Унитаз шамотированный что это такое: Обзор типов унитазов по их расположению, направлению выпуска, материалам
Обзор типов унитазов по их расположению, направлению выпуска, материалам
Прежде чем приступить к классификации напольных унитазов, хотелось бы развеять некоторые мифы, касающиеся данного товара. Сейчас в рекламе часто приходится встречать описания типа «унитазы напольные керамические шамотированные». Причем последнее слово ввиду своей непонятности придает этой тираде особую маркетинговую значимость.
Шамотирование напольных унитазов – что это такое?
Шамот – это ничто иное, как смесь огнеупорной глины и каолина – составных материалов (с некоторыми добавками) любой сантехнической керамики. Огнеупорная глина позволяет производить отжиг изделий из этой смеси при температуре порядка 1300ºС. Собственно, благодаря чему унитазы и прочая керамическая сантехника обретают ту прочность и твердость, которая позволяет их использовать «по назначению».
Вот это и сеть «Шамот»Поэтому, когда говорят «унитаз напольный шамотированный», то, за редчайшем исключением, речь идёт об обычном фаянсовом или фарфоровом изделии – иных вариантов их промышленного производства, как при помощи высокотемпературной обработки, просто нет.
Конечно, можно развить классификацию унитазов по конструкционному материалу. Кроме керамических, бывают стальные, чугунные, из пластика, из литьевого мрамора. Но чугунные из-за свое массивности и нестойкости эмали к ударным нагрузкам давно вышли из моды. Унитазы из нержавейки ставят, преимущественно, в туалетах промышленных предприятий, аэропортах, вокзалах и т.п. Унитазы из литьевого мрамора из-за своей дороговизны применяются только на Рублёвке. Пластиковые слишком хорошо хранят запах и поэтому используются исключительно в отдельно стоящих «скворечниках» на дачах и сельских усадьбах.
«Унитаз из нержавеющей стали»Поэтому, когда речь заходит об унитазах для домашнего употребления, имеет смысл вести разговор только об изделиях из керамики.
Классификация унитазов по месту расположения
С точки зрения потребителя практичнее классифицировать унитазы, например, по месту их расположения.
Встроенный напольный унитаз – это, собственно, не унитаз в привычном россиянам понимании. Это – такой вкладыш в пол с мелкой раковиной и отверстием в ней. Тот самый вкладыш, на который полагается становиться ногами, присаживаться на корточки (или не присаживаться – кто как умеет!) и «делать свои дела». Устройство это прекрасно знакомо старшему поколению по ветхозаветным вокзальным туалетам.
Это – такой вкладыш в пол с мелкой раковиной и отверстием в ней. Тот самый вкладыш, на который полагается становиться ногами, присаживаться на корточки (или не присаживаться – кто как умеет!) и «делать свои дела». Устройство это прекрасно знакомо старшему поколению по ветхозаветным вокзальным туалетам.
Удобств оно обеспечивает минимум, но имеет одно ничем не восполняемое при необходимости в большой пропускной способности мест дефекации достоинство: «пятая точка» пользователя при пользовании этим устройством не вступает в контакт с поверхностями, которых касались «пятые точки» других пользователей.
Но в обиходе нередко «встроенными» называют напольные унитазы со скрытым бачком. Как правило, это пристенный напольный унитаз, плоский бачок которого встроен в нишу стены позади унитаза. Или скрыт за фальшстеной из гипсокартона или фанеры, или спрятан в «коммуникационный» шкаф из тех же материалов.
«Напольный приставной унитаз Simas Bohemian»Часто такие устройства называют «напольный унитаз без бачка» — бачок у них, конечно, есть, но он не виден. Видна одна кнопка для спуска воды. А маркетологи и рекламисты присвоили им наименование «унитаз напольный с инсталляцией» — имеется ввиду, что бачок их «инсталлируется» в стену.
Видна одна кнопка для спуска воды. А маркетологи и рекламисты присвоили им наименование «унитаз напольный с инсталляцией» — имеется ввиду, что бачок их «инсталлируется» в стену.
Современные приставные напольные унитазы заметно выделяются своей конфигурацией: их выполняют в виде эдаких контейнеров с ростральной передней частью и плоской «кормой», примыкающей к стене. Смотрится очень презентабельно.
По месту расположения можно выделить также угловые унитазы, форма которых (и бачка к ним) приспособлена для размещения в углу туалета.
Некоторые эксперты также выделяют в отдельную категорию напольный унитаз с микролифтом. Микролифт – это, собственно, ничто иное как пружинный или пневматический тормоз, не позволяющий крышке унитаза падать на сиденье. Благодаря микролифту крышка плавно и торжественно опускается, что способствует сохранности и долговечности всего изделия в целом.
«Напольный угловой унитаз»Куда уходит вода после смыва?
Но с потребительской точки зрения еще большее значение имеет, всё-таки, подразделение унитазов по их эксплуатационным свойствам. Например, по направлению выпуска воды со всем тем, что она смывает.
Например, по направлению выпуска воды со всем тем, что она смывает.
В настоящее время большинство унитазов – с косым выпуском. Это типичная конструкция для туалетов панельных и кирпичных домов 60-х – 80-х годов прошлого века. Наклон отводной трубы – 30-45º.
Унитазы с вертикальным выпуском («в пол») — это реликты, сохраняющиеся в домах сталинской постройки. Плюс – элитные конструкции для зданий, возводимых по индивидуальным проектам.
Унитазы с горизонтальным выпуском («в стену») получают распространение в современных зданиях эконом- и бизнес класса.
Неоспоримое достоинство вертикального выпуска – безотказность: смывает все и подчистую. Недостаток – унитаз надо ставить прямо над канализационной трубой. Системы с горизонтальным и косым выпуском гибче. Они не столь жестко привязаны к месту: канализацию с выпускным отверстием унитаза соединяют переходной трубой, гибким шлангом. Но проблемы со смывом могут случаться чаще.
«Конструкция унитаза с косым выпуском»Направление выпуска – важная характеристика унитаза. О ней непременно надо осведомляться при покупке изделия. Потому как если вы, допустим, купили унитаз с вертикальным выпуском, а геометрия вашего санузла не позволяет установить его над канализационной трубой, то покупку придётся выбрасывать.
О ней непременно надо осведомляться при покупке изделия. Потому как если вы, допустим, купили унитаз с вертикальным выпуском, а геометрия вашего санузла не позволяет установить его над канализационной трубой, то покупку придётся выбрасывать.
Грустно, печально, но для того мы и публикуем эти заметки, чтобы такие казусы с нашими читателями не случались.
Какие бывают напольные унитазы
Бюджет
Какой унитаз выбрать по цене? Стоимость покупки на строительном рынке варьируется и это зависит от модели, материала, различных дополнительных приспособлений, страны изготовителя. Цены на унитаз можно разделить на 3 категории.
— Бюджетная цена на унитаз. К этой цене относятся практически 80% всей продукции, произведенной в РФ, которая производится линейно в огромных количествах. Но не стоит думать, что унитазы произведенные в РФ среднего или ниже среднего качества. Малая цена оправдывается тем, что этот вид сантехники не облагается налогами и на нее не накручивается расходы на транспортировку. Если сравнить качество/цена, то вполне можно купить унитаз и отечественного производства. Если же говорить об иностранных производителях, то некоторые фирмы по изготовлению сантехники имеют филиалы в нашей стране. Если рассматривать такой вариант, то можно приобрести хороший, качественный унитаз по более низкой цене, т.е. по бюджетной.
Если сравнить качество/цена, то вполне можно купить унитаз и отечественного производства. Если же говорить об иностранных производителях, то некоторые фирмы по изготовлению сантехники имеют филиалы в нашей стране. Если рассматривать такой вариант, то можно приобрести хороший, качественный унитаз по более низкой цене, т.е. по бюджетной.
Также можно рассмотреть китайские варианты унитазов. Если очень постараться, то можно выбрать унитаз вполне нормального качества по низкой цене. Если имеет место приобретать унитазы оптом, например в больницу, школу и другие учреждения, то бюджетный вариант будет самым оптимальным выбором.
— Средняя цена. Такие ценовые категории на сантехнику представляют страны: Польша, Финляндия, Чехия, Турция и др. Средняя стоимость импортных унитазов в районе 150-200$, но индивидуальные модели можно найти за 400$ и выше.
— Дорогая люксовая сантехника. К этой категории относится дорогая элитная сантехника, которая завозится из европейских стран. Сюда относится сантехника класса люкс и выше. Эти страны производители уже давно на высоте и отлично за рекламировали себя как изготовители и импортеры качественной сантехники. И тут же цена опять будет отталкиваться от модели и всех комплектующих для унитаза, от фирмы изготовителя. Средняя цена немецкого унитаза примерно 300-500$.
Сюда относится сантехника класса люкс и выше. Эти страны производители уже давно на высоте и отлично за рекламировали себя как изготовители и импортеры качественной сантехники. И тут же цена опять будет отталкиваться от модели и всех комплектующих для унитаза, от фирмы изготовителя. Средняя цена немецкого унитаза примерно 300-500$.
Какой унитаз выбрать для будущей квартиры, дома или общественного заведения, сначала распланируйте бюджет. Это главное правило для любого ремонта или строительства.
Варианты крепления унитаза
Какой унитаз лучше выбрать, чтобы он отлично вписался в помещение и не занимал много места. Существуют 2 варианта крепления и рассмотрим каждый вид и чем он привлекателен.
— Напольный унитаз. Основание (ножка) переходит в чашу, монтируется неподвижно на полу. На основании имеются специальные отверстия для монтажа, через эти отверстия анкерами унитаз монтируют к стяжке пола. Многие модели унитазов оснащают, так сказать, юбкой. Это съемная часть, которую можно приставить к нижней части унитаза и закрыть ножку-основание. Эта юбка очень удобная комплектующая часть для унитаза, придает эстетичный вид, а уборка делается быстрее, т.к. юбка предотвращает попадание пыли на поверхность нижней части унитаза. А хозяйки уж точно знают, как неудобно промывать низ унитаза от пыли.
Эта юбка очень удобная комплектующая часть для унитаза, придает эстетичный вид, а уборка делается быстрее, т.к. юбка предотвращает попадание пыли на поверхность нижней части унитаза. А хозяйки уж точно знают, как неудобно промывать низ унитаза от пыли.
В напольных унитазах можно различить 2 вида: пристенный и угловой. Угловой унитаз очень практичный для санузлов очень малой площади, например, если санузел совмещен. Но если все распланировать правильно и с серьезным подходом, то всю сантехнику можно расставить таким образом, что все будет шикарно и главное удобно.
— Подвесной унитаз. Такой вид унитаза монтируется в стену при помощи металлической рамы. Основания подвесной унитаз не имеет, а держится как раз за счет металлической сварной рамы и анкеров. Все атрибуты утоплены в стене, затем стена облицовывается и скрывает все бачки и разводные трубы.
— Можно различить еще один вид. Выглядит как чаша с основанием ножкой, но отсутствие бачка. Это приставной унитаз. Чаша с основанием монтируется как напольный унитаз анкерами к полу, а бачок утоплен в стене. Тоже не плохой вариант, но спросом пользуется меньше. Хотя, наверно, это можно объяснить простой привычкой, многие бояться чего-то нового или просто поэкспериментировать.
Это приставной унитаз. Чаша с основанием монтируется как напольный унитаз анкерами к полу, а бачок утоплен в стене. Тоже не плохой вариант, но спросом пользуется меньше. Хотя, наверно, это можно объяснить простой привычкой, многие бояться чего-то нового или просто поэкспериментировать.
Устройство унитаза
Как он работает? Унитаз имеет U-образную форму смыва, благодаря которой создается водяная пробка, препятствующая распространению неприятных запахов из канализации.
На фото:
Устройство бачка унитаза. Основную работу производит смывной (сливной) бачок. В нем установлен водопроводный кран с рычагом, на конце которого находится поплавок. По мере наполнения бачка вода попадает в кожух поплавка и заполняет его внутреннюю полость. В результате поплавок всплывает, поднимая рычаг, управляющий входным клапаном. Когда емкость полна, рычаг достигает верхнего положения – клапан закрывается, и подача воды из крана прекращается. После спуска воды процесс повторяется.
Конструкция унитаза. Сегодня вам придется выбирать между напольными и подвесными унитазами. У каждого типа есть свои достоинства и недостатки. Первые, как следует из названия, монтируются на пол, вторые – на стену, точнее, подвешиваются к специальным системам инсталляции .
На фото:
Унитаз с нижним бачком называют «компактом» или «моноблоком». Помимо них встречаются унитазы с верхним бачком и модели со встроенной системой слива.
Как выбрать чашу унитаза?
— Форма воронки. В этой форме отверстие смыва оборудовано в центре и все отходы идут в сливное отверстие и меньше загрязняет унитаз, а когда начинается смыв, при нажатии кнопки слива, то остатки моментально смываются с поверхности. У формы воронка есть большой плюс – нет брызг.
— Форма тарелки. Сливное отверстие оборудовано ближе к месту сидения, а по центру имеется незначительное углубление. Отходы сначала идут в эту тарелку, а при спуске под мощным напором уже смываются в отверстие. При монтаже этого вида унитаза следует учитывать некоторые нюансы: настройка слива и учесть какой объем воды будет самым оптимальным. Это можно объяснить тем, что при мощном напоре водный поток может создать завихрения, а при большом объеме воды образовываются брызги.
При монтаже этого вида унитаза следует учитывать некоторые нюансы: настройка слива и учесть какой объем воды будет самым оптимальным. Это можно объяснить тем, что при мощном напоре водный поток может создать завихрения, а при большом объеме воды образовываются брызги.
— Форма козырька. Можно сказать гибрид от вышеперечисленных форм. Сливное отверстие сделано чуть-чуть вперед от центра, а на том месте, где у тарельчатой чаши незначительное углубление, имеется выступающий изгиб. При сбрасывании отходов в унитаз, их большее количество идет сразу в слив по задней стенке унитаза, а остатки уже смываются напором слива. Такая форма чаши, как и форма воронки, создает меньше брызг.
Из вышеперечисленного можно вывести заключение. Как выбрать унитаз без брызг правильно? Смело выбирайте форму форонки и козырька
Технические характеристики
По подводу воды
Унитазы выпускаются с двумя видами подвода воды:
- Подвод сбоку – не сложно, надежно и недорого, случаи протекания редкие.

- При подводе снизу не слышно шума при наполнении водой и шланг не виден.

Планируя покупку, стоит учесть тип канализации в доме.
При горизонтальном выпуске канализационная труба уходит в стену.
При косом сливе труба идёт наклонно, создавая сложность при монтаже. Устанавливая унитаз, придётся запастись гофрированной трубой.
С вертикальным стоком слив идёт в вертикальный стояк. Встречается в домах сталинской застройки.
Еще: 18 идей самостоятельного дизайна настенных часов
По типу смыва
При прямом или каскадном смыве прямые струи воды стекают вниз, охватывая заднюю часть чаши. Напор сильный, но не омывает чисто внутренние стенки, расходуется много воды, применяется в моделях старого образца.
Круговой слив омывает чашу кругообразно, образуя воронку, но под слабым напором. Цена у таких моделей добавляется.
По типу управления сливом выпускаются унитазы нескольких видов:
- нажатие на единственную кнопку выпускает набор воду из бачка;
- с двойной кнопкой при первом нажимании расходуется половина нормы;
- при «стоп — режиме» повторное нажатие прекращает слив;
- на сенсорной панели ничего нажимать не нужно, вода спускается при поднесении руки;
Более редкие модели, где для слива вытягивают ручку.
Как выбрать унитаз, чтобы хорошо смывал?
Современные унитазы предполагают 2 способа смыва:
— Прямой. Тут из названия все понятно. Вода прямым потоком движется от бачка в сливное отверстие по стенкам унитаза. Такую траекторию движения воды еще именуют горизонтальным и каскадным.
Достоинства прямого слива: все отходы смываются одним потоком большой мощности.
Недостатки прямого слива: иногда необходимо применение ершика. Поток воды не охватывает все стенки унитаза и поэтому часть отходов может остаться на стенках, которые нужно счищать ершиком.
— Круговой (обратный, кольцевой, душевой) охватывает полностью все стенки унитаза. Поток воды идет по траектории круга по специальному желобку, охватывает полностью все стенки и стекает в отверстие слива.
Достоинства: практически отсутствует шум, омывает все стенки унитаза.
Недостатки: цена на унитазы с такой системой ощутимо дороже. Тут же можно отметить, что если у вас жесткая вода, то отверстия для подачи воды в желобках могут забиться. Необходимо пользоваться специальными чистящими веществами от известкового налета.
Необходимо пользоваться специальными чистящими веществами от известкового налета.
Унитаз, который хорошо смывает: первый вариант предлагает дополнительное использование ершика, но дешево. Второй вариант предлагает моментальную чистоту унитаза, но дороже.
Шамотирование напольных унитазов – что это такое?
Шамот – это ничто иное, как смесь огнеупорной глины и каолина – составных материалов (с некоторыми добавками) любой сантехнической керамики. Огнеупорная глина позволяет производить отжиг изделий из этой смеси при температуре порядка 1300ºС. Собственно, благодаря чему унитазы и прочая керамическая сантехника обретают ту прочность и твердость, которая позволяет их использовать «по назначению».
Вот это и сеть «Шамот»
Поэтому, когда говорят «унитаз напольный шамотированный», то, за редчайшем исключением, речь идёт об обычном фаянсовом или фарфоровом изделии – иных вариантов их промышленного производства, как при помощи высокотемпературной обработки, просто нет.
Конечно, можно развить классификацию унитазов по конструкционному материалу. Кроме керамических, бывают стальные, чугунные, из пластика, из литьевого мрамора. Но чугунные из-за свое массивности и нестойкости эмали к ударным нагрузкам давно вышли из моды. Унитазы из нержавейки ставят, преимущественно, в туалетах промышленных предприятий, аэропортах, вокзалах и т.п. Унитазы из литьевого мрамора из-за своей дороговизны применяются только на Рублёвке. Пластиковые слишком хорошо хранят запах и поэтому используются исключительно в отдельно стоящих «скворечниках» на дачах и сельских усадьбах.
«Унитаз из нержавеющей стали»
Поэтому, когда речь заходит об унитазах для домашнего употребления, имеет смысл вести разговор только об изделиях из керамики.
Также вас может заинтересовать статья на сайте: Какой материал для унитаза лучше?
Как выбрать унитаз без брызг правильно?
Рекламные акции пестрят о том, что новейшие унитазы облазают системой антивплекс, которая предотвращает брызги. Что же такое это система антивплекс, давайте разберемся.
Что же такое это система антивплекс, давайте разберемся.
Антивплекс – это то самое сливное отверстие, но определенной формы и размера, находящееся в нижней части. Это отверстие смещено от центра, а уровень воды в отверстии снижен до минимума. На отверстии для слива имеется своеобразный желобок, который тоже дополняет функции от разбрызгивания.
Как же определить уровень водной заглушки унитазе если вы пришли в магазин? Обратите внимание на канализационную выходную трубу с задней стороны унитаза. По нижней части трубы надо провести линию параллельно трубе и полу(можно рулеткой, можно образно. Как вам удобно). Эта линия и будет означать уровень воды в унитазе. И как говорилось выше, чем ниже этот уровень, что значит, имеется система антивплекс.
Вот такие нехитрые приемы для определения качества унитаза, воспользовавшись которыми вы быстро подберете унитаз без посторонней помощи.
Канализационный выпуск унитаза
Тут никаких подвохов нет. Разные выпуски служат только для того, чтобы было легче и правильнее монтировать унитаз. Различают 3 вида выпуска канализации.
Различают 3 вида выпуска канализации.
— Косой. Выбирают такой выпуск, если раструб стояка находится практически на полу или с уклоном.
— Горизонтальный. Раструб стояка располагается примерно на 10см над полом.
— Вертикальный. Раструб стояка может быть выдвинут примерно на 40-60см. Тут идет подключение уже к существующей канализации в конкретных помещениях.
Как выбрать бачок для унитаза?
Сливной бачок бывает как разделен с унитазом, так и совмещенный. В чем разница таких бачков?
— Совмещенный. Классика сантехники. Установка такого унитаза обходится дешевле и к тому же проще. Монтируют бачок двумя стальными анкерными болтами. Этот вариант хорош тем, что бачок можно всегда заменить на другой при необходимости.
— Раздельный. Бачок монтируется в нишу стенки и закрывается облицовочными материалами. Сам унитаз получается подвесной/приставной, а бачок можно вешать хоть на потолок. Тут можно отметить большой плюс: смонтированный бачок высоко на стене или выше чем обычно ставят дает дополнительный мощный напор смывного потока.
Особенности выбора конфигурации и формы бачка
На фото так называемая «чаша Генуя», используемая в общественных туалетах
Название говорит за себя – «напольный», значит, расположен на полу и не предназначен для подвешивания на вертикальных поверхностях. В соответствии с расположением различается отдельно стоящий и напольный пристенный унитаз.
Особой разницы в эксплуатации тех и других моделей нет, а выбор объясняется габаритами помещения, в котором обустраивается санузел. Разумеется, отдельно стоящие модели будут более актуальны в просторных туалетах, тогда как в стандартном туалете в городской квартире намного уместнее будет выглядеть пристенная модификация.
В соответствии со способом установки сливного бачка напольные унитазы подразделяются на модификации с отдельно расположенным бачком, бачком «компакт», который монтируется непосредственно на чашу, и встроенным бачком который устанавливается в фальш-стене.
Важно: Устройства с бачком ” компакт ” являются наиболее востребованным вариантом.

Унитаз с бачком конструктивно представляет собой единое целое. Например, есть модификации, которые реализуются с бачком как цельный прибор, а есть модификации, к которым бачок крепится через резиновую прокладку болтами. Данное конструкционное решение отличается компактными габаритами, эстетичным внешним видом и простотой монтажа.
Унитаз «компакт» в комплекте с биде
В соответствии с типом чаши напольные керамические шамотированные унитазы и их обычные аналоги подразделяются на следующие категории:
- Тарельчатые модификации, у которых задняя стенка выполнена в виде плоского уступа. Преимуществом таких моделей является отсутствие «всплеска». Впрочем, такие устройства склоны к появлению неприятных запахов.
- Модификации с козырьковой чашей, в которых задняя стенка располагается с некоторым уклоном, но без образования характерной полки. В результате, брызги при использовании унитаза отсутствуют, но в то же время нет запаха.

Важно: Эксплуатация первой и второй модификации требует большего количества воды для тщательного смыва.
- Модификации с воронкообразной чашей сегодня встречаются чаще всего. Такая конфигурация чаши считается самой гигиеничной и одновременно простой в эксплуатационном обслуживании. С другой стороны, выбирая такие модификации, нужно помнить о высокой вероятности брызг.
Подбираем сантехнику в соответствии с выпуском в канализацию
Оборудование с горизонтальным выпуском
Инструкция установки унитазов зависит от конфигурации отводов канализации.
Отводы бывают трех типов:
- горизонтальный выпуск;
- вертикальный выпуск;
- косой (наклонный) выпуск (в среднем до 30° относительно поверхности пола).
Та или иная конфигурация отвода не гарантирует преимуществ или недостатков, ведь выбор формы выпуска осуществляется исходя из особенностей канализационного стока и из соображений экономии пространства в туалете.
Сифон для напольного унитаза предотвращает появление неприятных запахов
Важно: Универсальным вариантом являются унитазы с горизонтальным отводом. Такая сантехника может быть подключена к большинству стоков посредством специального гофрированного патрубка.
Выбор в соответствии с типом используемых материалов
Фарфоровая продукция марки Hatria Daytime Evo
В поездах дальнего следования можно встретить металлический унитаз с напольным расположением, но такие модификации не нашли повсеместного применения, поэтому остановимся на обзоре более популярных модификаций.
- Изделия из фаянса характеризуются эксплуатационным ресурсом до 15 лет, после чего существенно повышается вероятность образования трещин на эмалевой поверхности. Более того, фаянсовые унитазы отличаются повышенным влагопоглощением (в среднем до 10%), что также негативно сказывается на их долговечности.
- Изделия из фарфора, в отличие от фаянса, характеризуются малой степенью влагопоглощения за счет плотной структуры. Цена фарфоровых унитазов выше стоимости фаянсовых аналогов, но и срок эксплуатации в разы больше. Опять же фарфор намного проще отмыть от загрязнений, чем фаянс, что существенно упрощает эксплуатационное обслуживание сантехники.
 Цена фарфоровых унитазов выше стоимости фаянсовых аналогов, но и срок эксплуатации в разы больше. Опять же фарфор намного проще отмыть от загрязнений, чем фаянс, что существенно упрощает эксплуатационное обслуживание сантехники.
Цена фарфоровых унитазов выше стоимости фаянсовых аналогов, но и срок эксплуатации в разы больше. Опять же фарфор намного проще отмыть от загрязнений, чем фаянс, что существенно упрощает эксплуатационное обслуживание сантехники.Важно: Внешне отличить изделия из фарфора от фаянсовых аналогов практически невозможно. Поэтому фарфоровые унитазы, чтобы исключить вероятность подделки, лучше приобретать у известных брендов.
Выбор в соответствии с типом смыва
Напольный экономичный унитаз, равно как и обычные аналоги, в соответствии со способом смыва, подразделяются на следующие модификации:
- Оборудование с прямым смывом – это традиционное решение, в котором вода из сливного бачка омывает чашу, не меняя своего направления. Такой способ слива отличается шумностью, а, кроме того, высока вероятность образования брызг.
- Оборудование с обратным смывом отличается большей технологичностью, так как вода протекает по полуоткрытым каналам не прямолинейно. В итоге, направление воды меняется на противоположное, что способствует лучшему смыву. Опять же, уровень шума и расход воды существенно уменьшается.
 В итоге, направление воды меняется на противоположное, что способствует лучшему смыву. Опять же, уровень шума и расход воды существенно уменьшается.
В итоге, направление воды меняется на противоположное, что способствует лучшему смыву. Опять же, уровень шума и расход воды существенно уменьшается.Выбор габаритов
Несмотря на то, что наиболее востребованными типоразмерами напольных унитазов считается 800х500х365 мм, среди предложений, представленных на рынке, нетрудно подобрать и приобрести более компактные или напротив более габаритные изделия.
Неважно, что вы решили приобрести, напольный безободковый унитаз или версию с интегрированным биде, подобрать необходимый размер чаши несложно. Просто сядьте на понравившуюся вам модель, и вы наверняка почувствуете, подходит она вам или нет.
Как правильно выбрать унитаз для дома: материал.
Фаянс. Самый дешевый материал. Представляет собой мелкопористую керамику, покрытую цветной эмалью.
Недостатки: со временем эмаль трескается, истирается. Через трещины начинает просачиваться влага, и материал портится, а впоследствии при сильных механических нагрузках унитаз может сломаться.
При соблюдении требований эксплуатации, унитаз из фаянса прослужит вам лет 15, а то и более.
Фарфор. Как и фаянс, представляет собой керамику с добавками кварца, а при обжиге получается прочный, легкий материал. Фарфор покрывают эмалью, но истирание проходит медленно. Цены на фарфоровые унитазы выше примерно в 1,5-2 раза, чем на фаянсовые. Но и время службы 25 лет и более.
Металлические унитазы. Для таких унитазов выбирают нержавеющую сталь. Материал не поглощает влагу. Главным преимуществом является очень высокая прочность и надежность. Такой унитаз уж точно не сломают, не унесут. Цена порядком выше, чем на керамику.
Унитаз из чугуна. Редкость на строительном рынке, но все же они есть в некоторых количествах. Такие унитазы почти не пользуются спросом, т.к. ну очень тяжелые, громоздкие, а срок службы совсем небольшой. Чугун так же покрывают различными эмалями, защитными средствами от коррозии. Такие унитазы обычно используют только для общественных мест с минимальной проходимостью.
Такие унитазы обычно используют только для общественных мест с минимальной проходимостью.
Каменный унитаз. Мраморные унитазы выпускают для высоких ценителей гигиены и красоты. Изготовители унитаз шлифуют так, что поверхность сравнима со стеклом, а при смыве все отходы смываются моментально и ничего не задерживается на стенках. В этом варианте и воды требуется совсем не много с минимальным напором.
Унитаз из пластика. Такой вариант отлично подходит для временного проживания, например на даче. Пластиковый унитаз делают из акрила, добавляют стеклоткань для армирования, но пластик есть пластик. Он подвержен перепадам температуры, поэтому используется исключительно только как временный.
формы выбора бачка и Особенности конфигурации
Наименование говорит за себя – «напольный», значит, расположен на полу и не рекомендован для подвешивания на вертикальных поверхностях. В соответствии с размещением различается раздельно стоящий и напольный пристенный унитаз.
Особенной отличия в эксплуатации тех и других моделей нет, а выбор разъясняется габаритами помещения, в котором обустраивается санузел. Очевидно, раздельно стоящие модели будут более актуальны в просторных уборных, в то время как в стандартном туалете в муниципальный квартире намного уместнее будет смотреться пристенная модификация.
В соответствии со методом установки сливного бачка напольные унитазы подразделяются на модификации с раздельно расположенным бачком, бачком «компакт», который монтируется конкретно на чашу, и встроенным бачком который устанавливается в фальш-стенке.
Принципиально важно: Устройства с бачком ‘ компакт ‘ являются наиболее востребованным вариантом.
Унитаз с бачком конструктивно представляет собой единое целое. К примеру, имеется модификации, каковые реализуются с бачком как цельный прибор, а имеется модификации, к каким бачок крепится через резиновую прокладку болтами. Данное конструкционное решение отличается компактными габаритами, эстетичным простотой монтажа и внешним видом.
В соответствии с типом чаши напольные керамические шамотированные унитазы и их простые аналоги подразделяются на следующие категории:
- Тарельчатые модификации, у которых задняя стена выполнена в виде плоского уступа. Преимуществом таких моделей есть отсутствие «всплеска». Но, такие устройства склоны к появлению неприятных запахов.
- Модификации с козырьковой чашей, в которых задняя стена находится с некоторым уклоном, но без образования характерной полки. В следствии, брызги при применении унитаза отсутствуют, но одновременно с этим нет запаха.
Принципиально важно: Эксплуатация первой и второй модификации требует большего количества воды для тщательного смыва.
- Модификации с воронкообразной чашей сейчас видятся значительно чаще. Такая конфигурация чаши считается самой гигиеничной и одновременно простой в эксплуатационном обслуживании. Иначе, выбирая такие модификации, необходимо не забывать о высокой возможности брызг.

Подбираем сантехнику в соответствии с выпуском в канализацию
Инструкция установки унитазов зависит от конфигурации отводов канализации.
Отводы бывают трех типов:
- горизонтальный выпуск,
- вертикальный выпуск,
- косой (наклонный) выпуск (в среднем до 30° относительно поверхности пола).
Та либо другая конфигурация отвода не гарантирует преимуществ либо недочётов, поскольку выбор формы выпуска осуществляется исходя из изюминок канализационного стока и из-за экономии пространства в туалете.
Принципиально важно: Универсальным вариантом являются унитазы с горизонтальным отводом. Такая сантехника возможно подключена к практически всем стоков при помощи особого гофрированного патрубка.
Выбор в соответствии с типом применяемых материалов
В поездах дальнего следования возможно встретить железный унитаз с напольным размещением, но такие модификации не нашли повсеместного применения, исходя из этого остановимся на обзоре более популярных модификаций.
- Изделия из фаянса характеризуются эксплуатационным ресурсом до 15 лет, по окончании чего значительно повышается возможность образования трещин на эмалевой поверхности. Более того, фаянсовые унитазы отличаются повышенным влагопоглощением (в среднем до 10%), что кроме этого очень плохо отражается на их долговечности.
- Изделия из фарфора, в отличие от фаянса, характеризуются малой степенью влагопоглощения за счет плотной структуры. Цена фарфоровых унитазов выше стоимости фаянсовых аналогов, но и срок эксплуатации в разы больше. Снова же фарфор существенно проще отмыть от загрязнений, чем фаянс, что значительно упрощает эксплуатационное обслуживание сантехники.
Принципиально важно: Снаружи отличить изделия из фарфора от фаянсовых аналогов фактически нереально. Исходя из этого фарфоровые унитазы, дабы исключить возможность подделки, лучше покупать у известных брендов.
Выбор в соответствии с типом смыва
Напольный экономичный унитаз, равно как и простые аналоги, в соответствии со методом смыва, подразделяются на следующие модификации:
- Оборудование с прямым смывом — это классическое решение, в котором вода из сливного бачка омывает чашу, не меняя своего направления. Таковой метод слива отличается шумностью, а, помимо этого, высока возможность образования брызг.
- Оборудование с обратным смывом отличается большей технологичностью, поскольку вода протекает по полуоткрытым каналам не прямолинейно. В итоге, направление воды изменяется на противоположное, что содействует лучшему смыву. Снова же, расход и уровень шума воды значительно уменьшается.
 Таковой метод слива отличается шумностью, а, помимо этого, высока возможность образования брызг.
Таковой метод слива отличается шумностью, а, помимо этого, высока возможность образования брызг.Выбор габаритов
Не обращая внимания на то, что наиболее востребованными типоразмерами напольных унитазов считается 800х500х365 мм, среди предложений, представленных на рынке, нетрудно подобрать и купить более компактные либо наоборот более габаритные изделия.
Не имеет значение, что вы решили купить, напольный безободковый унитаз либо версию с интегрированным биде, подобрать нужный размер чаши несложно. Легко сядьте на понравившуюся вам модель, и вы точно почувствуете, подходит она вам либо нет.
чаши «Генуя» и стандартные, цветные и белые, квадратный и другой формы, рейтинг брендов и критерии выбора
Унитаз есть в каждом доме. Сегодня ассортимент этих сантехнических устройств огромен – в продаже встречаются не только стандартные, но и более современные модели необычных конструкций. Несмотря на это, классические варианты с бачком все еще остаются востребованными и популярными. В сегодняшней статье мы приведем обзор лучших агрегатов данного типа.
Сегодня ассортимент этих сантехнических устройств огромен – в продаже встречаются не только стандартные, но и более современные модели необычных конструкций. Несмотря на это, классические варианты с бачком все еще остаются востребованными и популярными. В сегодняшней статье мы приведем обзор лучших агрегатов данного типа.
Особенности
В широком ассортименте современных напольных унитазов с бачком можно отыскать идеально подходящую модель на любой бюджет и дизайнерский взгляд. Подобное сантехническое оборудование не выглядит так броско и современно, как, например, подвесные унитазы, но это не делает его менее привлекательным и популярным. Сегодня во многих жилищах можно встретить именно стандартную модель напольного типа с бачком.
Стоит отметить ряд отличительных черт, характерных для подобной техники.
- Ее можно смело устанавливать в жилищах (и в городских квартирах, и в частных домах) с абсолютно любыми стеновыми конструкциями. Это может быть даже легкая и не самая прочная межкомнатная перегородка. Того же нельзя сказать о современных подвесных устройствах, которые можно фиксировать только у крепких капитальных стен.
- В сантехнике, имеющей бачок в открытом доступе, никакие коммуникации и важные узлы нигде не скрываются. В случае возникновения поломки пользователи могут легко «добраться» до причины неполадки и устранить ее либо вызвать опытного мастера, который так же без труда проберется к нужному участку сантехники.
- Чтобы установить в санузле стандартный унитаз такой модификации, хозяевам не придется ломать стену или устанавливать дополнительную тяжелую инсталляцию. Целостность отделки также нарушать не придется.
- Напольный унитаз с бачком вполне возможно установить самостоятельно. В этом нет ничего сложного, особенно если речь идет о стандартной (невстраиваемой) модели. Нередко люди проводят все монтажные работы самостоятельно, не обращаясь к услугам специалистов, – а это дополнительная экономия денежных средств.
- Рассматриваемое сантехническое оборудование представлено в огромном ассортименте. В продаже встречаются изделия, имеющие разную стоимость, дизайн и дополнительные функции. Каждый покупатель может подобрать для себя идеальный вариант.
- Несмотря на простую конструкцию, данные модели унитазов могут выглядеть весьма привлекательно.

В наше время многие известные бренды предлагают на выбор потребителей качественные устройства, отличающиеся эстетикой и стильным внешним оформлением.
Напольные унитазы с бачком имеют и некоторые недостатки, которые также стоит учитывать, если вы решили приобрести это сантехническое оборудование.
- Во время слива такие агрегаты часто издают много лишнего шума. Нередко пользователи жалуются именно на шумную работу напольных унитазов с бачком.
- Уборка помещения с напольными конструкциями заметно усложняется, поскольку под чашей и бачком конструкции нет свободного пространства, как, например, в случае с подвесными изделиями.
- Несмотря на то что напольные унитазы с бачком представлены в огромном ассортименте, в котором есть и компактные модели, такие устройства все же отличаются крупными габаритами.
- Регулировать высоту чаши в этих моделях унитазах обычно невозможно.
Отдельно стоит поговорить об интересной разновидности напольных унитазов – чаше «Генуя». Это такая модель унитаза, которая предполагает сиденье на корточках во время использования.
Часто подобные сантехнические экземпляры можно встретить в некоторых общественных местах, поездах, солдатских казармах.

Разновидности
Напольные унитазы, оснащенные бачком, подразделяются на несколько популярных разновидностей, которые продаются во многих современных магазинах. Познакомимся поближе с наиболее востребованными и спросовыми экземплярами.
Пристенный
Если не хочется загромождать пространство такой сантехникой, можно выбрать пристенный вариант, предусматривающий скрытый монтаж бачка. Обычно это укороченные унитазы, выглядящие очень аккуратно. С подобной составляющей интерьер санузла может получиться интересным и современным.
Пристенные унитазы с бачком оказываются более высокими, нежели стандартные компакты. Их ремонт потребует демонтажных работ, чтобы добраться до бака, скрытого за стеной. Многие люди выбирают пристенные экземпляры исключительно из-за оригинального дизайна.
С полочкой
Современные производители выпускают особые модели напольных унитазов – с полкой в чаше. Сантехника данного типа отличается наличием характерного выступа во внутренней чаше. Встречается не так часто, но при желании ее можно заказать. Главное удобство этих агрегатов заключается в том, что во время использования человек не сталкивается с брызгами воды. Полочка оказывается полезной и в том случае, если пользователь что-то уронил в чашу, например телефон или ключи.
Правда, такая сантехника не может похвастаться экономичным расходом воды. Пользователям приходится часто задействовать ершик, чтобы почистить имеющуюся в конструкции полочку. На последней обычно остается вода, которая со временем создает на поверхности некрасивые разводы.
Моноблок
Простой конструкцией и комплектацией отличаются напольные унитазы формата «моноблок». Эти изделия отличаются единым устройством, в котором изначально соединены между собой и чаша, и бачок.
Модели могут похвастаться практичностью и удобными формами. За ними легко ухаживать. Для установки моноблочной сантехнике требуется меньше свободного пространства в санузле. Сам монтаж оказывается довольно простым.
Сам монтаж оказывается довольно простым.Основной недостаток моноблочных устройств заключается в том, что оно дороже аналогов. Однако эта сантехника того стоит, поскольку рассчитана на долгие годы эксплуатации и выглядит привлекательно.
Безободковые
Сегодня в магазинах можно встретить много моделей напольных унитазов без ободка.
Напольные безободковые унитазы бывают как приставными, так и стандартными. Выбирая конструкцию напольного типа, очень важно учитывать глубину ее чаши.
Современные модели напольных унитазов с бачком изготавливаются из различных материалов.
- Сантехнический фаянс. Практичный материал, не боится воды. В основе лежит белая глина. Внешне кажется хрупким, но на самом деле таковым не является. Стоит относительно недорого.
- Фарфор. Материал, который можно разбить или повредить. Выглядит эффектно и дорого, но часто с ним путают качественный фаянс. Также не боится влаги, легко очищается, имеет идеально гладкую поверхность.

- Металл. Металлические модели самые надежные и долговечные. Не деформируются, не страшатся механических повреждений. Самые качественные и износостойкие – модели из нержавеющей стали.
- Чугун. Чугунные модели являются самыми тяжелыми, громоздкими. Им нестрашна ржавчина. Внешний вид далеко не всегда удается особенно привлекательным. Изделия из чугуна не такие популярные.
Разделяются напольные унитазы и по строению чаш. Выделяют такие агрегаты:
Выделяют такие агрегаты:
- прямоугольные;
- круглые;
- квадратные;
- овальные.
Лучшие бренды
Качественные и практичные унитазы напольного типа, оснащенные баком, выпускают многие известные бренды. Рассмотрим небольшой рейтинг актуальных марок.
- Sensea. Известный производитель, выпускающий качественные сантехнические устройства, смесители, раковины, тумбы. В ассортименте бренда можно найти много разных типов напольных унитазов с бачком. Наиболее популярная расцветка изделий – белоснежная.
- Am Pm. Одно из крупнейших предприятий. Бренд из Германии выпускает высококачественную сантехнику, в числе которой есть и удобные, практичные унитазы со множеством дополнительных опций. К примеру, прекрасную модель напольного агрегата типа компакт покупатели могут найти в одной из коллекций Sunny. Изделие оснащено сиденьем с системой микролифт и отличается солидным дизайном.
 К примеру, прекрасную модель напольного агрегата типа компакт покупатели могут найти в одной из коллекций Sunny. Изделие оснащено сиденьем с системой микролифт и отличается солидным дизайном.
К примеру, прекрасную модель напольного агрегата типа компакт покупатели могут найти в одной из коллекций Sunny. Изделие оснащено сиденьем с системой микролифт и отличается солидным дизайном.- Villeroy & Boch. Еще один известный немецкий бренд, выпускающий прекрасные модели сантехнических агрегатов разного назначения. В ассортименте производителя можно найти многофункциональные унитазы разных модификаций, дополненные полезными опциями, например функцией биде.
- Gesso. Один из ведущих производителей России, выпускающий надежную и долговечную сантехнику. В ассортименте отечественного бренда встречаются очень хорошие напольные унитазы с бачком. Например, массу положительных отзывов собирает агрегат Aquatic, оснащенный системой «антивсплеск».
Унитаз выглядит красиво при относительно доступной стоимости.

- Roca Group. Бренд из Испании, специализирующийся на изготовлении строительных материалов и сантехники. В ассортименте производителя можно отыскать много прекрасных моделей унитазов, но настоящей жемчужиной Roca считается серия Dama Senso, в которую входят как классические, так и подвесные агрегаты. Сантехника отличается продуманным дизайном, плавными линиями. Можно найти компактные устройства для очень маленького санузла.
- Lavinia Boho. Современный немецкий производитель, выпускающий сантехнику, кухонные мойки и смесители, осветительные приборы. В ассортименте марки имеются и подвесные, и напольные унитазы разных типов. Устройствам характерны правильная симметричная форма, приятные очертания и идеально гладкие, блестящие поверхности.
- BelBagno. Известный бренд из Италии. Продукция BelBagno может похвастаться безупречным качеством и широким выбором разнообразных моделей унитазов. Бренд предлагает на выбор покупателей много интересных серий, например Prado. В ней можно найти качественный агрегат типа компакт с бачком. Итальянская сантехника стоит дорого, но служит долго и не подвержена поломкам.
 Известный бренд из Италии. Продукция BelBagno может похвастаться безупречным качеством и широким выбором разнообразных моделей унитазов. Бренд предлагает на выбор покупателей много интересных серий, например Prado. В ней можно найти качественный агрегат типа компакт с бачком. Итальянская сантехника стоит дорого, но служит долго и не подвержена поломкам.
Известный бренд из Италии. Продукция BelBagno может похвастаться безупречным качеством и широким выбором разнообразных моделей унитазов. Бренд предлагает на выбор покупателей много интересных серий, например Prado. В ней можно найти качественный агрегат типа компакт с бачком. Итальянская сантехника стоит дорого, но служит долго и не подвержена поломкам.- Geberit. Топовый бренд, сантехническое оборудование под маркой которого можно встретить во многих магазинах. Производитель выпускает унитазы как с демократичными, так и с очень большими ценниками. На реализуемую продукцию дается гарантия 5 лет. Унитазы Geberit относятся к классу премиум.
- Duravit. Данная фирма выпускает много видов продукции, например: унитазы, ванны, крышки, смесители, душевые кабины, лейки, термостаты и другие единицы. Агрегаты бренда отличаются неброским, но элегантным дизайном. Изготавливаются из практичных и долговечных материалов.
 Агрегаты бренда отличаются неброским, но элегантным дизайном. Изготавливаются из практичных и долговечных материалов.
Агрегаты бренда отличаются неброским, но элегантным дизайном. Изготавливаются из практичных и долговечных материалов.- Grohe. Марка предлагает высококачественные напольные унитазы с бачком и функцией биде. Многозадачные устройства дополняются специальными антибактериальными покрытиями, имеют сменные наконечники, форсунок и даже оснащаются дополнительными вентиляторами.
Как выбрать?
Подбирая идеальную модель напольного унитаза с бачком, покупателю следует отталкиваться от нескольких основных критериев.
- Материал. Покупайте качественную сантехнику, изготовленную из износостойких и практичных материалов. Наиболее популярны керамические шамотированные, фарфоровые изделия. Менее востребованы чугунные или металлические образцы, поскольку они слишком тяжелые и вписываются не во все интерьеры. В любом случае – выбор за потребителем.
- Размеры. Обязательно заранее измерьте площадь санузла, чтобы точно знать, сантехнику каких габаритов сюда есть смысл покупать. Для маленькой комнатки лучше приобретать такие же маленькие, короткие, не слишком высокие и компактные устройства. В более просторном помещении допустимо устанавливать крупные виды. Главное, чтобы изделием было удобно пользоваться и оно не закрывало доступ к другим объектам в комнате.
- Дополнительные опции. Обратите внимание, какие функции предусмотрены в изделиях. Наиболее популярны сегодня системы: микролифт, «антивсплеск», двойной смыв, встроенное биде. Заранее определитесь, что именно вы хотите видеть в такой сантехнике. Нет смысла переплачивать за массу дополнительных опций, если вы не будете ими пользоваться.
- Качество сборки. Перед оплатой не постесняйтесь придирчиво осмотреть сантехническое оборудование. Внимательно рассмотрите все поверхности и целостность конструкции в целом. На изделии не должно быть ни одного повреждения, скола, царапинки или желтых/ржавых пятен. Если вы обнаружили на продукции хотя бы один незначительный недочет, от покупки лучше отказаться.
- Поверхности материалов. Не поленитесь осмотреть и поверхность материалов выбранного напольного унитаза. Сантехника должна быть идеально гладкой, ровной и блестящей. На ней не должно быть зазубрин, трещин или неровных участков. Подобные дефекты могут указывать на ошибки, допущенные во время изготовления продукции. Не рекомендуется покупать унитазы с этими недочетами.
- Дизайн. Подберите такую модель напольного унитаза с бачком, которая будет гармонично вписываться в интерьер вашего санузла. Не забывайте о том, что для классических и современных обстановок подходят устройства с разными внешними данными. Если хочется, подберите цветной агрегат, который будет перекликаться с остальными компонентами интерьера.
- Бренд. Старайтесь подбирать рассматриваемую сантехнику только от известных производителей. Фирменный напольный унитаз с бачком обязательно прослужит дольше, на него будет распространяться гарантия. Такие изделия и выглядят гораздо привлекательнее, и разработаны практичными и удобными. Многие из брендовых унитазов стоят на удивление дешево, но можно отыскать и дорогостоящие экземпляры класса премиум.
 Менее востребованы чугунные или металлические образцы, поскольку они слишком тяжелые и вписываются не во все интерьеры. В любом случае – выбор за потребителем.
Менее востребованы чугунные или металлические образцы, поскольку они слишком тяжелые и вписываются не во все интерьеры. В любом случае – выбор за потребителем. Внимательно рассмотрите все поверхности и целостность конструкции в целом. На изделии не должно быть ни одного повреждения, скола, царапинки или желтых/ржавых пятен. Если вы обнаружили на продукции хотя бы один незначительный недочет, от покупки лучше отказаться.
Внимательно рассмотрите все поверхности и целостность конструкции в целом. На изделии не должно быть ни одного повреждения, скола, царапинки или желтых/ржавых пятен. Если вы обнаружили на продукции хотя бы один незначительный недочет, от покупки лучше отказаться.
За покупкой качественного напольного унитаза с бачком, особенно если это дорогой продукт от известного бренда, желательно отправляться в проверенный специализированный магазин. Только в таком месте вам позволят детально осмотреть изделие перед покупкой.
Здесь унитаз будет сопровождаться всеми необходимыми сертификатами, а вместе с ним покупатель получит гарантийный талон.
Способы монтажа и подключения
Современные напольные модели унитазов безумно популярны за счет не только простоты и удобства, но и легкого монтажа. Часто установку таких изделий пользователи совершают своими силами, не обращаясь к специалистам.
Часто установку таких изделий пользователи совершают своими силами, не обращаясь к специалистам.
Порядок работ по монтажу напольного унитаза с бачком будет состоять из нескольких шагов.
- Первым делом понадобится правильно собрать чашу с канализационными гофрами.
- Далее нужно будет тщательно и очень внимательно зарисовать разметку под запланированную установку агрегата.
- Отодвиньте агрегат. Проделайте в полу отверстия. Зафиксируйте анкера.
- Установите напольный унитаз. Проведите подключение к канализационной системе.
- Соберите весь комплект. Подключите его к водопроводной системе.
- На трубопроводе выставьте специальный вентиль. Благодаря этой детали хозяева смогут при необходимости перекрывать воду, чтобы выполнить определенные ремонтные работы.
В следующем видео представлен процесс установки скрытого бачка Geberit Sigma для напольного приставного унитаза.
Полуфарфор — Энциклопедия по машиностроению XXL
Унитазы изготавливают (ГОСТ 22847—77) из фарфора, полуфарфора и фаянса. По конструкции чаши бывают тарельчатые и воронкообразные (рис. 17.5), по способу установки — напольные, которые крепятся на тафте (деревянной просмоленной доске) или приклеиваются к перекрытию эпоксидным клеем, и консольные, которые подвешиваются к стене на кронштейнах. [c.197]Писсуары (рис. 17.6) устанавливают в мужских туалетах. Изготавливаются они из фарфора, полуфарфора или фаянса (ГОСТ 755—72) и бывают настенными, напольными и лотковыми. Настенные писсуары крепятся к стене на высоте 0,6 м от пола, в школах и детских садах — на высоте 0,45—0,5 м. Промывку настенных писсуаров осуществляют водопроводной водой из писсуар-ных кранов, лотковых — из перфорированной трубы, укрепленной вдоль лотка.
[c.199]
Настенные писсуары крепятся к стене на высоте 0,6 м от пола, в школах и детских садах — на высоте 0,45—0,5 м. Промывку настенных писсуаров осуществляют водопроводной водой из писсуар-ных кранов, лотковых — из перфорированной трубы, укрепленной вдоль лотка.
[c.199]
Полуфарфор подвергается однократному обжигу при 1250—1320 С. [c.391]
Полуфарфор (однократный обжиг). . . 40—60 28-50 10—15 - [c.392]
По вещественному составу разновидностями керамики являются фаянс, полуфарфор, фарфор, терракота, керметы, корундовая и сверхтвердая керамика и так называемая каменная масса. [c.339]
Фаянс, полуфарфор и фарфор получают на основе жгущихся белых глин, каолинов, кварца и полевого шпата, взятых в различных соотношениях. Они обладают различной пористостью, что определяет механические свойства и водопоглощение. Водопоглощение фаянса 10. .. 12%, предел прочности при сжатии обьино до 100 МПа. Полуфарфор по сравнению с фаянсом имеет более спекшийся черепок (водопоглощение 3…5%), и его прочность выше 150…200 МПа). Фарфор отличается еще большей плотностью
[c.339]
.. 12%, предел прочности при сжатии обьино до 100 МПа. Полуфарфор по сравнению с фаянсом имеет более спекшийся черепок (водопоглощение 3…5%), и его прочность выше 150…200 МПа). Фарфор отличается еще большей плотностью
[c.339]
Керамические санитарно-технические изделия изготовляют из фаянса, полуфарфора и фарфора. [c.343]
К строительной керамике относится также ряд изделий нз фаянса и полуфарфора (плитка, санитарно-строительные изделия), которые будут рассмотрены в разделе Фаянс и его разновидности , рис. 38 11, 12. [c.257]
Полуфарфор отличается от твердого фаянса большой прочностью и пониженным водопоглощением (от 3 до 5 /о). Это достигается путем увеличения содержания полевого шпата в массе до 10%, по сравнению с 4—5% содержания его в фаянсе и 20—35% в фарфоре. Прочность полуфарфора при изгибе 38—45 МПа, для фарфора же она составляет не менее 60 МПа. [c.373]
Строительный санитарно-технический фаянс и полуфарфор (умывальные столы, унитазы, ванны и т. д.) применяются для оборудования санитарных узлов жилых помещений и общественных учреждений. Эти изделия отличаются большими размерами. Поэтому к их прочности и термической стойкости предъявляют высокие требования. Толщина черепка достигает 5—7 мм, а в отдель-
[c.378]
д.) применяются для оборудования санитарных узлов жилых помещений и общественных учреждений. Эти изделия отличаются большими размерами. Поэтому к их прочности и термической стойкости предъявляют высокие требования. Толщина черепка достигает 5—7 мм, а в отдель-
[c.378]
Составы литейных масс для санитарно-технического фаянса и полуфарфора [c.379]
Предприятия по производству строительного и технического фаянса, фарфора и полуфарфора, керамических плиток для полов, облицовочных, глазурованных плиток, керамических изделий для облицовки фасадов зданий, канализационных керамических труб, керамических кислотоупорных изделий, керамических микропористых и других изделий [c.329]
Тонкая керамика представляет собой плотные спекшиеся или мелкопористые материалы твердый и мягкий фарфор, специальная керамика, полуфарфоры, фаянсы и др. [c.301]
Умывальники. Для изготовления умывальников по ГОСТ 14360—69 используют фарфор, полуфарфор или фаянс. По размерам умывальники бывают первой величины — длиной 400—500 мм, второй величины — длиной 550 мм, третьей величины—длиной 600 мм, четвертой величины — длиной 650 мм и пятой величины — длиной 700 мм. Ширина умывальников составляет от 300 до 600 мм, глубина — от 135 до 150 мм. Умывальники выпускают различной формы (прямоугольные, вогнутые, угловые, круглые и полукруглые) со спинкой и без спинки. Каждый умывальник оборудуется выпуском
[c.275]
Унитазы. Унитазы изготовляют из фаянса и полуфарфора. [c.279]
Умывальники, применяемые для оборудования умывальных, ванных и душевых комнат, бывают индивидуальные и групповые. В жилых и общественных зданиях применяют индивидуальные умывальники из фаянса или полуфарфора. В производственных помещениях, общежитиях и других зданиях применяют индивидуальные умывальники, размещаемые по нескольку штук в ряд, и групповые круглые умывальники. [c.296]
[c.296]
Полуфарфор санитарно-строительный. ……… 1260-1280 59,0 11,6 — — — [c.130]
Тонкость помола — остаток на сите 10 ООО oтв/ м % Фарфор —1—2 Полуфарфор —6—8 Фаянс —8—12 0,1—0,2 [c.79]
Колоссальный рост гражданского жилищного строительства в нашей стране вызывает необходимость дальнейшего ускоренного развития производства и основных видов керамических изделий. Семилетним планом предусмотрены высокие темпы роста этого производства. Достаточно привести такие цифры. Изделий строительного фаянса и полуфарфора было выпущено в 1959 г.— первом году семилетки — 2 622 тыс. шт., в 1965 г. объем их выпуска определяется в 6 798 тыс. облицовочных керамических плиток в 1959 г. изготовлено 6 311 тыс. м , а в 1965 г. предусмотрено выпустить 16 400 тыс. м плиток для полов соответственно — 8900 и 21 ООО тыс. м . Производство керамических канализационных труб составило в 1959 г. 317,5 тыс. т, а в 1965 г. предусмотрено выпустить 801,5 тыс. г.
[c.11]
г.
[c.11]
Хозяйственный полуфарфор столовая и чайная посуда [c.433]
Украшение с помощью сетки. Этот способ заимствован из стекольной промышленности и в США применяют его в основном для украшения полуфарфора. [c.547]
Масса полевошпатового фаянса состоит из 45 — 65% глинистых веществ, 25 — 40% кварца и 9—10% полевого шпата. Фаянс, содержащий полевой шпат в количестве, отвечающем верхнему пределу, приближается по свойствам к полуфарфору. Очень часто в глинах, применяемых для изготовления твердого фаянса, например в часов-ярской, содержится достаточное количество плавней, и тогда в состав массы полевой шпат не вводят. [c.657]
Физико-технические свойства полуфарфора характеризуются следующими средними показателями [c.658]
По технологическим свойствам масса полуфарфора близка к фарфоровой. [c.658]
Фаян овые изделия, применяемые в машиностроении, охватывают три группы 1) глинистый фаянс, содержащий 75 — 850/о глины и 25—кремния или кварцевого песка 2) известковый фаянс, содержащий 5—150/о мела или доломита, 35—55 /о глинистого вещества, остальное—кварцевый песок 3) полевошпатовый фаянс, содержащий —15% полевого шпата, 40—бО /д глинистого вещества и 40 — 25% кварца. В зависимости от области применения различают три разновидности полевошпатового фаянса —хозяйственный, санитарнотехнический и полуфарфор.
[c.390]
В зависимости от области применения различают три разновидности полевошпатового фаянса —хозяйственный, санитарнотехнический и полуфарфор.
[c.390]
Подтверждением того, что между глазурью и керамическим черепком типа полуфарфора действительно происходит химическое взаимодействие и образующийся в результате этих химических реакций промежуточный слой ослабляет вредные напряжения растяжения, служит эксперимент, произведенный Томасом и его сотрудниками [58]. Глазурованные стержни из полу-фарфоровой массы диаметром 1,5 мм и длиной 100 мм устанавливались на огнеупорную подставку почти вертикально и нагревались одаовременно с такими же стержнями, неглазурованными. По мере повышения температуры стержни изгибались. Само собой разумеется, что изгибание глазурованных стержней наступало при более низких температурах, чем у стержней неглазурован-ных, в силу проникновения глазури в черепок, причем степень проникновения глазури характеризовалась разностью температур начала изгибания неглазурованных и глазурованных стержней. Параллельное этим производились измерения напряжений в глазури. При этом установлено, что в случае проникновения глазури в черепок, т. е. в случае образования промежуточного слоя, вредные напряжения растяжения развиваются значительно слабее.
[c.56]
Параллельное этим производились измерения напряжений в глазури. При этом установлено, что в случае проникновения глазури в черепок, т. е. в случае образования промежуточного слоя, вредные напряжения растяжения развиваются значительно слабее.
[c.56]
Исследования 3. А. Носовой и М. Е. Яковлевой показали, что повышенная температура политого обжига санитарно-технического фаянса (полуфарфора) порядка 1250°, вызывающая образование промежуточного слоя, приводит к понижению стойкости глазури к цеку, по сравнению с обжигом при температуре II50— [c.57]
Применение первой глазури (полуфарфоровой) для фаянса, как указывает 3. А. Носова, приводит к отслаиванию и, наоборот, вторая глазурь (фаянсовая) вызывает цек на полуфарфоро-вом черепке из-за несоответствия коэффициентов расширения глазурей и керамических черепков. [c.110]
Как показывают исследования 3. А. Носовой [35], AI0O3 понижает коэффициент термического расширения полуфарфоро-вой глазури (обжиг при 1220—1280°) и увеличивает ее стойкость против цека. Окись цинка действует в этом отношении так же благоприятно, а ВаО, наоборот, понижает сопротивляемость этой глазури к появлению цека.
[c.133]
Окись цинка действует в этом отношении так же благоприятно, а ВаО, наоборот, понижает сопротивляемость этой глазури к появлению цека.
[c.133]
Из фазтнса преимущественно методом литья производят унитазы, умьшальники, смывные бачки, ванны и др. Полуфарфор и фарфор применяются для производства более тонкостенных изделий. [c.343]
Ко второму классу относят следующие наиболее распространенные группы изделий нолуфарфор (хозяйственный технический санитарно-технические изделия и др.) твердый фаянс (хозяйственная носуда, санитарнотехнические изделия облицовочные плитки и др.) глинистый фаянс известковый фаянс шамотные фаянсовые изделия майолика (хозяйственная посуда, декоративные изделия цветная мозаика для облицовки панно и др.). В ряде случаев изделия, сходные по назначению, но отличающиеся по свойствам, на разных заводах изготовляют из масс разных групп. Это предусматривается соответствующими стандартами. Например, хозяйственная посуда, а также изделия керамические санитарные изготовляют из фаянса, полуфарфора и фарфора. Изделия электротехнические керамические изготовляют из фарфора разных групп (1, 2 и 3), стеатита или других силикатных и окисных спекшихся материалов. Объединяющим признаком для совместного изучения процессов производства различных тонкокерамических изделий является значительное сходство способов приготовления масс, обусловленное необходимостью получить тонкозернистый
[c.332]
Например, хозяйственная посуда, а также изделия керамические санитарные изготовляют из фаянса, полуфарфора и фарфора. Изделия электротехнические керамические изготовляют из фарфора разных групп (1, 2 и 3), стеатита или других силикатных и окисных спекшихся материалов. Объединяющим признаком для совместного изучения процессов производства различных тонкокерамических изделий является значительное сходство способов приготовления масс, обусловленное необходимостью получить тонкозернистый
[c.332]
Унитазы. Для изготовления унитазов (ГОСТ 22847—77) используют фарфор, полуфарфор или фаянс. Выпускают унитазы в основном двух типов (рис. IV.38) тарельчатые и воронкообразные (выполаскивающие и си-фонирующпе). Применяют также унитазы консольные, подвешиваемые к С1ене на чугунных опорах. [c.278]
Писсуары. В мужских туалетах устанавливают настенные (ГОСТ 755—72), напольные и лотковые писсуары, изготоЕлс1 Ные из фарфора, полуфарфора или фаянса (рис.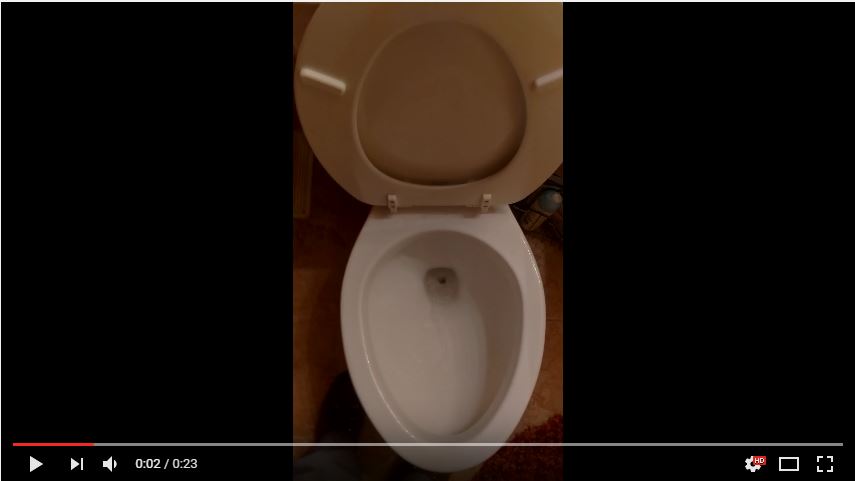 IV.39). Настенные писсуары укрепляют на высоте 0,65 м над полом (в школах и детских садах — на высоте 0,5—0,45 м). Напольные фаянсовые писсу )ы (ури-налы) имеют ширину 600—700, глубину 345 п высоту 1050 мм
[c.278]
IV.39). Настенные писсуары укрепляют на высоте 0,65 м над полом (в школах и детских садах — на высоте 0,5—0,45 м). Напольные фаянсовые писсу )ы (ури-налы) имеют ширину 600—700, глубину 345 п высоту 1050 мм
[c.278]
Писсуары. Писсуары (рис. 186) настенные изготовляют из фаянса и полуфарфора. Они бывают полукруглые без носика (рис- 186, а), с удлиненным носиком (рис. 186, б, е) и с цельноотлитым сифоном (рис. 186, г, д). [c.288]
Согласно ГОСТ 15167—70, керамические санстройизделия изготовляют из фарфора, полуфарфора и фаянса (табл. 1). Крупногабаритные изделия специального назначения (лечебные ванны, лабораторные раковины и др.) производят из шамотированного фаянса. [c.67]
Замена полевого шпата в фарфоровой массе нефелин-сиенитом увеличивает интервал спекания, повышает механическую прочность и усадку. Применение нефелин-сиенита возможно также в производстве санитарно-строительного полуфарфора, плиток для полов, полуфарфоровой посуды. [c.446]
[c.446]
Глина в фаянсовых изделиях — Справочник химика 21
Керамикой называют материалы и различные изделия, вырабатываемые из природных глин путем формовки, сушки и обжига. Это кирпич, облицовочные плитки, черепица, трубы, глиняная посуда, фарфоровые и фаянсовые изделия и др. [c.219]Чаще всего в природе встречаются силикаты, содержащие алюминий, алюмосиликаты (слюда, ортоклаз, глина и др.). Из природных силикатов большое практическое значение и применение имеют природные глины, являющиеся исходным сырьем для производства керамических изделий и цемента. Различают изделия грубой и тонкой керамики. К грубой керамике относятся строительные кирпичи, гончарные, кислотоупорные и огнеупорные изделия, дренажные трубы, кровельная черепица, облицовочные плитки, к тонкой керамике — фарфоровые и фаянсовые изделия. [c.292]
Изделия тонкой керамики—фарфоровые и фаянсовые—изготовляют из смеси каолина (белой глины), кварца и полевого пшата.
 [c.293]
[c.293]Керамикой называются материалы и различные изделия, вырабатываемые из глин путем формовки, сущки и обжига — кирпич, крупные блоки, облицовочная плитка, черепица, глиняная посуда, фарфоровые и фаянсовые изделия. [c.252]
Фаянсовые изделия (фаянс порист и непрозрачен) изготовляют из более чистых сортов глины. Глину отмучивают от крупных частиц и смешивают затем с мелкоразмолотым кварцем, полевым шпатом и другими веществами. [c.228]
Глина служит основным сырьем в керамической промышленности. Керамикой называют различные изделия из глины. Грубая керамика — это кирпич, огнеупорные материалы, черепица и т. п.. К тонкой керамике относятся фарфоровые и фаянсовые изделия. [c.253]
Керамикой называются различные изделия из глины. Различают грубую керамику кирпич, огнеупорные материалы, черепица и т. д. и тонкую керамику фарфоровые и фаянсовые изделия. [c.275]
В керамической промышленности Японии [406] признано целесообразным использование шлаков электрофосфорных печей (восстановление фосфора из ортофосфата кальция углеродом) для введения в фаянсовые изделия. Для облицовочных плиток рекомендуется композиция, % по массе глина 35, каолин 45 шлак 25. Обжиг изделий осуществляется при 1150°С. [c.62]
Для облицовочных плиток рекомендуется композиция, % по массе глина 35, каолин 45 шлак 25. Обжиг изделий осуществляется при 1150°С. [c.62]
Керамика бытовая (хозяйственная). Этот вид К, подразделяется на фаянсовые и фарфоровые изделия, а) Фаянсовые изделия характеризуются мелкозернистым белым или равномерно окрашенным пористым, непрозрачным мате- шалом в неглазурованном виде водо- и газопроницаемы. В зависимости от состава фаянс делится на след, группы 1) глинистый фаянс, содержащий 75—85% тугоплавкой и легкоплавкой глины и 15—25% кварцевого песка или кварца, получил наибольшее распространение при производстве гончарных изделий, архитектурно-строительной керамики и др. 2) известно вы й фаянс, содержащий 5—15% мела или доломита, 35—55% глинистого вещества, остальное — кварцевый песок применяется преимущественно для изготовления бытовой посуды и небольших художественных изделий 3) твердый, или полевошпатовый, фаянс, содержащий 40—60% глинистого вещества, 25—40% кварца или кварцевого песка и небольшое количество полевого шпата этот тип фаянса имеет наибольшее распространение и применяется в различных областях народного хозяйства. Основным сырьем для твердого фаянса служат пластичные низкоспекающиеся огнеупорные глины, обогащенный каолин, кварцевый песок в качестве плавней применяют полевой шпат или пегматит, к-рый иногда заменяют нефелиновым сиенитом. Сформованные фаянсовые изделия подвергают двукратному об- [c.269]
Основным сырьем для твердого фаянса служат пластичные низкоспекающиеся огнеупорные глины, обогащенный каолин, кварцевый песок в качестве плавней применяют полевой шпат или пегматит, к-рый иногда заменяют нефелиновым сиенитом. Сформованные фаянсовые изделия подвергают двукратному об- [c.269]
В зависимости от исходного материала и назначения керамику подразделяют на следующие основные группы 1) строительная — к ней относятся строительный кирпич и блоки из него, кровельная черепица, дренажные трубы и т. п. 2) облицовочная — кирпич, плитки, изразцы, предназначенные для наружной отделки зданий 3) огнеупорная — изделия из огнеупоров, сохраняющие свои механические свойства при температуре выше 1000°С и предназначенные для изготовления и футеровки печей, топок и других аппаратов, работающих в условиях высокотемпературного нагрева 4) тонкая — изделия главным образом из фарфоровой и фаянсовой глины (хозяйственная и химическая посуда, художественные и декоративные изделия, раковины и умывальники, изделия для электротехники) 5) специальная — изделия для радио- и авиапромышленности, приборостроения и т.
 д. [c.157]
д. [c.157]Керамика. Керамикой называются материалы и изделия, изготовляемые из огнеупорных веществ, например, из глины, карбидов и оксидов некоторых металлов, В зависимости от применения различают строительную, огнеупорную, химически стойкую, бытовую и техническую керамику. К строительной керамике относятся кирпич, черепица, трубы, облицовочные плитки. Огнеупорные керамические материалы применяются для внутренней обкладки различных печей, например, доменных, сталелитейных, стеклоплавильных. Химически стойкая керамика устойчива к действию химически агрессивных сред не только при комнатной, но и при повышенных температурах она применяется в химической промышленности. К бытовой керамике относятся фаянсовые и фарфоровые изделия. Техническая керамика применяется для изготовления изоляторов, конденсаторов, автомобильных и авиационных зажигательных свечей, высокотемпературных тиглей, термопарных трубок. [c.511]
Из упомянутых — от гончарных до фарфоровых — изделий, спрос на которые явно возрастает по всем родам производств (только фаянсовое дело менее обещает впереди), особенно быстро должен возрастать спрос на гончарные изделия, употребляемые на множестве химических заводов, например на реторты, шлемы, трубы, приемники, змеевики и т. п., потому что многие отрасли химической промышленности под влиянием тарифа 1891 г. и от многих других причин, например от введения новых видов пороха, должны сильно оживиться в ближайшее время. Желательно, чтобы наши гончары не только сами получили чрез это новый крупный заработок, но и ответили бы спросу, который так велик, что я лично знаю один завод около Петербурга, который ныне рассчитывает ежегодно выписывать из-за границы потребные ему гончарные изделия на целые десятки тысяч. Английские, бельгийские и французские, а отчасти немецкие гончарные заводы приобретают чрез подобные поставки главный свой заработок, расширили, улучшили и довели в последние 20 лет дело до совершенства, которое ранее того было неизвестно, чему много помогли усовершенствования, достигнутые в печах Сименса, применяемых с таким же успехом гончарами, как и стеклоделами. В гончарном же деле требуются глины, довольно широко всюду распространенные, а потому главные достоинства и ценность определяются, при надлежащем выборе глин, рациональностью и точностью формования и экономическим, но постепенным и сильным обжиганием, так что вопрос топлива, к которому я перехожу в следующей главе, играет здесь, как и во множестве производств, одну из важнейших ролей.
п., потому что многие отрасли химической промышленности под влиянием тарифа 1891 г. и от многих других причин, например от введения новых видов пороха, должны сильно оживиться в ближайшее время. Желательно, чтобы наши гончары не только сами получили чрез это новый крупный заработок, но и ответили бы спросу, который так велик, что я лично знаю один завод около Петербурга, который ныне рассчитывает ежегодно выписывать из-за границы потребные ему гончарные изделия на целые десятки тысяч. Английские, бельгийские и французские, а отчасти немецкие гончарные заводы приобретают чрез подобные поставки главный свой заработок, расширили, улучшили и довели в последние 20 лет дело до совершенства, которое ранее того было неизвестно, чему много помогли усовершенствования, достигнутые в печах Сименса, применяемых с таким же успехом гончарами, как и стеклоделами. В гончарном же деле требуются глины, довольно широко всюду распространенные, а потому главные достоинства и ценность определяются, при надлежащем выборе глин, рациональностью и точностью формования и экономическим, но постепенным и сильным обжиганием, так что вопрос топлива, к которому я перехожу в следующей главе, играет здесь, как и во множестве производств, одну из важнейших ролей. [c.522]
[c.522]
Н основе глины и известняка готовят цемент. Из чистого каолина готовят фарфоровые и фаянсовые изделия. Глина и песок — основа для изготовления изделий промышленности грубой керамики. Нерастворимые в воде силикатные стекла представляют собой искусственно приготовляемые силикаты. Исходными основными веществами для получения стекол являются сода Naj Oj, известняк СаСОд и песок. Смесь этих веществ нагревают в печах приблизительно до 1400° С и выдерживают расплавленную массу до полного удаления газов [c.295]
Благодаря пластинчатой форме, они тесно, без промежутков, примыкают друг к другу. Поэтому глинистые почвы, в отличие от песчаных, не пропускают воду. При смешивании глины с небольшим количеством воды получается пластичное, т. е. способное сохранять приданную ему форму, тесто. Приданная форма сохраняется после высыхания и закрепляется затем посредством обжига. Изделия из глины, обожженные до камневидного состояния, называются керамическими. Керамика представляет один из древнейших искусственных и сейчас наиболее распространенных материалов в строительстве, повседневном быту и искусстве. Из белой глины изготовляют фарфоровые и фаянсовые изделия, глиняную посуду. Сформованные из глиняного теста изделия доводятся обжигом лишь до начала спекания, а не до плавления. Поэтому керамические изделия получаются рористые и влагопроницаемые. Для уничтожения пористости их покрывают глазурью — различными легкоплавкими составами, образующими на поверхности керамического изделия тонкий стекловидный слой. [c.114]
Керамика представляет один из древнейших искусственных и сейчас наиболее распространенных материалов в строительстве, повседневном быту и искусстве. Из белой глины изготовляют фарфоровые и фаянсовые изделия, глиняную посуду. Сформованные из глиняного теста изделия доводятся обжигом лишь до начала спекания, а не до плавления. Поэтому керамические изделия получаются рористые и влагопроницаемые. Для уничтожения пористости их покрывают глазурью — различными легкоплавкими составами, образующими на поверхности керамического изделия тонкий стекловидный слой. [c.114]
Около П тысячелетия до н. э. в странах Междуречья, а также в Египте появились и фаянсовые изделия. Древнеегипетский фаянс по составу значительно отличался от обычного фаянса и приготовлялся из глины в смеси с кварцитным песчаником. До настоящего времени не выяснено, каким связующим материалом пользовались древние мастера при изготовлении и формовке фаянсовьн смесей. Предполагают, что использовалось какое-то органическое вещество, выгоравшее при обжиге. Глазуровка фаянсовых изделий первоначально производилась смесью соды и окрашивающих добавок окислов металлов, преимущественно малахитовой или азуритовой муки. Позже стали готовить сначала сухую глазурь сплавлением соды, местного песка, всегда содержащего (в Египте) соли кальция, и окрашивающих добавок. [c.22]
Глазуровка фаянсовых изделий первоначально производилась смесью соды и окрашивающих добавок окислов металлов, преимущественно малахитовой или азуритовой муки. Позже стали готовить сначала сухую глазурь сплавлением соды, местного песка, всегда содержащего (в Египте) соли кальция, и окрашивающих добавок. [c.22]
Керамика. Сырьем для керамической промышленности служит глина. Производство керамических изделий основано на свойстве глины образовывать в смеси с водой тесто, которому во влажном состоянии можно придать любую форму. Изделия из влажной глины сушат и затем обжигают при 800° С и выше. Глина, выделяя при облглины пористы и влагопроницаемы. Для уничтожения пористости эти изделия покрывают глазурью — стекловидным веществом. Из желтой глины вырабатывают кирпичи, гончарные изделия из белой гл 1пы производят фарфоровые и фаянсовые изделия. [c.142]
Фаянсовые изделия появились в Междуречье и Египте около II тысячелетия до н. э. Древнеегипетский фаянс состоял из глины, кварцитного песчаника и отличался по составу от обычного фаянса. До сих пор не ясно, каким связующим материалом пол1.-зовались в Египте при формовке фаянсовых изделий. Предполагают, что применялось какое-то органическое вещество, выгоравшее затем при обжиге. Глазуровка фаянсовых изделий производилась составом, включающим соду, поташ или силикат кальция с примесью окрашивающих добавок. Для получения голубых и зеленых тонов вводились соединения меди. Синий цвет получали при добавлении мелко истолченного минерала лянис-лазури, ввозившегося из Азии. [c.40]
э. Древнеегипетский фаянс состоял из глины, кварцитного песчаника и отличался по составу от обычного фаянса. До сих пор не ясно, каким связующим материалом пол1.-зовались в Египте при формовке фаянсовых изделий. Предполагают, что применялось какое-то органическое вещество, выгоравшее затем при обжиге. Глазуровка фаянсовых изделий производилась составом, включающим соду, поташ или силикат кальция с примесью окрашивающих добавок. Для получения голубых и зеленых тонов вводились соединения меди. Синий цвет получали при добавлении мелко истолченного минерала лянис-лазури, ввозившегося из Азии. [c.40]
Белизна керамического черепка имеет особое значение при изготовлении фарфоровых изделий хозяйственного и художественного назначения, фаянсовых изделий, а также при оценке качества каолинов и беложгущихся глин, используемых в качестве сырья в производстве изделий тонкой керамики. [c.370]
Для фаянсовых изделий (с несплавленным черепком) масса составляется из 40—50% глинистых веществ (каолин и глина), 40—50% кварца и 0—10% полевого шпата.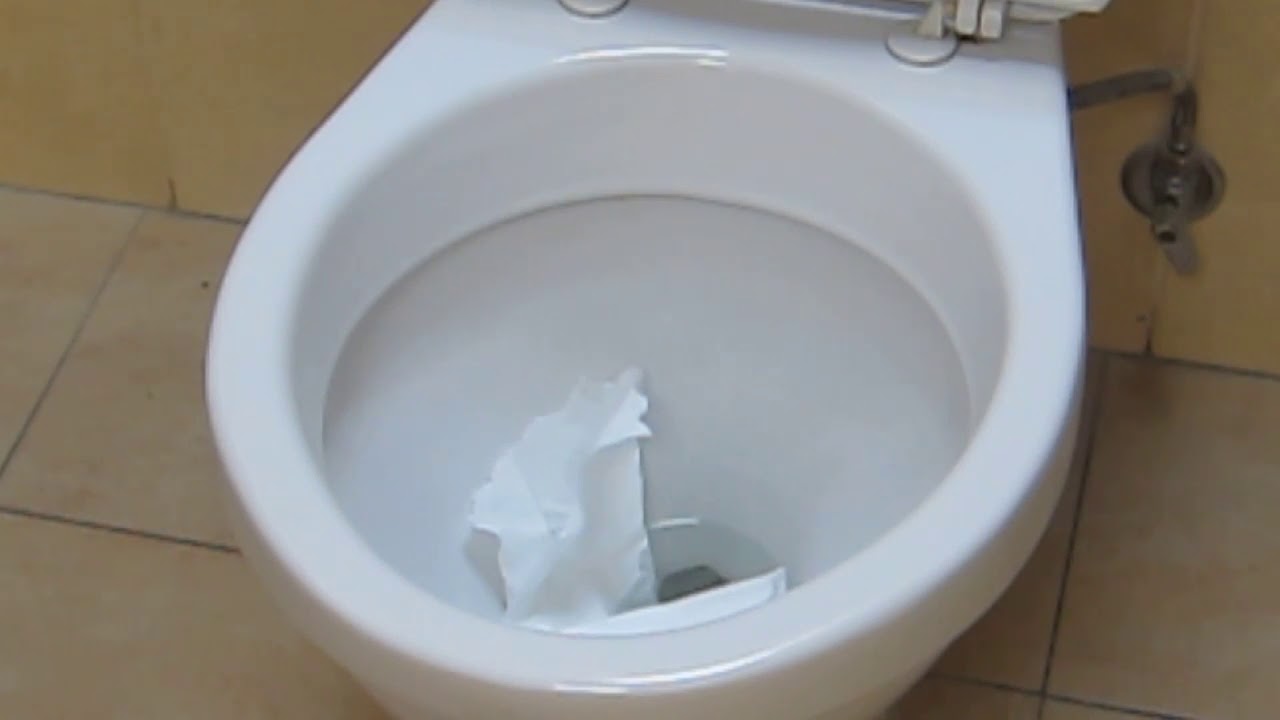 [c.237]
[c.237]
Для йЗfotoвЛeнйй гончарных и фаянсовых изделий из пластичной глины формовку на гончарном кругу применяли еще в самые древние времена. Рабочий толчками ноги вращает нижний круг, вследствие чего вращается верхний круг, сидящий на одной оси с нижним. На верхний круг рабочий кладет ком керамической массы и при помощи пальцев рук, а иногда деревянных линеек, шаблонов и циркуля придает массе нужную форму. [c.483]
Фаянс широко используется для изготовления санитарно-технических изделий. В состав шихты, из которой приготовляют фаянс, входят 1ЮЧТИ в равных количествах каолин, пластичные глины и кварцевый песок. Обычно фаянсовые изделия изготовляют путем отливки на механизированных конвейерных установках с последуюш,ей сушкой и обжигом. Широко применяется глазурование фаянсовых изделий. [c.102]
В производстве глазурованной керамики ангобом называется тонкий слой светлой глины, которым иногда покрывают изделие до папесепия глазури с целью [272] замаскировать цвет основы, чтобы он не влиял на оттенок глазури, или для лучшей связи глазури с покрываемой поверхностью. В последнем случае ангоб должен содержать большой процент кремнезема. Таким образом, назначение ангоба в значительной степени соответствует назначению дополнительного слоя в фаянсовых изделиях. Исследование ряда образцов глазурованной керамики арабского периода с целью выяснения наличия ангоба дало следующие результаты [c.150]
В последнем случае ангоб должен содержать большой процент кремнезема. Таким образом, назначение ангоба в значительной степени соответствует назначению дополнительного слоя в фаянсовых изделиях. Исследование ряда образцов глазурованной керамики арабского периода с целью выяснения наличия ангоба дало следующие результаты [c.150]
ФАЯНС (франц. faien e, от итальянского города Фаенца) — изделия тонкой керамики, имеющие плотный, мелкопористый черепок (в большинстве белый), как правило, покрытые глазурью. Из фаянсовых масс изготовляют строительные и санитарно-технические изделия (облицовочная плитка, раковины, унитазы), посуду, архитектурные и художественные изделия и т. п. Для изготовления Ф. используют огнеупорные пластичные глины (каолин), кварц, полевой шпат, фаянсовый лом или шамот (обожженная глина). [c.259]
Первые глазури появились чуть ли не на заре гончарного производства. Известно, что еще в IV тысячелетии до н. э. ими покрывали изделия из глины. Заметили, что если покрыть гончарные изделия взвесью тонкоизмель-ченных песка, поташа и мела в воде, а затем высушить их и отжечь в печи, то грубый глиняный горшок покроется тонкой пленкой стекловидного вещества и станет гладким, блестящим. Стекловидное покрытие закрывает поры и делает сосуд непроницаемым для воздуха и влаги. Это стекловидное вещество и есть глазурь. Позже изделия из глины стали сначала покрывать красками, а затем глазурью. Оказалось, что глазурь довольно долго не дает краскам тускнеть и блекнуть. Еще позже глазури пришли в фаянсовое и фарфоровое производство. В наши дни глазурью покрывают керамику и металл, фарфор и фаянс, различные строительные изделия. [c.177]
Заметили, что если покрыть гончарные изделия взвесью тонкоизмель-ченных песка, поташа и мела в воде, а затем высушить их и отжечь в печи, то грубый глиняный горшок покроется тонкой пленкой стекловидного вещества и станет гладким, блестящим. Стекловидное покрытие закрывает поры и делает сосуд непроницаемым для воздуха и влаги. Это стекловидное вещество и есть глазурь. Позже изделия из глины стали сначала покрывать красками, а затем глазурью. Оказалось, что глазурь довольно долго не дает краскам тускнеть и блекнуть. Еще позже глазури пришли в фаянсовое и фарфоровое производство. В наши дни глазурью покрывают керамику и металл, фарфор и фаянс, различные строительные изделия. [c.177]
Керамикой называются материал , и различные изделия, вт. рзбатьшаемие из природных глин путем формовки, суо. ки и об к гй. Это к п нч, облпцово шие плитки, черепица,трубы, глиняная посуда, фарфоровые и фаянсовые зделия и др. [c.147]
Фаянс. До изобретения фарфора фаянс был самым ценным керамическим материалом. От фарфора он отличается гораздо большим содержанием глины (до 85 %) и характеризуется гораздо более высокой пористостью, водопоглощением (до 20 %), а также меньшей, по сравнению с фарфором, механической прочностью. Температура обжига фаянса значительно ниже (вплоть до 950 °С), чем температура обжига фарфора. В зависимости от качества глины цвет фаянса изменяется от белого до кремового. По причине высокой пористости фаянсы всегда покрывают глазурью. Поэтому некоторые виды майолики приближаются к фаянсу. Глазурь может быть прозрачной, цветной или глушоной. Введением в состав фаянсовой массы шамота — алюмосили-катного материала, содержащего 30—45 % оксида алюминия А1г0з и 54—70 % диоксида кремния 8102, получают шамотированный фаянс, который обладает повышенной термостойкостью и устойчивостью к ударам. Из такого фаянса изготавливают ванны, раковины и другие санитарно-технические изделия. [c.67]
От фарфора он отличается гораздо большим содержанием глины (до 85 %) и характеризуется гораздо более высокой пористостью, водопоглощением (до 20 %), а также меньшей, по сравнению с фарфором, механической прочностью. Температура обжига фаянса значительно ниже (вплоть до 950 °С), чем температура обжига фарфора. В зависимости от качества глины цвет фаянса изменяется от белого до кремового. По причине высокой пористости фаянсы всегда покрывают глазурью. Поэтому некоторые виды майолики приближаются к фаянсу. Глазурь может быть прозрачной, цветной или глушоной. Введением в состав фаянсовой массы шамота — алюмосили-катного материала, содержащего 30—45 % оксида алюминия А1г0з и 54—70 % диоксида кремния 8102, получают шамотированный фаянс, который обладает повышенной термостойкостью и устойчивостью к ударам. Из такого фаянса изготавливают ванны, раковины и другие санитарно-технические изделия. [c.67]
В генетическом отношении различают Б. вулканогенно-осадочные, возникшие в результате подводного преобразования вулканических неп-лов и туфов элювиальные остаточные, образовавшиеся при наземном выветривании изверженных, метаморфических и пирокластических пород или выщелачивании мергелей и известковых глин гидротермальные осадочные, образовавшиеся при размыве и переотложении коры выветривания изверженных и вулканогенных пород, элювиальных и гидротермальных бентонитовых глин и продуктов разрушения осадочных пород. Природные Б. применяют для приготовления буровых растворов в литейном произ-ве — в качестве связующих и пластифицирующих добавок при получении формовочных смесей и облицовке вагранок шамотным кирпичом в черной металлургии — для окомкования тонкодисперсного концентрата железной руды в керамическом произ-ве — для придания высокой прочности фарфоровым, фаянсовым и электрокерами-ческим изделиям в строительстве — для произ-ва высококачественного керамзита, бетона, черепицы, гидротехнического цемента в пищевой [c.127]
Природные Б. применяют для приготовления буровых растворов в литейном произ-ве — в качестве связующих и пластифицирующих добавок при получении формовочных смесей и облицовке вагранок шамотным кирпичом в черной металлургии — для окомкования тонкодисперсного концентрата железной руды в керамическом произ-ве — для придания высокой прочности фарфоровым, фаянсовым и электрокерами-ческим изделиям в строительстве — для произ-ва высококачественного керамзита, бетона, черепицы, гидротехнического цемента в пищевой [c.127]
Изделия грубой керамики готовят из дешевых глин, в которых кроме каолина (АЬОз 25102 2Н2О) присз т-ствует значительное количество примесей. Глину обжигают при относительно низкой температуре (не выше 1000 °С). Изделия тонкой керамики (фарфоровые и фаянсовые) формуют из чистого каолина обжиг производят при 1200—1400 °С. [c.292]
Облицовочные материалы для внутренней облицовки (глазурованные фаянсовые плитки для внутренней облицовки стен, керамич. плитки для полов) характеризуются в зависимости от вида изделий след, данными а) Фаянсовые плитки — тонко.чернистым однородным строением материала, относительно высокой пористостью (водопоглощение 9—12%) ли-цевап сторона покрыта глазурью (белой или цветной). Фаянсовые плитки изготовляют из огнеупорных глин (26—28%), каолинов (30—31%), кварцевого песка (19—26%), боя обожженных изделий (15—25%) иногда вводят плавни (напр., полевой шпат) и др. добавки, б) Плитки для полов — спекшимся материалом (водопоглощение не более 4%) тонкозернистым строением, высокой прочностью, износоустойчивостью (потеря в весе при истирании не более 0,1 г1огнеупорные глины (до 82—100%), плавни (0—14%) иногда вводят также каолин, кварцевый песок и минеральные красители (2—13%). Оба вида плиток обычно прессуют из тщательно подготовленной различными способами (мокрый помол с даль-нейшим обезвоживанием и др.) порошкообразной массы при уд. давлении 200—250 кг/с.и с последующей сушкой в конвейерных сушилах и обжигом в туннельных печах при 1100—1260 . Если глазурь наносится на обожженный материал, производится повторный обжиг. Плитки применяют для облицовки стен и настилки полов различных помещений. [c.269]
Если глазурь наносится на обожженный материал, производится повторный обжиг. Плитки применяют для облицовки стен и настилки полов различных помещений. [c.269]
В качестве сырья для фаянсовых и полуфарфоровых изделий применяют огнеупорные глины (20—30%), каолины (25— 32%), кварцевый песок (25—30%), обожженный бой изделий (6—16%), плавни (0—20%). В полуфарфоровые массы для лучшего спекания материала вводят большее количество плавней (в O UOBHOM за счет уменьшения содержания боя изделий, песка и каолина). Формуют изделия на конвейерах методом литья водных суспензий (шликер) в гипсовые формы с последующей сушкой полуфабриката, нанесением глазури и обжигом при 1240—1280 , [c.269]
Керамика. Основные виды керамики
Наверняка даже в обыденной речи вы нередко встречали фразы “керамические изделия” или “посуда из керамики”. Под эти определения подходит огромное количество приборов и предметов, которые окружают нас и которыми мы пользуемся практически каждый день. Поэтому следует разобраться, что такое керамика и какой она бывает. Об этом речь пойдет в данной статье.
Поэтому следует разобраться, что такое керамика и какой она бывает. Об этом речь пойдет в данной статье.
Керамика: определение
В переводе с греческого языка «керамика» — это «глина». Именно поэтому в узком значении ею называют обожженную глину и глиняные изделия, которые прошли обжиг. В широком значении слова керамика представляет все то, что изготовлено при воздействии высоких температур из неорганических материалов, а также их смесей с различными минеральными добавками.
Издавна керамика применялась в качестве посуды (преимущественно из глины либо с примесью других материалов). На сегодняшний день понятие сильно расширилось. Теперь керамика используется в сферах строительства, медицины, промышленности, искусства и других.
Есть два основных вида керамики — тонкая и грубая, которые между собой различаются строением. Самыми распространенными примерами тонкого вида можно назвать фарфор и фаянс, а грубого — гончарную керамику.
Для создания фарфора основными добавками выступают полевой шпат, песок и каолин. При изготовлении гончарной керамики применяются красножгущие глины. Затем она обычно покрывается глазурью или цветными глиняными красками.
При изготовлении гончарной керамики применяются красножгущие глины. Затем она обычно покрывается глазурью или цветными глиняными красками.
Значения других интересующих вас терминов вы можете найти по алфавиту в нашем разделе .
Составы керамических масс существенно отличаются как по исходным сырьевым материалом, так и по их количеству. Зная свойства сырьевых материалов, опытный керамист по составу массы легко определит, какие изделия и при каких условиях можно из нее изготовить. Приготовить массу строго по рецепту далеко не всегда представляется возможным, так как состав сырьевых материалов колеблется даже в пределах одного месторождения. При приготовлении керамических масс в условиях производства лаборатория осуществляет постоянный контроль химического состава поступающего сырья и вносит необходимые корректировки в состав массы. Существенное влияние на свойства керамических масс и качество изделий из них оказывают способ приготовления массы, метод формирования изделий, условия сушки и особенно температурный и газовый режим обжига. Таким образом только экспериментальным путем можно получить желаемые результаты при изготовлении керамических масс для тех или иных изделий.
Таким образом только экспериментальным путем можно получить желаемые результаты при изготовлении керамических масс для тех или иных изделий.
Массы для гончарных изделий
Гончарными называются изделия с пористым черепком, изготовленные из природноокрашенных глин путем ручного формования на вращающемся гончарном круге. Гончарный способ производства керамической посуды — один из самых древних. Древние китайские фарфоровые изделия также формовались гончарами. Для формовки изделий на гончарном круге керамическая масса должна обладать достаточной пластичностью, не деформироваться под действием собственного веса, не содержать посторонних включений (особенно извести), выдерживать сушку и обжиг без деформаций и трещин. Иногда всем этим требованиям отвечает природная глина без каких-либо добавок. Гончарные керамические изделия, как правило, окрашены в цвет от серо-желтого до темно-красного в зависимости от содержания оксида железа (РезОэ).
Глины для гончарных изделий обычно содержат глинистые минералы, кварц,полевой шпат, карбонаты кальция и магния, оксиды железа, соединения щелочных металлов,растворимые соли, органические вещества.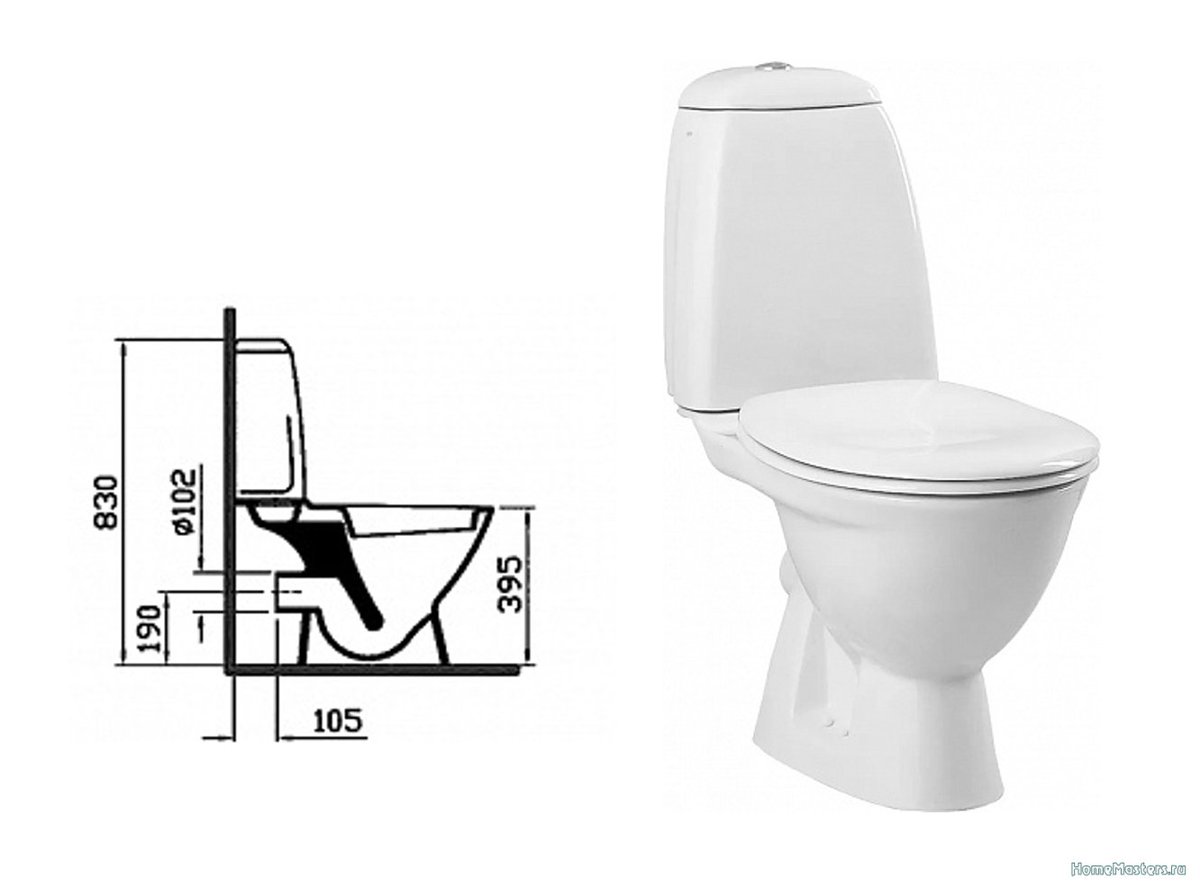 В качестве отощающих добавок к гончарным глинам добавляют кварцевый песок (лучше речной, различных фракций), шамот той же массы, мел для лучшего сцепления с черепком глазури. Гончарные изделия могут быть декорированы ангобами, неглазурованными и покрытыми глазурью, обжигаются при температуре от 700°С (неглазурованные) до 1000°С (в зависимости от температуры плавления глазури). После обжига на 1040-1050°С водопоглощение черепка составляет 14-15%. Обжиг может быть двукратным и если позволяет глина-однократным. Для декорирования используется бессвинцовые стронциевые глазури.
В качестве отощающих добавок к гончарным глинам добавляют кварцевый песок (лучше речной, различных фракций), шамот той же массы, мел для лучшего сцепления с черепком глазури. Гончарные изделия могут быть декорированы ангобами, неглазурованными и покрытыми глазурью, обжигаются при температуре от 700°С (неглазурованные) до 1000°С (в зависимости от температуры плавления глазури). После обжига на 1040-1050°С водопоглощение черепка составляет 14-15%. Обжиг может быть двукратным и если позволяет глина-однократным. Для декорирования используется бессвинцовые стронциевые глазури.
Терракотовые массы
Терракота — неглазурованные пористые керамические изделия из глин, создающих однотонную ровную окраску черепка после обжига. Пористость изделий колеблется от до 12% и более. Обычные цвета терракоты от желтого до красно-коричневого, при восстановительном обжиге от светлосерого до темно-серого. В терракотовые массы часто добавляют шамот. Из них изготавливаются архитектурные, садово-парковые украшения, скульптуру, изделия интерьерного характера. Для изготовления терракоты применяют глины, не содержащие растворимые в воде соли, так как в противном случае на поверхностиизделия после обжига образуются светлые пятна (выцветы).
Для изготовления терракоты применяют глины, не содержащие растворимые в воде соли, так как в противном случае на поверхностиизделия после обжига образуются светлые пятна (выцветы).
Для изменения цвета черепка в терракотовые массы иногда вводят оксиды металлов: железа, хрома, марганца, кобальта и др., керамические пигменты, или изделия покрывают ангобами. Обжигают терракоту один раз, обычно до 1000°С, не доводя черепок до спекания. Газовый и температурный режим обжига существенным образом влияют на цвет и чистоту тона терракотовых изделий.
Терракотовая масса для отминки и литья (ЛВХПУ):
Глина кембрийская (Пулково)-50%, Тонкий шамот той же глины -25%. Мел -25%
Приготовляется способом мокрого помола, процеживается, при необходимости обезвоживается. Используется для отминки терракотовых скульптур, архитектурных деталей для литья ваз. После обжига до 900-950°С дает общую усадку 5-6%. Пористость при обжиге на 900°С-21%. Формовочная влажность- 21-22%, Литейный шликер содержит 41,5% воды, 0,2% соды и 0,3% жидкого стекла. Из этой массы можно отливать вазы высотой до 1 метра.
Из этой массы можно отливать вазы высотой до 1 метра.
Терракотовая многошамотная маса для формовки и литья (ЛВХПУ):
Глина Часов-Ярская — 40%, Тонкий шамот той же глины-60%
Светлая масса, пригодна для формования декоративных панно, настенных блюд, крупных садовых ваз и т.д. Рабочая влажность-22%. При обжиге на 900-950″С Дает общую усадку -6%, пористость- 18%. Масса термостойка и допускает резкое охлаждение. Масса удовлтворительно ведет себя и в шликерном состоянии при 40% воды и 0,2% соды, но при более тонком помоле шамота и увеличении содержания глины за счет шамота. Шамот, используемый в формовочной массе не должен быть одного зернового состава. Например:
40% фракции от 1,5 до 0,5мм и 60% фракции от 0,5 до 0,3мм к общему весу шамота.
Терракотовая масса для отминки и литья (БГТХИ):
Глина Гайдуковская-75%, Шамот той же глины-25%
После обжига на 900-950°С изделия приобретают красивый «терракотовый» цвет. Изделия необходимо обжигать в электропечи или в муфельной газовой печи, так как даже при слабом восстановительном пламени образуется грязно-желтый цвет.
Каменные массы
Каменные изделия изготавливаются из масс, в состав которых входят тугоплавкие и огнеупорные глины, обладающее большим интервалом между температурой спекания и началом деформации (интервал спекания). Интервал спекания каменнодельных глин составляет 300-500°С (у гончарных масс 50-100°С). В состав каменных масс кроме глины входят плавни, отощающие материалы, иногда красители. Каменные изделия обжигаются дважды, первый обжиг (утильный) на 900°С, политой- П50-1300°С. В качестве плавня часто используется нефелиновые сиениты, что обуславливает окраску каменных масс и снижает температуру их обжига.
Составы масс и технология производства каменных изделий сходны с производством фарфора. Отличие в том, что для каменных изделий используется низкосортное сырье, содержащее большое количество примесей. Водопоглощение каменных изделий 3-5%. Каменные изделия зачастую глазуруют полевошпатовой глазурью.
Светлая масса для декоративных изделий:
Каменнодельная глина -33%, Кварцевый песок -25%, Полевой шпат-25%, Каолин -17%
Для изготовления этой массы используют отмученные глины.
Масса тонко измельчается. Изделия формуются пластическим формованием на формовочных станках и литьем гипсовые формы. Утильный обжиг- 900°С, политой- 1160-1250°С в зависимости от температуры плавления глазури.
Фаянсевые массы.
Отличаются белым или свелоокрашенным черепком, покрытым прозрачной, глухой цветной легкоплавкой глазурью, которая делает его непроницаемым для жидкостей и газов. Декорируются фаянсовые изделия подглазурными и надглазурными красками, растворами солей цветных металлов, ангобами/ препараторами драгоценных металлов и др. Посуда может изготавливаться гладкой или рельефной, с ровным или фигурным краем. По своим физико-химическим и гигиеническим свойствам фаянс значительно уступает полуфарфору и в особенности фарфору. Водопоглощение фаянса составляет 9-12%. Для изготовления фаянсовых изделий используют беложгущиеся пластичные огнеупорные глины, каолин и кварцевые материалы сдобавлением полевого шпата или углекислых материалов, например мела, извести, доломита, магнезита.
Фаянсовые изделия в зависимости от состава делятся на твердый, глинистый и известковый (мягкий) фаянс. Известково-шамотный фаянс: Масса пригодна для изготовления литьем декоративных изделий с белым черепком. Известь в составе способствует использованию глазурей разного состава, изделия могут обжигаться без деформаций в интервале 1000-1200°С с уплотнением черепка и падением водопоглощения с повышением температуры.
Состав массы (в %) :
Глина веселовская -27%, Каолин -14%, Кварцевый песок -30%, Мел -5%, Шамот -24%
Глинистые фаянсы . По характеру черепка близки к гончарным изделиям, но цвет черепка желтоватый, тонкозернистый в изломе. Для этих изделий применяют как прозрачные цветные, так и заглушенные глазури. Обжиг производится при температуре 920-960°С.
Состав массы (в %):
Глина свеложгущаяся огнеупорная -75-85%, Кремень или кварц -15-25%
Твердый фаянс.
Пористость твердого фаянса 9-12%. Первый обжиг производят при 1250-1280°С/ второй (политой)- при 1100-1180°С.
Использование легкоплавких глазурей расширяет возможности декорирования фаянса по сравнению с фарфором.
Состав массы (в %):
Глина веселовская -32%, Каолин -31%, Кварцевый песок -29%, Фаянсовый бой -8%.
Массы для майолики.
Под названием майолика в класическом понимании этого слова подразумеваются керамические изделия с пористым, слабоокрашенным черепком, содержащим известь, покрытым белой глухой эмалью на основе оксида олова, с росписью керамическими красками по сырой эмали (майолика Гжели). Свое название эти изделия получили от итальянского острова Майорка, где впервые началось их прооизводство. Производство майолики в России было организовано в середине XYIII века, как подражание западноевропейскому фаянсу, что и обусловило специфическую технологию их производства. Известь осветляла керамический черепок и способствовала хорошему сцеплению белой «глазури с черепком при низкой температуре.
В настоящее время майоликовые изделия характеризуются окрашенным пористым черепком, покрытым прозрачной цветной или глухой глазурью. Декорируются ини преимущественно ангобами и цветнными потечными глазурями. Сырьем для производства майолики служат окрашенные легкоплавкие и тугоплавкие глины средней пластичности, содержащие карбонаты кальция и магния, кварцевый песок. В майоликовые массы часто добавляют шамот и плавни, улучшающие эксплутационные свойства изделий. К этому виду керамических изделий относят миски, кувшины, кружки, хлебницы, вазы для фруктов, наборы для молока, кваса и др., а также декоративную керамику -вазы для цветов, настенные блюда, настольные лампы, скульптуры. Пористость майолики по водопоглощению составляет 10-15%. Утильный обжиг 800-850°С, политой — до 1100°С. Общая усадка — 6-8%. Широкое распространение получила так называемая фаянсовая майолика, изготовляемая из фаянсовой массы и покрытая прозрачными или глухими потечными глазурями (Конаковкий фаянсовый завод).
Декорируются ини преимущественно ангобами и цветнными потечными глазурями. Сырьем для производства майолики служат окрашенные легкоплавкие и тугоплавкие глины средней пластичности, содержащие карбонаты кальция и магния, кварцевый песок. В майоликовые массы часто добавляют шамот и плавни, улучшающие эксплутационные свойства изделий. К этому виду керамических изделий относят миски, кувшины, кружки, хлебницы, вазы для фруктов, наборы для молока, кваса и др., а также декоративную керамику -вазы для цветов, настенные блюда, настольные лампы, скульптуры. Пористость майолики по водопоглощению составляет 10-15%. Утильный обжиг 800-850°С, политой — до 1100°С. Общая усадка — 6-8%. Широкое распространение получила так называемая фаянсовая майолика, изготовляемая из фаянсовой массы и покрытая прозрачными или глухими потечными глазурями (Конаковкий фаянсовый завод).
Майоликовая масса для литья (ЛВХПУ):
Глина Никифоровская — 70%, Кварцевый песок -30 %
Вначале измельчается кварцевый песок с водой в течение 14 часов, затем в мельницу прибавляется глина и масса мелется еще 2 часа. Шликер процеживается через сито ЗбОО от/см2. Пористость черепка после обжига на 980°С -13%. Общая усадка -6%. Черепок хорошо согласуется с целым рядом глазурей без образования цека.
Шликер процеживается через сито ЗбОО от/см2. Пористость черепка после обжига на 980°С -13%. Общая усадка -6%. Черепок хорошо согласуется с целым рядом глазурей без образования цека.
Типовая масса ГИКИ:
Глина гидрослюдистая — 60%, Песок кварцевый — 10%, Мел — 25%, Утильный бой — 5%.
Масса готовится по обычной технологии путем мокрого помола. Политой обжиг 950-1000°С. Масса подходит для широкого ассортимента изделий.
Украинские майоликовые массы обычно составляются из глин различных месторождений с целью улучшения технологических свойств, например, для расширения интервала спекания вводится Часов-Ярская глина. Современная отечественная майолика, выпускаемая керамическими предприятиями содержит:
Глины — 63-68%, Мела — 20%, Кварцевого песка — 5-17%, Утильного боя — 7%
Дацит
— это каолинизированный вторичный кварцит, вводится в керамические массы взамен основной части каолина и кварцевого песка. При тонком измельчении с водой дацит проявляет признаки пластичности. Содержит 75-77% SiO2 15-17%Аl2О3 и 5-6% щелочных оксидов. Добывается в Приморском крае и используется для производства фарфора.
Содержит 75-77% SiO2 15-17%Аl2О3 и 5-6% щелочных оксидов. Добывается в Приморском крае и используется для производства фарфора.
Тальк. Теоретический состав талька ЗМgО 4Si02 h3O. Породы, содержащие большое количество талька называются талькитами, а талькиты с плотной структурой — стеатитами. Тальк вводится в керамические массы для повышения их огнеупорности и стойкости крекому перепаду температур. Тальк совместно с СаО содействует повышению прочности изделий при тепературе обжига 1000-1050[)C, однако снижает интервал спекания. Керамические массы содержащие более 15% талька проявляют склоность к впитыванию глазури. К основным месторождениям талька относятся Онотское (Восточная Сибирь), Алгуйское — в Кемеровской области, Шабровское — вблизи Свердловска и др. Основное физическое свойство талька — малый коэффициент термического линейного расширения.
Пирофиллит
— минерал, структурно подобный тальку, имеет химический состав Аl2О3 4SiO2 Н2О. Огнеупорность пирофиллитов 1610-1710°С. соответствует прочности фарфора. Известны Казахские, Белорусские, Закавказкие пирофиллиты.
соответствует прочности фарфора. Известны Казахские, Белорусские, Закавказкие пирофиллиты.
Масса для изделий типа веджвудских:
Кварцевый песок -10,9%, Каолин обогащенный — 10,9%, Тяжелый шпат (ВаSО4) — 46,7%, Глина белая пластичная — 14%, Пегматит — 15,6%, Гипс — 1,9%
Изделия из этой массы глазуруют только изнутри. Основная белая масса декорируется той же массой, но с добавлением красителя. Обжиг однократный при температуре 1280-1300°С.
Состав лещадочной массы ПО «МИНСКСТРОЙМАТЕРИАЛЫ»:
Глина Веселовская — 16%, Глинозем — 4,5%, Тальк — 21%, Каолин просяновский — 16,5%, Шамот высокоглиноземистый — 42%
Масса термостойкая, пригодная для литья, отминки технических и художественных изделий. Усадка в обжиге 2,2%. Водопоглощение после обжига 1 ЗООС составляет 14 — 16%. После обжига масса имеет красивый желтоватый цвет.
Масса для тонкокаменных изделий (БГТХИ):
Глина Часов-Ярская — 25%, Каолин — 15%, Кварцевый песок — 25%, Пегматит — 25%, Шамот — 10%
Утильный обжиг — 900°С, Политой — 1200°С
Твердый фарфор (сервизный) з-да им. Ломоносова
Каолин просяновский — 20%, Каолин глуховецкий — 18%, Кварцевый песок — 26%, Полевой шпат — 18%, Глина веселовская — 11%, Фарфоровый бой(политой) — 4% Фарфоровый бой(утельный) — 3%
Температура обжига — 1380-1400°С.
Мягкий фарфор для скульптурных изделий:
Каолин глуховецкий — 22%, Кварцевый песок — 22,5%, Полевой шпат — 36%, Глина веселовская — 16,5%, Фарфоровый бой (утельный) — 3%
Температура обжига 1250-1280°С.
Английский мягкий костяной фарфор:
Каолин — 20 — 45%, Кварц — 9/2%, Полевой шпат — 8- 22%, Костяная мука — 60- 20%
Первый обжиг — 1230°С, Политой обжиг — 1080-1140°С.
Французкий мягкий фриттовый фарфор:
Мел — 17%, Мергель известковый — 8%, Фритта — 75%
Состав фритты: Плавленная селитра — 22%, Поваренная соль — 7%, Аммиачные квасцы — 4%, Сода — 35%, Кварцевый песок — 60%
Температура первого обжига -1120-1300°С. Второй более низкий на температуру плавления глазури.
Костяной завод им. Ломоносова:
Ломоносова:
Костяная зола прокал. при — 1350°С — 50%, Полевой шпат — 20%, Веселовская глина — 10%, Каолин — 20%
Первый обжиг — 850°С, Политой -1250°С
Керамические изделия широко представлены в быту и строительстве. Слово керамика настолько прочно вошло в русский язык, что мы удивляемся, когда узнаем, что оно иностранного происхождения. На самом же деле слово керамика берет свое начало из Греции. Греческое слово keramos означает – глиняная посуда. Керамические изделия издревле получали обжигом глин или их смесей с определенными минеральными добавками. Раскопки показывают, что керамические изделия производятся человеком с эпохи неолита (8…3 тыс. лет до н.э.). Поскольку глины весьма распространены в природе, гончарное ремесло широко и часто независимо развивалось в различных частях света, относительно легко перенималось и распространялось.
Глины –
несцементированные осадочные породы с преобладанием определенных минералов,
которые по химическому составу являются гидроалюмосиликатами. Геологи различают
около шестидесяти различных видов глин. В настоящее время считают, что для
глинистых минералов характерно наличие слоев, включающих атомы кремния,
окруженные четырьмя атомами кислорода , и атомы алюминия, окруженные
шестью атомами кислорода . Основными свойствами глин являются пластичность
и огнеупорность. Порошок глины, замешанный с водой, образует вязкое тесто,
способное формоваться и сохранять приданную ему форму. Обожженное в огне тесто
приобретает каменистую твердость и крепость. На этих двух свойствах глины
зиждется керамическая промышленность – одна из самых древних на Земле и в
прошлом одна из самых важных по своему значению для прогресса
человека.
Геологи различают
около шестидесяти различных видов глин. В настоящее время считают, что для
глинистых минералов характерно наличие слоев, включающих атомы кремния,
окруженные четырьмя атомами кислорода , и атомы алюминия, окруженные
шестью атомами кислорода . Основными свойствами глин являются пластичность
и огнеупорность. Порошок глины, замешанный с водой, образует вязкое тесто,
способное формоваться и сохранять приданную ему форму. Обожженное в огне тесто
приобретает каменистую твердость и крепость. На этих двух свойствах глины
зиждется керамическая промышленность – одна из самых древних на Земле и в
прошлом одна из самых важных по своему значению для прогресса
человека.
Еще в древние времена было установлено, что хорошая связанность
и вязкость глины, идущей на изготовление керамических изделий, достигается ее
промораживанием. Для этого глину помещают в бурты высотой 0,7…0,8 м, поливают
водой и закрывают землей. Например, для производства высококачественной черепицы
промораживание в буртах проводят до семи лет.
Первыми керамическими изделиями были строительные материалы: кирпич, плитки, черепица и другие, поскольку они имеют простую форму и более доступны в изготовления. Хозяйственная посуда и емкости: тарелки и блюда, горшки, кувшины, амфоры и др. – требовали более высокого искусства при формовании и обжиге. В третьем тысячелетии до н.э. был изобретен гончарный круг. Это был важнейший шаг в гончарном производстве, так как он позволил резко повысить производительность труда ремесленника и изготавливать посуду с гораздо более тонкими стенками. Вслед за изобретением гончарного круга для изготовления посуды Типа тарелок стали применять шаблоны, что было следующим шагом в налаживании массового производства керамических изделий.
Керамика по сравнению с металлами, стеклом, деревом в наименьшей
степени подвержена атмосферным воздействиям и потому образцы древнейших
керамических изделий дошли до наших дней в сравнительно хорошем состоянии и в
большом количестве. Они дают важную информацию историкам и искусствоведам об
уровне культуры народов и об уровне развития техники различных эпох.
Уже
во втором тысячелетии до н.э. две крупные греческие цивилизации: островная
(Крит) и континентальная (Микены) – имели очень высокий технический и
художественный уровень керамического производства. Образцы микенского
керамического искусства периода с X по VIII в. до н.э. содержали в себе зародыши
будущего классического греческого искусства. По виду декора, которым украшались
вазы и другие керамические изделия, этот период искусствоведы называют
геометрическим, а по месту самых крупных при раскопках находок – периодом
дипилонского стиля. Его характерной чертой было лентообразное ритмическое
расположение геометрических мотивов, в том числе и заимствованных из природы. В
VII в. до н.э. керамика заняла важное место в совокупности памятников, которые,
вместе взятые, мы воспринимаем как древнегреческое искусство. Этот период
характеризуется образцами керамических изделий, сочетающих в себе высокий
технический уровень и тонкий художественный вкус, выражающийся в
целесообразности форм изделий и способах их декорировки. В это время уже
произошло разделение труда и использовалась специализация в осуществлении
последовательных производственных операций.
В это время уже
произошло разделение труда и использовалась специализация в осуществлении
последовательных производственных операций.
К вопросам художественной ценности керамических изделий мы еще вернемся. В настоящее время керамические материалы делят на грубые и тонкие. Первые характеризуются высокой пористостью и высоким водопоглощением (не ниже 5…10%). К ним относятся строительный кирпич, терракота, стенная майолика, плитки для пола, черепица. Тонкую керамику, в свою очередь, делят на пористую и плотную. К тонкой пористой керамике относят фаянс, полуфарфор, белую и цветную майолику, а к тонкой плотной керамике – фарфор.
Терракота – разновидность грубой керамики. Она известна с эпохи
неолита, т.е. более 5 тыс. лет до н.э. Слово терракота итальянское. Его
дословный перевод означает обожженная земля. Терракота выпускается
промышленностью в виде неглазурованных однотонных керамических изделий с
пористым черепком красного, коричневого или кремового цветов. Цветовой оттенок
терракоты в значительной степени зависит от условий обжига. Ее водопоглощение от
8 до 10%. Глины для производства терракоты распространены довольно широко. В
современном строительстве терракота используется в виде
архитектурно-декоративных изделий и применяется для художественной отделки
интерьеров, оформления садов и парков в виде вставок, розеток, барельефов,
плиток для стен и садовых дорожек, камней для оград и штакета для клумб.
Ее водопоглощение от
8 до 10%. Глины для производства терракоты распространены довольно широко. В
современном строительстве терракота используется в виде
архитектурно-декоративных изделий и применяется для художественной отделки
интерьеров, оформления садов и парков в виде вставок, розеток, барельефов,
плиток для стен и садовых дорожек, камней для оград и штакета для клумб.
При
обжиге глины в атмосфере углеводородов, образующихся, например, при сжигании
смолистых корней хвойных деревьев, можно получить керамические изделия
серебристо-черных тонов. Этот цвет обусловлен графитом, образующимся при
каталитическом разложении углеводородов на поверхности раскаленной глины. Данным
приемом исстари пользовались украинские кустари-гончары, изготавливая свою
известную черную неглазурованную керамическую посуду.
Дренажные трубы
применяют при мелиоративных работах в сельском хозяйстве, при осушении торфяных
болот, а также при осушении местности под зданиями и сооружениями. Их
изготавливают из кирпичных глин, не содержащих гальки. Их пористость может
достигать 20%. Дренажные трубы чаще всего делают гладкими, неглазурованными, без
раструбов для укладки впритык. Иногда выпускают глазурованные трубы с
отверстиями для воды и фланцами. Эти трубы более прочные и менее размокают в
сырых грунтах.
Их пористость может
достигать 20%. Дренажные трубы чаще всего делают гладкими, неглазурованными, без
раструбов для укладки впритык. Иногда выпускают глазурованные трубы с
отверстиями для воды и фланцами. Эти трубы более прочные и менее размокают в
сырых грунтах.
Майолика близка по свойствам и качеству к терракоте,
только в отличие от последней покрыта глазурью. Глазурь придает изделию
влагонепроницаемость, предохраняет от загрязнений, улучшает внешний вид,
повышает прочность. Для грубых керамических изделий, к числу которых относится и
майолика, доступной и дешевой является соляная глазурь. Для ее нанесения на
поверхность изделия в топку раскаленной печи (1040…1180°C) вводят каменную
соль (NaCl) и водяной пар. При этой операции в окислительной атмосфере цвет
изделия будет коричнево-желтым, а в восстановительной – серым. Изделия, покрытые
соляной глазурью, имеют неровную поверхность, что снижает качество изделий. При
соляном глазуровании происходит гидролиз хлорида натрия и хорошие глазури имеют
состав от Na2O·0,5Al2O3·2,8SiO2 до Na2O·Al2O3·5,5SiO2.
Полноценная глазурь – прозрачное бесцветное или окрашенное стекловидное покрытие, хорошо растекающееся при нанесении на черепок. Глазурь обеспечивает изделию гладкость поверхности и декоративный эффект. Прочности сцепления глазури с черепком способствует оксид кальция CaО. Он приводит к образованию промежуточного слоя, воспринимающего и гасящего напряжения, возникающие между глазурью и черепком при быстрой смене температур вследствие различных коэффициентов температурного расширения. Поэтому в майоликовых массах для производства печных кафелей (для которых неизбежны частые температурные перепады) содержание CaО доходит до 37…38%.
Глазури можно рассматривать как неопределенного состава химические соединения кремнезема с другими оксидами. Состав наиболее распространенных глазурей можно выразить соотношением основных компонентов: 1(M2О + M?О):(0,5…1,4)Al2O3:(5…12)SiO2, где М – ионы щелочных, а M? – ионы щелочно-земельных металлов, а также Pb (II), Fe (II), Низкие пределы Al2O3 и SiO2 характерны для фаянсовых глазурей, а высокие – для фарфоровых. Как правило, глазурь наносится на уже обожженное фарфоровое или фаянсовое изделие, после чего проводят дополнительный обжиг. При этом обжиге глазурь реагирует с черепком с образованием промежуточного слоя, который обеспечивает их сопряжение.
Высказываются предположения, что слово «майолика» происходит от острова Мальорки в Средиземном море – главного центра по экспорту испано-мавританской керамики в Италию. Майолика широко применялась уже в 2…1 тысячелетии до н.э. в Ассиро-Вавилонии, затем в Средней Азии, позднее в Испании и Италии. В X…XII вв. в Киевской Руси майолику использовали для облицовки стен, настилки полов, обрамления оконных и дверных проемов в церковных и дворцовых зданиях. В наше время она широко применяется для отделки интерьеров общественных и промышленных зданий. Со временем на поверхности майолики появляется сетка волосяных трещин, что свидетельствует о большом различии коэффициентов температурного расширения глазури и черепка. Терракотовые и майоликовые изделия часто имеют сложную конфигурацию. Для ее придания изделия отливают в гипсовых формах или штампуют на прессах в металлических пресс-формах.
До изобретения фарфора фаянс был самым ценным керамическим материалом. От фарфора он отличается гораздо большим содержанием глины (до 85%) и характеризуется гораздо более высокой пористостью, водопоглощением (до 20%), а также меньшей, по сравнению с фарфором, механической прочностью. Температура обжига фаянса значительно ниже (вплоть до 950°C), чем температура обжига фарфора. В зависимости от качества глины цвет фаянса изменяется от белого до кремового. По причине высокой пористости фаянсы всегда покрывают глазурью. Поэтому некоторые виды майолики приближаются к фаянсу. Глазурь может быть прозрачной, цветной или глушоной. Введением в состав фаянсовой массы шамота – алюмосиликатного материала, содержащего 30…45% оксида алюминия Al2O3 и 54…70% диоксида кремния SiO2, получают шамотированный фаянс, который обладает повышенной термостойкостью и устойчивостью к ударам. Из такого фаянса изготавливают ванны, раковины и другие санитарно-технические изделия.
Название «фаянс» произошло от города Фаэнца (Северная Италия), в окрестностях которого в XIV…XV вв. было широко развито керамическое ремесленничество. В третьей четверти XVI в., вследствие восхищения китайским фарфором, который ввозился в Италию через Венецию, в Фаэнца налаживается и интенсивно развивается производство белой майолики. Однако нужно иметь в виду, что в это время в Европе майоликовые изделия называли фаянсовыми.
Фаянс, производившийся в Европе, характеризовался непросвечиваемостью. Персидский фаянс, производство которого прошло длительную эпоху подъема и расцвета (с X по XVII вв. н.э.), имел хорошо просвечивающий черепок. Он готовился из массы, богатой кварцем, с небольшими добавками остекленной после обжига глины. На всех старинных фаянсовых изделиях на глазури имеется сетка мелких трещин. (Специалисты называют сетку этих трещин – цеком. На фарфоровых глазурях цек встречается гораздо реже.) Для коллекционеров и ценителей керамики сетка трещин служит признаком возраста изделия. Причиной разрыва глазури и образования трещин является склонность фаянса к обратимому поглощению влаги и набуханию, вследствие чего объем черепка увеличивается в пределах 0,016…0,086%.
Фарфор –
самая благородная керамика. Это материал, состоящий из каолина, глины, кварца и
полевого шпата. Его характерные признаки: белый цвет, отсутствие пористости,
высокая прочность, термическая и химическая стойкость. Для хозяйственного
фарфора ценится просвечиваемость.
Различают две основные разновидности
фарфора.
1. Твердый – с небольшими добавками плавня (полевого шпата) и потому
обжигаемый при сравнительно высокой температуре (1380…1460°C). Масса
классического твердого фарфора состоит из 25% кварца, 25% полевого шпата и 50%
каолина и глины. 2. Мягкий – с повышенным содержанием плавней, обжигаемый при
температуре 1200…1280°C. Кроме полевого шпата в качестве плавней используют
мрамор, доломит, магнезит, жженую кость или фосфорит. С увеличением содержания
плавней возрастает количество стекловидной фазы и потому улучшается
просвечиваемость фарфора, но снижаются прочность и термостойкость. Глина
сообщает фарфоровой массе пластичность (необходимую для формования изделий), но
снижает белизну фарфора. В качестве эталона для оценки белизны фарфора
используют свежеосажденный сульфат бария BaSO4. Белизна характеризуется
интенсивностью рассеивания света, которая регистрируется
фотометром.
Благодаря прекрасным декоративным свойствам, фарфор привлек
внимание европейцев с начала XVI в., когда он впервые был привезен в Европу
португальскими купцами из Китая – родины фарфора. В Китае же он был известен уже
в 220 г. до н.э. В сравнительно больших количествах китайский фарфор стал
ввозиться в Европу в середине XVI в. Естественно, что в разных странах Европы
были попытки открыть секрет производства фарфора. Рецептуру европейского фарфора
разработал в 1703 г. немецкий физик Эренфрид Чирнгауз, который в 1707 г. привлек
к своим работам Беттгера. В 1708 г. Чирнгауз внезапно умирает и Беттгер выдает
себя за изобретателя состава и технологии производства фарфора. В 1715 г. он
основывает знаменитую и по сей день Майсенскую фарфоровую фабрику.
В России состав фарфора был разработан Д.И. Виноградовым в 1746 г. и налажено его производство на императорском заводе под Петербургом (ныне фарфоровый завод им. М.В. Ломоносова).
Природа создала благоприятные предпосылки для изобретения фарфора именно в Китае. Дело в том, что в провинции Цзянь-си близ города Дзинь-дэ-чжэнь имеются неисчерпаемые запасы уникального минерала – «фарфорового камня», благоприятный состав которого значительно упрощает составление композиции фарфоровой массы. Конечно, в любом ремесле есть свои секреты и нюансы. Например, для улучшения формовочных свойств сырья фарфоровая масса, шедшая на изготовление знаменитого китайского фарфора «яичной скорлупы», т.е. изделий с очень тонкими стенками, выдерживалась в закрытом состоянии в земле по 100 лет!
Обычно проводят два обжига фарфоровых изделий: первый на «утиль», второй – «политой». Первый обжиг на «утиль» имеет целью спечь изделие и обеспечить ему определенную пористость и прочность, достаточную для глазурования водной суспензией. Второй обжиг необходим для расплавления глазури на поверхности изделия и осуществления ее взаимодействия с материалом черепка.
Роспись фарфоровых изделий бывает подглазурная и надглазурная.
Краски для подглазурной росписи должны выдерживать температуру политого
глазурного обжига. Поэтому их набор ограничен. Они не должны разлагаться и
растворяться в глазури при обжиге. В качестве керамических красок в настоящее
время используют исключительно оксиды металлов. Оксид кобальта дает синий цвет,
никеля – коричневый, меди – зеленый или сине-зеленый, хрома – зеленый, марганца
– коричневый или фиолетовый, железа – желтый или красный, урана –
желтый.
Надглазурными красками также являются оксиды металлов. Они
закрепляются на поверхности сплавлением с глазурью при третьем – «декоративном»
обжиге, осуществляемом при относительно невысоких температурах (770…850°C).
Поэтому палитра этих красок значительно шире, чем подглазурных, но они стираются
с черепка при долгом употреблении.
Для лучшего сплавления надглазурных красок с глазурью их предварительно смешивают с флюсами (легкоплавкими стеклами, содержащими оксиды свинца, бора и кремния), которые придают краскам дополнительный блеск. На оттенке красок отражаются состав и характер флюса. В состав красителей надглазурных красок входят Fе2O3·Al2O3 – желто-красный цвет, Сo2O3·Mn3O4·Сг2O3 – черный, 0,25Fe2O3·ZnO – светло-коричневый, Fе2O3·Cr2O3 – коричневый, СоО·Al2O3 – голубой, Cr2O3 – зеленый и др.
Фарфоровые изделия весьма разнообразны по своему химическому составу, по свойствам и назначению. Приведем несколько наиболее известных типов фарфора и их характерные особенности.
Фарфор бисквитный – матовый, без глазури. Существует мнение, что бисквитным его называют по причине двукратного обжига. Приставки «бис» и «би» во многих языках означают два. При производстве фарфора сначала производят обжиг, который называют утильным, а затем следует обжиг при глазуровании. Бисквитный фарфор также обжигается дважды, но второй раз без глазури. В настоящее время технология производства бисквитного фарфора может и не включать второго обжига.
Фарфор костяной – мягкий фарфор, непременной составной частью которого является зола костей крупного рогатого скота, состоящая главным образом из фосфата кальция. В настоящее время ее иногда заменяют природными фосфатами кальция. Изготовленные из костяного фарфора изделия характеризуются высокой белизной, просвечиваемостью и декоративностью. Специалисты считают, что костяной фарфор начал производить И. Спод в 1759 г. в окрестности г. Сток-он-Трет (Англия). В нашей стране изделия из костяного фарфора высокого качества выпускает фарфоровый завод им. М.В. Ломоносова в Санкт-Петербурге.
Фарфор фриттованный – хорошо просвечиваемый мягкий фарфор, производимый во Франции с 1738 г. Он содержит 30…50% каолина, 25…35% кварца, 25…35% богатой щелочью стекольной фритты. Фритты – композиционные добавки к фарфоровой массе, обеспечивающие образование стекловидной фазы, а следовательно, и обусловливающие просвечиваемость фарфора. В состав фритт входят: песок, сода, селитра, гипс, поваренная соль и измельченное свинцовое стекло.
Если в первобытные времена изделия из керамики имели сугубо утилитарное значение, то со временем они становятся объектом художественного творчества. Уже в VII в. до н.э. в Древней Греции керамические изделия достигли высокого художественного уровня. Наружная поверхность древнегреческой керамики до обжига покрывалась тонким слоем ангоба – белой или цветной глины, наносимой для залицовки неровностей и придания изделию качественного внешнего вида и желаемого цвета. Украшения на изделии писались люстром, т.е. глиноземной краской, которая в результате обжига принимала блестящий черный цвет. По стилю росписи отличали различные периоды изготовления керамики. К концу VI в. до н.э. в художественном оформлении керамических изделий происходит перемена – наружную поверхность изделия целиком покрывают черной краской. Незакрашенными оставляли лишь контуры фигур, а детали рисунка затем прорисовывали тонкой кисточкой.
В период классического древнегреческого искусства (V…IV вв. до н.э.) изготовляются краснофигурные вазы. К тому же периоду относят сосуды, покрытые слоем белого ангоба и украшенные черной и красной живописью. Такие изделия производились в основном мастерами Аттики, начиная с середины V в. до н.э.
В IV в. до н.э. появляются статуэтки главным образом фигур женщин. Кроме самой Греции эти статуэтки изготавливали в греческих колониях Италии, Малой Азии и на острове Родос. В это же время в связи с начавшимся экономическим ослаблением городов греческой метрополии центры художественного развития керамического производства перемещаются в греческие колонии, в том числе и в Северное Причерноморье, в частности, в Пантикопей в Крыму (на месте современной Керчи). Здесь в VIII…IV вв. до н.э. производили бытовые керамические изделия, отличающиеся высокохудожественной росписью черным тоном по красному черепку или красным тоном по черному фону. Кроме того, здесь продолжилось развитие краснофигурного стиля и на гладкой поверхности сосудов появились расписные рельефы. Способ производства этих изделий по побережью Тавриды, так же как и в самой Греции, был забыт и позднее не возобновлялся.
В III в. до н.э. в украшениях древнегреческой керамики вместо сцен с человеческими фигурами стали встречаться стилизованные узоры на черном фоне. Кроме того, расширилась гамма красок (белая, желтая, красная). В этот период в древнегреческой керамике появляются признаки римского искусства в связи с усилением Римской империи и ее экспансией. В I в. до н.э. появилась красная керамика с ангобом и блестящей наружной поверхностью. На этой керамике начали проставляться знаки клейма гончара. Позднее такие неглазурованные тонкокерамические изделия с водонепроницаемым черепком красного или красно-оранжевого цвета, но еще и с рельефной декорировкой широко производились в Римской империи. Эта керамика получила широкую известность и называлась терра-сигиллята. Слово сигиллята имеет корень от итальянского печать, печатать. Существуют две версии такого названия керамики. По одной она была названа в связи с начавшейся маркировкой изделий мастером, а по другой – в связи с рельефной декорировкой, которая наносилась оттиском. Считают, что изделия терра-сигиллята особенно широко производились в Римской империи в период с 150 г. до н.э. по 200 г. н.э. Производство этих, так же как и древнегреческих керамических изделий, позднее не возобновлялось.
С падением Римской империи постепенно исчезли предпосылки для дальнейшего развития художественной керамики. Эта ситуация длилась несколько столетий, захватив весь период средневековья. Когда же постепенно наметился новый подъем интеллектуальных и творческих сил, то прежде всего получили развитие другие виды ремесла. Искусство керамики возродилось в Европе лишь в романскую эпоху (конец X и рубеж XII…XIII вв.). Однако вначале это коснулось не столько бытовой, сколько архитектурно-строительной керамики, использовавшейся для оформления замков, монастырей, церквей.
Только в XV в., т.е. в
начале эпохи Возрождения, керамическое производство получает широкий размах и
начинает сближаться с художественным творчеством. Начавшись в странах Южной
Европы – в Италии, Франции, Испании, высокохудожественное керамическое
производство затем начинает развиваться в Германии, Голландии, Англии и других
странах. Описание характерных особенностей керамических изделий различных стран
и различных центров одной и той же страны в данной книге не представляется
возможным. Однако один из видов бытовой керамики – каменная посуда (каменный
товар) заслуживает внимания.
Каменная посуда (каменный товар)
Она начала производиться в Германии в XVI в. Эта посуда характеризуется чрезвычайно плотным белым или окрашенным черепком. Черепок не просвечивает даже в тонких слоях и характеризуется водопоглощением, не превышающим 7%. Сырьем для каменной керамики служит глина, смешанная с полевым шпатом, кварцем, шамотом и другими веществами. Обжиг проводили при температуре 1200…1280°C. До изобретения фарфора каменная посуда была наибольшим вкладом Германии в мировое развитие керамики. Однако в XVIII в. всемирную известность получила каменная посуда английской фирмы Дж. Веджвуда. Ее отличительная особенность состоит в барельефной декорировке поверхности ваз, бортов тарелок и другими мелкими фигурками и арабесками (стилизованными листьями, цветами) одного цвета на общем фоне изделия другого цвета, например, белый барельеф по зеленому и синему фону.
Происхождение фарфора, фаянса и других художественных керамических изделий антиквары и коллекционеры определяют с помощью имеющихся на изделиях заводских знаков (марки), которые чаще всего выполнялись огнеупорными красками или вдавливались механически по сырому материалу. Иногда вместо заводской марки ставилась монограмма живописца или лепщика. Если изделие не маркировано, то приходится определять его по способу исполнения, форме, характеру черепка, цвету глазури и стилю декора. Знаки маркировки фарфора и фаянса собраны в специальных справочниках и каталогах.
Керамика — это гончарное искусство, идущее из глубины веков. Мастер-гончар делает из обычного комка глины ровный шар и кладет на вращающийся гончарный круг. Послушная глина в опытных руках на глазах начинает вытягиваться и через некоторое время превращается в сосуд. Как только он обретет желаемые контуры, с помощью тонкой проволоки гончар срежет изделие с круга и очень осторожно, чтобы не повредить стенки сосуда, поставит его сушить. Дальше за дело примется огонь в печи для обжига. Там сосуд примет окончательную форму. Затем оно может быть расписано, покрыто глазурью, оформлено деревянными элементами или медной чеканкой, что превратит работу мастеров в истинный шедевр.
В массовом современном производстве — это разнообразный по своим свойствам материал, исходным сырьем для которого служат камни разных пород, глина и ее минеральные соединения. Все это тщательно перемалывается в мелкий порошок и смешивается с необходимым количеством воды до получения однородной и достаточно упругой массы. Затем происходит обжиг этой смеси в печи при различных температурах. Частички камней и глина сплавляются и спекаются вместе, в результате чего образуется твердое вещество с различными свойствами, которое используется для производства керамических изделий.
У керамики много обличий. Грубая керамика – это знакомый всем строительный и шамотный кирпич, который широко используется при возведении зданий и других строительных работах, облицовочная плитка, черепица.
Мелкозернистая тонкая и очень прочная структура известна как . Коалин высокого качества c температурой плавления более 1250°С позволяет создавать изысканную фарфоровую посуду, которая так нравится многим хозяйкам. Конечно, она уступает китайскому фарфору, который на сегодняшний день является одним из самых дорогих и изящных материалов. Китайские фарфоровые вазы, посуда, предметы интерьера часто представляют собой художественную ценность и очень красивы.
Пористая структура керамической субстанции, получаемая при температуре обжига около 800-1000°С, используется для создания прочных фаянсовых и терракотовых изделий. Оригинальные, яркие, обычно расписанные вручную предметы для повседневного обихода с легкостью находят во многих странах с разнообразным культурным наследием.
Кроме того, керамика получила широкое распространение в санитарном строительстве, служит отличным материалом для изготовления химически стойкой продукции, а также с успехом используется в радиотехнической, электротехнической и других отраслях промышленности.
Керамика — неорганические поликристаллические материалы, получаемые из сформованных минеральных масс (глины и их смеси с минеральными добавками) в процессе высокотемпературного спекания.
Состав керамики образован многокомпонентной системой, включающей:
- — кристаллическую фазу (более 50%) — химические соединения или твердые растворы;
- — стекловидную фазу — прослойки стекла, химический состав которого отличается от химического состава кристаллической фазы;
- — газовую фазу — газы, находящиеся в порах.
Свойства керамики определяются ее составом, структурой и пористостью. Керамику классифицируют по вещественному составу, составу кристаллической фазы, структуре и назначению.
По вещественному составу разновидностями керамики является фаянс, полуфарфор, фарфор, терракота, керметы, корундовая и сверхтвердая керамика и так называемая каменная масса.
По составу кристаллической фазы различают керамику из чистых оксидов и бескислородную.
По структуре керамика делится на плотную и пористую . Пористые керамики поглощают более 5% воды, а плотные — 1…4% по массе или 2..8% по объему. Пористую структуру имеют кирпич, блоки, черепица, дренажные трубы и др.; плотную — плитки для полов, канализационные трубы, санитарно-технические изделия.
Керамику классифицируют по характеру строения, степени спекания (плотности) черепка, типам, видам и разновидности, наличию глазури.
По характеру строения керамику подразделяют на грубую и тонкую . Изделия грубой керамики (гончарные изделия, кирпич, черепица) имеют пористый крупнозернистый черепок неоднородной структуры, окрашенный естественными примесями в желтовато-коричневые цвета.
Тонкокерамические изделия отличаются тонкозернистым белым или светлоокрашенным, спекшимся или мелкопористым черепком однородной структуры.
По степени спекания (плотности) черепка различают керамические изделия плотные, спекшиеся с водопоглощением менее 5% — фарфор, тонкокаменные изделия, полуфарфор и пористые с водопоглощением более 5% — фаянс, майолика, гончарные изделия.
Типы, виды и разновидности керамических изделий
Основные типы керамики — фарфор, тонкокерамические изделия, полуфарфор, фаянс, майолика, гончарная керамика .
Тип керамики определяется характером используемых материалов, их обработкой, особенно тонкостью помола, составом масс и глазурей, температурой и длительностью обжига. В состав масс всех типов керамики входят пластичные глинистые вещества (глина, каолин), отощающие материалы (кварц, кварцевый песок), плавни (полевой шпат, пегматит, перлит, костяная зола и др.) При обжиге отформованных изделий в результате сложных физико-химических превращений и взаимодействий компонентов масс и глазурей, формируется их структура. Структура черепка неоднородна и состоит из кристаллической, стекловидной и газовой фаз.
Кристаллическая фаза образуется при разложении и преобразовании глинистых веществ и других компонентов массы. Кристаллическая фаза и особенно муллит придают черепку прочность, термическую и химическую устойчивость.
Стекловидная фаза возникает за счет расплавления плавней и частично других компонентов. Она соединяет частицы массы, заполняет поры, повышая плотность черепка; в количестве до 45 — 50% увеличивает прочность изделий, при большем содержании — вызывает хрупкость изделий, снижает их термостойкость. Стекловидная фаза способствует уменьшению водопоглощения, обуславливает просвечиваемость черепка.
Газовая фаза (открытые и замкнутые поры) оказывает неблагоприятное влияние на физико-химические свойства изделий; снижает прочность, термическую и химическую устойчивость, вызывает водопоглощение и водопроницаемость черепка.
Различие между отдельными типами керамики обусловлено спецификой их внутренней структуры, то есть составом и соотношением отдельных фаз, составом и структурой глазури.
Свойства керамики
Керамические изделия и материалы классифицируют по назначению и свойствам, по основному используемому сырью или фазовому составу спекшейся керамики. В зависимости от состава сырья и температуры обжига керамические изделия подразделяют на 2 класса: полностью спекшиеся, плотные, блестящие в изломе изделия с водопоглощением не выше 0,5% и пористые, частично спекшиеся изделия с водопоглощением до 15%. Различают грубую керамику, имеющую крупнозернистую, неоднородную в изломе структуру (например, строительный и шамотный кирпич), и тонкую керамику с однородным, мелкозернистым в изломе и равномерно окрашенным черепком (например, фарфор, фаянс). Основным сырьём в керамической промышленности являются глины и каолины вследствие их широкого распространения и ценных технологических свойств. Важнейшим компонентом исходной массы при производстве тонкой керамики являются полевые шпаты (главным образом микролин) и кварц. Полевые шпаты, особенно чистых сортов, и их сростки с кварцем добываются из пегматитов. Во все возрастающих количествах кварцево-полевошпатовое сырье добывается из разнообразных горных пород путем обогащения и очистки от вредных минеральных примесей.
По способу приготовления керамические массы подразделяют на порошкообразные, пластичные и жидкие. Порошкообразные керамические массы представляют собой увлажнённую или с добавкой органических связок и пластификаторов смесь измельченных и смешанных в сухом состоянии исходных минеральных компонентов. Перемешиванием глин и каолинов с отстающими добавками во влажном состоянии (18—26% воды по массе) получают пластические формовочные массы, которые при дальнейшем увеличении содержания воды и с добавкой электролитов (пептизаторов) превращаются в жидкие керамические массы (суспензии) — литейные шликеры. В производстве фарфора, фаянса и некоторых других видов керамики пластичную формовочную массу получают из шликера частичным обезвоживанием его в фильтр-прессах с последующей гомогенизацией в вакуумных массомялках и шнековых прессах. При изготовлении некоторых видов технической керамики литейный шликер приготовляют без глин и каолинов, добавляя в тонкомолотую смесь исходного сырья термопластические и поверхностно-активные вещества (например, парафин, воск, олеиновую кислоту), которые потом удаляются предварительным низкотемпературным обжигом изделий.
Выбор метода формования керамики определяется в основном формой изделий. Изделия простой формы — огнеупорный кирпич, облицовочные плитки — прессуются из порошкообразных масс в стальных пресс-формах на механических и гидравлических пресс-автоматах. Стеновые стройматериалы — кирпич, пустотелые и облицовочные блоки, черепица, канализационные и дренажные трубы и т.д. — формуются из пластичных масс в шнековых вакуумных прессах выдавливанием бруса через профильные мундштуки. Изделия или заготовки заданной длины отрезают от бруса автоматами, синхронизированными с работой прессов. Хозяйственный фарфор и фаянс формуются преимущественно из пластичных масс в гипсовых формах на полуавтоматах и автоматах. Санитарно-строительная керамика сложной конфигурации отливается в гипсовых формах из керамического шликера на механизированных конвейерных линиях. Радио- и пьезо- керамика, керметы и другие виды технической керамики в зависимости от их размеров и формы изготовляются главным образом прессованием из порошкообразных масс или отливкой из парафинового шликера в стальных пресс-формах.
Заформованные тем или иным способом изделия подвергаются сушке в камерных, туннельных или конвейерных сушилках.
Обжиг керамики является самым важным технологическим процессом, обеспечивающим заданную степень спекания. Точным соблюдением режима обжига обеспечиваются необходимый фазовый состав, и все важнейшие свойства керамики. За редким исключением спекание кристаллических фаз протекает с участием жидких фаз, образующихся из эвтектических расплавов. В зависимости от состава керамической массы и температуры обжига в фарфоровых, стеатитовых и других плотно спекшихся изделиях содержание жидкой фазы в процессе спекания достигает 40—50% по массе и более. Силами поверхностного натяжения, возникающими на границе жидкой и твёрдой фаз, зёрна кристаллических фаз (например, кварца в фарфоре) сближаются, а газы, распределённые между ними, вытесняются из капилляров. В результате спекания размеры изделий уменьшаются, возрастают их механическая прочность и плотность. Спекание некоторых видов технической керамики (например, корундовой, бериллиевой, циркониевой) осуществляется без участия жидкой фазы в результате объемной диффузии и пластического течения, сопровождающихся ростом кристаллов. Спекание в твердых фазах происходит при использовании весьма чистых материалов и при более высоких температурах, чем спекание с участием жидкой фазы, и потому получило распространение лишь в производстве технической керамики на основе чистых окислов и тому подобных материалов. В соответствии с комплексом предъявляемых требований степень спекания разных видов керамики колеблется в широких пределах. Изделия из электрофарфора, фарфора, фаянса и других видов тонкой керамики покрываются перед обжигом глазурью, которая при высоких температурах обжига (1000—1400 °C), плавится, образуя стекловидный водо- и газонепроницаемый слой. Глазурированием повышают технические и декоративно-художественные свойства керамики. Массивные изделия глазуруются после сушки и обжигаются в один прием. Тонкостенные изделия перед глазуровкой во избежание размокания в глазурной суспензии подвергают предварительному обжигу. В некоторых керамических производствах неглазурованная поверхность обожжённых изделий шлифуется абразивными порошками или абразивным инструментом. Изделия хозяйственной керамики украшаются керамическими красками, декалькоманией и золотом.
Таблица 1. Классификация керамических изделий
Назначение | Тип керамики | Исходные материалы | Температура обжига, 0C | |
Класс пористых, частично спекшихся изделий с водовопоглощением до 15% | ||||
Строительная керамика: | ||||
стеновые материалы | Высокопористая, грубозернистая | Глина, песок и др. отощающие материалы | Глиняный кирпич и пустотелые блоки | |
кровельные материалы | Глина и песок | Черепица | ||
облицовочные материалы | Пластичные и пироплавкие глины шамот, кварцевый песок, полевой шпат, тальк, каолин | Облицовочные фасадные плитки и блоки, терракота, плитки метлахские, мозаичные, глазурованные фаянсовые и др. | ||
санитарно-технические изделия | Фаянс, полуфарфор | Глина, каолин, кварцевый песок | Оборудование санитарных узлов | |
Фаянс, полуфарфор, майолика | Глина, каолин, кварцевый песок, полевой шпат | Столовая и чайная посуда, художественно-декоративные изделия | ||
Огнеупорная керамика | Алюмосиликатная, кремнеземистая, магнезиальная, хромистая, цирконовая и др. | Огнеупорная глина, каолин, шамот, кварциты, известь, доломит, магнезит, высокоогнеупорные окислы и др. | Кирпичи и блоки, применяемые при сооружении печей, топок и др. | |
Класс полностью спекшихся, блестящих в изломе изделий с водопоглощением не выше 0,5% | ||||
Техническая керамика: | ||||
электротехническая (для токов промышленной и высокой частоты) | Муллитовая, корундовая, стеатитовая, кордиеритовая, на основе чистых окислов, электрофарфор | Глина, каолин, андалузит, глинозем, полевой шпат, циркон, цирконосиликаты и др. | Изоляторы, чехлы для термопар, вакуумплотные колбы, термостойкие детали для печей и др. | |
кислотоупорная | «Каменная», кислотоупорный фарфор | Беложгущиеся глины и каолин, кварц, полевой шпат, циркон, цирконосиликаты и др. | Сосуды для хранения кислот и щелочей, аппаратура химических заводов, посуда и др. | |
Бытовая и художественно-декоративная керамика | Твердый и мягкий хозяйственный фарфор | Беложгущиеся глины и каолин, кварц, полевой шпат | Столовая и чайная посуда, статуэтки, вазы и др. | |
Санитарно-строительные изделия | Низкотемпературный фарфор | Глина, каолин, полевой шпат, кварцевый песок | Умывальные столы, унитазы и др. |
Грубокерамические материалы
Крупнопористые крупнозернистые керамические материалы применяются для изготовления крупногабаритных изделий в строительстве, архитектуре малых форм и т. п. Эти сорта выдерживают высокие температуры и термические колебания. Их пластичность зависит от содержания в породе кварца и алюминия (кремнезема и глинозема. — Ред.). В общей структуре много глинозема с высоким содержанием шамота. Температура плавления колеблется от 1440 до 1600 °С. Материал хорошо спекается и дает незначительную усадку, поэтому используется для создания больших объектов и крупноформатных настенных панно. При изготовлении художественных объектов не следует превышать температуру в1300°С.
Каменная керамическая масса
Основу этого сырья составляют шамот, кварц, каолин и полевой шпат. Во влажном состоянии оно имеет черно-коричневый цвет, а после сырого обжига — цвет слоновой кости. При нанесении глазури каменная керамика превращается в прочное, водостойкое и несгораемое изделие. Она бывает очень тонкой, непрозрачной или в виде однородной, плотно спекшейся массы. Рекомендуемая температура обжига: 1100-1300 °С. При ее нарушении глина может рассыпаться. Материал используют в различных технологиях изготовления гончарных изделий из пластинчатой глины и для моделирования. Отличают изделия из красной глины и каменную керамику в зависимости от их технических свойств.
Пористая керамическая масса
Глина для керамики представляет собой белую массу с умеренным содержанием кальция и повышенной пористостью. Ее натуральный цвет — от чисто-белого до зеленовато-коричневого. Обжигается при низких температурах. Рекомендуется необожженная глина, так как для некоторых глазурей однократного обжига недостаточно.
Техническая керамика
К технической керамике относятся электро- и радиотехническая керамика, керметы, абразивные керамические материалы, пенокерамика и другие.
По электрическим свойствам керамику подразделяют на собственно электротехническую, применяемую при частотах до 20000 Гц, и радиотехническую, используемую преимущественно при высоких (более 20000 Гц) частотах.
Электротехническая керамика по области применения делится на изоляторную (установочную), конденсаторную (сегнетоэлектрики) и пьезокерамику, проведение экспертизы качества.
Изоляторная керамика должна иметь низкие потери, хорошие электроизоляционные свойства и прочность. Изоляторная керамика должна иметь большую диэлектрическую проницаемость, малые потери и температурный коэффициент. Основу конденсаторной низкочастотной сегнетокерамики составляют твердые растворы титанатов бария, кальция, циркония и станнатов кальция и магния и др. Использование конденсаторной керамики увеличивает надежность работы и теплостойкость конденсаторов и уменьшает их размеры.
Пьезокерамика — керамические материалы с пьезоэлектрическими свойствами. Структура пьезокерамики — твердые растворы на основе титанита бария, ниобата бария и ниобата и титаната свинца.
Абразивные керамические материалы (абразивы) — вещества повышенной твердости, применяемые в массивном или измельченном состоянии для механической обработки других материалов. Естественные абразивные материалы — кремень, наждак, пемза, корунд, гранат, алмаз и др.; искусственные абразивные материалы — электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и др. По убыванию абразивной способности эти материалы располагаются так: синтетический алмаз, кубический нитрид бора, карбид кремния, карбид титана и электрокорунд. В настоящее время разрабатываются новые абразивные материалы на основе боридов и карбидов переходных металлов, а также типа белбора.
Основные характеристики абразивных материалов: твердость. Прочность и износ, размер и форма абразивного зерна, абразивная способность, зернистость. С увеличением прочности этих материалов улучшается сопротивляемость усилиям резания, так как сопротивление сжатию у них в несколько раз больше, чем сопротивление растяжению. Прочность абразивных материалов на растяжение и сжатие снижается с повышением температуры шлифования.
Измельченный и классифицированный абразивный материал называют шлифовальным. Зернистость шлифовальных материалов определяется размером абразивных зерен, т.е. группой материалов по ГОСТ 3647-80: шлифзерно, шлифпорошки, микрошлифпопрошки и тонкие микрошлифпорошки. Обозначение зернистости дополняют индексами В, П, Н и Д, которые характеризуют процентное содержание (массовую долю) основной фракции (36…60%).
Абразивные керамические материалы используются как в несвязанном виде (порошки, пасты, суспензии), так и в связанном (бруски, шлифовальные шкурки, круги, головки и др.).
Керамика (от греческого слова «керамос», что означает глина) — это изделия, которые производятся путем спекания глин и смесей глин с минеральными добавками. В результате термической обработки керамика приобретает свойства, определяющие широкое использование ее в самых различных отраслях народного хозяйства.По совокупности физико-химических, механических и художественно-эстетических свойств керамика среди известных материалов не имеет себе равных. Она используется в быту (посуда, фигурки из керамики, вазы, картины), применяется в строительстве, в искусстве. Можно выделить основные виды керамики: терракота, майолика, фаянс, фарфор.
Виды керамики
Гончарные изделия можно разделить на две группы : неглазированная и глазированная керамика.
Неглазированная керамика : терракота и гончарная керамика — наиболее древние из всех видов керамики.
Терракота — по-итальянски “обожженная земля”-керамические неглазурованные изделия из цветной глины с пористым строением. Применяется в художественных, бытовых и строительных целях. Из терракоты изготавливается посуда, вазы, скульптура,черепица,изразцы, игрушки, облицовочные плитки и архитектурные детали.
Гончарная керамика требует дополнительной обработки. Для придания ей водонепроницаемости ее заглаживают перед обжигом любым гладким предметом (“лощат”), уплотняя наружный слой глины до появления своеобразного блеска. “Морение” заключается в длительной выдержке глиняных изделий в дыму медленно остывающей печи. Очень древний способ обработки — “запарка”, или “обварка”: вынутое из печи изделие опускают в воду с мукой. При этом на его поверхности образуются красивые подпалины, посуда становится водонепроницаемой. В настоящее время гончарная керамика получила очень широкое распространение. Из нее делают горшки, чашки, кувшины и другие предметы домашнего обихода. И ценятся они не меньше, чем фарфоровые, стеклянные. Гончарная керамика
Глазированная (или поливная) керамика: майолика,фаянс, фарфор, шамот .
Керамику покрывают слоем глазури, эмали и вторично обжигают. Благодаря глазури изделия становятся водонепроницаемыми. Также глазурь позволила изделия декорировать: матовая, бархатистая поверхность чередуется с наплывами блестящей глазури. Под глазурью хорошо смотрится роспись ангобами (окрашенными в разные цвета жидкими глинами). Ангобирование — старинный вид обработки глиняных поверхностей, однако до настоящего времени находит широкое применение.
Майолика- ближайшая родственница гончарной керамики. Это слово произошло от названия средиземноморского острова Мальорка, где зародился этот вид керамики. Майоликой называют изделия из гончарных глин, покрытые цветными глазурями — эмалями. В технике майолики изготовляются как декоративные панно, наличники, изразцы и т. п., так и посуда и даже монументальные скульптурные изображения.
Кувшинчик, кувшин, тарелки, братина. Майолика, роспись по эмали.
Гжель. Конец 18 века
Фаянс (от названия итальянского города Фаэнца, где производился фаянс) — керамические изделия (облицовочные плитки, архитектурные детали,посуда, умывальники,унитазы и др.), имеющие плотный мелкопористый черепок (обычно белый), покрытые прозрачной или глухой (непрозрачной) глазурью. Основа его — белая глина. Фаянсовый кувшин легко отличить от майоликового, стоит только обратить внимание на донышко: у гончарной керамики выступы на нем — темные, а у фаянсовой — белые. То, что отличает фаянс от майолики, сближает его с фарфором, но фаянс не обладает белизной и прозрачностью фарфора, его черепок порист и менее прочен. Изделия фаянса имеют толстые, непрозрачные стенки мягких, обтекаемых форм.
Чайный сервиз. Фаянс
Фарфор отличается от других подобных декоративных материалов высокими параметрами прочности, устойчивости к химическому и температурному воздействию.
В зависимости от долевого состава глины и сопутствующих веществ, фарфор может условно быть разделен на две категории : мягкий и твердый. Главное отличие этих категорий не в твердости состава, как можно было бы подумать, а в поведении под воздействием высоких температур. Кроме того, в мягком фарфоре больше разнообразных веществ, которые придают ему дополнительные качества – например, просвечиваемость. Мягкий фарфор чаще используют при изготовлении декоративных керамических предметов, а твердый – для посуды и в технике. Разновидность мягкого фарфора – костяной фарфор . Кроме всего прочего, в его состав входит костяная зола, богатая кальцием, придает изделиям из такого фарфора дополнительную прочность, белизну и просвечиваемость.
Если при изготовлении фарфора его не покрывают ничем, и он остается матовым, его называют «бисквитом», хотя гораздо чаще можно встретить фарфор, на который нанесен слой глазури. При росписи фарфора используют две технологии – подглазурная роспись и надглазурная роспись.Надглазурная роспись смотрится более ярко за счет широкой гаммы доступных красок. К краскам при росписи фарфора довольно часто добавляют оксиды различных металлов, в том числе благородных (золото, платина).
Сегодня фарфоровые статуэтки, посуда, куклы, другие элементы декора интерьера ценятся не меньше, чем несколько столетий назад. Это по-прежнему красивый и утонченный материал, который может стать настоящим украшением дома и радовать его посетителей на протяжении многих лет.
Сервиз.Фарфор
И фарфор, и фаянс отличаются ценой, составом и технологией производства. Чтобы не спутать благородный фарфор с практичным фаянсом, нужно знать следующие отличия.
В составе фарфора меньше глины и больше разнообразных добавок: полевого шпата, кварцита, каолина. Эти добавки придают фарфору белизну, стекловидность, устойчивость к высоким температурам и меньшую пористость в сравнении с фаянсом.
Отличить фарфор от фаянса несложно. Посмотрите посуду на свет – тонкостенный фарфор должен просвечивать. Он тонкий и полупрозрачный, тогда как фаянс совсем не пропускает свет и обычно покрывается глазурью.
Если нужно определить из какого материала сделана статуэтка, переверните ее и рассмотрите донышко. У фарфора дно не покрыто глазурью. Это связано с технологией обжига – при производстве фарфора используются более высокие температуры, чем при производстве фаянса. Для того, чтобы фарфор не прилип к подставке, глазурь счищают перед вторым этапом обжига.
При выборе посуды обратите внимание на ободок на донышке. У фаянса он отличается от глазури самой посуды и бывает или светло-серым или бежевым. Если ободок белый, то скорее всего это фарфор.
Шамот (от фр. chamotte) представляет собой керамический бой, замешанный на глине. Шамот имеет грубозернистый состав, глазурь на его поверхности растекается пятнами, не покрывая ее полностью, что придает изделию из шамота особую оригинальность. Он очень ценится художниками, которые ввели его в область декоративно-прикладного искусства.
Амфора с сатирами (шамот)
Шамот разновидность морозоустойчивой керамики, обожжённая при температуре 1250 градусов. Изделия из шамотной глины могут оставаться на зиму в Вашем саду, они не боятся морозов и перепадов температур. Но важно, чтобы на изделие не попала влага, для этого его необходимо укрыть полиэтиленовой плёнкой перед первыми заморозками.
Из шамотной керамики изготавливают светильники садовые и интерьерные, основания для фонтанов, вазоны и кратеры, горшки с поддонами, кашпо, фигуры животных, вазы и амфоры.
Что такое безободковый унитаз и как он работает
Длительное время лучшие разработчики сантехники, конструктора и дизайнеры неустанно трудились над тем, чтобы обеспечить сантехническим изделиям максимальную гигиеничность.
В 2014 году практически одновременно ведущие европейские производители презентовали инновационную технологию Rimless. Rimless в дословном переводе означает «без обода», а унитазы, разработанные по такой технологии стали называть просто — «безободковыми».
Конструкция чаши безободкового унитаза радикально не отличается от конструкции стандартного изделия. Основное его отличие — отсутствие у чаши обода, из-под которого обычно поступает вода во время смыва. А соответственно, отсутствие скрытых труднодоступных участков, которые так проблематично содержать в чистоте.
У обычного унитаза сверху по окружности чаши располагается смывное кольцо. Из этого кольца изливается вода во время смыва. В поперечном разрезе это кольцо имеет П-образное сечение. Стенка кольца формирует обод унитаза, и именно за ней образуется самый проблемный участок с точки зрения поддержания чистоты и соблюдения гигиены. Там регулярно скапливается грязь, размножаются бактерии, а под ободом на стенках чаши со временем образуются неэстетичные подтеки.
Добросовестные производители сантехники частично решали данную проблему с помощью тщательного глазурования этого участка с использованием грязеотталкивающих и антибактериальных покрытий. Однако, со временем в ходе эксплуатации, а также из-за особенностей ухода за изделием (тщательные чистки ершиком с использованием агрессивных химических средств и абразивных порошков), покрытие под ободом постепенно повреждается и перестает качественно выполнять свои функции. Многие сталкивались с тем, что поддерживать чистоту и гигиену унитаза со временем становится все труднее.
Получается своеобразная «двойная ловушка» — необходимо тщательно очищать и обеззараживать изделие, но от этого постепенно повреждается поверхность. Можно делать это более щадящими способами, но в таком случае трудно добиться необходимой чистоты и гигиены.
Теперь выход есть — это новые безободковые унитазы системы Rimless.
Система смыва такого унитаза устроена следующим образом. У чаши отсутствует обод, вода подается под сильным напором, эффективно очищая идеально гладкую чашу без каких-либо скрытых полостей. У некоторых моделей все же присутствует минимально возможное углубление по краю чаши (Hygienic Flush (Gustavsberg), The Gap (Roca), Pro S Rimless (Laufen). Но при этом участок остается открытым и доступным для эффективного очищения. В таких моделях, как Rim-Ex (VitrA), Rim-free (Keramag) какой-либо обод отсутствует в принципе, край чаши абсолютно ровный и гладкий, полностью просматривается сверху.
Ещё одно новшество безободковых моделей — технология направленного потока. Разработчикам необходимо было добиться такого результата, чтобы поток воды эффективно омывал унитаз по всему периметру, но вода при этом не разбрызгивалась за пределы чаши. С этой целью на заднюю стенку чаши безободкового унитаза поместили специальный рассекатель с тремя керамическими каналами. Этот рассекатель и распределяет поток воды в нужных трех направлениях — в обе стороны и вниз.
Что касается цен на такие модели: примечательно, что внедрение новой технологии практически не повлияло на стоимость изделий.
Итак, делаем выводы:
- Гигиена. Безободковые унитазы с технологией Rimless обеспечивают высочайший уровень гигиены. Нет труднодоступных мест и скрытых каналов, а значит, нет грязи, бактерий и подтеков.
- Уход. За такими изделиями чрезвычайно просто ухаживать. Для поддержания идеальной чистоты не требуется частая химическая обработка — достаточно протереть поверхность чаши влажной салфеткой.
- Экономия. Изделия с такой системой смыва существенно снижают расход воды во время эксплуатации. В стандартном унитазе для качественной очистки необходимо израсходовать 6/4 литра воды. В унитазах Rimless для такого же эффекта достаточно 4,5/3 или 4/2 литра. Таким образом, экономия воды может достигать 30%.
- Эстетичность. Унитазы с технологией Rimless визуально выглядят аккуратней и чище.
- Экономичность. Пропадает необходимость в частом приобретении чистящих средств для унитазов, что при нынешних ценах на бытовую химию также существенно экономит семейных бюджет.
- Экологичность. Исключение из использования в быту агрессивной химии положительно сказывается не только на здоровьи пользователей, но и на состоянии окружающей среды.
Учитывая все преимущества инновационной технологии Rimless, ведущие производители сантехники все активнее и настойчивее продвигают ее в своих новых коллекциях. И может статься, когда-нибудь подобные практичные изделия вытеснят из пользования обычные унитазы.
Как избавиться от кольца унитаза (7 простых методов)
Туалет — одно из самых неприятных вещей, которые нужно убирать в доме. Однако совершенно необходимо чистить унитаз хотя бы раз в неделю, чтобы уменьшить количество микробов, бактерий, запахов и неприятных следов грязи. Это включает неприятное кольцо, которое появляется в унитазе.
Мы поделимся несколькими способами избавления от кольца унитаза. Так что в следующий раз, когда вы пойдете в ванную, там будет гораздо более расслабляющая и чистая обстановка.
Пищевая сода и уксус
- Налейте в унитаз одну чашку дистиллированного белого уксуса.
- Добавьте одну чашку пищевой соды.
- Добавьте еще две чашки уксуса.
- Оставьте на 10 минут.
- Используйте ершик для унитаза, чтобы распределить его по всему кольцу.
- Подождите еще 30 минут. Удалите стойкие пятна с помощью ершика для унитаза.
- Смыть унитаз.
Причина появления кольца в унитазе?
Кольцо в унитазе обычно вызывается бактериями, плесенью или жесткой водой.
Если это бактерии и плесень, то это происходит в результате скопления микробов или грибков в воде, которая прилипает к унитазу. Когда бактерии попадают во влажную среду, они просто начинают процветать, что еще больше усугубляет звон унитаза.
В частности, Serratia marcescens вызывает розовое кольцо в вашем унитазе. (1) . Эти бактерии любят расти в местах, содержащих жирные вещества, в том числе в фекалиях, и поэтому обычно встречаются в унитазах. Но также его можно найти в ванне, душе и раковине.
С другой стороны, жесткая вода может вызвать появление колец унитаза. Минеральные отложения придают кольцу ржавый вид, но иногда оно может выглядеть черным. Минералы вымываются из стоячей воды и прилипают к унитазу.
Pro Tip
Если у вас появилось черное кольцо из-за жесткой воды, вам, возможно, придется нанять профессионального чистящего средства или найти надежное чистящее средство. Их сложнее удалить, чем кольца унитаза других типов.
Как избавиться от кольца унитаза
Устали от этого кольца в унитазе? Мы поможем.Попробуйте любой из этих семи способов избавиться от грязи.
Пищевая сода и уксус
Эти предметы домашнего обихода могут работать вместе, чтобы справиться с кольцом унитаза, особенно если это было вызвано жесткой водой.
- Налейте в унитаз одну чашку дистиллированного белого уксуса.
- Растворите его в стоячей воде с помощью ершика для унитаза.
- Через минуту добавьте в унитаз чашку пищевой соды.
- Добавьте еще две чашки уксуса.Это вызовет бурную реакцию, так что не паникуйте.
- Оставьте на 10 минут.
- Используйте ершик для унитаза, чтобы распределить раствор там, где находится кольцо. Не забудьте расстелить его под ободком унитаза.
- Подождите еще 30 минут. Удалите стойкие пятна с помощью ершика для унитаза.
- Смыть унитаз.
Средство для чистки туалета
Если у вас есть средство для чистки унитаза из магазина, вы определенно можете использовать его, чтобы попытаться избавиться от кольца унитаза.Следуйте инструкциям производителя. Это особенно хорошо для пятен от бактерий или грибков, но также может сработать и для пятен от жесткой воды.
отбеливатель
А как насчет отбеливателя? Попробуйте, если хотите! Просто имейте в виду, что это лучше для бактерий или унитазных колец, вызванных плесенью, чем для жесткой воды. Следуйте инструкциям производителя на упаковке. Не забудьте после этого промыть несколько раз.
Предупреждение
Никогда не смешивайте отбеливатель с другими чистящими средствами, так как это может создать токсичные или опасные газы.
Бура и уксус
Если прием пищевой соды и уксуса не работает, попробуйте этот. Бура немного сильнее уксуса, поэтому она может работать лучше.
- Вылейте ¼ стакана буры в унитаз.
- Растворите его в воде с помощью ершика для унитаза.
- Налейте в унитаз одну чашку дистиллированного белого уксуса и с помощью ершика растворите его.
- Дайте постоять 20 минут.
- Очистите кольцо унитаза щеткой для унитаза, чтобы удалить пятна.
- Промыть для ополаскивания.
Сушильный лист
Простыни для сушки могут не только сделать вашу одежду красивой и мягкой. Их можно использовать по-разному в доме.
- Наденьте резиновые перчатки.
- Возьмите простыню для сушки (можно, если она уже использовалась) и потрите кольцо унитаза.
- Промыть для ополаскивания.
Top Tip
Это сработает еще лучше, если вы уже попробовали пищевую соду (или Borax) и уксус.
Как избавиться от кольца унитаза естественным путем
В то время как некоторые из наших советов уже включают натуральные ингредиенты, вот еще один для дороги.
Вышеуказанные методы не работают? Ну, наденьте резиновые перчатки и возьмите пемзу или чистящий камень. Это особенно хорошо работает сразу после добавления пищевой соды и уксуса, но вы можете использовать пемзу и отдельно.
Надев резиновые перчатки, осторожно протрите пемзой кольцо унитаза. Убрать его поможет абразивная текстура. Просто убедитесь, что вы используете пемзу только для чистки. Было бы очень противно, если бы кто-то из членов семьи продолжал использовать ту же пемзу на своей коже!
Как избавиться от кольца унитаза без чистки?
Ладно, грязно в унитазе не для всех.К тому же не у всех есть время. Не волнуйтесь — у нас есть для вас простой и удобный совет. Все, что вам нужно, — это волшебный ластик.
- Отрежьте четверть Magic Eraser.
- Бросьте его в унитаз и оставьте на ночь.
- Утром используйте сеть с длинной ручкой, чтобы выловить ее. Не смывайте его.
- Промойте унитаз, чтобы смыть остатки.
Не забывайте
Лучше всего подходит для более легких колец унитаза. Если ваш упрямый или очень большой, это тоже не сработает.
Удаляет ли уксус кольца унитаза?
Уксус часто используется в наших методах, потому что он отлично подходит для удаления колец унитаза. Это потому, что уксус хорош для удаления известкового налета, вызванного жесткой водой. Накипь соединится с уксусной кислотой, содержащейся в уксусе, и CO2 вернется в атмосферу. Образуется h3O, а также образуется ацетат кальция, растворимый в воде (2) .
Что касается бактерий и плесени, уксус может убить 82 процента плесени, поэтому он очень хорошо работает и с этими типами колец унитаза. (3) .Однако отбеливатель или средство для чистки унитаза могут быть более эффективными.
Суть в том, что уксус — отличный нетоксичный выбор.
Избавляется ли WD40 от унитазных колец?
Вы можете использовать WD40, чтобы избавиться от унитазных колец, по данным производителя (4) . Распылите WD40 на кольцо, и он смягчит ржавчину и известковые отложения, чтобы вы могли легко их стереть. Спрей. Подождите пару минут. Скраб. Это так просто!
Обязательно используйте небольшое количество, потому что WD-40 не рекомендует смывать его в унитаз.
Снять кольцо
С помощью этих семи методов вы можете раз и навсегда снять кольцо унитаза. Как только он исчезнет, регулярно чистите унитаз, чтобы он не скапливался снова.
Хотите ли вы натуральный продукт или продукт, купленный в магазине, у нас есть масса способов попробовать. Пищевая сода и уксус, а также трюк с пемзой идеально подходят, если вы хотите что-то натуральное и нетоксичное.
Если вы хотите полностью избежать очистки, используйте метод Magic Eraser.Только не забудьте выловить его на следующее утро!
Наконец, сократите количество отходов, повторно используя старые листы сушилки для удаления кольца унитаза.
Amazon.com: Средство для удаления колец для унитазов Pumie, TBR-6, серая пемза с ручкой, удаляет неприглядные туалетные кольца, пятна из туалетов, раковин, ванн, душевых, бассейнов, сейф для фарфора, 1 упаковка: одежда, обувь и ювелирные изделия
Размер: 1 упаковка
Описание продукта
ОРИГИНАЛЬНЫЙ СЕРЫЙ ОЧИСТИТЕЛЬ ПЕМИЗЫ — ДОВЕРЯЮТ МИЛЛИОНЫ НА 75 ЛЕТ — Средство для снятия колец унитаза Pumie — ОЧИЩАЕТ МОЩНОСТЬ
Стирает кольца унитаза за секунды.Профессиональный помощник по уборке на протяжении многих поколений. Теперь с удобной ручкой. Больше никаких перчаток не нужно. Пемза, очищающая туалеты от ржавчины и известковых отложений после выхода химикатов. Не повредит фарфоровые чаши. Готов к использованию. Многоразовый. Формирует изогнутую или плоскую поверхность. Обладает мягким абразивным действием. Безопасен для рук. Безопасно для детей и домашних животных.
Очищает там, где не работают химические вещества.
Pumie действует за счет мягкого абразивного воздействия. Принимает во внимание то, что осталось от других абразивных чистящих средств.Удаляет минеральные отложения, ржавчину, пятна и накипь с туалетов, раковин, ванн и душевых. Удаляет неприглядные туалетные кольца. Оригинальный продукт Pumie от US Pumice.
Непревзойденный способ удаления:
— Некрасивые кольца унитаза
— Устойчивые пятна в ваннах, раковинах и душах
— Твердые минеральные отложения вокруг кранов и водостоков
— Накипь и ржавчина на металлических изделиях и трубопроводах
— Известь и отложения водорослей в бассейнах
— Ржавчина и грязь на мастерских и садовых инструментах
— Нежелательная краска на плитке, каменной кладке и бетонных поверхностях
Камень Pumie Pummis стирает кольца унитаза за секунды — ОРИГИНАЛЬНОЕ средство для удаления колец для унитазов профессионального уровня
FAST , ПРОСТОТА И ЭФФЕКТИВНАЯ ОЧИСТКА: наш пемзовый чистящий камень может быстро и легко очистить керамическую арматуру, пятна от жесткой воды, плитку для бассейнов, унитазы, решетки для барбекю, сталь
БЕЗОПАСНОСТЬ ДЛЯ ИСПОЛЬЗОВАНИЯ: Безопасен для людей, животных, растений и воды.Он не поцарапает вашу керамическую плитку.
ЗАЩИТИТ ВАШИ РУКИ — включает в себя прочную пластиковую ручку для защиты рук во время чистки.
ВНИМАНИЕ. Некоторые цветные фарфоровые миски хрупкие и могут быть повреждены абразивными чистящими средствами. Прежде чем продолжить, всегда проверяйте небольшую площадь.
От производителя
Стирает кольца унитаза за секунды Профессиональное средство для ухода за поколениями. Теперь с удобной ручкой. Больше никаких перчаток.Пемза, очищающая туалеты от ржавчины и известковых отложений после выхода химикатов. Не повредит фарфоровые чаши. Готов к использованию. Многоразовый. Формирует изогнутую или плоскую поверхность. Безопасен для рук. Безопасно для детей и домашних животных. Продается вместе со вспомогательными средствами для уборки в участвующих продовольственных, медикаментозных, хозяйственных, бытовых и бытовых центрах.
Как удалить пятна от жесткой воды в унитазе
Удаление пятен от жесткой воды в унитазе
Смотрели ли вы когда-нибудь в унитаз в отчаянии, потому что в унитазе есть грязные на вид пятна от жесткой воды, которые вы просто можете не вычистить? Не волнуйтесь, вы не одиноки, и это не значит, что вы грязный человек.
Жесткая вода может быстро скапливаться вокруг кранов, сливов душа, раковин и на дне унитазов. Со временем эта вода оставляет пятна ржавчины и окалины, которые неудобно удалять, но и очень неприглядно. Унитазы могут быть особенно проблематичными из-за стоячей воды в унитазе.
Хотя существует множество агрессивных химикатов, которые определенно вытащат пятно, вот вариант, который можно попробовать, это более экономичное и безопасное решение, особенно если в вашем доме есть домашние животные, которые, вероятно, попытаются выпить. из туалета, потому что ваш сын (или муж) еще не научился закрывать крышку, когда он закончил.
Пищевая сода и уксус
Буквально 2 из самых полезных бытовых чистящих средств, которые вы когда-либо могли иметь, комбинация пищевой соды и уксуса — безопасный и эффективный способ вывести пятна практически с любого предмета. Вот наш рецепт успеха, когда дело доходит до создания смеси, которая удалит стойкие пятна от жесткой воды в унитазе:
Шаг 1: Промойте унитаз. Налейте 1 стакан уксуса в унитаз и с помощью ершика смешайте его с водой в унитазе.Дайте уксусу постоять в миске примерно 1-5 минут.
Шаг 2: Добавьте около 1 стакана пищевой соды в унитаз + еще 1-2 стакана уксуса. Если вы узнали что-нибудь в начальной школе, когда вы сделали вулкан из папье-маше, смесь начнет шипеть. Дайте смеси шипеть и подождите примерно 10 минут.
Шаг 3: С помощью удобной щетки для унитаза смочите в миске раствор пищевой соды и уксуса. Потрите место, где пятна жесткой воды в унитазе все еще прилипают к унитазу, следя за тем, чтобы раствор был выше уровня воды.Пока не смывайте!
Шаг 4: Дайте смеси уксуса и пищевой соды постоять еще 20-30 минут. Промойте и потрите раствор еще несколько раз, пока пятно не исчезнет. Для ополаскивания сполосните унитаз.
Пока вы удалили пищевую соду и уксус, не забудьте очистить стоки, для которых может потребоваться небольшая очистка. Вот рецепт домашнего очистителя канализации.
Пятна все еще остаются? Давайте поднимем его на ступеньку выше.
Бура и уксус
Бура — прекрасное чистящее средство, которое может помочь удалить пятна от жесткой воды в унитазе, а также пятна с другой сантехники.
Шаг 1: Сполосните унитаз, чтобы вода стала чистой. Налейте около ¼ стакана Borax в унитаз и перемешайте его вокруг унитаза с помощью унитаза.
Шаг 2: Добавьте 1-2 стакана уксуса и оставьте раствор на 20-30 минут.
Шаг 3: Потрите унитаз, чтобы удалить пятна, а затем промойте.
Пятна все еще не выходят ?? Есть еще один вариант DIY.
Скраб из стальной ваты
Получите стальную вату класса 0000 (высшего сорта).Поскольку стальная вата является таким абразивным продуктом, вы можете использовать ее отдельно или вместе с бурой + уксусом + / или пищевой содой для достижения лучших результатов. Рекомендуется использовать стальную мочалку класса 0000, так как она с меньшей вероятностью поцарапает фарфоровый унитаз изнутри.
После того, как пятна будут удалены, не забывайте часто чистить!
Избегайте использования агрессивных химикатов и зря тратите свое время на вытирание твердых пятен, проявляя инициативу при чистке унитаза. Регулярное использование буры, уксуса и пищевой соды поможет при очистке и дезинфекции, а при частом использовании они предотвратят скопление пятен от жесткой воды в унитазе.
Проблемы с жесткой водой
Проблемы с жесткой водой в вашем доме? Это влияет не только на ваш унитаз. Жесткая вода — серьезная проблема в районе Большого Дейтона. Обратитесь в службу сантехники A-Abel, чтобы убедиться, что ваша вода достаточно безопасна для питья. Мы бесплатно проведем оценку воды, чтобы убедиться, что жесткая вода в вашем доме приводит только к появлению пятен на унитазе и ничего хуже!
Средство для чистки унитазов | Чистящие средства
Очистите и дезодорируйте с помощью нашего средства для чистки унитазов от друга-хранителя бара:
- Крепко держите бутылку одной рукой, надавливая на защищенную от детей крышку и поворачивая ее против часовой стрелки.Не сжимайте бутылку при открытии.
- Поднимите сиденье унитаза и удалите излишки грязи и сажи с помощью ершика для унитаза или губки.
- Промойте унитаз, чтобы намочить все поверхности.
- Нанесите приблизительно шесть унций средства для чистки унитазов Bar Keepers Friend на все стороны и поверхности унитаза, в том числе под ободком.
- Надежно закройте крышку бутылки и оставьте продукт в унитазе не менее пяти минут. Не закрывайте крышку унитаза во время замачивания.
- Тщательно почистите унитаз ершиком и промойте.
- После использования промойте щетку пресной водой.
- При необходимости повторить. Для достижения наилучших результатов часто используйте средство для чистки унитазов Bar Keepers Friend.
Вода, соляная кислота, этоксилированный жирный амин, пропилен, гликоль, ароматизатор, краситель
ПЕРВАЯ ПОМОЩЬ: ПРИ ПОПАДАНИИ В ГЛАЗА: осторожно промыть глаза водой в течение нескольких минут.Снимите контактные линзы, если они есть, и это легко сделать. Продолжайте полоскание. Немедленно обратитесь к врачу или в токсикологический центр. ПРИ ПОПАДАНИИ НА КОЖУ (или волосы): немедленно снять всю загрязненную одежду. Промыть кожу водой. Перед повторным использованием выстирайте загрязненную одежду. Немедленно обратитесь к врачу или в токсикологический центр. ПРИ ПРОГЛАТЫВАНИИ: Прополоскать рот. Не вызывает рвоту. Немедленно обратитесь к врачу или в токсикологический центр. ПРИ ВДЫХАНИИ: Вывести человека на свежий воздух и обеспечить ему комфортное дыхание. Немедленно обратитесь к врачу или в токсикологический центр.ПРИМЕЧАНИЕ ДЛЯ ВРАЧА: Вероятное повреждение слизистой оболочки может противопоказать использование промывания желудка. ФИЗИКО-ХИМИЧЕСКАЯ ОПАСНОСТЬ. Не используйте и не смешивайте этот продукт с другими бытовыми химикатами, такими как аммиак, чистящие средства для унитаза, средства для удаления ржавчины, кислоты, отбеливатели или сильные окислители, поскольку при этом выделяются опасные газы. Избегайте контакта с одеждой, тканью или ковром. ХРАНЕНИЕ И УТИЛИЗАЦИЯ: Хранить под замком. Транспортировать и хранить в вертикальном положении в оригинальной упаковке. Утилизируйте в соответствии со всеми применимыми федеральными, государственными и местными правилами.Не используйте повторно пустые контейнеры — промойте их водой и поместите в соответствующий контейнер для мусора или рециркуляции. Не содержит фосфора. Сразу после нанесения на металл промойте, чтобы избежать образования язв и обесцвечивания. Избегайте контакта с одеждой, тканью, деревом, резиной, ковром, окрашенными и оклеенными обоями поверхностями и готовыми полами. Продолжительный контакт с металлом, старым фарфором, столешницей из ламината и мрамором может вызвать обесцвечивание. ОПАСНО: ВЫЗЫВАЕТ СЕРЬЕЗНЫЕ ОЖОГИ КОЖИ И СЕРЬЕЗНЫЕ ПОВРЕЖДЕНИЯ ГЛАЗ. МОЖЕТ БЫТЬ КОРРОЗИОННЫМ ДЛЯ МЕТАЛЛОВ. Перед использованием прочтите этикетку.Если необходима консультация врача, приготовьте упаковку продукта или этикетку. ХРАНИТЬ В НЕДОСТУПНОМ ДЛЯ ДЕТЕЙ МЕСТЕ Хранить только в оригинальной упаковке. Используйте защитные перчатки и средства защиты глаз или лица. После работы тщательно вымойте руки и все открытые участки кожи. Не ешьте, не пейте и не курите при использовании этого продукта.
% PDF-1.6 % 1 0 объект > эндобдж 2 0 obj > поток 2016-06-29T16: 17: 08-05: 002016-06-29T16: 17: 08-05: 002016-06-29T16: 17: 08-05: 00FUJITSU fi-6130Zdj # 2application / pdfuuid: e9a96417-c9e6-4652 -94b7-30166077e251uuid: cca2273d-c7f2-4530-b3c3-99752fedc068 Adobe Acrobat Pro 11.Подключаемый модуль 0.15 Paper Capture конечный поток эндобдж 3 0 obj > эндобдж 5 0 obj > эндобдж 6 0 obj > эндобдж 16 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Type / Page >> эндобдж 17 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Type / Page >> эндобдж 18 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Type / Page >> эндобдж 19 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Type / Page >> эндобдж 20 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject >>> / Type / Page >> эндобдж 41 0 объект > поток q 0.22 0,22 0,22 мкг 612.4052277 -9.5606537 12.3591614 791.6633453 -6.1421967 4.8286591 см / Im0 Do Q q 11,7585602 -0,1835632 12,355423 791,4233856 1,0606689 4,9562378 см / Im1 Do Q BT 0,243 0,239 0,243 rg / T1_0 1 Тс 0,0028 Tc 3 Tr 10,9 0 0 10,9 83,71 698,05 Tm (the) Tj -0,0003 Тс 1,894 0 Тд (туалет.) Tj -0,0279 тс 2,976 0 тд (Do) Tj -0,0027 тс 1,787 0 тд (не) Tj -0,035 Тс 10,7927 0 0 10,9 176,43 698,05 Тм (быть) Tj 0,0109 Тс 10,9 0 0 10,9 194,05 698,05 Тм (агрессивно) Tj -0,0076 Тс 5,461 0 Тд (и) Tj 0.0036 Тс 2.215 0 Тд (если) Tj -0,0096 Тс 0,939 0 Тд (ты) Tj 0,0101 Тс 2,165 0 Тд (иметь) Tj 0,0094 Тс 2,717 0 Тд (любой) Tj 0,0096 Тс 2,137 0 Тд (специальный) Tj 0,0149 Тс 3,661 0 Тд (заканчивает) Tj 0,0214 Тс 3,999 0 Тд (проконсультироваться) Tj -0,0115 Тс 3,754 0 Тд (с) Tj -0,0082 тс 2,285 0 тд (the) Tj 0,0207 Тс -39,428 -1,41 Тд (производство) Tj 0,353 0,349 0,361 rg 0 Тс 5,857 0 Тд (r) Tj 0,498 0,502 0,478 мкг 0,367 0 Тд (.) Tj 0,243 0,239 0,243 rg / T1_1 1 Тс 18,3 0 0 18,3 83,52 641,88 тм (А) Tj ET BT / Подозреваемый> BDC 0.0137 Tc 18,3 0 0 18,3 102,7716 641,88 Tm (Сторона) Tj ЭМС ET BT -0,0106 Тс 18,3 0 0 18,3 149,1255 641,88 Тм (Примечание:) Tj / T1_0 1 Тс -0,035 Тс 11,095 0 0 11,2 83,38 614,05 Тм (Q:) Tj 10,8525 0 0 10,9 99,83 614,05 тм (Дон) Tj 0,353 0,349 0,361 rg 0 Tc 10,9 0 0 10,9 120,58 614,05 Tm (‘) Tj 0,243 0,239 0,243 rg 0.206 0 Тд (t) Tj -0,0082 Тс 0,594 0 Тд (the) Tj ET BT / Подозреваемый> BDC -0,0056 Тс 10,9 0 0 10,9 148,7783 614,05 Тм (EWS) Tj ЭМС ET BT 0,0146 Tc 10,9 0 0 10,9 177,0747 614,05 Tm (Целый) Tj 0,0153 Tc 3.304 0 Тд (Дом) Tj 0,0401 Тс 3,038 0 Тд (Вода) Tj 0,0092 Тс 3,172 0 Тд (Фильтрация) Tj ET BT / Подозреваемый> BDC 0,0194 Тс 10,9 0 0 10,9 328,1814 614,05 Тм (Системы) Tj ЭМС ET BT 0,0056 Тс 10,9 0 0 10,9 375,6291 614,05 Тм (удалить) Tj -0,0082 тс 3,736 0 тд (the) Tj 0,0147 Тс 1,777 0 Тд (хлор) Tj 0,435 0,431 0,447 мкг 0 Тс 3,729 0 Тд (,) Tj 0,243 0,239 0,243 rg 0,0058 Тс 0,531 0 Тд (который) Tj 0,0016 Тс -36,592 -1,233 Тд (убивает) Tj -0,0082 тс 2,04 0 тд (the) Tj 0,0093 Тс 1,769 0 Тд (бактерии) Tj -0.035 Tc 9,904 0 0 10,9 168,77 600,61 Tm (в) Tj -0,0082 Тс 10,9 0 0 10,9 180,43 600,61 Тм (the) Tj 0,0127 Тс 1,722 0 Тд (вода?) Tj 0,0028 Тс -10,656 -1,233 Тд (A:) Tj -0,0008 Тс 1,518 0 Тд (Да) Tj 0,435 0,431 0,447 мкг 0 Тс 1.847 0 Тд (,) Tj 0,243 0,239 0,243 rg 0,0126 Тс 0,637 0 Тд (эти) Tj 0,009 Тс 2,99 0 Тд (системы) Tj -0,0139 Тс 4,193 0 Тд (будет) Tj 0,0056 Тс 1,874 0 Тд (удалить) Tj -0,0082 тс 3.868 0 тд (the) Tj 0,0147 Тс 1,887 0 Тд (хлор) Tj -0,0076 Тс 4,118 0 Тд (и) Tj 0,0192 Тс 2,159 0 Тд (другое) Tj 0.015 Tc 2.795 0 Td (дезинфицирующие средства) Tj 0,0064 Тс 6,194 0 Тд (от) Tj 0,0028 Тс 2,508 0 Тд (the) Tj 0,0228 Тс 1,832 0 Тд (вода) Tj -0,0186 Тс -38,388 -1,233 Тд (и) Tj 0,0088 Тс 2,119 0 Тд (пока) Tj 0,0071 Тс 1,806 0 Тд (эти) Tj 0,0068 Тс 2,966 0 Тд (общий) Tj 0,0093 Тс 4,395 0 Тд (вопросы) Tj 0,0083 Тс 3,322 0 Тд (будет) Tj 0,0022 Тс 3,161 0 Тд (все еще) Tj 0,0325 Тс 1,916 0 Тд (происходят) Tj 0,0139 Тс 3,006 0 Тд (независимо) Tj 0,0468 Тс 5,294 0 Тд (из) Tj 0,028 Тс 1,242 0 Тд (будь) Tj 0,0128 Tc 4.152 0 Тд (или) Tj 0,0083 Тс 1,333 0 Тд (не) Tj -0,0082 тс 1,82 0 тд (the) Tj 0,0228 Тс 1,832 0 Тд (вода) Tj -0,0041 Тс -38,375 -1,233 Тд (имеет) Tj 0,0032 Тс 2,004 0 Тд (был) Tj 0,0024 Тс 2,593 0 Тд (с фильтром) Tj 0,0208 Тс -4,599 -2,401 Тд (Муниципально) Tj 0,0075 Тс 5,522 0 Тд (лечится) Tj 0,0228 Тс 3,594 0 Тд (вода) Tj -0,0041 тс 2,953 0 тд [(имел) -152,1 (был)] TJ 0,0164 Тс 4,721 0 Тд (продезинфицировано) Tj -0,0042 тс 5,383 0 тд (с) Tj 0,0069 Тс 2,271 0 Тд (суровый) Tj 0,0132 Тс 2,981 0 Тд (химикаты) Tj -0.035 Tc 10,2455 0 0 10,9 436,84 534,12 Tm (в) Tj 0,0218 Тс 10,9 0 0 10,9 449,66 534,12 Тм (порядок) Tj -0,0329 Тс 2,779 0 Тд (к) Tj 0,0125 Тс 1,271 0 Тд (соблюдать) Tj -0,0042 Тс -37,706 -1,233 Тд (с) Tj 0,008 Тс 2,294 0 Тд (местный) Tj 0,353 0,349 0,361 rg 0 Тс 2,195 0 Тд (,) Tj 0,243 0,239 0,243 rg 0,0031 Тс 0,654 0 Тд (состояние) Tj -0,0076 тс 2,663 0 тд (и) Tj 0,0032 Тс 2,143 0 Тд (федеральный) Tj 0,0181 Тс 3,583 0 Тд (стандарты) Tj 0,353 0,349 0,361 rg 0 Тс 4,65 0 Тд (.) Tj 0,243 0,239 0,243 rg 0,0153 Tc 0.637 0 Тд (The) Tj 0,0181 Тс 2,255 0 Тд (вопросы) Tj 0,0468 Тс 3,423 0 Тд (из) Tj 0,006 Тс 1,277 0 Тд (пятна) Tj 0,435 0,431 0,447 мкг 0 Tc 2.759 0 Td (,) Tj 0,243 0,239 0,243 rg -0,0095 Тс 0,71 0 Тд (кольца) Tj 0,0348 Тс 2,63 0 Тд (или) Tj 0,0176 Тс 1,32 0 Тд (обесцвечивание) Tj -0,0172 Тс 6,319 0 Тд (are) Tj 0,0093 Тс -39,466 -1,233 Тд (вопросы) Tj 0,0196 Тс 3,273 0 Тд (что) Tj 0,0125 Тс 2,108 0 Тд [(развить) -127.4 (после)] TJ -0,0082 тс 6,413 0 тд (the) Tj 0,0283 Тс 1,766 0 Тд (вода) Tj 0,016 Tc 2.939 0 Тд (приходит) Tj -0,0098 тс 3,471 0 тд (в) Tj 0,0028 Тс 1,996 0 Тд (the) Tj 0,0165 Тс 1,857 0 Тд (дома) Tj -0,0076 тс 2,96 0 тд (и) Tj -0,035 Тс 10,3905 0 0 10,9 398,44 507,24 Тм (is) Tj -0,0045 Тс 10,9 0 0 10,9 410,2 507,24 Тм (б / у) Tj 0,0128 Тс 2,585 0 Тд (или) Tj 0,0098 Тс 1,29 0 Тд (слева) Tj -0,0329 тс 1,709 0 тд (к) Tj -0,0221 тс 1,228 0 тд (сидеть) Tj ET BT / Подозреваемый> BDC 0,0056 Тс 10,9 0 0 10,9 502,8827 507,24 Тм (Однажды) Tj ЭМС ET BT 0,0145 Tc 10,9 0 0 10,9 82,9166 494,0401 Tm (хлорированный) Tj 0.0228 Tc 5.56 0 Td (вода) Tj -0,035 Тс 10,3905 0 0 10,9 176,2 494,04 Тм (is) Tj 0,0088 Тс 10,9 0 0 10,9 188,77 494,04 Тм (разоблачены) Tj -0,0109 Тс 4,343 0 Тд (к) Tj 0,0028 Тс 1,299 0 Тд (the) Tj 0,0067 Тс 1,91 0 Тд (воздух) Tj 0,435 0,431 0,447 мкг 0 Tc 1.196 0 Td (,) Tj 0,243 0,239 0,243 rg 0,0028 Тс 0,659 0 Тд (the) Tj 0,0178 Тс 1,909 0 Тд (хлор) Tj 0,0161 Тс 4,14 0 Тд (рассеивается) Tj -0,0329 тс 5,092 0 тд (к) Tj 0 Тс 1,316 0 Тд (а) Tj 0,0015 Тс 0,992 0 Тд (газ) Tj 0,353 0,349 0,361 rg 0 Тс 1,744 0 Тд (.) Tj 0,243 0,239 0,243 rg 0,0153 Тс 0,637 0 Тд (The) Tj 0,0283 Тс 2,23 0 Тд (вода) Tj -0,035 Тс 9,904 0 0 10,9 521,33 494,04 Тм (в) Tj 0,0221 Tc 10,9 0 0 10,9 82,75 480,6 Tm (ваш) Tj 0,0163 Тс 2,407 0 Тд (сантехника) Tj 0,0095 Тс 4,634 0 Тд (система) Tj -0,035 Тс 10,3905 0 0 10,9 199,72 480,6 Тм (is) Tj 9,904 0 0 10,9 211,73 480,6 тм (в) Tj 0 Tc 10,9 0 0 10,9 224,29 480,6 Tm (а) Tj 0,0018 Тс 0,946 0 Тд (закрыто) Tj 0,0073 Тс 3,406 0 Тд (петля) Tj -0,0076 тс 2,342 0 тд (и) Tj -0,035 Тс 10,7616 0 0 10.