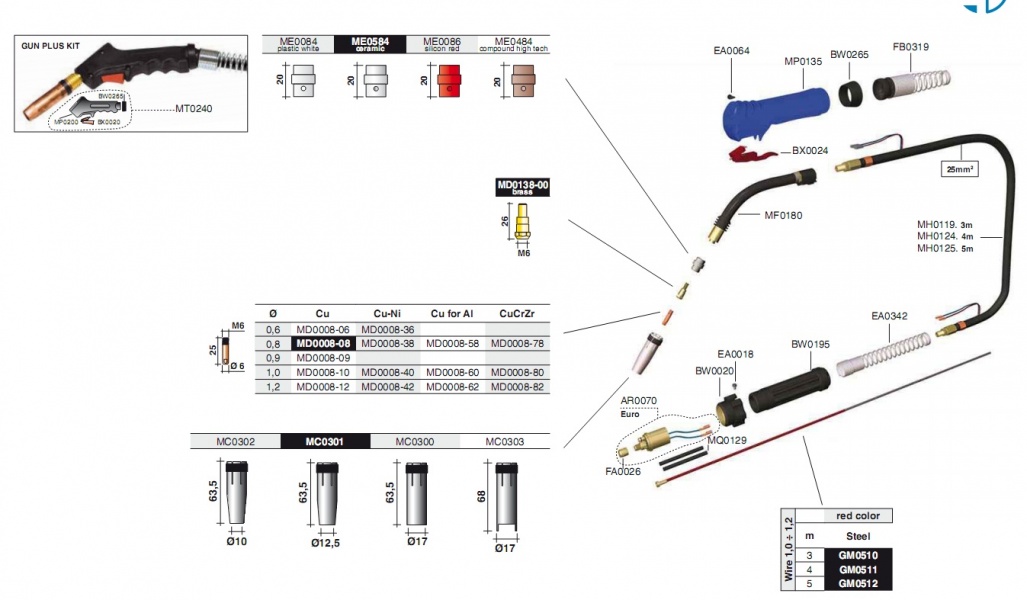 Это полуавтоматическое устройство имеет тенденцию к снижению коэффициентов вариации повторяемости, межоператорской изменчивости и промежуточной точности. Эта недавно доступная платформа может представлять собой интересный вариант, значительно улучшающий характеристики анализов КОЕ, используемых для характеристики гемопоэтических предшественников.
Это полуавтоматическое устройство имеет тенденцию к снижению коэффициентов вариации повторяемости, межоператорской изменчивости и промежуточной точности. Эта недавно доступная платформа может представлять собой интересный вариант, значительно улучшающий характеристики анализов КОЕ, используемых для характеристики гемопоэтических предшественников.
Copyright © 2019 Международное общество клеточной и генной терапии. Опубликовано Elsevier Inc. Все права защищены.
Похожие статьи
- Содержание КОЕ-Mk в иммуноселектированных CD34+ клетках-предшественниках периферической крови, оцененное с помощью адаптированного бессывороточного анализа метилцеллюлозы, является прогностическим фактором восстановления линии тромбоцитов у детей с солидными опухолями.
Буаре Н.
, Канольд Дж., Фуасье М., Бонс Дж.М., Халле П., Рапатель С., Бергер Дж., Пирейр П., Бланза В., Травад П., Боном Дж., Демеок Ф., Бергер М.Г.
Буаре Н. и соавт.
J Hematother Stem Cell Res. 2000 авг.;9(4):525-34. дои: 10.1089/152581600419206.
J Hematother Stem Cell Res. 2000.
PMID: 10982252 - Создание бессывороточных анализов преколониеобразующих единиц для дифференцировки примитивных гемопоэтических клеток-предшественников: сыворотка индуцирует раннюю дифференцировку макрофагов и ингибирует раннюю дифференцировку эритроидных клеток CD34++CD38-.
Виллемс Р., Хенкертс Э., Ленжу М., Нийс Г., Родригус И., Мулин А.С., Слегерс Х., Бернеман З.Н., Ван Бокстале Д.Р. Виллемс Р. и соавт. Энн Хематол. 2001 Январь; 80 (1): 17-25. doi: 10.1007/s002770000227. Энн Хематол. 2001. PMID: 11233770
- Текущие практики и перспективы стандартизации анализа гемопоэтических колониеобразующих единиц: отчет группы клеточной терапии Biomedical Excellence for Safer Transfusion (BEST) Collaborative.
Памфилон Д., Селоги Э., МакКенна Д., Канселас-Перес Дж. А., Щепиорковски З. М., Захер Р., Макманнис Дж., Эйхлер Х., Гарритсен Х., Таканаши М., ван де Уотеринг Л., Стрончек Д., Римс Дж. А. Памфилон Д. и соавт. Цитотерапия. 2013 март; 15 (3): 255-62. doi: 10.1016/j.jcyt.2012.11.013. Цитотерапия. 2013. PMID: 23579058 Бесплатная статья ЧВК.
- Стандартизация анализа CFU-GM: преимущества покрытия фиксированного количества клеток CD34+ в коллагеновых гелях.
Добо И., Пино Д., Робийяр Н., Женевьев Ф., Пиар Н., Зандеки М., Эрмуэ С. Добо I и др. J Hematother Stem Cell Res. 2003 г., 12 октября (5): 543-51. дои: 10.1089/152581603322448259. J Hematother Stem Cell Res. 2003. PMID: 14594511
- Идентификация колониеобразующих единиц дендритных клеток среди нормальных клеток-предшественников CD34+ костного мозга человека, которые размножаются c-kit-лигандом и дают чистые колонии дендритных клеток в присутствии гранулоцитарного/макрофагального колониестимулирующего фактора и фактора некроза опухоли альфа.
Янг Дж.В., Сабольч П., Мур М.А. Янг Дж. В. и др. J Эксперт Мед. 1995 г., 1 октября; 182(4):1111-9. doi: 10.1084/jem.182.4.1111. J Эксперт Мед. 1995. PMID: 7561684 Бесплатная статья ЧВК.
 , Канольд Дж., Фуасье М., Бонс Дж.М., Халле П., Рапатель С., Бергер Дж., Пирейр П., Бланза В., Травад П., Боном Дж., Демеок Ф., Бергер М.Г.
Буаре Н. и соавт.
J Hematother Stem Cell Res. 2000 авг.;9(4):525-34. дои: 10.1089/152581600419206.
J Hematother Stem Cell Res. 2000.
PMID: 10982252
, Канольд Дж., Фуасье М., Бонс Дж.М., Халле П., Рапатель С., Бергер Дж., Пирейр П., Бланза В., Травад П., Боном Дж., Демеок Ф., Бергер М.Г.
Буаре Н. и соавт.
J Hematother Stem Cell Res. 2000 авг.;9(4):525-34. дои: 10.1089/152581600419206.
J Hematother Stem Cell Res. 2000.
PMID: 10982252

Цитируется
2 статьи- Связанная и неродственная аллогенная криоконсервация трансплантата HPC: опыт одного центра в контексте глобальной пандемии COVID-19.
Мфарреж Б., Лемарье К., Граната А., Пальярдини Т., Маленфан К., Линье П., Файс М., Блез Д., Шабаннон К., Кальмельс Б. Мфаррей Б. и соавт. Пересадка костного мозга. 2021 авг;56(8):2013-2015. doi: 10.1038/s41409-020-01208-3. Epub 2021 12 апр. Пересадка костного мозга. 2021. PMID: 33846562 Бесплатная статья ЧВК. Аннотация недоступна.
- Автоматизация, мониторинг и стандартизация производства клеточных продуктов.
Дулькероглу М.Н., Ди Нубила А., Ниссинг Б., Кениг Н., Шмитт Р.Х., Дамен Дж., Силвасси С.Дж., Чанг В., Чонтос Л., Луис С., Кугельмайер П., Ронфард В., Байон Ю., Зейголис Д.И. Дугкероглу М.Н. и соавт. Фронт Биоэнг Биотехнолог. 2020 14 июля; 8:811. doi: 10.3389/fbioe.2020.00811. Электронная коллекция 2020. Фронт Биоэнг Биотехнолог. 2020. PMID: 32766229 Бесплатная статья ЧВК. Обзор.

термины MeSH
- Антигены, CD34/метаболизм
- Анализ колониеобразующих единиц / инструментарий*
- Анализ колониеобразующих единиц / методы
- Гемопоэтические стволовые клетки / цитология*
- Гемопоэтические стволовые клетки / метаболизм
Укажите
КопироватьФормат: ААД АПА МДА НЛМ
Разница между автоматическим и полуавтоматическим оружием
Полиция заявила, что в номере убийцы в Лас-Вегасе было 23 единицы огнестрельного оружия, но еще не описала в деталях оружие или виды оружия, использовавшиеся в октябре. 1, 2017, съемки.
1, 2017, съемки.
В PolitiFact мы не будем спекулировать и будем обновлять этот пост по мере того, как узнаем больше.
Но стрельба, в результате которой погибло более 50 человек и более 500 получили ранения, вновь выявила различие в огнестрельном оружии, которое важно знать: разницу между автоматическими и полуавтоматическими винтовками.
Какая разница?
Проще говоря, «полуавтоматический» относится к любому огнестрельному оружию, предназначенному для выстрела одной пулей одним нажатием на спусковой крючок, затем автоматически перезаряжает патронник из магазина и снова готов к стрельбе.
Этот термин относится ко всему спектру современного огнестрельного оружия, от охотничьих и целевых винтовок до так называемых черных винтовок, которые выглядят как солдатские. Аргументы о контроле над оружием часто сосредоточены на черных винтовках, но различия между ними и любой другой полуавтоматической винтовкой часто носят косметический характер. Все полуавтоматические ружья в основном работают одинаково.
Автоматическое оружие, которое часто называют пулеметами, отличается тем, что однократное нажатие на спусковой крючок стреляет патронами до тех пор, пока стрелок не отпустит его.
В то время как полуавтоматические винтовки широко доступны, полностью автоматическое оружие недоступно. Вы, , все еще можете купить автоматическое оружие, но его продажа и владение строго регламентированы и чрезвычайно дороги.
Продажа автоматического оружия была ограничена в Соединенных Штатах после принятия в 1934 году Национального закона об огнестрельном оружии. Правила, введенные в действие в 1986 году, значительно усложнили гражданским покупателям получение автоматического оружия.
Вы по-прежнему можете приобрести автоматическое оружие, потому что существующее оружие, выпущенное до 19 мая 1986 года, устарело.Это составляет около 300 000 зарегистрированных единиц автоматического оружия, которое может стоить тысячи долларов за штуку из-за его ограниченной доступности.
Вообще говоря, с тех пор производителям не разрешалось создавать новые автоматические винтовки для продажи населению.
Чтобы купить полностью автоматическую винтовку, предполагаемый владелец должен заплатить Бюро по алкоголю, табаку и огнестрельному оружию 200 долларов и пройти федеральную проверку биографических данных, которая не покажет никаких сведений о насилии в семье или осуждении за уголовные преступления.Процесс может занять месяцы.
Некоторые штаты, такие как Калифорния, Айова и Канзас, запрещают частное владение автоматическим оружием при любых обстоятельствах. Но многие штаты, в том числе Невада, разрешают это, если владелец соблюдает федеральные правила.
«Большинство людей могут купить автоматы во многих штатах», — сказал PolitiFact юрист и эксперт по огнестрельному оружию из Мичигана Стивен Ховард. «Но, и это одно из тех классических больших «но», они должны пройти проверку биографических данных ФБР, которая настолько тщательна, как если бы вы получали допуск, чтобы стать федеральным агентом. »
»
С 1994 по 2004 год действовал федеральный закон, запрещавший продажу некоторых видов нового полуавтоматического оружия, в том числе некоторых типов полуавтоматических винтовок. Он также установил ограничение на магазины большой емкости. Закон был принят сроком на 10 лет и не был продлен Конгрессом по истечении срока его действия.
Полуавтоматические переделки
Мы пока не знаем, использовал ли автомат или приобрел ли он на законных основаниях автоматическую винтовку.Но, похоже, у стрелка был доступ к другому варианту.
Полиция заявила, что он модифицировал 12 единиц оружия с помощью устройства, называемого «отбойным прикладом», которое позволяло полуавтоматическому оружию вести огонь со скоростью, аналогичной автоматическому. Власти не предоставили более подробной информации о 23 единицах оружия в номере отеля, в том числе о том, сколько винтовок или пистолетов, а также о том, что это за оружие.
Хотя модификация механики полуавтоматического ружья, позволяющая вести автоматический огонь, является незаконной, ударные или затворные приклады не противоречат закону. Вместо того, чтобы изменять внутренние механизмы оружия, они используют отдачу оружия, чтобы заставить палец пользователя неоднократно нажимать на спусковой крючок, посылая огонь в быстром темпе.
Вместо того, чтобы изменять внутренние механизмы оружия, они используют отдачу оружия, чтобы заставить палец пользователя неоднократно нажимать на спусковой крючок, посылая огонь в быстром темпе.
Эти одобренные правительством устройства позволяют полуавтоматическим винтовкам имитировать стрельбу из пулемета.
Существуют и другие законные способы достижения того же эффекта. Устройство, известное как активатор спускового крючка, представляет собой рукоятку или подобное устройство, которое вставляется в спусковую скобу и многократно нажимает на спусковой крючок.
Существует множество других вариантов, таких как спусковые механизмы, которые работают так же, как ударные приклады, или даже громоздкая перчатка, которая будет активировать спусковой крючок снова и снова.
«Есть обходные пути, которые вы можете легко найти в Интернете», — сказал профессор права Калифорнийского университета в Лос-Анджелесе Адам Винклер. «Они, как правило, сложны в использовании, но они доступны».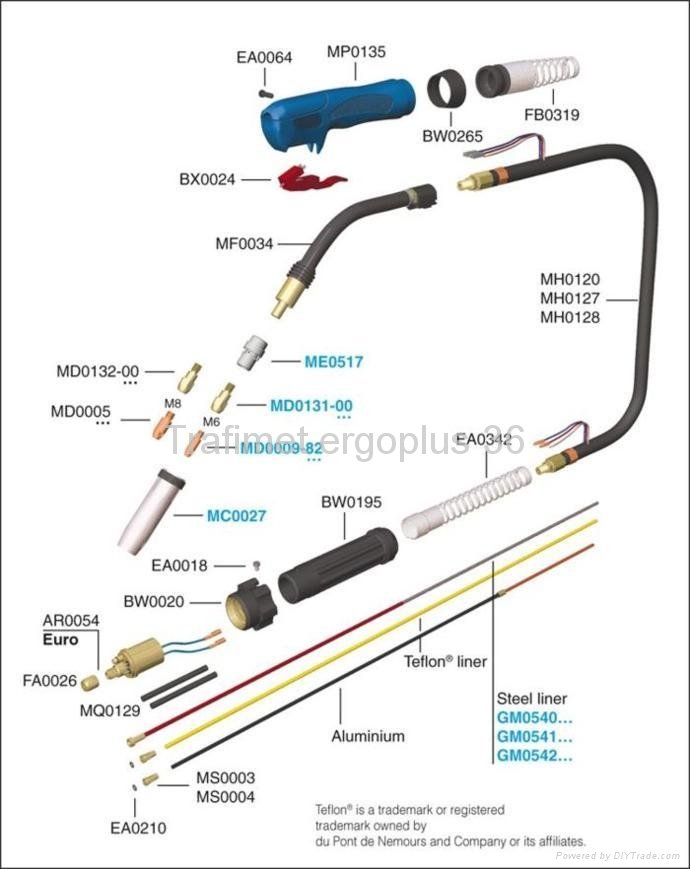
Примечание редактора, 4 октября 2017 г.: Эта статья была дополнена полицейской информацией о количестве оружия, часть которого была оснащена отбойными прикладами.
Полуавтоматическое устройство Zoll AED 3
Полуавтоматическое устройство Zoll AED 3Полуавтоматическое устройство Zoll AED 3
При внезапной остановке сердца лучшим шансом на выживание пострадавшего является немедленная сердечно-легочная реанимация и помощь спасателя с автоматическим внешним дефибриллятором (АНД).Дефибриллятор ZOLL AED 3® лидирует с технологией Real CPR Help®, которая обеспечивает обратную связь в режиме реального времени, помогая спасателям проводить высококачественную СЛР.
Благодаря технологии RapidShock Analysis™ выполняется самый короткий в отрасли анализ ритма для более непрерывной спасательной СЛР. Небольшой компактный размер делает его идеальным решением для любого размера сосуда или приложения.
<ул> /media/208150/полуавтоматический AED-плюс.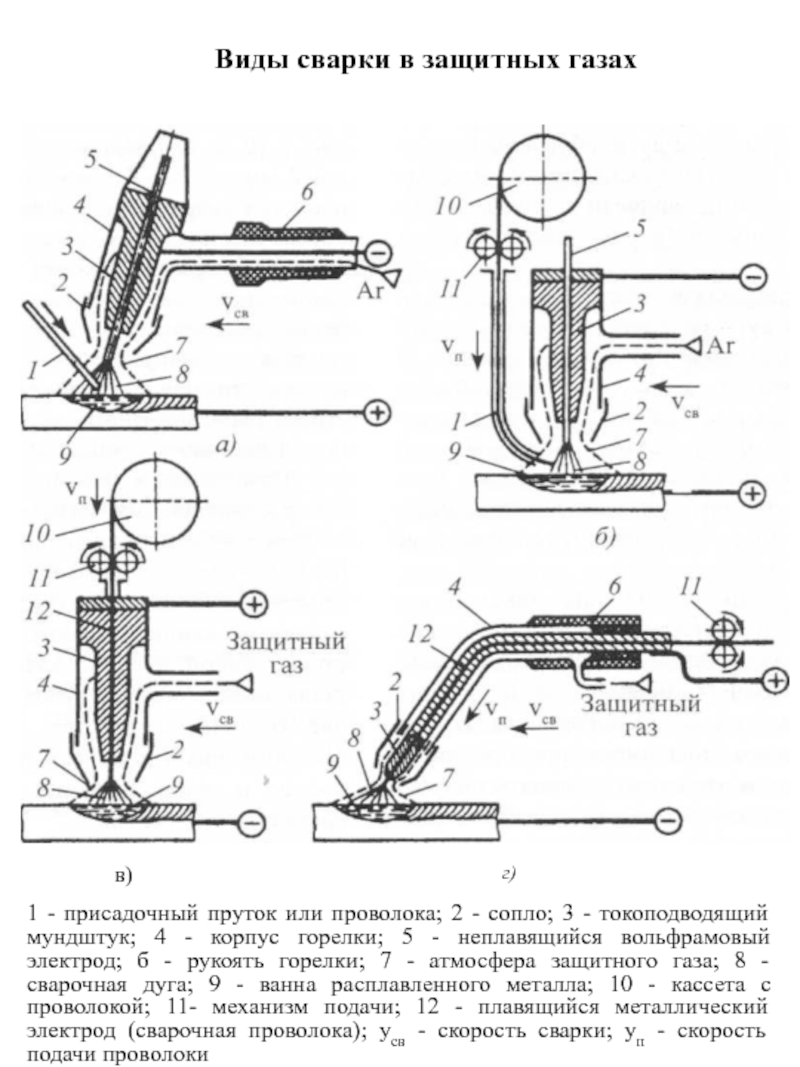 jpg
jpg
Обзор продукта
Артикул продукта: FADFIBZAED3SA
Обзор продукта
При внезапной остановке сердца лучшим шансом пострадавшего на выживание является немедленная СЛР и помощь спасателя с автоматическим внешним дефибриллятором (АНД).Дефибриллятор ZOLL AED 3® лидирует с технологией Real CPR Help®, которая обеспечивает обратную связь в режиме реального времени, помогая спасателям проводить высококачественную СЛР.
Благодаря технологии RapidShock Analysis™ выполняется самый короткий в отрасли анализ ритма для более непрерывной спасательной СЛР. Небольшой компактный размер делает его идеальным решением для любого размера судна или приложения.
- ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
- Доступны полностью и полуавтоматические версии
- Динамические реанимационные изображения и полноцветный дисплей
- Универсальная конструкция подушечек, предлагающая решение для лечения как взрослых, так и детей, пострадавших от струпа, с использованием одного и того же набора электроподушечек
- Подключение к Wi-Fi, позволяющее легко управлять устройством пользователя через облако
- Реальная помощь по cpr с голосовыми и текстовыми подсказками, а также обратной связью по скорости и глубине
- 8-секундная пауза перед разрядом
- Конфигурация сенсорного экрана
- Активация простого дочернего режима
- 5-летний срок службы смарт-батареи в режиме ожидания
Главный офис, Финсбери-сквер, 12,
4-й этаж
Лондон,
Объединенное Королевство,
EC2A 1AS
Связаться с нами
против полуавтоматической: какую выбрать?
Выбрать одну из сотен доступных эспрессо-машин достаточно сложно. Но похоже, что маркетологи хотят еще больше усложнить задачу со всеми своими сходными терминами.
Но похоже, что маркетологи хотят еще больше усложнить задачу со всеми своими сходными терминами.
Автоматический, полностью автоматический, полуавтоматический, суперавтоматический…. Что все это значит?
Прежде чем паниковать, продолжайте читать. Мы во всем разберемся и поможем выбрать то, что подходит именно вам.
Что такое полностью автоматическая эспрессо-машина?
Несмотря на то, что этот тип эспрессо-кофеварки называется «полностью автоматической», вам все равно придется выполнять некоторые операции. Вам нужно будет смолоть зерна, взвесить правильную дозу в порта-фильтре и утрамбовать молотый кофе.
Полностью автоматический кофеварка эспрессо автоматизирует время приготовления напитка. Он использует расходомер для измерения количества воды, проходящей через шайбу, и автоматически останавливается, когда проходит нужное количество воды. Вот подробная статья о том, как работает автоматическая кофеварка.
Расходомер ОТЛИЧАЕТ ЕГО от полуавтомата.
Если вы ищете эспрессо-кофеварку, которая делает все, от помола до вспенивания молока, одним нажатием кнопки, вам нужна суперавтоматическая кофеварка.
Что такое полуавтоматическая эспрессо-машина?
Полуавтоматическая машина очень похожа на полностью автоматическую, но с одним ключевым отличием.
Нет расходомера. Вы несете ответственность за время выстрела.
В остальном процесс такой же. Вы перемалываете бобы, взвешиваете правильную дозу и вбиваете шайбу в портофильтр. Затем вы начинаете выстрел, контролируете его и останавливаете в нужное время.
Многие профессиональные бариста и домашние пользователи предпочитают этот стиль, потому что они чувствуют себя более вовлеченными в процесс приготовления эспрессо и имеют больший контроль над шотом. Разработка машин, обеспечивающих баланс между контролем, удобством и постоянством, является источником напряженности в кофейной индустрии (1).
Разработка машин, обеспечивающих баланс между контролем, удобством и постоянством, является источником напряженности в кофейной индустрии (1).
Результатом этого напряжения является новая волна чрезвычайно дорогих полуавтоматических машин красивого дизайна для крафтового кофейного сервиза на горизонте
Постоянные инновации определяют конкурентоспособность этих машин. По этой причине полуавтоматические машины популярны в коммерческих условиях, где они часто имеют несколько групповых головок для быстрой последовательности выстрелов.
Итак, какой выбрать?
Оба типа кофеварок могут приготовить высококачественный эспрессо, поэтому выбор зависит от вашего бюджета, утренней рутины и предпочтений в напитках.
Преимущество полуавтоматической кофемашины заключается в том, что вы больше вовлечены в процесс и лучше контролируете приготовление эспрессо.
Если вы считаете приготовление идеальной порции эспрессо ремеслом, которым стоит овладеть, вы оцените это. Полуавтоматические машины также обычно МЕНЬШЕ ДОРОГО.
Полуавтоматические машины также обычно МЕНЬШЕ ДОРОГО.
Напротив, полностью автоматическая машина ставит удобство выше контроля. Они идеальны, если у вас плотный график и вам нужно многозадачность по утрам. Вы можете приготовить эспрессо и заняться другими делами, не беспокоясь об остановке кофемашины. Однако за это удобство приходится платить. Полностью автоматические машины, как правило, БОЛЕЕ ДОРОГО.
Заключительные мысли
Мы не можем решить дилемму между автоматической и полуавтоматической эспрессо-кофемашиной, сказав, что обе они готовят вкусные порции эспрессо.Что совершенно верно.
Если вы цените процесс приготовления эспрессо и у вас есть на это время, мы рекомендуем полуавтоматическую кофемашину. С другой стороны, если утром у вас есть миллион дел, стоит потратить немного больше на полностью автоматическую машину.
Часто задаваемые вопросы
Стоит ли покупать суперавтоматические эспрессо-машины?
Суперавтоматическая эспрессо-машина того стоит, если у вас больше денег, чем времени. Их дорого покупать и обслуживать, но они невероятно удобны по утрам.Но, в конце концов, все сводится к вашим личным предпочтениям. Вы также можете ознакомиться с нашим сравнением двух известных производителей автоматических эспрессо-машин: Saeco и DeLonghi.
Их дорого покупать и обслуживать, но они невероятно удобны по утрам.Но, в конце концов, все сводится к вашим личным предпочтениям. Вы также можете ознакомиться с нашим сравнением двух известных производителей автоматических эспрессо-машин: Saeco и DeLonghi.
Как долго прослужит кофеварка эспрессо?
Автоматическая эспрессо-кофеварка должна прослужить от 5 до 10 лет при правильном обслуживании. Для правильного ухода за ним необходимо регулярно очищать его и удалять накипь. Глубокая очистка вашей машины раз в месяц продлит срок ее службы. Ручные машины могут служить гораздо дольше.
Что такое ручная кофеварка для эспрессо?
Ручная кофеварка не имеет электрического насоса.Вместо этого бариста должен создавать давление с помощью рычага. Вам нужно прокачать рычаг, чтобы произвести необходимые 9 баров
Для получения более подробной информации ознакомьтесь с этой статьей о ручных и автоматических эспрессо-машинах.
Каталожные номера
- Бьюкенен, М. (9 апреля 2013 г.). Перед кофейными капсулами. Получено с https://www.newyorker.com/tech/annals-of-technology/before-the-coffee-pods
 (9 апреля 2013 г.). Перед кофейными капсулами. Получено с https://www.newyorker.com/tech/annals-of-technology/before-the-coffee-pods
(9 апреля 2013 г.). Перед кофейными капсулами. Получено с https://www.newyorker.com/tech/annals-of-technology/before-the-coffee-podsПолуавтоматическое оборудование для визуального контроля — Stevanato Group
Полуавтоматическое оборудование для визуального контроля — Stevanato Group
Инспекционные машины для ампул, флаконов, флаконов для инфузий, картриджей и шприцев.Полуавтоматическое оборудование для визуального контроля – Stevanato Group
Главная — Интегрированные решения для фармацевтики и здравоохранения — Stevanato Group > Предложение — Stevanato Group > Решения для визуального контроля фармацевтической продукции — Stevanato Group > Полуавтоматическое оборудование для визуального контроля — Stevanato Group
Ваш интеллектуальный помощник при визуальном осмотре
Наши полуавтоматические инспекционные машины серии PWL предназначены для простого и эффективного решения проблем, связанных с ручными процессами инспекции, обеспечивая гораздо более простое использование для операторов.
Шприцы PWL
Серия PWL предназначена для простой и эффективной проверки флаконов, ампул, картриджей и шприцев, содержащих жидкости для инъекций, порошки или лиофилизированные продукты. Системы обработки могут ускорить проверку для плавной интеграции в производственную линию.
Обзор
Подходит для следующих проверок: частиц, косметических дефектов, качества укупорки, поверхности стекла, горлышка, дна, плечевой зоны, опрессовки флаконов, кончиков ампул и т.д.
| Контейнеры | флаконы, ампулы, картриджи, флаконы для инфузий | шприцы |
| Проверяемые продукты | жидкость для инъекций, порошок, лиофилизированный, сублимированный продукт | |
| Скорость | 6.000 (рекомендуемая максимальная производительность: 3000 шт./ч) | |
Характеристики
Компактный размер
Непрерывное движение
Источники света, установленные сверху, сзади и снизу
Фоновые фильтры: черные и белые поляризованные фильтры для размещения на увеличительной линзе (в зависимости от проверяемого продукта)
Доступно разделение дефектов по категориям
Сменные детали, оптимизированные для быстрой замены
21CFR11 — Журнал аудита — cGMP и GAMP5
Машина визуального контроля PWL серии
Предназначен для поддержки ваших операторов
- Операторы: по одному на кабину – возможна установка двух кабин вплотную друг к другу
- Увеличительная линза
- Наклон объектов: 20°- 30° доступно
- Системы отбраковки: ручная или автоматическая
- Рабочая высота: 900 ±25 мм
- Светодиодные источники света с полной регулировкой интенсивности
- Свет Тиндаля: специальный источник света, делающий отражающие частицы более заметными
- Регулируемые зеркала, устанавливаемые под и над полосой движения контейнеров
- Панель управления: 17-дюймовый цветной сенсорный монитор с внешней клавиатурой
Серия PWL, полуавтоматические контрольно-измерительные машины
PWL_SY_4
Визуальный осмотр полуавтоматического оборудования
PWL_SY_2
Конфигурация шприцев
- Шприцы проверяются иглой вверх, это позволяет избежать скрытых частиц под колпачком
- Также доступно подключение для автоматического деэстеринга и ренестеринга
Заинтересованы в полуавтоматическом оборудовании?
Отправить запрос
ПОЛУЧИТЬ ПРЕДЛОЖЕНИЕ
В чем разница между ручными, полуавтоматическими, автоматическими и полностью автоматическими фальцевально-склеивающими машинами?
Если вы производитель картонных коробок или гофрированного картона и хотите добавить к своему фальцевально-склеивающему устройству фальцевально-склеивающий укладчик или укладчик фальцевально-склеивающих устройств, вы, вероятно, сталкивались с несколькими решениями на рынке.Сборочные столы, полуавтоматические сборщики, справочные станции по упаковке, упаковщики Folder-Gluer и укладчики Folder-Gluer — это лишь некоторые примеры многих решений, представленных на рынке.
Различные поставщики упаковочного оборудования предлагают различные решения с различными функциями, возможностями и уровнями автоматизации.
Из всех этих вариантов, какой упаковщик/укладчик папок-склейщиков подходит именно вам?
Как вы выбираете лучшую упаковочную систему для нужд вашей компании, производства и бюджета?
Правда….Ваш выбор упаковочной системы зависит от того, какой уровень автоматизации требуется вашей фальцевально-склеивающей линии.
Другими словами, выбор фальцевально-склеивающего упаковщика или укладчика зависит от того, насколько вы хотите автоматизировать процесс упаковки.
В этой статье будут рассмотрены различные уровни автоматизации, представленные на рынке, и их сравнение друг с другом, чтобы вы могли определить, какой упаковщик для склеивания папок лучше всего подходит для вас.
Ручные, полуавтоматические, автоматические и полностью автоматические упаковщики: в чем разница?
«Должен ли я использовать ручную помощь/помощь для упаковки, такую как стол для сбора или полностью автоматический упаковщик?»
Этот вопрос — вопрос № 1, который производители коробок, такие как вы, задают нам, когда ищут фальцевально-склеивающий укладчик или фальцевально-склеивающий укладчик.
И реальность такова, что этих двух вариантов больше.
На самом деле, ручная упаковка и полностью автоматические упаковщики представляют собой два противоположных конца спектра автоматизации, но между ними есть много других решений, о которых большинство компаний уклоняется от упоминания.
И это только потому, что они хотят продать вам свои более дорогие машины.
Все машины на рынке делятся на 4 уровня автоматизации: ручная упаковка, полуавтоматическая упаковка, автоматическая упаковка и полностью автоматическая упаковка.
И это касается препакеров, упаковщиков, штабелеукладчиков и префидеров.
Прежде чем мы объясним разницу между этими четырьмя уровнями автоматизации, важно, чтобы вы знали, что определения этих четырех уровней являются нашими собственными определениями, а не словарными определениями.
Они всегда относительно того, что происходит после папки-склейки. Тем не менее, эти 4 уровня автоматизации являются «неофициально принятыми» категориями отраслевых стандартов, которые группируют различные типы упаковщиков фальцевально-склеивающих устройств (или упаковочных систем).
Имеет смысл? Давайте погрузимся прямо в!
1. Ручная упаковка
Категория «Вручную» — это начальная точка операции фальцевально-склеивающей, где весь процесс упаковки выполняется вручную.
На самом низком уровне ручной категории клиенты будут упаковывать прямо на конце компрессионного ремня фальцевально-склеивающей машины.
Другими словами, они собирали группу людей на конце компрессионного ремня клея и просили их собраться как можно быстрее.К счастью, мы редко видим, что это происходит больше.
Кроме того, у клиентов обычно есть самые простые столы из дерева или нержавеющей стали и «наклонные держатели/подставки», используемые для наклона ящиков, которые должны быть упакованы вместе с коробками.
Пример этого, который мы видели во время посещения одного из наших клиентов, показан на изображении ниже:
Персонал упаковывает коробки в ящики на основном столе с помощью «наклонного держателя/подставки», используемого для наклона ящиков.
Первым шагом вперед будет добавление конвейера после компрессионной ленты фальцевально-склеивающей машины, чтобы ваш персонал по упаковке мог накапливать больше коробок на метр конвейера.Этот конвейер называется «накопительным конвейером».
Накопительный конвейер снижает скорость гонта и позволяет увеличить количество коробок за тот же период времени. Это более эргономично, легче поддерживать скорость и гораздо удобнее работать с несколькими людьми.
Следующим шагом будет переход от обычных столов с наклонными держателями/подставками к «настоящим наклонным столам».
На 3D-изображении ниже показан настоящий наклонный стол:
Трехмерное графическое представление «настоящих поворотных столов.
Как правило, на этом этапе эти поворотные столы еще не имеют ни автоматики, ни пневматики, а только подставку, удерживающую коробку, которую можно протолкнуть на конвейер.
Чаще всего мы видим такие поворотные столы, которые изготавливаются локально из дерева или нержавеющей стали и используются для удержания ящиков, чтобы они были наклонены под углом. Целью наклона ящиков является предотвращение падения коробок при помещении в ящик.
Еще одним шагом вперед будет добавление функции поворота коробок.
Эта функция поворота коробок позволяет поворачивать коробки на 90° влево или на 90° вправо и контролировать ориентацию коробки в соответствии с требуемой конфигурацией упаковки коробок. Если не повернуть, ваши коробки встанут в вертикальном положении, что потребует от вас ручного поворота их на 90 °, чтобы поместить их в ящик.
То, что на самом деле делает переворачиватель коробок, так это размещает/ориентирует коробки таким образом, чтобы упаковщики могли облегчить упаковку.
🔍
Рекомендовано : Хотите узнать больше о том, что такое устройство для переворачивания коробок и какие преимущества оно дает в процессе упаковки? Ознакомьтесь с разделом «Что такое Box Turner и действительно ли он мне нужен?»После выполнения всех предыдущих шагов у вас теперь будет самая распространенная машина «Помощь по упаковке» или «Помощь по упаковке» в категории «Руководство»: Стол для сбора.
Ниже показано изображение стола для сбора в действии от одного из наших клиентов:
Стол для сбора, который мы видели во время одного из наших визитов на завод клиента.
Bobst’s Handypack GT, KBA Duran’s Omega Pack Station и Tünkers’ FAS 480 — вот некоторые примеры наиболее широко представленных коллекционных столов в западных странах.
В IMPACK наши столы для сбора являются «станциями помощи по упаковке»
Самые популярные коллекционные столы на рынке имеют прямой угол слева или справа с функцией поворота ящика и той или иной формой наклонного стола (будь то обычный стол или настоящий наклонный стол).
Уровень автоматизации наклонного стола всегда зависит от спецификаций продукта каждой соответствующей компании.
Некоторые предлагают больше возможностей, чем другие. Узнайте у своего поставщика упаковочного оборудования технические характеристики наклонного стола и уровень автоматизации.
Но, как и в случае с традиционной ручной упаковкой, вам все равно придется вручную упаковывать коробки на сборочный стол и самостоятельно закрывать клапаны, заклеивать их и извлекать. Это полностью ручная работа без участия кейс-менеджмента.
Другими словами, хотя столы для сбора представляют коробки в лучшем виде для упаковщика, чтобы упаковать коробки в коробку, они не автоматизированы и не имеют какой-либо автоматизации. Если компания предлагает автоматизированное закрытие клапанов и заклеивание лентой своих сборочных столов, то это дополнительные конфигурации, предоставляемые сторонними поставщиками.
Столы для сбора, как правило, не имеют автоматизации и предполагают полностью ручную работу.
Короче говоря, столы для сбора просто служат вспомогательным средством для упаковки в традиционном ручном процессе упаковки.
Возможность управлять полным рядом ящиков одним движением, а не ограниченными партиями, является решающим моментом между ручными и полуавтоматическими категориями.
Например, возможность перемещать 200 коробок в ящик — одним движением — вместо того, чтобы перемещать несколько небольших партий из 50 коробок или столько коробок, сколько позволят вам поднять руки, — это самый первый шаг к полу- автоматизация.
Зная это, интеграция запечатывания коробок в процесс упаковки — это то, что продвигает иглу в категорию полуавтоматов.
🚀 Краткое описание: ручная упаковка — это когда весь процесс упаковки выполняется вручную. Добавление периферийных устройств, таких как накопительные конвейеры, наклонные столы, переворачиватели коробок и т. д., будет служить «помощью при упаковке» или «помощью при упаковке», чтобы предложить вашим операторам более эффективное обращение с коробками. Тем не менее, Collecting Tables не включает в себя автоматизацию, управление делами и полностью ручную работу. Самым популярным помощником/помощью для ручной упаковки является Стол для сбора. Столы сбора IMPACK — это «Станции помощи по упаковке».
2. Полуавтоматическая упаковка
Мы начинаем говорить о полуавтоматическом процессе после того, как упаковщик или укладчик папок-склейщиков включает в себя хотя бы одну автоматизированную функцию.
Это означает, что оператор полуавтоматического упаковщика/штабелера остается ключевым фактором процесса упаковки, но с помощью как минимум одной автоматической функции.
Например, для упаковщика IMPACK Ergosa эта автоматическая функция является системой управления делами. То есть Ergosa является полуавтоматической, поскольку включает в себя автоматизированный процесс управления делами.
IMPACK’S Ergosa: полуавтоматический упаковщик с характеристиками автоматического упаковщика. (Примечание: эта конкретная Ergosa A была изготовлена на заказ в размере XL для одного из наших клиентов и намного больше, чем наша стандартная Ergosa A).
Первым этапом автоматизации в этой категории по умолчанию будет управление ящиками, т. е. наличие автоматизированного способа извлечения ящиков, складывания клапанов (вручную или автоматически) и подачи их на заклейщик ящиков.
Можно возразить, что наличие нескольких ручных сборочных столов, на которых все заполненные ящики с каждой станции сходятся к одному автоматическому заклейщику ящиков, управляющему клапанами, также является полуавтоматическим упаковщиком.
С этим можно согласиться. Это, безусловно, веский аргумент, и это то, что мы очень часто видим при посещении сайтов клиентов.
Но использование многогранности человека на столе для коллекционирования не ограничивается управлением делами. Существует множество способов еще больше расширить масштабы автоматизации и повысить производительность вашего фальцевально-склеивающего устройства.
Некоторые примеры включают в себя наличие автоматического толкателя для заполнения ящиков, интеграцию автоматического устройства подсчета и разделения для подсчета ящиков, добавление модуля автоматического пакетного инвертирования для ящиков с замком / автоматическим дном, включение машины для сборки ящиков и т. д. .
Некоторые полуавтоматические фальцевально-склеивающие упаковщики более автоматизированы, чем другие.
Учитывая, что на рынке почти нет известных фальцевально-склеивающих упаковщиков, которые можно было бы отнести к полуавтоматическим упаковщикам, в качестве примера возьмем наш полуавтоматический упаковщик Ergosa.
В серии IMPACK Ergosa есть две версии: Ergosa A и Ergosa C.
Ergosa A предлагает 2 режима упаковки:
«Горизонтальный режим» для коробок малого и среднего размера, включая прямые линии, 4 и 6 углов с возможностью многорядной и многослойной упаковки.
Режим «Pick & Place (или Manual)» для сложных ящиков, требующих постоянной регулировки и исправления, а также ящиков с аварийной блокировкой/автодном.
Ergosa C предлагает те же 2 режима упаковки, что и выше, + 1 дополнительный дополнительный режим упаковки и несколько дополнительных преимуществ:
«Вертикальный режим» с модулем PerPack для коробок среднего и большого размера, включая коробки с прямыми линиями, 4-угольными, 6-угольными и ящиками с аварийным замком/автоматическим дном (если используется модуль пакетного инвертирования MFA) с одним или двухрядные, однослойные возможности упаковки.
Универсальность и модульность катка Ergosa дает вам возможность индивидуальной настройки вашей машины и увеличения объема вашей автоматизации за счет добавления или исключения нескольких режимов и опций.
Это означает, что у вас есть возможность добавлять и удалять любой из вышеупомянутых режимов в зависимости от ваших производственных требований. Таким образом, вам никогда не придется платить за конкретный режим, который вы никогда не будете использовать.
Таким образом, с каждым дополнительным режимом (горизонтальный режим, вертикальный режим и режим Pick & Place) и (или) добавленной пользовательской конфигурацией вы увеличиваете объем своей автоматизации в полуавтоматической категории.
После добавления всех трех режимов (или их комбинации) вы можете еще больше повысить уровень автоматизации, интегрировав модуль INTRO в Ergosa для разделения. Это позволяет полностью автоматизировать подсчет и разделение коробок.
Наивысший уровень автоматизации в полуавтоматической категории будет заключаться в добавлении модуля пакетного инвертирования MFA к упаковщику Ergosa C в вертикальном режиме для обработки ящиков с аварийным замком/автоматическим дном.
Здесь вы действительно можете использовать ловкость оператора.
Ящики с аварийным замком/автоматическим дном могут быть разных форм, разновидностей, типов и размеров с множеством возможностей блокировки и множеством способов перемещения ящиков.
Следовательно, чтобы робот справился со всем этим без сбоев, практически невозможно.
Ну, может быть, и не «невозможно» само по себе, учитывая, что в 2020 году НАСА уже запустило космический корабль на Марс, но это сложно, дорого и подходит только для определенных видов производства.
Таким образом, вы абсолютно не можете обрабатывать сложные коробки (например, коробки с замком или автоматическим дном) с бюджетным диапазоном полуавтоматического упаковщика с использованием автоматического упаковщика.
Чем больше вы пытаетесь автоматизировать человека, тем сложнее и дороже это становится.
Это то, что приводит нас в категорию автомобилей!
🚀 Краткое описание: Полуавтоматический упаковщик представляет собой фальцевально-склеивающий упаковщик, предлагающий полуавтоматический процесс упаковки. Он включает как минимум одну автоматизированную функцию, и оператор по-прежнему является ключевым фактором процесса упаковки, но с помощью как минимум одной автоматической функции.
Универсальность и модульность полуавтоматического упаковщика позволяют настроить машину по индивидуальному заказу и повысить уровень ее автоматизации в соответствии с вашими производственными задачами.«Ergosa» — это полуавтоматический упаковщик IMPACK с производительностью автоматического упаковщика, и это наш самый продаваемый фальцевально-склеивающий упаковщик.
🔎 Рекомендовано:
Хотите узнать больше о катке IMPACK Ergosa, его особенностях и преимуществах? Прочитайте «Что такое упаковщик Ergosa от IMPACK и как он может улучшить мой процесс упаковки?»
Хотите знать, какой режим упаковки упаковщика Ergosa лучше всего подходит для каких типов коробок? Ознакомьтесь с разделом «Каковы 3 основных режима упаковки Ergosa Packer и какой режим лучше всего подходит для моего производства?»
3.Автоматическая упаковка
Virtuo от IMPACK: высокопроизводительный автоматический фальцевально-склеивающий упаковщик и один из немногих упаковщиков на рынке, который может работать как с картоном, так и с гофрокартоном.
Время для полной откровенности:
По правде говоря, многие клиенты приходят в восторг, когда компании предлагают и обсуждают решения по автоматизации и полной автоматизации.
И это может быть легкой продажей для нас, поставщиков упаковочного оборудования, движимых чистым искушением клиента, чтобы робот выполнял всю работу, но это восприятие в теории.
На практике все обстоит иначе, и мы хотим убедиться, что вы знаете об этом, прежде чем брать на себя обязательство какого-либо поставщика упаковочного оборудования.
Вы можете добавить столько автоматических функций, сколько захотите, к полуавтоматическому фальцевально-склеивающему упаковщику, но реальность такова, что до тех пор, пока оператор активно участвует в процессе упаковки, это все еще полуавтоматический процесс.
Теперь это становится автоматизированным процессом, когда участие оператора строго ограничено фоновыми задачами, такими как загрузка упаковщика фальцевально-склеивающих материалов пустыми ящиками или управление полными ящиками.
Хотя их участие ограничено, оператор все же присутствует. Люди по-прежнему являются частью автоматического процесса.
И если кто-то говорит вам обратное, то, скорее всего, он дезинформирован.
Из соображений эффективности или эргономики человек по-прежнему присутствует и усердно работает в автоматическом процессе.
Да — вся основная работа, в том числе укладка всех коробок в ящик, теперь выполняется машиной автоматически, но так же, как и при полуавтоматическом процессе, в автоматическом процессе оператор по-прежнему присутствует.
Они все еще на месте,
Они по-прежнему входят в стоимость,
Они все еще на зарплате,
Это один и тот же человек с той же должностью, выполняющий (более или менее) одну и ту же работу в соответствии с одним и тем же описанием работы.
И это относится к упаковщику IMPACK Virtuo или любому другому популярному на рынке автоматическому упаковщику, такому как CartonPack, Diana Packer или J-Pack.
Итак, вот вам интересный вопрос 👇:
Если для работы с автоматическим фальцевально-склеивающим упаковщиком требуется оператор, как и с полуавтоматическим фальцевально-склеивающим упаковщиком, и вы можете достичь такой же скорости автоматического упаковщика с полуавтоматическим упаковщик, почему вы должны платить более высокую цену за автоматический упаковщик?
На рынке нет упаковщика, который мог бы полностью копировать движения руки человека.Для человека так естественно поднимать коробку из гальки, когда возникает проблема.
И, надо признать, так же легко вообразить себе автоматизацию движений рук оператора, но когда вы начинаете думать об задействованной механике, к вам приходит печальное осознание того, что роботу практически невозможно скопировать все эти движения. естественные движения человека.
Можно возразить, что есть полностью автоматизированные роботы для укладки на поддоны, которые могут имитировать большинство движений человека, и это бесспорно правильно.
Но вам важно знать, что в этих проектах объем очень четко определен, всегда один и тот же, никогда не меняется, всегда точен и совершенен.
Что произойдет, если потребуется небольшая модификация?
Робот полностью выходит из строя.
Но человек просто приспособится: Коробка торчит или выдвинута вперед… Человек может своими руками починить.
Вы просто не можете автоматизировать каждое действие человека.
Мы организуем все вокруг упаковщика папок-склейщиков, чтобы процесс был максимально автоматизирован и эффективен, но мы полагаемся на человека, чтобы сделать это возможным.
Конечно, вы можете попытаться имитировать многие из этих человеческих движений с помощью автоматизации, точно так же, как вы можете запустить космический корабль на Марс, но вопрос в том, какой ценой вы готовы это сделать?
Готовы ли вы платить миллионы долларов за машину, которая полностью автоматизирована и идеально подходит для работы с нулевой погрешностью, но при этом совершенно не прощает модификаций?
Именно здесь реализм должен быть интегрирован в ваш процесс принятия решений: всегда будет компромисс между универсальностью и производительностью.
Вы не можете иметь универсальность полуавтоматического упаковщика с автоматическим упаковщиком, но вы можете достичь производительности автоматического упаковщика с полуавтоматическим упаковщиком: критический момент, который необходимо признать.
🚀 Краткое описание: Автоматический упаковщик — это упаковщик-склеиватель, который предлагает автоматизированный процесс упаковки. Машина становится ключевым фактором процесса упаковки, и оператор теперь ограничен выполнением фоновых задач, таких как подача пустых ящиков на фальцевально-склеивающий упаковщик или управление полными ящиками.
Тем не менее, оператор по-прежнему постоянно присутствует и должен управлять автоматическим упаковщиком так же, как и полуавтоматическим упаковщиком, за исключением того, что процесс более автоматизирован с меньшей универсальностью, но большей производительностью. «Виртуо» — это автоматический упаковщик IMPACK.
4. Полностью автоматизированная упаковка
Полностью автоматический упаковщик IMPACK: упаковщик Virtuo + автоматический податчик гильз (ACF).
Это «Святой Грааль» автоматизации, где все работает само по себе — в буквальном смысле.
Другими словами, весь процесс упаковки становится управляемым автоматически, не требуя присутствия оператора (или других людей) во время работы.
Таким образом, переход на полностью автоматический режим будет означать автоматизацию того, что раньше делал человек в автоматическом процессе, а именно помещение пустых гильз в машину.
В полностью автоматизированном процессе машина теперь может самостоятельно размещать пустые ящики, а затем брать заполненные ящики и запечатывать их полностью автоматически.
Оператор всегда участвует только во время настроек и регулировок.Но как только машина настроена и запущена, оператор может перейти к действиям с более высокой добавленной стоимостью.
Инвестиции здесь могут быть экспоненциальными, потому что человек всегда может делать то, что машина не может или может, но с гораздо более высокими затратами.
Но, что более важно, полностью автоматический режим не заставит вас двигаться быстрее. Это очень распространенное заблуждение.
Почему?
В полностью автоматизированном процессе вы, по сути, автоматизируете человека, который раньше загружал пустые ящики в машину.
Этот оператор никогда не был узким местом, поэтому фальцевально-склеивающий упаковщик никогда не будет ограничен этим человеком, который просто загружает пустые коробки в машину.
Упаковщик папок-склейщиков уже делал все остальное автоматически в автоматизированном процессе, и удаление этого оператора, который просто заполняет ящики, не ускорит вашу работу. Вы бы бежали с той же скоростью, но с большей производительностью.
Машина сама наполняется пустыми коробками, затем берет их и запечатывает полностью автоматически, без присутствия оператора.Полностью автоматизированный процесс не заставит вас работать быстрее, а скорее с той же скоростью, но с большей производительностью. «Virtuo + ACF» — это полностью автоматический упаковщик IMPACK и единственный полностью автоматический фальцевально-склеивающий упаковщик, существующий на рынке как для гофрокартона, так и для картона.
🔎 Рекомендовано:
Сомневаетесь, что выбрать: полуавтоматический или автоматический упаковщик? Сравните “ Полуавтоматический Vs. Полностью автоматические упаковщики » , чтобы узнать, что лучше для вашей компании.
Затем сравните «Автоматические упаковщики с полностью автоматическими упаковщиками», чтобы найти лучший упаковщик-фальцовщик для нужд вашей компании, производительности и бюджета.
Какой упаковщик Folder-Gluer лучше всего подходит для вас?
«Итак, какой упаковщик лучше для моей компании?!»
Ответ на этот вопрос далек от простого универсального ответа.
Все зависит от ассортимента вашей продукции, типа производства, конфигурации коробки, индивидуальных потребностей и множества взаимосвязанных факторов.
Стол для сбора (ручная упаковка) обычно является выбором по умолчанию для клиентов, когда в процессе принятия решения не учитывается много размышлений или анализа.
На этом этапе клиенты обычно пытались сделать все возможное, чтобы увеличить производительность своего фальцевально-склеивающего устройства без вложений, но их фальцевально-склеивающее устройство достигло своего максимального потенциала.
Видите ли, как бы вы ни организовывали свои рабочие процессы, стандартизировали настройки машин и оптимизировали производственные последовательности, наступит момент, когда ваш фальцевально-склеивающий аппарат достигнет максимальной скорости, и вы ничего не сможете сделать, чтобы эта машина работала быстрее без дополнительные решения.
Это просто неизбежно.
Таким образом, первый шаг, который должен сделать клиент, — это добавить помощь/помощь по упаковке к своему традиционному процессу ручной упаковки, такому как Стол для сбора. И это решение очень часто принимается в рамках мыслительного процесса «у всех есть, так давайте купим».
Нет вопросов.
Если у вас есть небольшие производственные циклы с большим количеством изменений в смену, и у вас никогда не было «помощи по упаковке» или «помощи по упаковке», тогда стол для сбора, такой как станции помощи по упаковке IMPACK, или другие столы для сбора на рынке. — может стать отличным первым шагом к облегчению процесса упаковки за счет более удобного представления/ориентации коробок для упаковщиков.
Теперь наступит момент, когда ваш сборочный стол станет ограничен его ручной функциональностью, что на самом деле является переломным моментом от ручной упаковки к полуавтоматическим упаковщикам.
Тем не менее, вы можете заставить свой стол для сбора делать больше, чем они делают. Другими словами, все столы сбора можно легко адаптировать для полуавтоматического режима.
Однако большинство компаний не будут этого делать, потому что, естественно, они хотят, чтобы вы выбрали полуавтоматические или автоматические фальцевально-склеивающие упаковщики, которые стоят гораздо дороже.
Но это, безусловно, возможно, легко и недорого.
В IMPACK мы не ограничиваемся определенной категорией.
Да, мы стандартизируем наши машины, чтобы держать под контролем объем и себестоимость продукции, но с технической точки зрения мы не исключительны.
Если вы предпочитаете расширить возможности своего коллекционного стола, а не вкладывать средства в новую машину, мы открыты и готовы помочь вам сделать все, что вы считаете лучшим для вас.
Мы очень часто видим клиентов, которые начинают с таблицы сбора, и как только они ограничиваются ручным процессом, они сами пытаются автоматизировать эти решения, добавляя автоматические функции.
Иногда они успешны, иногда терпят неудачу, а иногда приходят к нам, потому что потерпели неудачу.
Теперь, если у вас есть широкий ассортимент коробок, сложных коробок или разнообразный ассортимент продукции, который требует постоянной корректировки и исправления, полуавтоматический упаковщик, такой как Ergosa от IMPACK, может стать идеальным решением.
Переломный момент от полуавтомата к автомату такой же, как и от ручного к полуавтомату. Это потому, что на самом деле нет перехода между полуавтоматическим и автоматическим режимами.Обычно клиент начинает с ручного процесса, затем переходит либо к полуавтоматическому, либо к автоматическому пути.
Если у вас более длительные производственные циклы, простые продукты и все требования для авто, то вы можете пойти по пути авто.
А затем, чтобы еще больше повысить эффективность и исключить всех вовлеченных людей, вы можете перейти на полностью автоматический режим. Но это зависит от того, есть ли у вас подходящие условия, необходимая площадь, гибкий бюджет и идеальный ассортимент продукции.
Прогнозируемая вами рентабельность инвестиций и ассортимент продукции (как существующий, так и прогнозируемый будущий ассортимент) будут ключевыми решающими факторами, определяющими, какие инвестиции принесут наибольшую отдачу для вашей компании.
Ваши следующие шаги:
Теперь, когда у вас есть четкое представление о 4 различных уровнях автоматизации, пришло время сравнить различные системы упаковки/укладки:
Начните со сравнения ручных, полуавтоматических, автоматических и полностью автоматических фальцевально-склеивающих упаковщиков и узнайте их плюсы и минусы, чтобы узнать, какой уровень автоматизации подходит для вашей компании.