Производство керамического кирпича: Страница не найдена — Строительные материалы от А до Я
Производство керамического кирпича: victorborisov — LiveJournal
Сегодня мы с вами побываем на современном автоматизированном заводе по производству керамического кирпича компании ENKI, расположенном в городе Кокшетау. Завод открылся в декабре прошлого года и мы в компании с russos и gelio посетили его через две недели после официального запуска. Проектная мощность завода — 60 миллионов кирпичей в год.
2. Кирпич глиняный пластического прессования — самый распространённый стеновой керамический материал. Он изготавливается из глины с добавками выгорающих (молотый уголь, опилки, торф) и непластических материалов (крупнозернистый песок, шамот, шлак).
3. Легкоплавкие глины, основное сырьё для производства кирпича, при нагревании до 800-1000 градусов приобретают свойства камня, что и делает их востребованными в строительном производстве.
4. Процесс производства кирпича состоит их трёх основных этапов: добыча глины и подготовка шихты; формование и сушка кирпича; обжиг. Сначала проводят подготовительные операции — измельчение и увлежнение глины, удаление камней. После этого однородная перемешанная масса поступает в отделение формовки.
Сначала проводят подготовительные операции — измельчение и увлежнение глины, удаление камней. После этого однородная перемешанная масса поступает в отделение формовки.
5. Формовка производится с помощью пресса. Из глиномешалки масса поступает с необходимым уровнем содержания влаги для формовки. Пустоты образуются с помощью кернов, расположенных в выходной части формующей головки пресса. Пустотелый кирпич имеет низкую теплопроводность, стены из пустотелого кирпича лучше сохраняют тепло и препятствуют прохождению холодного воздуха в помещение. А кроме этого пустотелый кирпич существенно легче обычного.
6. Сначала отрезается брус, имеющий длину 10 кирпичей.
7. На втором этапе нарезаются кирпичи (обратите внимание на тонкие проволочные ножи) и располагаются на конвейере с зазором 2-3 см.
8. Уложенные на паллеты кирпичи переходят к сушению.
9. Паллеты укладываются специальным образом так, что на каждую помещается 40 кирпичей и их расположение идеально подходит для сушки.
10. Сушка ведётся методом постепенного подъёма температуры в сушильной камере и исключения заметного движения воздуха. Это способствует равномерности испарения влаги из кирпичной массы. Для обеспечения процесса утилизируется тепло печей обжига и остывающего готового кирпича.
11. Товарные качества керамического кирпича зависят от применённых приёмов производства. Цвет кирпича, произведённого из глины с высоким содержанием окислов железа, может колебаться от красного до чёрного, в зависимости от кислотности среды обжига. Беложгущиеся глины редки и в производстве кирпича используются реже. Применение различных добавок позволяет расширить цветовую гамму изделий. Высокие требования к цветовому однообразию кладки, присущие строительным традициям нашей страны, делают решение непростого вопроса соблюдения стандарта цвета очень важным, в особенности для лицевого кирпича.
12. Обжиг кирпича – самый ответственный этап его производства. Обжиг производят в газовых печах. Степень обжига влияет на водо- и морозостойкость кирпича. Недожженный кирпич (он темнее обожжённого нормально; глухо звучит при ударе; тяжёл) непрочен и нестоек. Пережжённый кирпич прочнее, плохо впитывает влагу, плотен и теплопроводен. При ударе даёт звон высоких тонов.
Обжиг производят в газовых печах. Степень обжига влияет на водо- и морозостойкость кирпича. Недожженный кирпич (он темнее обожжённого нормально; глухо звучит при ударе; тяжёл) непрочен и нестоек. Пережжённый кирпич прочнее, плохо впитывает влагу, плотен и теплопроводен. При ударе даёт звон высоких тонов.
А также рекомендую посмотреть видео, в нём все выглядит более наглядно.
Мои другие промышленные репортажи смотрите по тегу: производственный репортаж
Производство керамического кирпича: russos — LiveJournal
1. Кирпич — один из старейших строительных материалов. По сути это искуственный камень, произведенный из минеральных материалов и обладающий его свойствами: прочность, водостойкость и морозостойкость. До середины XIX века технология производства кирпичей была примитивной и трудоемкой. Только около ста пятидесяти лет назад процессы изготовления кирпича стали механизироваться.2. Организация кирпичного производства должна создать условия для двух основных параметров производства: обеспечивать постоянный или средний состав глины и обеспечивать равномерную работу производства. Например, самая лучшая глина — это глина постоянного состава, которую с низкими затратами могут обеспечить только многоковшовый и роторный экскаваторы.
Например, самая лучшая глина — это глина постоянного состава, которую с низкими затратами могут обеспечить только многоковшовый и роторный экскаваторы.
3. Процесс производства кирпича состоит их трёх основных этапов: добыча глины и подготовка шихты; формование и сушка кирпича; обжиг. После добычи сырье привозят на завод и сначала проводят подготовительные операции — измельчение и увлажнение глины, удаление камней.
4. Использование дробильно-увлажняющей машины позволяет отказаться от многодневной передержки сырьевого материала в творильных ямах, а механизированный размол и перемешивание дают однородную пластичную массу, пригодную для гидроэкструзионного формования брикета.
5.
6.
7.
8.
9. После этого однородная перемешанная масса поступает в отделение формовки.
10. Которая происходит с помощью пресса.
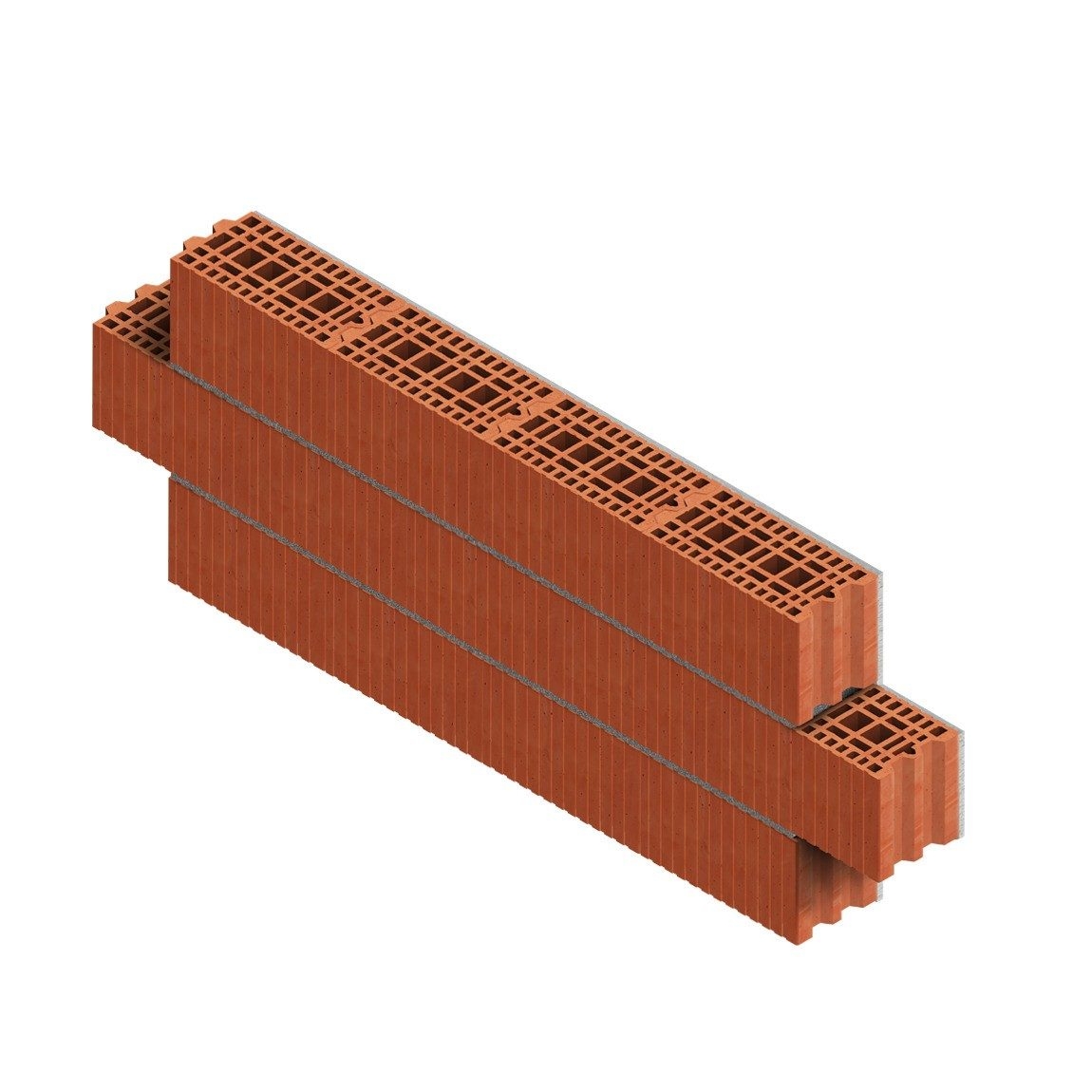
11. Формуется брикет уже дырочками внутри! Пористость и наличие заданных пустот влияет на показатели эффективности теплозащиты материала.
12. Потом отрезается брус, имеющий длину 10 кирпичей.
13. И специальной машиной со струнами-ножами он нарезается на кирпичи.
14. Которые укладываются на палетты и отправляются на сушку.
15. Сушка ведётся методом постепенного подъёма температуры в сушильной камере и исключения заметного движения воздуха. Это способствует равномерности испарения влаги из кирпичной массы. Для обеспечения процесса утилизируется тепло печей обжига и остывающего готового кирпича.
16. Товарные качества керамического кирпича зависят от применённых приёмов производства. Цвет кирпича, произведённого из глины с высоким содержанием окислов железа ( «красножгущейся») , может колебаться от красного до чёрного, в зависимости от кислотности среды обжига. Беложгущиеся глины редки и в производстве кирпича используются реже. Применение различных добавок позволяет расширить цветовую гамму изделий.
17. Специальная машина для укладывания кирпичей на поддоны перед обжигом.
18. Ряды кирпичей повернуты относительно друг-друга на 90 градусов. Если укладка ряда «вдоль» проблем не составляет, то для ряда «поперек» кирпичи надо повернуть. Что и делает эта машина.
19.
20.
21. Обжиг кирпича – самый ответственный этап его производства. Обжиг производят в газовых печах. Степень обжига влияет на водо- и морозостойкость кирпича. Недожженный кирпич (он темнее обожжённого нормально; глухо звучит при ударе; тяжёл) непрочен и нестоек. Пережжённый кирпич прочнее, плохо впитывает влагу, плотен и теплопроводен. При ударе даёт звон высоких тонов.
22. Готовая продукция на выходе из печи.
23. Смотря на такие плакаты невольно задумываешься, а когда Казахстан станет родиной слонов?
Казахстан:
Медео и Чимбулак.
Васильковский ГОК.
Производство металлического кремния
Самый большой в мире угольный разрез — «Богатырь» и роторный экскаватор СРс(К)-2000
Как делают минералку
КазБелАЗ
Производство стеклопластиковых труб
Вагоносборочное производство
Купажный цех
Американские буренки в Казахстане
Локомотивосборочный завод по производству тепловозов ТЭ33А «Evolution»
Экибастузская ГРЭС-2
Экибастузская ГРЭС-1
Производство керамического кирпича: технология и этапы
Производство изделий: кирпич перед обжигомВ общепринятом смысле, керамический кирпич представляет собой искусственный камень, который получают из глины, подвергающейся тщательной подготовке. В последующем производится формовка и обжиг.
В последующем производится формовка и обжиг.
Химические процессы, происходящие в процессе производства под воздействием высокой температуры, провоцируют изменение цвета изделий: они становятся красными. Термическая обработка также способствует набору прочности материала.
На первый взгляд, все кажется достаточно простым, однако это не совсем так. Выпуск керамических изделий – процесс достаточно сложный, требующий тщательного контроля не только на этапе подготовки сырья, но и входе самого производства.
В данной статье мы попробуем разобраться в том, что представляет собой производство керамического кирпича, рассмотрим основные этапы, а также познакомимся с самими изделиями.
Кратко о керамическом кирпиче
Современные керамические кирпичи имеют размер, равный 250*120*65 мм. Помимо изделий данных габаритов, допускается выпуск полуторных, двойных и так называемых евро-кирпичей. Утолщенное изделие отличается толщиной, равной 88 мм, у двойного она составляет 138 мм. А вот евро-кирпич имеет габариты в 25*6,6*8,8 см.
А вот евро-кирпич имеет габариты в 25*6,6*8,8 см.
На заметку! В соответствии с ГОСТ, допускается изготовление и последующая реализация изделий, имеющих отклонения, не превышающие, как правило, 4-х мм. Это связано с тем, что идеального соответствия требуемому размеру добиться сравнительно трудно. Дело в том, что в процессе обжига происходит усадка, уровень которой напрямую зависит от сорта используемой глины.
Вес изделий может варьироваться в промежутке от 3, 5 до 4-х кг. Зависит он от прочности, плотности материала — и, разумеется, его пустотности.
Современные технологии позволяют выпускать изделия облегченные, отличающиеся неплохими показателями прочности при условии небольшого веса. Своими руками произвести такие кирпичи крайне сложно, так как процесс формовки – не прост.
Вес кирпичейТеперь немного о видах. Если говорить о качестве обжига и его продолжительности, то данный процесс во многом определяет результат производства.
Если говорить о качестве обжига и его продолжительности, то данный процесс во многом определяет результат производства.
Рассмотрим, какие основные разновидности изделий выжженого кирпича существуют:
- Кирпич, обладающий относительно насыщенным красным цветом, обожжен лучше остальных видов. Он наименее хрупкий. Применяются такие изделия при строительстве практически любых конструкций, в зависимости от их значений прочности.
- А вот кирпичи, имеющие бледный цвет (их еще называют алыми), являются практически полной противоположностью вышеописанным. Они очень боятся механического воздействия, влага для них губительна, а качество обжига оставляет желать лучшего. Применять его можно, например, поместив в середину кладки – для забутовки. Также допускается использование при устройстве комнатной печи.
- Кирпич-железняк – это фактически пережженный кирпич. Он обладает темно-красным неравномерным по всей поверхности цветом.
 Он достаточно водоустойчив, поэтому может быть использован при укладке, например, трубы на крыше. Также его применяют при строительстве цоколя и стен подвалов.
Он достаточно водоустойчив, поэтому может быть использован при укладке, например, трубы на крыше. Также его применяют при строительстве цоколя и стен подвалов.
 Он достаточно водоустойчив, поэтому может быть использован при укладке, например, трубы на крыше. Также его применяют при строительстве цоколя и стен подвалов.
Он достаточно водоустойчив, поэтому может быть использован при укладке, например, трубы на крыше. Также его применяют при строительстве цоколя и стен подвалов.- Полужелезняк применяется при возведении конструкций, находящихся в сырости. Такое изделие также сравнительно прочное и не боится влаги.
Помимо вышеперечисленных разновидностей существуют и другие. Классификация керамических изделий сравнительно многогранна, и основывается на целом ряде факторов.
Так можно выделить:
- Кирпичи пустотелые и полнотелые;
- Рядовые и лицевые;
- Огнеупорные (шамотный кирпич).
В отдельную группу стоит отнести клинкерные изделия, отличающиеся особой прочностью и влагоустойчивостью. Они изготавливаются из особого сорта глины, называющейся тугоплавкой.
Рассмотрим при помощи таблицы основные свойства керамического кирпича разного вида.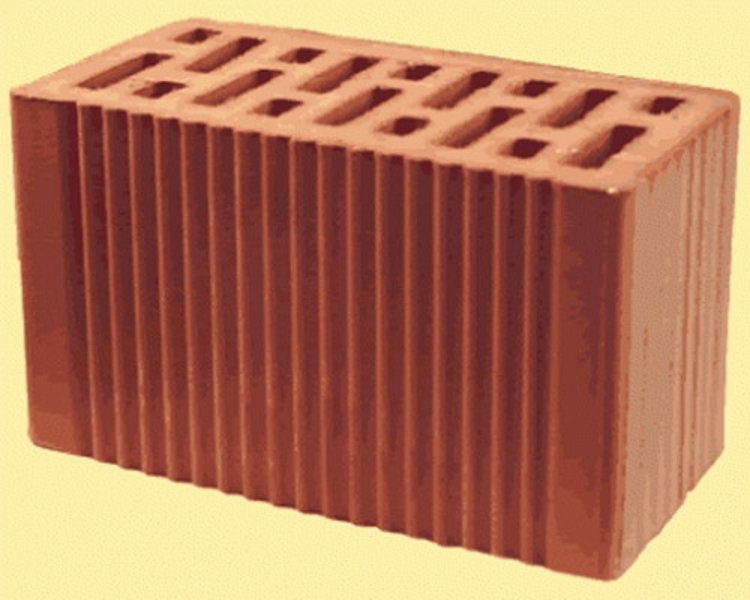
Таблица 1. Керамический кирпич: свойства изделий различного вида:
| Наименование свойства | Керамический кирпич полнотелый | Клинкерные изделия | Шамотный кирпич | Облицовочный кирпич |
| Теплопроводность, Вт*мС | 0,6-0,7 | Около 1,0 | 0,6 | 0,3-0,6 |
| Морозостойкость, циклы | 15-50 | 50-100 | 15-50 | 35-75 |
| Пористость | 8 | До 5-ти | 8 | 6-15 |
| Цена на изделия (категория: высокая, средняя, низкая) | Средняя | Высокая | высокая | Средняя, высокая |
| Плотность | 1600-1900 | До 2100 | 1700-1800 | 1300-1400 |
Обзор процесса выпуска
А теперь разберемся в том, что представляет собой технология изготовления керамического кирпича — и начнем с процесса подготовки сырья.
Подробнее о составе: подбор пропорций компонентов и процесс подготовки сырья
Сырье для производства керамического кирпича должно проходить тщательную подготовку, так как результат изготовления напрямую зависит от качества ее проведения.
Как мы уже говорили, глина разного сорта применяется для выпуска кирпича определенного вида. Давайте кратко рассмотрим, какими свойствами обладает основное сырье.
- Глина в сухом виде достаточно хорошо впитывает влагу, а вот после намокания данное свойство исчезает — то есть, материал становится водонепроницаемым. После перемешивания глина может принимать разную форму, которая в процессе сушки сохраняется. Такая способность получила название свойства пластичности.
- Связующая способность также имеет место быть. Дело в том, что глиняная смесь, при добавлении в нее песка, например, образует однородную массу, которая также обладает свойством пластичности. Разумеется, при увеличении количества песка пластичность снижается.
- Глина также может быть тощей и жирной. Жирные глины являются высокопластичными и характеризуются, соответственно, наименьшим количеством примесей. Во время обжига, изделия, производимые из такой глины, легко дают трещины, именно поэтому в смесь предварительно добавляют отощающие примеси.
- Тощая глина – материал малопластичный. Изделия, выпущенные из нее, получаются хрупкими, шероховатыми.
- При слишком высокой температуре глина начинает плавиться. Так вот именно температура, при которой начинает происходить данный процесс, и определяет уровень огнеупорности материала.
Существуют редкие сорта глины, которые можно обжечь при крайне высокой температуре, достигающей до 1950-2000 градусов. В этом случае, для упрощения процесса, в смесь добавляют специализированные добавки. Это могут быть: окись извести, железа, магнезия.
Жирная глина Глина тощая Виды глины в зависимости от примененияТеперь немного о процессе заготовки глины:
- Заготовку рекомендуется производить осенью. Зимой проходит обработка, представляющая собой вымораживание и замачивание.
- Процесс вымораживания технологически не сложен. Глину закладывают в гряды определенного размера и периодически смачивают. Удачными погодными условиями для такого процесса является неустойчивая зима, когда происходит чередование оттепели и заморозков.
- Сколько времени занимает данный процесс? Как правило, около 3-х месяцев. Стоит отметить, что жирные глины вымораживаются дольше.
- Глину, которая успела хорошо выморозиться, на следующем этапе замачивают.
 Зимой проходит обработка, представляющая собой вымораживание и замачивание.
Зимой проходит обработка, представляющая собой вымораживание и замачивание.Химический составОбратите внимание! Помимо глины и песка, смесь может содержать и химические компоненты, способные влиять на свойства готовых изделий. Ниже на фото изображен химический состав кирпича.
Некоторые варианты используемого оборудования
Оборудование для производства керамического кирпича, как правило, представляет собой автоматизированную линию, состоящую из следующего перечня машин:
- Смеситель;
- Подъемный и линейный транспортер;
- Электронный дозатор;
- Отсеивать камня;
- Агрегаты для подачи сырья;
- Дробитель вальцевый;
- Пресс;
- Истиратель фракции;
- Печи для обжига;
- Тяговые механизмы;
- Вагонетки;
- Формы для изделий;
- Тачки и разворотные пути.

При помощи такой линии можно изготавливать до 300 м3 кирпича в смену. Как правило, производство кирпича керамического, в данном случае, полностью автоматизировано, что, соответственно, исключает ручной труд. Управление происходит, путем задания определенных параметров оператором.
Стоит такой комплект оборудования достаточно дорого, именно поэтому, используется оно только на крупных предприятиях.
Керамический кирпич может изготавливаться при помощи нескольких технологий, подробнее о которых мы поговорим ниже. Одна из них вполне позволяет производить изделия в домашних условиях. Оборудование может использоваться стационарного типа, также могут быть применены мини-установки.
Оба варианта предполагают преобладание ручного труда в большей или меньшей степени. Разумеется, мини-установка автоматизирована минимально, да и комплектация оставляет желать лучшего. Стоимость ее при этом достаточно бюджетная.
Стационарный тип, в большинстве случаев, включает в себя следующее оборудование:
- Установка формирования;
- Дробилка;
- Бетономешалка;
- Компрессор;
- Подъемник;
- Приемный и выходной бункер;
- Грохотка.

Видео в этой статье: «Технология производства керамического кирпича: обзор оборудования» наглядно продемонстрирует принцип работы некоторых линий.
Технологии производства: поэтапное описание процесса
Изготовление керамического кирпича может производиться посредством двух основных технологий: пластическим способом и методом сухого (полусухого) прессования.
Производство рядового керамического кирпича и лицевого практически ничем не отличается. Основное различие заключается лишь в требованиях к данным изделиям, изложенных в ГОСТ.
Способ пластического формования предполагает возможность изготовления как полнотелых, так и пустотелых изделий.
Инструкция выглядит так:
- Первый этап предполагает подготовку глины.
- Полученный в результате порошок увлажняют и перемешивают.
- Во время перемешивания в смесь добавляют необходимые ингредиенты в виде добавок.
- Далее происходит формовка единого пласта, который разрезается на нужные типоразмеры.
- Полученный кирпич-сырец просушивают с целью избавления от излишков влаги. В итоге ее содержание не должно превышать 9-12%.
- В завершение производят обжиг изделий. Они помещаются в специальную печь. Температуру поднимают постепенно. А после поддержания ее на уровне примерно в 800 градусов также плавно снижают.

Метод полусухого (сухого) формования представляет собой следующее:
- Первым делом производится, опять же, выбор глиняной массы.
- Материал дробят и помещают в сушилку.
- Третьим этапом станет сушка.
- Следом необходимо произвести повторное дробление. Это делается с целью большего измельчения. Также глину просеивают для того, чтобы крупные частицы не попали в готовую смесь.
- Увлажнение паром – следующий этап. Уровень его должен составить около 10-12%.
- Далее изделия подвергают прессованию, для этого применяется двухсторонний пресс.
- Если используется метод полусохого прессования, то изделия сушат повторно. Метод сухого прессования этого не требует.
- Завершающий этап – обжиг.

Возможен ли выпуск кирпича в домашних условиях?
Выше уже говорилось о том, что домашнее производство кирпича – возможно. Готовое изделие, разумеется, будет отличаться от заводского по определенным параметрам. Однако, при соблюдении технологии, кирпичи могут быть вполне пригодны для возведения конструкций.
Производство керамического лицевого кирпича своими руками – достаточно сложный процесс. Получить материал со столь высокими внешними показателями будет нелегко, но, при желании, попробовать можно.
Итак, вот несколько советов, которые помогут вам избежать непоправимых последствий и изготовить изделия более или менее высокого качества.
На первом этапе необходимо выбрать глину, которая не должна быть жирной. Проверить это можно посредством следующего метода:
- Глина растирается в порошок;
- Далее она помещается в воду, в которой настаивается до момента, когда песок отделится от основного материала;
- В завершение необходимо произвести расчет. Формула выглядит так: А=100*n/n*r. N – это высота слоя песка, а r – высота слоя воды.
- Итоговое значение не должно быть более 30.
После подобной проверки необходимо глину просушить. Ее стоит выложить, например, во дворе — слой не должен быть более 35-40 см. Далее изделия формуют и прессуют на мини-прессе.
Прессование кирпича на мини-прессеЗавершающим этапом станет обжиг.
Обжиг кирпича керамического в кустарных условияхНасколько рентабельным может быть производство кирпича из керамики?
Рентабельность производства зависит от многих фактов. Условия успешного ведения такого бизнеса будут разными для мелких предпринимателей и крупных производств. Мы же рассмотрим усредненный вариант.
Условия успешного ведения такого бизнеса будут разными для мелких предпринимателей и крупных производств. Мы же рассмотрим усредненный вариант.
Какова будет прибыль?
Что повлияет на рентабельность:
- Разумеется, в первую очередь стоит сказать о вложениях. Чем они больше, тем больше и риски, но, одновременно с этим, при следовании бизнес-плану, возрастают и шансы, и скорость получения прибыли.
- Стоимость сырья повлияет на себестоимость продукции и, как следствие, на розничную цену, что не может не сказаться на скорости продаж.
- Покупательская способность в регионе – также немаловажный фактор.
- Влияние окажут расходы на хозяйственные нужды, размеры отчислений в различные фонды;
- Размер налогов;
- Количество сотрудников;
- Количество бракованных изделий;
- Качество рекламной кампании и многое другое.
То есть, точные расчеты произвести не представляется возможным в случае, когда неизвестны все условия ведения бизнеса.
Как правило, при оптимистическом варианте развития событий, производство может окупиться примерно за полгода. При пессимистическом – за 1,5 – 2. Но всегда лучше ориентироваться на золотую середину во избежание разочарований.
Даже имея четкий бизнес план, полностью защитить себя от рисков никто не сможет. А они, в свою очередь, сулят дополнительные расходы.
Основные отличия самоизготовленных изделий от заводских
Основные различия сводятся к следующему:
- Изделия, выпущенные в домашних условиях, никем не контролируются. То есть, проверить их прочность и плотность, например, не так просто. Разумеется, проверку осуществить можно, но стоимость ее достаточно высока, что снизит, а то и вовсе исключит экономию.
- Материал с хорошей геометрией в домашних условиях получить сложно. То же стоит сказать и об отклонениях изделий от номинальных размеров.
- Внешние характеристики также будут значительно уступать изделиям, произведенным на заводе.
- Единственным преимуществом кустарного изготовления является цена. Как правило, многим удается снизить стоимость строительства за счет удешевления материала.
- При этом трудозатраты могут стать колоссальными, да и время строительства значительно увеличится.
 Как правило, многим удается снизить стоимость строительства за счет удешевления материала.
Как правило, многим удается снизить стоимость строительства за счет удешевления материала.Вышеуказанное однозначно говорит о преимуществе покупки готовых изделий. Однако, если решающим для вас является цена, либо просто желание попробовать себя в качестве производителя, то вы вполне можете отдать предпочтение домашнему выпуску.
В заключение
Производство кирпича керамического – процесс не столь простой, как кажется на первый взгляд. Технология предполагает четкий контроль не только при подготовке сырья, но и на всех этапах изготовления.
Технология производства керамического кирпича полусухого прессования
Производство керамического кирпича методом полусухого прессования – это сложный, многостадийный технологический процесс, направленный на получение современного высококачественного строительного материала, имеющего более низкую стоимость, нежели традиционный кирпич пластического прессования.
Сырьевыми материалами для производства такого кирпича служат красножгущиеся суглинки, кварцевый песок, возможно карбонатные опоковидные породы, может использоваться ряд выгорающих добавок, таких как угольные шламы или древесные опилки, а также дроблёный бой бракованного кирпича.
Разработка карьеров сырьевых материалов ведется предприятиями хозяйственным способом с использованием горно-транспортного оборудования: экскаваторов (одно- или многоковшовых), бульдозеров, а иногда и грейдеров. Транспортировка глины на завод осуществляется автомобильным транспортом, как правило, это самосвал с полуцилиндрическим кузовом с подогревом (для облегчения разгрузки в холодное время года).
Для хранения глины, ее усреднения и вылеживания используется закрытое глинохранилище. Длительное вылеживание сырья в глинохранилище значительно улучшает его технологические свойства.
Далее осуществляется предварительное измельчение, необходимое для разрушения крупных агрегатированных кусков глины. Для этой технологической операции используется двухвальный рыхлитель. Глинорыхлитель работает следующим образом: крупные комья глины, попадая внутрь данной установки, разрезаются билами (рабочий орган данной установки, представляющий собой выступ на вращающейся оси), а при сухой глине дробятся. Измельченные комья через металлическую решетку с размером ячеек 150-200 мм направляются в ящичный питатель. Для очистки валов от налипания на двух боковых стенках корпуса предусмотрено два ряда ножей. Дозирование компонентов керамической массы, а также стабилизация её подачи на дальнейшую обработку, обеспечиваются ящичными питателями.
Для этой технологической операции используется двухвальный рыхлитель. Глинорыхлитель работает следующим образом: крупные комья глины, попадая внутрь данной установки, разрезаются билами (рабочий орган данной установки, представляющий собой выступ на вращающейся оси), а при сухой глине дробятся. Измельченные комья через металлическую решетку с размером ячеек 150-200 мм направляются в ящичный питатель. Для очистки валов от налипания на двух боковых стенках корпуса предусмотрено два ряда ножей. Дозирование компонентов керамической массы, а также стабилизация её подачи на дальнейшую обработку, обеспечиваются ящичными питателями.
Ящичный питатель – установка прямоугольной формы с открытым верхом, в качестве дна которой выступает ленточный транспортер. Положение его передней стенки является регулируемым, от положения которой зависит объём материала, попадающего на ленточный транспортёр.
Пройдя магнитный сепаратор, глинистое сырье поступает на вальцы грубого помола (или дробления), где подвергается помолу и истиранию.
Тонкое измельчение (или помол) пластичных сырьевых материалов (глин и суглинков) сводится к их перетиранию с целью разрушения первичных связей, связывающих отдельные зёрна в крупные агрегатные включения. Для этого применяют такие устройства, как дифференциальные вальцы. Основными рабочими органами данной установки являются два гладких вала, вращающихся с разной скоростью. При работе вальцев грубого помола материал поступает на тихоходный вал, который затягивает массу в зазор между вращающимися с разной скоростью валами и раздавливает. Зазор между валами составляет 3-4 мм, при этом достигается максимальная эффективность обработки.
Далее, из полученной сыпучей субстанции необходимо получить сплошную плотную массу (пресс-порошок) с заданными ей температурой и влажностью, соответствующих формовочным.
Пресс-порошком называют сыпучую несвязную субстанцию, с заданным гранулометрическим составом и влажностью.
Для этого глину подсушивают в специальной установке — сушильном барабане, представляющем собой сварной металлический цилиндр с огнеупорной износостойкой футеровкой диаметром 1,5 – 3,0 и длиной 15 м, опирающийся на ряд роликов. Барабан имеет наклон 3 – 5 градусов и приводится в действие от привода через зубчатую передачу. Материал, загружаемый через торцевое отверстие, расположенное в верхней части барабана, перемещается в результате его наклона и вращения к разгрузочному отверстию. Сушка осуществляется горячим воздухом с температурой до 800°С.
Барабан имеет наклон 3 – 5 градусов и приводится в действие от привода через зубчатую передачу. Материал, загружаемый через торцевое отверстие, расположенное в верхней части барабана, перемещается в результате его наклона и вращения к разгрузочному отверстию. Сушка осуществляется горячим воздухом с температурой до 800°С.
Дополнительные сырьевые материалы (карбонатные плавни, выгорающие добавки) поступают в бункеры склада добавок и ленточным транспортером подаются в ящичный питатель. Далее подается на первичное дробление в дезинтеграторные вальцы.
Дезинтеграторы состоят из двух корзин, вращающихся в противоположном направлении, представляющих собой диски, имеющие специальные металлические выступы. Степень помола зависит от частоты вращения корзины дезинтегратора, расстояния между выступами и влажности массы. Степень измельчения возрастает с увеличением скорости вращения и уменьшением расстояния между корзинами.
Измельченная сырьевая добавка ленточным транспортером подается на виброгрохот, где осуществляется её просеивание. После просеивания добавка поступает в сушильный барабан, после чего совместно с глиной проходит все дальнейшие стадии технологической переработки.
После просеивания добавка поступает в сушильный барабан, после чего совместно с глиной проходит все дальнейшие стадии технологической переработки.
Полученный керамический пресс-порошок, конвейером подается в бункер-накопитель пресса. Из бункера-накопителя пресс-порошок раздаточным конвейером подается в глиномешалку-питатель, в которой происходит тщательное перемешивание и равномерное распределение влаги по всему объему.
Далее пресс-порошок подается в гидравлический или коленорычажный пресс, где происходит двухступенчатое формование: первая ступень прессования при давлении 4-10 МПа, вторая — 25-30 МПа, Длительность прессования должна обеспечить максимальное удаление воздуха из формируемого сырца и обычно составляет 0,5-3,5 с.
Спрессованный кирпич-сырец по рольгангу конвейера отбора сырца поступает на пост съемки-укладки, где формируется в технологические пакеты вручную либо с помощью автомата-садчика. Садка-выставка пакетов выполняется с помощью корзинчатого захвата мостовым краном.
Следующим этапом производственного процесса является сушка, однако благодаря невысокой влажности кирпича-сырца (8-12%), а также высокому давлению прессования, данную стадию технологического процесса, в большинстве случаев, объединяют с обжигом.
Сырец-кирпич сушат в камерных и туннельных сушилках, в течение 12-35 часов и температуре 90 – 120 °С.
Обжиг кирпича осуществляется в кольцевой или туннельной печи, работающей на газовом топливе при температуре 950-1050 ºС. Продолжительность обжига составляет: в кольцевых печах 1,5-3 суток, в туннельных 18-24 ч. После обжига кирпич подвергается сортировке, раскладке на поддоны и отгрузке потребителю.
Производство керамического кирпича — публикация на сайте – Кирпич-Черепица.рф
Первый шаг для того, чтобы достойно оценить и охарактеризовать значение какой-нибудь вещи – как предмета повседневного пользования, так и произведения искусства – заключается в знании процесса изготовления и понимании причин, почему используется именно этот материал. Все это довольно сложно установить в вопросе с керамическим кирпичом, так как его производство и применение не всегда расположены в одном и том же месте, и в них каждый раз принимают участие разные люди.
Все это довольно сложно установить в вопросе с керамическим кирпичом, так как его производство и применение не всегда расположены в одном и том же месте, и в них каждый раз принимают участие разные люди.
Вид и способ его производства определяют цвет, форму, текстуру, прочность, огнеупорность, сопротивляемость погодным воздействиям и долговечность керамического кирпича. Если кирпич низкого качества, здание может обрушиться. Поэтому архитекторы и строительные подрядчики для оценки качества продукта должны знать методику производства керамического кирпича. Историк архитектуры также должен знать, каким образом качество строительного материала влияет на строительное сооружение. Невозможно обойтись и без понимания техник кладки – знания о том, как должен класться один кирпич по отношению к другому, какой вид придают комбинации разных цветов, какая текстура при этом возникает, и какие декоративные свойства кирпича определяют стиль, структуру и вид строительного сооружения.
Имеется два вида кирпичей: необожжённые, высушенные под солнцем, и обожжённые в обжиговой печи. Высушенные под солнцем глиняные кирпичи-сырцы (адоба) являются древнейшим и самым дешевым строительным материалом в истории человечества. Отложения глины находятся почти всегда именно там, где требуется соорудить необходимое строение, а для изготовления высушенных глиняных кирпичей не требуется никаких специальных знаний. Поэтому в более бедных странах мира адоба применяется до сих пор. Основная проблема кирпича-сырца заключается, однако, в том, что они подвержены влиянию дождя. От сильных дождей их не может защитить даже штукатурка.
Высушенные под солнцем глиняные кирпичи-сырцы (адоба) являются древнейшим и самым дешевым строительным материалом в истории человечества. Отложения глины находятся почти всегда именно там, где требуется соорудить необходимое строение, а для изготовления высушенных глиняных кирпичей не требуется никаких специальных знаний. Поэтому в более бедных странах мира адоба применяется до сих пор. Основная проблема кирпича-сырца заключается, однако, в том, что они подвержены влиянию дождя. От сильных дождей их не может защитить даже штукатурка.
В результате обжига кирпичи становятся водостойкими, но сам процесс обжига не так прост, как это кажется. Для производства прочного керамического кирпича недостаточно поместить его в обычный огонь. Для того чтобы кирпич достиг определенной степени спекания, он должен обжигаться от 8 до 15 часов при постоянной температуре от 900 до 1150 градусов Цельсия. Точная температура зависит от используемого сорта глины. В заключение керамические кирпичи должны медленно охлаждаться, чтобы не появилось трещин. Слишком слабо обожжённый кирпич будет очень мягким и хрупким: слишком сильно и кирпич, наоборот, теряет при обжиге свою форму и сплавляется в стеклообразное вещество. Искусство занимающегося обжигом кирпичей специалиста заключается в его способности достичь и постоянно поддерживать требуемую температуру.
Слишком слабо обожжённый кирпич будет очень мягким и хрупким: слишком сильно и кирпич, наоборот, теряет при обжиге свою форму и сплавляется в стеклообразное вещество. Искусство занимающегося обжигом кирпичей специалиста заключается в его способности достичь и постоянно поддерживать требуемую температуру.
Кирпичи состоят из глины, имеющей в зависимости от месторождения разное качество. Однако не требуется никаких специальных геологических знаний для того, чтобы определить, что какие-то отложения лучше подходят для производства керамических кирпичей, чем другие, и что одной глины недостаточно: необходимо добавлять песок и другие материалы. Доля глины в составе в значительной степени определяет качество керамического кирпича. Необожжённые, высушенные на воздухе кирпичи состоят из глины, часто смешанной с соломой, чаще всего такие кирпичи имеют незначительное содержание глины (менее 30 процентов), некоторые терракотовые продукты содержат до 75 процентов глины. Для современных кирпичных заводов глина добывается из глубоких залеганий и тщательно смешивается с песком, однако в прошлом люди предпочитали разработку залежей на поверхности, в которых глина и песок уже присутствовали в определенной пропорции. В ранние времена изготовитель кирпичей проверял глину, пробуя ее на вкус. Наличие кирпичной глины или «кирпичной земли» имело огромное значение для принятия решения о проведении строительства в определенном регионе. Когда обнаруживался подходящий сорт глины, глину добывали и подготавливали, то есть смешивали определенный состав и освобождали от камешков и других загрязнений. Ведь камешки затрудняли нарезку кирпичей, а при обжиге такие кирпичи могли даже лопнуть. После подготовки глина смешивалась с водой и формовалась.
В ранние времена изготовитель кирпичей проверял глину, пробуя ее на вкус. Наличие кирпичной глины или «кирпичной земли» имело огромное значение для принятия решения о проведении строительства в определенном регионе. Когда обнаруживался подходящий сорт глины, глину добывали и подготавливали, то есть смешивали определенный состав и освобождали от камешков и других загрязнений. Ведь камешки затрудняли нарезку кирпичей, а при обжиге такие кирпичи могли даже лопнуть. После подготовки глина смешивалась с водой и формовалась.
По форматам керамические кирпичи различаются на квадратные и прямоугольные кладочные кирпичи. Форматы состоят из длины, ширины и толщины в миллиметрах. При этом речь идет исключительно о приблизительных размерах. Даже кирпичи, которые обжигаются одновременно, имеют из-за неточностей при формовании, сушке и обжиге отклонения по габаритам до 10 процентов. Поэтому приводимые данные дают только приблизительное представление о форме керамических кирпичей и не являются абсолютными.
Равномерность отдельных штук кирпича – одно из важнейших свойств облицовочных кирпичей, она достигается за счет того, что глина запрессовывается в форму. Самый распространенный тип – это рама из дерева, в нее запрессовывается глина, затем рама удаляется – и заготовки готовы. Другой тип – опока с опорной доской и рамой, этот тип больше используется для производства кровельной черепицы, чем кладочных кирпичей, так как прессованная заготовка слегка приклеивается к форме и ее трудно извлекать оттуда. Сегодня большинство кирпичей формуются машинным способом.
В большинстве методов глина для придания формы должна быть относительно влажной, поэтому заготовки должны достаточное время просушиваться после прессования, чтобы в них не появлялись трещины при обжиге. В прошлом заготовки несколько недель содержались на сушилке под открытым небом и защищались от дождя. Сегодня их хранят в закрытом помещении. Во время этого процесса кирпичи дают усадку.
Большинство кирпичей обжигается в стационарных печах, сложенных из огнеупорного материала (чаще всего из обожженных кирпичей), которые легко заполняются и опустошаются. В более старых методах из необожженных кирпичей складывалось временное сооружение, так называемая полевая обжиговая печь или кирпичный котел. При этом кирпичи так укладывались друг на друга, чтобы горячий воздух проходил между кирпичами-сырцами снизу вверх, обжигая их таким образом. Такая полевая обжиговая печь дешевая и быстро укладывается, для нее не требуется никаких керамических кирпичей. В прошлом такие полевые обжиговые печи складывались бродячими изготовителями кирпичей либо на арендованном участке, либо прямо на строительном участке, причем использовалась глина имеющихся местных залежей. Подобные полевые обжиговые печи еще сегодня складываются во многих странах мира. Их недостаток – в низкой эффективности: находящиеся снаружи кирпичи не получают при обжиге достаточно тепла и не приобретают достаточной прочности, в то время как находящиеся внутри кирпичи обжигаются слишком сильно и поэтому не годятся для употребления. Чтобы устранить эти недостатки, печи обмазывались со всех сторон глиной.
В более старых методах из необожженных кирпичей складывалось временное сооружение, так называемая полевая обжиговая печь или кирпичный котел. При этом кирпичи так укладывались друг на друга, чтобы горячий воздух проходил между кирпичами-сырцами снизу вверх, обжигая их таким образом. Такая полевая обжиговая печь дешевая и быстро укладывается, для нее не требуется никаких керамических кирпичей. В прошлом такие полевые обжиговые печи складывались бродячими изготовителями кирпичей либо на арендованном участке, либо прямо на строительном участке, причем использовалась глина имеющихся местных залежей. Подобные полевые обжиговые печи еще сегодня складываются во многих странах мира. Их недостаток – в низкой эффективности: находящиеся снаружи кирпичи не получают при обжиге достаточно тепла и не приобретают достаточной прочности, в то время как находящиеся внутри кирпичи обжигаются слишком сильно и поэтому не годятся для употребления. Чтобы устранить эти недостатки, печи обмазывались со всех сторон глиной.
Способ укладки кирпичей в печи друг на друга имеет решающее значение для их равномерности. Цвет конечного продукта зависит в первую очередь от содержащихся в глине минералов. Сорта глины с высоким содержанием железа становятся при обжиге красными или розовыми в результате окисления железа. Глины с высоким содержанием извести и небольшим количеством железа становятся, наоборот, желтыми или кремовыми. Нюансы цвета определяются положением кирпича в печи и подачей кислорода во время процесса обжига. Поэтому имеются большие различия в цвете даже между отдельными кирпичами одного процесса обжига.
Когда обожженные кирпичи охладились и вынуты из печи, каменщик может начинать работать с ними.
Поделитесь с друзьями:
Линия производства керамического кирпича — Оборудование из Китая
Оборудование из Китая для производства керамического кирпича характеризуется достойным качеством и разумной ценой.
На сегодняшний день самым популярным материалом в строительстве считается обожженный или керамический кирпич. Производят такой кирпич двумя способами. Первый – это пластическое формование. Второй – полусухое или сухое прессование. Эти методы отличаются тем, что в сырьевой массе содержится различное количество влаги. Однако, самым распространенным является производства кирпича методом пластического формования. Надо заметить, что изготовленный этим способом кирпич может быть как полнотелым, так и пустотелым. Изготовление и пустотелых кирпичей, и полнотелых практически одинаковое. Отличие только в подготовке сырья. Для производства пустотелых кирпичей глина подготавливается тщательнее, а пустоты делаются при помощи специальных кернов на выходе из экструдера.
Производят такой кирпич двумя способами. Первый – это пластическое формование. Второй – полусухое или сухое прессование. Эти методы отличаются тем, что в сырьевой массе содержится различное количество влаги. Однако, самым распространенным является производства кирпича методом пластического формования. Надо заметить, что изготовленный этим способом кирпич может быть как полнотелым, так и пустотелым. Изготовление и пустотелых кирпичей, и полнотелых практически одинаковое. Отличие только в подготовке сырья. Для производства пустотелых кирпичей глина подготавливается тщательнее, а пустоты делаются при помощи специальных кернов на выходе из экструдера.
Мы производим оборудование для производства обживого кирпича методом пластического формования. Кирпичное оборудование из Китая это высокопроизводительное и надежное оборудование. Различают технологическое оборудование, используемое при способе пластического формования для рыхления глин и приготовления глиняной массы влажностью 18—22%; для формования и резки глиняного бруса; для укладки, разгрузки и транспортирования изделий в процессе сушки и обжига. Наиболее распространены на кирпичных заводах туннельные, камерные сушила и туннельные печи. В туннельных сушилах кирпич высушивают на рамках или рейках вагонетки, в камерных сушилах рамки или рейки с кирпичом устанавливают на выступы в стенках сушила. Для передачи вагонеток от сушил к печам и возврата порожних вагонеток к прессам применяют электропередаточные тележки. В сушилах и печах вагонетки передвигаются цепными или гидравлическими толкателями.
Наиболее распространены на кирпичных заводах туннельные, камерные сушила и туннельные печи. В туннельных сушилах кирпич высушивают на рамках или рейках вагонетки, в камерных сушилах рамки или рейки с кирпичом устанавливают на выступы в стенках сушила. Для передачи вагонеток от сушил к печам и возврата порожних вагонеток к прессам применяют электропередаточные тележки. В сушилах и печах вагонетки передвигаются цепными или гидравлическими толкателями.
Качество керамического кирпича начинается с исследования сырья
Программа испытаний глинистого сырья
Керамический кирпич является универсальным отделочно-конструкционным материалом с высокими архитектурно-декоративными свойствами. В большинстве случаев низкое качество выпускаемого кирпича связано с недостаточным уровнем исследования глин и слабой отработкой технологических параметров. Именно глинистое сырье, его физико-химические и керамические свойства определяют особенности разработки карьера, состав шихты, оптимальные технологические параметры, необходимый количественный и качественный состав оборудования и в конечном итоге — свойства готовых изделий.
Программа испытаний глинистого сырья разработана таким образом, чтобы при проведении исследований получить наиболее полную информацию о данной глине, ее составе, свойствах, поведении в процессе технологической переработки, формования, сушки и обжига. Данная программа включает: 1) физико-химический анализ; 2) определение керамических характеристик сырья; 3) технологические испытания методом пластического формования для получения лицевого, поризованного кирпича и камня, клинкерных изделий. Определение минералогического состава глин — необходимое условие при проведении испытаний сырья. Объясняется это тем, что технологические свойства сырья в большей степени зависят от содержания и соотношения в сырье глинистых минералов — каолинита, гидрослюды и монтмориллонита. На следующем этапе необходимо определить керамические характеристики сырья: засоренность крупнозернистыми включениями, активность карбонатных включений, гранулометрический состав, пластичность, чувствительность к сушке, показатель критической влажности, спекаемость и огнеупорность.
В целом анализ результатов исследований физико-химических и керамических свойств сырья дает первоначальное представление о поведении глины в процессах технологической переработки, формования, сушки, обжига, а также о будущих свойствах изделий. Это позволяет оценить возможные проблемы, принять меры для их устранения и сориентироваться при проведении технологических испытаний.
Результат исследований
В результате исследований составляют заключение о пригодности глинистого сырья для производства керамического кирпича. Разрабатывают технологический регламент производства, включающий рекомендации по разработке карьера, составы шихт, параметры технологии, набор и качественный состав оборудования, предполагаемые свойства готовых изделий и т.д.
Технологический процесс производства керамического кирпича
1. фронтальный погрузчик 2. виброгрохот 3. скребковый конвейер 4. двухвальцовая дробилка 5. ленточный конвейер 6. пылеуловитель 7. молотковая дробилка 8. барабанное сито 9. творильный бункер 10. гидравлический многоковшовый экскаватор 11. вальцовая дробилка мелкого дробления 12. камерный питатель 13. двухвалковый смеситель 14. воздушный компрессор 15. двухступенчатый вакуумный экструдер 16. вакуумный насос 17. автомат для резки шламовой полосы 18. автомат для резки кирпича-сырца 19. многофункциональный манипулятор 20. автоматическая штабель-укладывающая система 21. вагонетка 22. гидравлический толкач 23. оборотный трансферкар 24. туннельные печи 25. теплоутилизационная система 26. аппарат для выхода готовой продукции из печи 27. автоматическая штабель-укладывающая система
пылеуловитель 7. молотковая дробилка 8. барабанное сито 9. творильный бункер 10. гидравлический многоковшовый экскаватор 11. вальцовая дробилка мелкого дробления 12. камерный питатель 13. двухвалковый смеситель 14. воздушный компрессор 15. двухступенчатый вакуумный экструдер 16. вакуумный насос 17. автомат для резки шламовой полосы 18. автомат для резки кирпича-сырца 19. многофункциональный манипулятор 20. автоматическая штабель-укладывающая система 21. вагонетка 22. гидравлический толкач 23. оборотный трансферкар 24. туннельные печи 25. теплоутилизационная система 26. аппарат для выхода готовой продукции из печи 27. автоматическая штабель-укладывающая система
Подготовка сырья на кирпичном заводе
На первом этапе производства керамических или обожженных кирпичей происходит подготовка сырья, в качестве которого может быть глина и суглинки, содержащие карбиды кальция, магния и оксиды алюминия.Извлеченную из карьера глину необходимо поместить в бетонированные творильные ямы, где должно осуществляться ее разравнивание. Для выделения камней из массы используются камневыделительные вальцы. Во многих случаях качество глины очень высоко, поэтому она может сразу поступать в ящичный питатель. Выходное отверстие питателя оснащено вращающимся валом с посаженными на него кулаками или подвижными граблями, которые служат для частичного разбивания твердых кусков материала и его выталкивания на бегуны. На бегунах глина измельчается и проваливается вниз через дырчатую тарелку. В процессе подготовки сырья приготовляется такая глиняная масса, которая содержит до 20 процентов влаги. В смесь могут быть включены различные добавки. Ими служат всевозможные отходы, как углеобогащения, так и другие местные отходы. Например, это могут быть золошлаки и отходы от добычи угля. В составе глиняной смеси для производства качественного кирпича добавки могут занимать до 30 процентов. Процесс подготовки сырьевой массы представляет собой измельчение кусков глины. Сначала размер кусок доводят до 100-150 миллиметров, а затем измельчают массу при помощи специальный конвейеров и вальцов до такой степени, чтобы размеры частиц составляли 1 миллиметр.
Для выделения камней из массы используются камневыделительные вальцы. Во многих случаях качество глины очень высоко, поэтому она может сразу поступать в ящичный питатель. Выходное отверстие питателя оснащено вращающимся валом с посаженными на него кулаками или подвижными граблями, которые служат для частичного разбивания твердых кусков материала и его выталкивания на бегуны. На бегунах глина измельчается и проваливается вниз через дырчатую тарелку. В процессе подготовки сырья приготовляется такая глиняная масса, которая содержит до 20 процентов влаги. В смесь могут быть включены различные добавки. Ими служат всевозможные отходы, как углеобогащения, так и другие местные отходы. Например, это могут быть золошлаки и отходы от добычи угля. В составе глиняной смеси для производства качественного кирпича добавки могут занимать до 30 процентов. Процесс подготовки сырьевой массы представляет собой измельчение кусков глины. Сначала размер кусок доводят до 100-150 миллиметров, а затем измельчают массу при помощи специальный конвейеров и вальцов до такой степени, чтобы размеры частиц составляли 1 миллиметр. На этом же этапе подготовки сырьевой массы из смеси удаляются вкрапления камня.
На этом же этапе подготовки сырьевой массы из смеси удаляются вкрапления камня.
Формование глинянного бруса.
После подготовки, глиняный порошок увлажняют и перемешивают в специальном фильтрующем смесителе. Надо отметить, что влаги в этой глиняной массе должно быть от 18 до 25 процентов. В это же время к глине добавляют необходимые добавки. После тщательного замеса, глину формуют в брус.
Этот брус и является своеобразной заготовкой для будущих кирпичей. Далее необходимо заготовленный бурс разрезать на отдельные части, которые называются кирпич-сырец. Делается это конвейерным способом при помощи автоматических резаков. Кирпич-сырец нельзя обжигать сразу после нарезания. Сейчас в нем содержится очень много влаги. Поэтому при быстром обжиге изделие растрескается.
Сушка кирпича-сырца
Следующим этапом производства стала сушка кирпича-сырца. В процессе высушивания, влага перемещается изнутри изделия на поверхность и испаряется, в результате чего изменяется объем кирпича, происходит так называемая усадка. Очень важную роль в производстве кирпича играет температура. Она должна быть определенной и постоянной как при сушке изделия, так и при обжиге. Нарушение температурного режима может привести к возникновению брака. Таким образом, влага испаряется из кирпича-сырца при изменении температуры от 0 до 150о. Однако, нагревание должно быть плавным и постепенным. После того, как влажность достигнет 8-12 %, кирпич-сырец считается высушенным, и его можно отправлять в специальные печи для обжига.
Очень важную роль в производстве кирпича играет температура. Она должна быть определенной и постоянной как при сушке изделия, так и при обжиге. Нарушение температурного режима может привести к возникновению брака. Таким образом, влага испаряется из кирпича-сырца при изменении температуры от 0 до 150о. Однако, нагревание должно быть плавным и постепенным. После того, как влажность достигнет 8-12 %, кирпич-сырец считается высушенным, и его можно отправлять в специальные печи для обжига.
Обжиг керамического кирпича в туннельной печи
Обжиг является завершающим этапом в производстве кирпичей способом пластического формования. Итак, кирпич-сырец, который имеет 8-12 % влажности, отправляется в специальную печь. Так он сначала досушивается. И только после этого температура поднимается до 550-800оС, при которой происходит дегидратация минералов глины. Снова происходит усадка будущего кирпича. После того, как температура поднимается свыше 200оС, появляются летучие органические примеси и добавки. Следует отметить, что в процессе обжига кирпича скорость роста температуры достигает 300-350оС в час. Температуру некоторое время держат постоянной, до тех пор, пока окончательно не выгорит углерод. И только после этого изделие нагревают более чем на 800оС. Под воздействием таких температур производит структурное изменение продукции. Сейчас температуру поднимают на 100-150оС в час для полнотелых кирпичей и на 200-220оС в час для пустотелых. Предельную температуру некоторое время выдерживают, чтобы прогреть кирпич равномерно. А затем начинают постепенно снижать температуру. Сначала скорость понижения температуры составляет 100-150оС в час. А после того, как температура достигнет 8000, темп увеличивается до 250-300оС в час. Обжиг партии кирпича может достигать 6-48 ч. В процессе обжига изделие несколько раз меняет свою структуру и усаживается. В результате получается прочный, водостойкий материал, устойчивый к температурным изменениям, обладающий звуко- и теплоизоляционными свойствами.
Следует отметить, что в процессе обжига кирпича скорость роста температуры достигает 300-350оС в час. Температуру некоторое время держат постоянной, до тех пор, пока окончательно не выгорит углерод. И только после этого изделие нагревают более чем на 800оС. Под воздействием таких температур производит структурное изменение продукции. Сейчас температуру поднимают на 100-150оС в час для полнотелых кирпичей и на 200-220оС в час для пустотелых. Предельную температуру некоторое время выдерживают, чтобы прогреть кирпич равномерно. А затем начинают постепенно снижать температуру. Сначала скорость понижения температуры составляет 100-150оС в час. А после того, как температура достигнет 8000, темп увеличивается до 250-300оС в час. Обжиг партии кирпича может достигать 6-48 ч. В процессе обжига изделие несколько раз меняет свою структуру и усаживается. В результате получается прочный, водостойкий материал, устойчивый к температурным изменениям, обладающий звуко- и теплоизоляционными свойствами.
Производство кирпича
ООО «Комбинат «Строма» является одним из ведущих предприятий России в сфере производства керамического кирпича. На сегодняшний день керамические строительные материалы являются одним из наиболее перспективных материалов во всем мире.
Завод по производству выпускает продукцию из экологически чистого материала высочайшего качества и долговечности.
Колоссальное значение в производстве керамического кирпича имеет качество используемого сырья. «Комбинат» использует трепельные и карбонатные глины местных месторождений. Совокупный объем добычи сырья составляет более 40тыс./м3 в год. Проектный период разработки действующих месторождений рассчитан на 35лет. Помимо действующих месторождении «Комбинат» продолжает готовить сырьевую базу. В настоящее время, ведется проектная разработка новых месторождений общей площадью 40Га. За все годы работы специалисты завода наладили технологию подготовки сырья и производства продукции.
В настоящее время, ведется проектная разработка новых месторождений общей площадью 40Га. За все годы работы специалисты завода наладили технологию подготовки сырья и производства продукции.
Наше предприятие выпускает керамический кирпич методом пластичного формования. Выпуск кирпича вырос с 10 миллионов штук в 1995 году до 24 миллионов штук в год в настоящее время. Уникальная технология изготовления гарантирует качество продукции, соответствующее мировым стандартам.
Основными партнерами завода являются строительные организации Москвы, Санкт-Петербурга, Твери, Смоленска, Липецка, и конечно же Брянска и Брянской области. География поставок продукции не ограничивается центральным регионом России, продукцию нашего завода можно увидеть и на строительных площадках Краснодарского края, Урала, Приволжского региона, Карелии.
ООО «Комбинат «Строма» не останавливается на достигнутом и постоянно развивается, благодаря многим факторам, в частности сплоченному и трудолюбивому коллективу!
 youtube.com/embed/ytDW2AcFJkI?wmode=transparent&rel=0&fs=1″ frameborder=»0″ allowfullscreen=»» oallowfullscreen=»» msallowfullscreen=»» webkitallowfullscreen=»» mozallowfullscreen=»»/>
youtube.com/embed/ytDW2AcFJkI?wmode=transparent&rel=0&fs=1″ frameborder=»0″ allowfullscreen=»» oallowfullscreen=»» msallowfullscreen=»» webkitallowfullscreen=»» mozallowfullscreen=»»/>
Производство прочных кирпичей и керамики при надлежащем контроле процесса
Прервите процесс сушки кирпича или керамики, а не конечного продукта, за счет надлежащего контроля температуры и влажности
Поскольку глины по своей природе содержат большое количество воды, неравномерное высыхание из-за плохого контроля влажности приводит к внутренним напряжениям, которые в конечном итоге могут привести к трещинам или поломкам. В производстве кирпича или керамики эти трещины и поломки означают потерю объема производства и, следовательно, потерю денег.Надлежащий контроль температуры и влажности в процессе сушки является наиболее простым способом обеспечения высокого выхода и стабильного качества конечного продукта для этих типов продуктов.
Проще говоря, существует два варианта сведения к минимуму риска растрескивания кирпича и керамики: можно либо изменить исходные материалы для повышения эластичности и устойчивости к растрескиванию, либо улучшить процесс сушки.
Точная настройка сырья часто является непрактичным решением, поскольку оно не только нарушает установленную практику поиска сырья, но и находит новые высококачественные глины и проверяет, как они ведут себя, — это трудоемкий и дорогостоящий процесс, который может не иметь возможности себе позволить.Улучшение процесса сушки — это не только более быстрый и практичный путь вперед, но и гораздо более дешевый.
Когда дело доходит до сушки строительных материалов, необходимо помнить о некоторых уникальных проблемах. Например, керамика нуждается в высокой относительной влажности в начале процесса сушки, чтобы избежать растрескивания, и это может повлиять на работу датчиков, используемых в измерительном оборудовании. В условиях высокой влажности некачественные датчики могут насыщаться конденсатом и давать ненадежные результаты.
Когда дело доходит до производства кирпича, температура и влажность сильно различаются на разных этапах процесса сушки. Отсутствие надлежащего контроля влажности может привести к пересушиванию, что приводит к потере энергии, или к ситуации, когда продукт сохнет слишком быстро и происходит растрескивание.
Помимо улучшения качества конечного продукта, управление процессом сушки также позволяет экономить энергию. Это важно, потому что процесс сушки является чрезвычайно энергоемким и может составлять четверть всей энергии, потребляемой в производственном процессе.
Изделия Vaisala рассчитаны на суровые условия промышленных процессов сушки керамики и кирпича, обеспечивая стабильные и точные измерения даже в условиях высокой влажности и высоких температур.
Узнайте больше о том, как Vaisala может помочь оптимизировать процесс сушки кирпича или керамики
кирпич и плитка | строительный материал
Кирпич и плитка , конструкционные изделия из глины, изготавливаемые в виде стандартных единиц, используемых в строительстве.
Кирпич, впервые произведенный в форме, высушенной на солнце, не менее 6000 лет назад и предшественник широкого ассортимента конструкционных глиняных изделий, используемых сегодня, представляет собой небольшую строительную единицу в форме прямоугольного блока, сформированного из глины или сланца. или смеси и обожжены (обожжены) в печи или духовке для придания прочности, твердости и термостойкости. Первоначальная концепция древних кирпичников заключалась в том, что блок не должен быть больше, чем тот, с которым может легко справиться один человек; сегодня размер кирпича варьируется от страны к стране, и кирпичная промышленность каждой страны производит различные размеры, которые могут исчисляться сотнями.Большинство кирпичей для большинства строительных целей имеют размеры примерно 5,5×9,5×20 сантиметров (2 1 / 4 ×3 3 / 4 ×8 дюймов).
или смеси и обожжены (обожжены) в печи или духовке для придания прочности, твердости и термостойкости. Первоначальная концепция древних кирпичников заключалась в том, что блок не должен быть больше, чем тот, с которым может легко справиться один человек; сегодня размер кирпича варьируется от страны к стране, и кирпичная промышленность каждой страны производит различные размеры, которые могут исчисляться сотнями.Большинство кирпичей для большинства строительных целей имеют размеры примерно 5,5×9,5×20 сантиметров (2 1 / 4 ×3 3 / 4 ×8 дюймов).
Викторина Британника
Строительные блоки предметов повседневного обихода
Из чего сделаны сигары? К какому материалу относится стекло? Посмотрите, на что вы действительно способны, ответив на вопросы этого теста.
Структурная глиняная плитка, также называемая терракотовой, представляет собой более крупную строительную единицу, содержащую много полых пространств (ячеек), и используется в основном в качестве подложки для кирпичной облицовки или для оштукатуренных перегородок.
Структурная облицовочная глиняная плитка часто глазируется для использования в качестве внешней отделки. Настенная и напольная плитка представляет собой тонкий материал из шамота с натуральной или глазурованной отделкой. Карьерная плитка представляет собой плотный спрессованный шамотный продукт для полов, террас и промышленных установок, в которых требуется высокая устойчивость к истиранию или кислотам.
Шамотный кирпич применяется в мусоросжигательных печах, котельных, промышленных и бытовых печах, каминах. Канализационные трубы обожжены и покрыты глазурью для использования в системах канализации, системах промышленных отходов и общего дренажа. Дренажная плитка пористая, круглая, иногда перфорированная и используется в основном для сельскохозяйственного дренажа. Кровельная черепица изготавливается в виде полукруглой (испанской черепицы) и различных плоских черепиц, выполненных в виде шифера или кедровой чешуи; он широко используется в странах Средиземноморья.
Кровельная черепица изготавливается в виде полукруглой (испанской черепицы) и различных плоских черепиц, выполненных в виде шифера или кедровой чешуи; он широко используется в странах Средиземноморья.
Существует также много продуктов, изготовленных из цемента и заполнителей, которые заменяют и обычно выполняют те же функции, что и продукты из конструкционной глины, перечисленные выше. Эти неглиняные изделия из кирпича и плитки кратко описаны в конце статьи. Однако основной темой этой статьи являются кирпич и плитка, изготовленные из шамота.
Шамотный кирпич и плитка являются двумя наиболее важными продуктами в области промышленной керамики. Для получения справочной информации о природе керамических материалов см. статьи, представленные в журнале Industrial Ceramics: Outline of Coverage, особенно статьи о традиционной керамике.Подробное изложение основного применения шамотного кирпича и черепицы см. в статье Строительство.
История кирпичного производства
Сырцовый кирпич, высушенный на солнце, был одним из первых строительных материалов. Вполне возможно, что на реках Нил, Евфрат или Тигр после наводнений отложенная грязь или ил растрескивались и образовывали лепешки, из которых можно было формировать грубые строительные блоки для постройки хижин для защиты от непогоды. В древнем городе Ур в Месопотамии (современный Ирак) около 4000 г. до н.э. была сделана первая настоящая арка из обожженного на солнце кирпича.Сама арка не сохранилась, но ее описание включает первое известное упоминание о растворах, отличных от глины. Для связывания кирпичей между собой использовался битумный шлам.
Вполне возможно, что на реках Нил, Евфрат или Тигр после наводнений отложенная грязь или ил растрескивались и образовывали лепешки, из которых можно было формировать грубые строительные блоки для постройки хижин для защиты от непогоды. В древнем городе Ур в Месопотамии (современный Ирак) около 4000 г. до н.э. была сделана первая настоящая арка из обожженного на солнце кирпича.Сама арка не сохранилась, но ее описание включает первое известное упоминание о растворах, отличных от глины. Для связывания кирпичей между собой использовался битумный шлам.
Обожженный кирпич, без сомнения, уже производился просто путем сдерживания огня сырцовыми кирпичами. В Уре гончары открыли принцип закрытой печи, в которой можно было контролировать тепло. Зиккурат в Уре является примером ранней монументальной кирпичной кладки, возможно, построенной из высушенного на солнце кирпича; ступени были заменены через 2500 лет (около 1500 г. до н.э.) обожженным кирпичом.
По мере того, как цивилизация распространялась на восток и запад от Ближнего Востока, росло и производство и использование кирпича..jpg) Великая Китайская стена (210 г. до н.э.) была построена как из обожженного, так и из высушенного на солнце кирпича. Ранними примерами кирпичной кладки в Риме были реконструкция Пантеона (123 г. по Р.Х.) с беспрецедентным куполом из кирпича и бетона диаметром и высотой 43 метра (142 фута), а также Термы Адриана, где для возведения стен использовались терракотовые колонны. опорные полы, обогреваемые бушующими огнями.
Великая Китайская стена (210 г. до н.э.) была построена как из обожженного, так и из высушенного на солнце кирпича. Ранними примерами кирпичной кладки в Риме были реконструкция Пантеона (123 г. по Р.Х.) с беспрецедентным куполом из кирпича и бетона диаметром и высотой 43 метра (142 фута), а также Термы Адриана, где для возведения стен использовались терракотовые колонны. опорные полы, обогреваемые бушующими огнями.
Эмалирование, или глазурование, кирпича и черепицы было известно вавилонянам и ассирийцам еще в 600 г. до н.э., опять-таки благодаря гончарному искусству.Великие мечети Иерусалима (Купол Скалы), Исфахана (в Иране) и Тегерана являются прекрасными примерами глазурованной плитки, используемой в качестве мозаики. Некоторые голубые оттенки этих глазурей не могут быть воспроизведены существующими производственными процессами.
Западная Европа, вероятно, использовала кирпич как строительную и архитектурную единицу больше, чем любая другая область в мире. Это было особенно важно в борьбе с катастрофическими пожарами, которые хронически поражали средневековые города. После Великого пожара 1666 года Лондон превратился из деревянного города в кирпичный исключительно для защиты от огня.
После Великого пожара 1666 года Лондон превратился из деревянного города в кирпичный исключительно для защиты от огня.
Кирпичи и кирпичные конструкции были привезены в Новый Свет первыми европейскими поселенцами. Коптские потомки древних египтян в верховьях Нила назвали свою технику изготовления сырцового кирпича тубе. Арабы передали это название испанцам, которые, в свою очередь, принесли искусство изготовления сырцового кирпича в южную часть Северной Америки. На севере Голландская Вест-Индская компания построила первое кирпичное здание на острове Манхэттен в 1633 году. Минералогические, физические, термические и технологические характеристики месторождений глин Достлук (ДМ), Халач (ТМ) и Сакар (ТМ), расположенных в бассейне Амударьи в Туркменистане.Потенциальная пригодность этих месторождений была оценена для местного производства керамического кирпича. Химические и минералогические особенности были идентифицированы методами рентгеновской флуоресценции (XRF), ионной хроматографии (IC), энергодисперсионной рентгеновской спектроскопии (EDS) и рентгеновской дифракции (XRD). Физические свойства характеризовали гранулометрическим анализом путем просеивания, гранулометрическим анализом, сканирующей электронной микроскопией/оптическим анализом, удельной поверхностью, индексом пластичности Пфефферкона, реабсорбцией, усадкой, водопоглощением, механическими испытаниями (на сжатие и изгиб) и морозостойкостью. .Термические методы были выполнены с использованием дилатометрии и термогравиметрического/дифференциального термоанализатора (ТГ/ДТА). Образцы для испытаний различных месторождений глины были экструдированы, высушены и обожжены при трех различных температурах: 850°C, 950°C и 1050°C. В то время как глины Достлук и Сакар обладают высокой пластичностью, галахская глина имеет низкую пластичность. Испытания на механическую и морозо-оттаивающую стойкость показали, что выходы глин различного происхождения достаточны для достижения прочности на сжатие более 10 МПа и потери массы менее 3%, что является приемлемым по отраслевым стандартам.Полупромышленно обработанный пустотелый кирпич продемонстрировал многообещающие характеристики.
Физические свойства характеризовали гранулометрическим анализом путем просеивания, гранулометрическим анализом, сканирующей электронной микроскопией/оптическим анализом, удельной поверхностью, индексом пластичности Пфефферкона, реабсорбцией, усадкой, водопоглощением, механическими испытаниями (на сжатие и изгиб) и морозостойкостью. .Термические методы были выполнены с использованием дилатометрии и термогравиметрического/дифференциального термоанализатора (ТГ/ДТА). Образцы для испытаний различных месторождений глины были экструдированы, высушены и обожжены при трех различных температурах: 850°C, 950°C и 1050°C. В то время как глины Достлук и Сакар обладают высокой пластичностью, галахская глина имеет низкую пластичность. Испытания на механическую и морозо-оттаивающую стойкость показали, что выходы глин различного происхождения достаточны для достижения прочности на сжатие более 10 МПа и потери массы менее 3%, что является приемлемым по отраслевым стандартам.Полупромышленно обработанный пустотелый кирпич продемонстрировал многообещающие характеристики. В то время как образцы кирпича на глиняной основе Достлук и Сакар были визуально свободны от трещин, образцы Халача показали некоторые трещины. Физико-механические усовершенствования этих глин проводились тремя смесями: М1 (80% масс. ДМ + 20% масс. отходов кирпича), М2 (85% масс. СМ + 15% масс. отходов кирпича) и М3 (70% масс.). ТМ + 25 мас.% СМ и 5 мас.% отходов кирпича) для кирпичной промышленности.
В то время как образцы кирпича на глиняной основе Достлук и Сакар были визуально свободны от трещин, образцы Халача показали некоторые трещины. Физико-механические усовершенствования этих глин проводились тремя смесями: М1 (80% масс. ДМ + 20% масс. отходов кирпича), М2 (85% масс. СМ + 15% масс. отходов кирпича) и М3 (70% масс.). ТМ + 25 мас.% СМ и 5 мас.% отходов кирпича) для кирпичной промышленности.
Ключевые слова: глины, бассейн Амударьи, керамический кирпич, характеристика, строительство
1.Введение
Строительная промышленность играет важную роль в экономическом развитии развивающихся стран, поскольку она напрямую связана со многими отраслями, такими как производство цемента, бетона, стали и других металлов, стекла, плитки и кирпича [1]. Одним из наиболее важных из этих секторов является кирпичная промышленность, которая имеет мировое производство около 1,391 трлн штук в 2014 году ежегодно [2].
Глины являются одними из наиболее часто используемых и универсальных материалов в промышленных областях, таких как нефтяная промышленность; они также используются в составе литейных форм, красок, бумажных покрытий и наполнителей, фармацевтики и обработки воды (катализ, адсорбенты, ионообменники) [3,4,5,6]. Глины также являются важным компонентом керамических изделий и строительных материалов [7]. Важно понимать особенности глин для различных промышленных применений. Особенности глинистых материалов в основном определяются их химическим и минеральным составом [8], органическим содержанием, гранулометрическим составом, пластичностью [9] и влажностью [10]. Большое значение имеет и технологическая обработка глинистых материалов. Это включает в себя технологию формования, приложение давления, процессы сушки и обжига, время выдержки и т. д.[11].
Глины также являются важным компонентом керамических изделий и строительных материалов [7]. Важно понимать особенности глин для различных промышленных применений. Особенности глинистых материалов в основном определяются их химическим и минеральным составом [8], органическим содержанием, гранулометрическим составом, пластичностью [9] и влажностью [10]. Большое значение имеет и технологическая обработка глинистых материалов. Это включает в себя технологию формования, приложение давления, процессы сушки и обжига, время выдержки и т. д.[11].
Кирпич бывает двух основных типов — на цементной основе и на глиняной основе [12]. Кирпичи на глиняной основе имеют много преимуществ по сравнению с кирпичами на цементной основе: они дешевы, экологичны, безопасны для человека, требуют меньше энергии для производства, обладают высокой прочностью и огнестойкостью [13,14,15]. Кроме того, кирпичи на глиняной основе являются отличным строительным материалом как для человека, так и для окружающей среды [16]. Это также было подтверждено их кредитами зеленого строительства в рейтинговых программах, таких как Green Star и Leadership in Energy and Environmental Design (LEED), которые отражают их важный экологический вклад [17].Обжиг в печи делает эти кирпичи на глиняной основе чрезвычайно прочными и жесткими. Кирпичи на глиняной основе имеют преимущества, позволяющие сбалансировать тепловую массу и тепло в доме. Они часто делают это, накапливая и поглощая тепло, разумно создавая эффективные активные или пассивные системы отопления; другими словами, они могут контролировать внутреннюю температуру, а также обеспечивать дополнительную шумоизоляцию [18]. Когда кирпичи на основе глины используются снаружи, они обеспечивают превосходную защиту от экстремальных погодных условий, особенно опасного мусора, переносимого ветром.
Это также было подтверждено их кредитами зеленого строительства в рейтинговых программах, таких как Green Star и Leadership in Energy and Environmental Design (LEED), которые отражают их важный экологический вклад [17].Обжиг в печи делает эти кирпичи на глиняной основе чрезвычайно прочными и жесткими. Кирпичи на глиняной основе имеют преимущества, позволяющие сбалансировать тепловую массу и тепло в доме. Они часто делают это, накапливая и поглощая тепло, разумно создавая эффективные активные или пассивные системы отопления; другими словами, они могут контролировать внутреннюю температуру, а также обеспечивать дополнительную шумоизоляцию [18]. Когда кирпичи на основе глины используются снаружи, они обеспечивают превосходную защиту от экстремальных погодных условий, особенно опасного мусора, переносимого ветром.
Учитывая эти преимущества, разведка новых месторождений глины в различных регионах мира имеет важное значение для удовлетворения высокого спроса на кирпичи на глиняной основе со стороны возобновляемой и экологичной строительной отрасли. Река Амударья является крупнейшим речным бассейном в Центральной Азии. Возвышаясь в горах Памира, он образован слиянием рек Вахш, Пяндж и Кундуз. Бассейн Амударьи в Туркменистане был изучен Брюнетом и др. (2017), которые использовали геолого-геофизические данные для реконструкции позднепалеозойской и мезозойской эволюции [19].Согласно Брунету и соавт. (2017), основные тектонические события в формировании и эволюции Амударьинского бассейна происходили в три этапа: (1) от позднего палеозоя до раннего триаса, (2) от среднего триаса до границы триаса и юры и (3) от раннего до средней юры [19].
Река Амударья является крупнейшим речным бассейном в Центральной Азии. Возвышаясь в горах Памира, он образован слиянием рек Вахш, Пяндж и Кундуз. Бассейн Амударьи в Туркменистане был изучен Брюнетом и др. (2017), которые использовали геолого-геофизические данные для реконструкции позднепалеозойской и мезозойской эволюции [19].Согласно Брунету и соавт. (2017), основные тектонические события в формировании и эволюции Амударьинского бассейна происходили в три этапа: (1) от позднего палеозоя до раннего триаса, (2) от среднего триаса до границы триаса и юры и (3) от раннего до средней юры [19].
Глины, являющиеся природными ресурсами, постоянно используются и со временем исчезают. Кирпич отработанный (ТК) представляет собой силикатные твердые промышленные отходы как кирпичных заводов, так и строительной отрасли [20].Объем ВБ, образующийся в результате повседневной деятельности, текущего строительства, производства и промышленности, продолжает быстро увеличиваться для удовлетворения потребностей растущего населения, а его переработка имеет большое социальное и экологическое значение [16]. На заводах по производству кирпича по разным техническим причинам происходит значительное количество потерь кирпича, что создает проблему для окружающей среды в виде отходов кирпича. WB был утилизирован на свалках, что вызвало экологические проблемы за последнее столетие.Использование отходов в глиняных кирпичах в целом положительно повлияло на свойства с повышенной прочностью, усадкой, пористостью и термическими характеристиками [20,21,22]. В общем, переработка WB в обожженные глиняные кирпичи практична и полезна, когда включено правильное процентное содержание, а также функционирует как альтернативный метод утилизации потенциально загрязняющих отходов. Производитель кирпича также сведет к минимуму стоимость глиняных материалов, использование энергии при обжиге и улучшение характеристик керамического кирпича.
На заводах по производству кирпича по разным техническим причинам происходит значительное количество потерь кирпича, что создает проблему для окружающей среды в виде отходов кирпича. WB был утилизирован на свалках, что вызвало экологические проблемы за последнее столетие.Использование отходов в глиняных кирпичах в целом положительно повлияло на свойства с повышенной прочностью, усадкой, пористостью и термическими характеристиками [20,21,22]. В общем, переработка WB в обожженные глиняные кирпичи практична и полезна, когда включено правильное процентное содержание, а также функционирует как альтернативный метод утилизации потенциально загрязняющих отходов. Производитель кирпича также сведет к минимуму стоимость глиняных материалов, использование энергии при обжиге и улучшение характеристик керамического кирпича.
Основная цель настоящего исследования — изучение физико-химических особенностей и характеристика керамических тел, полученных из достлукских, халачских и сакарских глин. В исследовании оценивается пригодность этих глин с использованием новейших разнообразных методов определения характеристик. Насколько известно исследователям, эта работа является первой оценкой пригодности глин иллитовой смеси Достлук (DM), смеси Halach (HM) и смеси Sakar (SM) с некоторыми применениями в строительной промышленности.В исследовании рассматриваются три различных вида глины в качестве сырья для изучения минералогических и физико-химических свойств глин бассейна Амударьи для вновь созданного производства керамического кирпича в Лебапском велаяте Туркменистана. Второй задачей данной работы является улучшение физико-механических характеристик кирпича на глиняной основе за счет использования ВБ данного завода путем приготовления смесей при оптимальных соотношениях ВБ. Результаты этого исследования дают представление о возможных методах улучшения характеристик строительного материала кирпича на глиняной основе путем использования WB в оптимальных соотношениях.
Насколько известно исследователям, эта работа является первой оценкой пригодности глин иллитовой смеси Достлук (DM), смеси Halach (HM) и смеси Sakar (SM) с некоторыми применениями в строительной промышленности.В исследовании рассматриваются три различных вида глины в качестве сырья для изучения минералогических и физико-химических свойств глин бассейна Амударьи для вновь созданного производства керамического кирпича в Лебапском велаяте Туркменистана. Второй задачей данной работы является улучшение физико-механических характеристик кирпича на глиняной основе за счет использования ВБ данного завода путем приготовления смесей при оптимальных соотношениях ВБ. Результаты этого исследования дают представление о возможных методах улучшения характеристик строительного материала кирпича на глиняной основе путем использования WB в оптимальных соотношениях.
2. Материалы и методы
2.1. Образцы материалов
Исследование охарактеризовало наиболее подходящие глины, собранные в трех различных регионах бассейна Амударьи, Туркменистан, для производства керамического кирпича. Для этой цели были выбраны месторождения в трех различных местах, а именно в Достлуке, Халаче и Сакаре. С геологической точки зрения эти три месторождения легко доступны на краю бассейна Амударьи. Как показано в (Приложение А), эти три новых месторождения будут использоваться для производства кирпича.Месторождение Достлук (37°48′–38°49′ северной широты и 65°24′–65°20′ восточной долготы) расположено в 21 км к юго-востоку от г. Керкичи, Туркменистан. Осадочная толща в районе Достлука датируется поздним меловым периодом. Сакарские месторождения (38°49′–38°50′ с.ш., 63°47′–63°48′ в.д.) расположены в 11 км к северо-западу от г. Сакар. Осадочная толща Сакарского района состоит из образований верхнего неогена–среднего эоцена. Халачские месторождения (38°05′–38°04′ с.ш., 64°51′–64°57′ в.д.) расположены в 19 км к северу от г. Халач на берегу реки Амударьи.Халачское месторождение представляет собой аллювиальные глины четвертичного периода кайнозойской эры. Используемые в исследовании глины были предоставлены геологами соответствующих месторождений с разрешения местного самоуправления.
Для этой цели были выбраны месторождения в трех различных местах, а именно в Достлуке, Халаче и Сакаре. С геологической точки зрения эти три месторождения легко доступны на краю бассейна Амударьи. Как показано в (Приложение А), эти три новых месторождения будут использоваться для производства кирпича.Месторождение Достлук (37°48′–38°49′ северной широты и 65°24′–65°20′ восточной долготы) расположено в 21 км к юго-востоку от г. Керкичи, Туркменистан. Осадочная толща в районе Достлука датируется поздним меловым периодом. Сакарские месторождения (38°49′–38°50′ с.ш., 63°47′–63°48′ в.д.) расположены в 11 км к северо-западу от г. Сакар. Осадочная толща Сакарского района состоит из образований верхнего неогена–среднего эоцена. Халачские месторождения (38°05′–38°04′ с.ш., 64°51′–64°57′ в.д.) расположены в 19 км к северу от г. Халач на берегу реки Амударьи.Халачское месторождение представляет собой аллювиальные глины четвертичного периода кайнозойской эры. Используемые в исследовании глины были предоставлены геологами соответствующих месторождений с разрешения местного самоуправления. Глинистые смеси каждого месторождения были собраны в пяти различных регионах (от R1 до R5) для каждого месторождения. Аккуратно измельченные пять репрезентативных образцов для каждого месторождения называются смесью Достлука (DM), смесью Halach (HM) и смесью Sakar (SM). Пробы отбирали с интервалом 15-20 м и глубиной 1 м.от 5 до 2,0 м. Смеси ДМ, ГМ и СМ представляли собой репрезентативную пробу из пяти образцов глины (не менее 50 кг глины), отобранных из Достлука, Халача и Сакара соответственно. После сбора образцы глины высушивали при 110°С в течение 24 ч, а затем осторожно измельчали в порошок молотковой мельницей. WB, полученный на заводе, также был осторожно измельчен с помощью молотковой мельницы ((Приложение A)).
Глинистые смеси каждого месторождения были собраны в пяти различных регионах (от R1 до R5) для каждого месторождения. Аккуратно измельченные пять репрезентативных образцов для каждого месторождения называются смесью Достлука (DM), смесью Halach (HM) и смесью Sakar (SM). Пробы отбирали с интервалом 15-20 м и глубиной 1 м.от 5 до 2,0 м. Смеси ДМ, ГМ и СМ представляли собой репрезентативную пробу из пяти образцов глины (не менее 50 кг глины), отобранных из Достлука, Халача и Сакара соответственно. После сбора образцы глины высушивали при 110°С в течение 24 ч, а затем осторожно измельчали в порошок молотковой мельницей. WB, полученный на заводе, также был осторожно измельчен с помощью молотковой мельницы ((Приложение A)).
2.2. Подготовка образцов, экструзия, сушка и процесс обжига кирпичей на глиняной основе
После предварительной обработки (сушки и измельчения) на глины DM, HM и SM напыляли около 19, 17 и 18% масс. массы образцов (6000 г) соответственно и механически перемешивали в течение 10 мин. Количество воды, необходимое для приготовления бурового раствора с этими типами глины, было определено путем регулирования значений пенетрометра между 1,8 и 2,5 кг/см 2 . После этого увлажненную глину оставляли на ночь в герметичных пластиковых ящиках. Экструзию глин проводили с помощью экструдера 050C (Verdés, Барселона, Испания) для изготовления образцов размером 120 × 30 × 18 мм 3 . Параметры экструзии: вакуум 80 см рт. ст., давление 30 бар, производительность 18 единиц/мин и температура экструзии на выходе из экструдера от 33°C до 39°C.Сформированные образцы постепенно сушили в печи при повышении температуры от 30 °C до 110 °C до получения постоянной массы для устранения содержания свободной воды (тип M40, Ceramic Instruments, Сассуоло, Италия). Время сушки и процесс варьировались в зависимости от природы глины. Если значения чувствительности, полученные по кривой Биго, больше 2, влажные кирпичи следует тщательно высушить. После сушки образцы окончательно обжигали при 850 °С, 950 °С и 1050 °С в течение 26-часового цикла обжига.
Количество воды, необходимое для приготовления бурового раствора с этими типами глины, было определено путем регулирования значений пенетрометра между 1,8 и 2,5 кг/см 2 . После этого увлажненную глину оставляли на ночь в герметичных пластиковых ящиках. Экструзию глин проводили с помощью экструдера 050C (Verdés, Барселона, Испания) для изготовления образцов размером 120 × 30 × 18 мм 3 . Параметры экструзии: вакуум 80 см рт. ст., давление 30 бар, производительность 18 единиц/мин и температура экструзии на выходе из экструдера от 33°C до 39°C.Сформированные образцы постепенно сушили в печи при повышении температуры от 30 °C до 110 °C до получения постоянной массы для устранения содержания свободной воды (тип M40, Ceramic Instruments, Сассуоло, Италия). Время сушки и процесс варьировались в зависимости от природы глины. Если значения чувствительности, полученные по кривой Биго, больше 2, влажные кирпичи следует тщательно высушить. После сушки образцы окончательно обжигали при 850 °С, 950 °С и 1050 °С в течение 26-часового цикла обжига.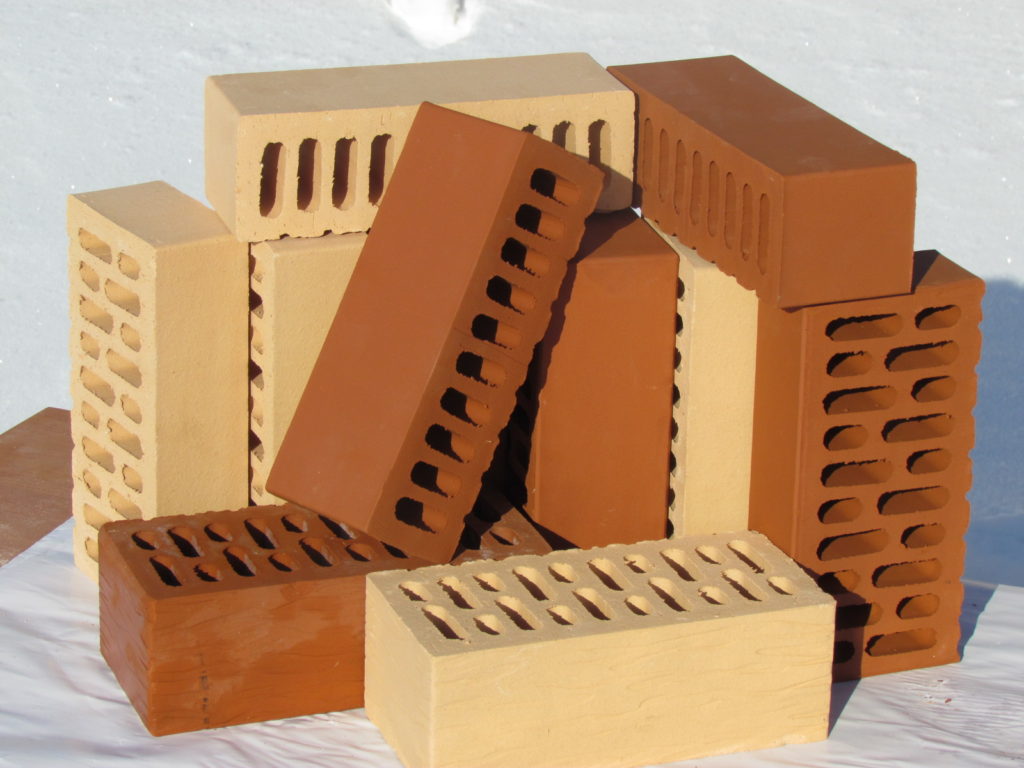 Цикл обжига ДМ, ТМ и СМ на глиняной основе приведен при скорости нагрева 1,3 °С/мин. Это включало нагрев и охлаждение в электрической лабораторной камере печи Nabertherm (Siemens, Бремен, Германия).
Цикл обжига ДМ, ТМ и СМ на глиняной основе приведен при скорости нагрева 1,3 °С/мин. Это включало нагрев и охлаждение в электрической лабораторной камере печи Nabertherm (Siemens, Бремен, Германия).
2.3. Приготовление смеси глины и ВБ для производства кирпича
Порошкообразные глины ДМ и СМ смешивали с ВБ для получения смесей М1 (80% масс. ДМ + 20% масс. ВБ) и М2 (85% масс. ДМ + 15% масс. % В.Б.) соответственно. Смесь ТМ с глиной SM и WB представляла собой смесь M3 (70% масс. HM + 25% масс. SM + 5% масс. WB).После приготовления этих композиций следовали той же процедуре, которая описана в разделе 2.2. Отходы кирпича, которые были измельчены в порошок, показаны в d (Приложение A).
2.4. Оценка технологических параметров образцов
Технологические характеристики прессованных изделий определяли по установленным керамическим методикам. Для определения содержания растворимых солей ДМ, ТМ и СМ отвешивали 50 г глины, добавляли 500 мл кипяченой воды, перемешивали и фильтровали. Концентрацию растворимых солей определяли с помощью высокоэффективной жидкостной хроматографии Dionex™ ICS-5000+ Capillary (Thermo Scientific, Waltham, Massachusetts, USA). Содержание карбоната кальция в глинах определяли методом объемного кальциметра (эквивалент почвенного карбоната кальция) с использованием кальциметрического прибора. Для этого карбонаты обрабатывали соляной кислотой (уравнения (1) и (2)) и измеряли объем выделившегося диоксида углерода. При постоянном давлении и температуре в результате разложения карбоната глины изменение уровня воды в системе является прямым показателем образующейся массы СО 2 .Эквивалент карбоната кальция (CaCO 3 ) измеряли следующим образом (уравнение (1)):
Концентрацию растворимых солей определяли с помощью высокоэффективной жидкостной хроматографии Dionex™ ICS-5000+ Capillary (Thermo Scientific, Waltham, Massachusetts, USA). Содержание карбоната кальция в глинах определяли методом объемного кальциметра (эквивалент почвенного карбоната кальция) с использованием кальциметрического прибора. Для этого карбонаты обрабатывали соляной кислотой (уравнения (1) и (2)) и измеряли объем выделившегося диоксида углерода. При постоянном давлении и температуре в результате разложения карбоната глины изменение уровня воды в системе является прямым показателем образующейся массы СО 2 .Эквивалент карбоната кальция (CaCO 3 ) измеряли следующим образом (уравнение (1)):
экв. CaCO3, %=(MCaCO3Mclay) × 100
(1)
где M CaCO3 = масса CaCO 3 , рассчитанная по калибровочной кривой (г), M глина = масса глины (г).
Содержание влаги измеряли двумя способами: сушкой при 110 °C до достижения постоянной массы и помещением 0,01 г глиняной смеси в анализатор влажности MA 50R (Radwag, Радом, Польша). Потерю массы при сушке и обжиге определяли взвешиванием образцов. Потери при прокаливании (LOI %) образцов определяли путем измерения изменения их массы до и после обжига при 1000 °C (уравнение (2)).
Потерю массы при сушке и обжиге определяли взвешиванием образцов. Потери при прокаливании (LOI %) образцов определяли путем измерения изменения их массы до и после обжига при 1000 °C (уравнение (2)).
где M d = масса высушенных в печи образцов (г) при 110 °C и M f = масса обожженных образцов (г) при 1000 °C. Линейную усадку образцов при сушке и обжиге определяли с помощью маркера отпечатка в соответствии со стандартным методом испытаний ASTM C210-95 .Реабсорбцию и водопоглощение рассчитывали по стандарту ASTM C373-88 [23]. Для экспериментов по реабсорбции образцы взвешивали до и после помещения во влажную атмосферу. Для определения отдельных зерен осадка проводили ситовой анализ крупности с использованием тестовых сит BS: образцы глины массой 1000 г взвешивали, растворяли в воде и высыпали на сита разного размера на механическом встряхивателе BA 200N (CISA, Барселона, г. Испания) и встряхивали в течение 15 мин.Массу каждого сита определяли после сушки в печи при 100°С. Оставшийся процент (PR) после прохождения через каждое сито рассчитывали с использованием (уравнения (3)).
Оставшийся процент (PR) после прохождения через каждое сито рассчитывали с использованием (уравнения (3)).
PR = оставшаяся масса (MR) Начальная масса (Mi) × 100
(3)
Пластичность (Ps) является важным параметром для контроля сбоев при экструзии и неоднородностей, который используется для характеристики деформации глины [24]. Пластичность (Ps) определяли с использованием (уравнения (4)).
где m w = масса образца во влажном состоянии (г) и m d = масса высушенных в печи образцов (г).Физические свойства образцов обожженного кирпича, такие как объемная плотность, кажущаяся пористость и кажущийся удельный вес (AS), определялись в соответствии со стандартом ASTM C373-88 [23].
2.5. Характеристика глин и кирпичей
Минералогические характеристики глин DM, HM и SM в качестве сырья и обожженных материалов были определены с помощью порошковой рентгеновской дифракции (XRD). Рентгенофазовый анализ проводили в стандартных условиях (40 кВ, 30 мА, 0–80° 2θ, размер шага 0. 017° и время выдержки 10 с с шагом -1 ) с дифрактометром Rigaku Ultima IV, оснащенным источником излучения Cu-Kα1 (λ = 1,5406 Å). Перед анализом пробоподготовку проводили в соответствии с критериями, изложенными в Moore and Reynolds (1997) [25]. Ориентированные агрегаты трех глин были подвергнуты трем различным последовательным обработкам: сушке на воздухе, гликолированию и нагреванию до 550 °С в течение 2 ч для подтверждения типа глинистых минеральных фаз. Химический состав глин, особенно основных оксидов, определяли с использованием рентгенофлуоресцентного (XRF) спектрометра (Bruker S4 Pioneer, Карлсруэ, Германия).Рентгеновские измерения порошковых глин (<63 мкм) проводились в соответствии со стандартом BSEN ISO 12677:2013 при спектральном разрешении 0,8 мА, 40 кВ и 134,7 эВ в вакууме. Для полуколичественного анализа XRF был откалиброван с использованием холостого образца и коммерческих стандартов воздушного фильтра от Micromatter (Ванкувер, Канада). Используемые стандарты для калибровки представляли собой изготовленные чистые элементы и оксиды, нанесенные на нуклеопоровые фильтры 37 мм.
017° и время выдержки 10 с с шагом -1 ) с дифрактометром Rigaku Ultima IV, оснащенным источником излучения Cu-Kα1 (λ = 1,5406 Å). Перед анализом пробоподготовку проводили в соответствии с критериями, изложенными в Moore and Reynolds (1997) [25]. Ориентированные агрегаты трех глин были подвергнуты трем различным последовательным обработкам: сушке на воздухе, гликолированию и нагреванию до 550 °С в течение 2 ч для подтверждения типа глинистых минеральных фаз. Химический состав глин, особенно основных оксидов, определяли с использованием рентгенофлуоресцентного (XRF) спектрометра (Bruker S4 Pioneer, Карлсруэ, Германия).Рентгеновские измерения порошковых глин (<63 мкм) проводились в соответствии со стандартом BSEN ISO 12677:2013 при спектральном разрешении 0,8 мА, 40 кВ и 134,7 эВ в вакууме. Для полуколичественного анализа XRF был откалиброван с использованием холостого образца и коммерческих стандартов воздушного фильтра от Micromatter (Ванкувер, Канада). Используемые стандарты для калибровки представляли собой изготовленные чистые элементы и оксиды, нанесенные на нуклеопоровые фильтры 37 мм. Образцы воздушных фильтров помещали в специальный держатель для образцов воздушных фильтров из нержавеющей стали вместе с монитором воздушного фильтра, рентгеновским монитором и заготовкой фильтра и исследовали с использованием автоматизированного набора.Он использовался для корректировки данных на дрейф или среднесрочные и долгосрочные изменения в отклике XRF. Распределение частиц по размерам и средний размер частиц глины анализировали с использованием Mastersizer Hydro 3000E (Malvern, Великобритания). Удельную площадь поверхности глин определяли по распределению частиц по размерам с использованием метода лазерной дифракции (ISO 13320-1). Морфологическую и элементную характеристику глин, необожженных кирпичей и обожженных кирпичей, изготовленных из глин DM, HM и SM, определяли с помощью сканирующей электронной микроскопии с полевой эмиссией, оснащенной энергодисперсионным рентгеновским анализатором EDAX (SEM, JEOL JSM-5800, Токио, Япония) при рабочем напряжении 20 кВ и рабочем расстоянии 10 мм.
Образцы воздушных фильтров помещали в специальный держатель для образцов воздушных фильтров из нержавеющей стали вместе с монитором воздушного фильтра, рентгеновским монитором и заготовкой фильтра и исследовали с использованием автоматизированного набора.Он использовался для корректировки данных на дрейф или среднесрочные и долгосрочные изменения в отклике XRF. Распределение частиц по размерам и средний размер частиц глины анализировали с использованием Mastersizer Hydro 3000E (Malvern, Великобритания). Удельную площадь поверхности глин определяли по распределению частиц по размерам с использованием метода лазерной дифракции (ISO 13320-1). Морфологическую и элементную характеристику глин, необожженных кирпичей и обожженных кирпичей, изготовленных из глин DM, HM и SM, определяли с помощью сканирующей электронной микроскопии с полевой эмиссией, оснащенной энергодисперсионным рентгеновским анализатором EDAX (SEM, JEOL JSM-5800, Токио, Япония) при рабочем напряжении 20 кВ и рабочем расстоянии 10 мм. Перед СЭМ образцы глины и кирпича высушивали и покрывали платиной в вакууме для повышения электропроводности образцов. Термическое поведение глин определяли с помощью термогравиметрического/дифференциального термического анализатора (TG/DTA: Seiko EXSTAR6000, Chiba, Japan). Температуру повышали от комнатной до 1200 °С со скоростью 2 °С/мин с помощью потока азота. Анализ прочности на изгиб кирпича на глиняной основе (~105 мм × 28 мм) проводили при нагрузке 0,5 мм/мин механическим испытательным прибором (Ibertest, Испания) с нагрузкой 100 кН.Испытания на прочность при сжатии образцов кирпича (120 мм × 250 мм) проводились на гидравлической универсальной испытательной машине мощностью 4000 кН (Besmak, Анкара, Турция) при скорости нагружения 0,5 кН/с в соответствии с ASTM C67-03 [26].
Перед СЭМ образцы глины и кирпича высушивали и покрывали платиной в вакууме для повышения электропроводности образцов. Термическое поведение глин определяли с помощью термогравиметрического/дифференциального термического анализатора (TG/DTA: Seiko EXSTAR6000, Chiba, Japan). Температуру повышали от комнатной до 1200 °С со скоростью 2 °С/мин с помощью потока азота. Анализ прочности на изгиб кирпича на глиняной основе (~105 мм × 28 мм) проводили при нагрузке 0,5 мм/мин механическим испытательным прибором (Ibertest, Испания) с нагрузкой 100 кН.Испытания на прочность при сжатии образцов кирпича (120 мм × 250 мм) проводились на гидравлической универсальной испытательной машине мощностью 4000 кН (Besmak, Анкара, Турция) при скорости нагружения 0,5 кН/с в соответствии с ASTM C67-03 [26].
2.6. Оценка пластичности
Пригодность глиняных материалов для производства кирпича на глиняной основе оценивали с использованием метода Пфефферкорна, основанного на принципе ударной деформации [9,27]. Этот метод, описанный Аморосом и др., использовался для определения индекса пластичности Пфефферкона (ИПП) [28].Этот метод рассчитывает количество воды, необходимое для достижения 30-процентного сокращения начальной высоты (H 0 ) образца для испытаний под действием стандартной массы. Величина PPI была получена из прямых линий Пфефферкорна отношения содержания влаги в процентах к высоте образца [9,29]. Затем пластичность и прочность стержней оценивали с помощью карманного почвенного пенетрометра ST207 (кг/см 2 ) на основе проникновения. Стандартами для пенетрометра были BS 1377 (1990) [9].Измерения экструзии с помощью пенетрометра подразделяются на мягкие (1,2–1,8 кг/см 2 ) и жесткие (3–4,5 кг/см 2 ), с предпочтительным диапазоном консистенции 1,8–3 кг/см 2 [30].
Этот метод, описанный Аморосом и др., использовался для определения индекса пластичности Пфефферкона (ИПП) [28].Этот метод рассчитывает количество воды, необходимое для достижения 30-процентного сокращения начальной высоты (H 0 ) образца для испытаний под действием стандартной массы. Величина PPI была получена из прямых линий Пфефферкорна отношения содержания влаги в процентах к высоте образца [9,29]. Затем пластичность и прочность стержней оценивали с помощью карманного почвенного пенетрометра ST207 (кг/см 2 ) на основе проникновения. Стандартами для пенетрометра были BS 1377 (1990) [9].Измерения экструзии с помощью пенетрометра подразделяются на мягкие (1,2–1,8 кг/см 2 ) и жесткие (3–4,5 кг/см 2 ), с предпочтительным диапазоном консистенции 1,8–3 кг/см 2 [30].
2.7. Кривые Биго
Кривые Биго обычно используются в качестве рутинного контроля при производстве кирпича на глиняной основе для проверки чувствительности глины и образцов к сушке. Кривые Биго показывают эволюцию линейной усадки влажности образца. Короче говоря, начальная точка — это самое высокое содержание влаги в начале процесса сушки.Линейная усадка происходит в результате испарения воды из структуры образцов [30]. Кривые Биго были построены с использованием барелатографа Adamel для характеристики процесса сушки образцов (прессованные стержни 200 мм × 80 мм × 9 мм). Он измеряет изменения длины и формы предметного стекла в течение 48 часов путем добавления воды к исходному материалу до тех пор, пока не будет получена нормальная паста, которая не прилипает к пальцам. В то время как образец был прикреплен к аппарату для записи кривой, другой образец использовался для калибровки системы взвешивания аппарата через несколько интервалов времени.После завершения усадки образца его сушили при 110 °С. Длину (л) и массу (м) каждого предметного стекла регистрировали до и после полного высыхания. Этот метод определяет критическую точку, которая графически разделяет две фазы сушки.
Кривые Биго показывают эволюцию линейной усадки влажности образца. Короче говоря, начальная точка — это самое высокое содержание влаги в начале процесса сушки.Линейная усадка происходит в результате испарения воды из структуры образцов [30]. Кривые Биго были построены с использованием барелатографа Adamel для характеристики процесса сушки образцов (прессованные стержни 200 мм × 80 мм × 9 мм). Он измеряет изменения длины и формы предметного стекла в течение 48 часов путем добавления воды к исходному материалу до тех пор, пока не будет получена нормальная паста, которая не прилипает к пальцам. В то время как образец был прикреплен к аппарату для записи кривой, другой образец использовался для калибровки системы взвешивания аппарата через несколько интервалов времени.После завершения усадки образца его сушили при 110 °С. Длину (л) и массу (м) каждого предметного стекла регистрировали до и после полного высыхания. Этот метод определяет критическую точку, которая графически разделяет две фазы сушки. В первой фазе (коллоидная вода) образец сжимается по мере выделения воды; во второй фазе (промежуточная вода) внешние размеры образца остаются почти постоянными, несмотря на продолжающуюся экстракцию водой. Коэффициенты чувствительности к высыханию по Биго (CSB) по значениям классифицируются как нечувствительные (<1), среднечувствительные (1.0–1,5), чувствительный (1,5–2,0) и высокочувствительный (>2,0).
В первой фазе (коллоидная вода) образец сжимается по мере выделения воды; во второй фазе (промежуточная вода) внешние размеры образца остаются почти постоянными, несмотря на продолжающуюся экстракцию водой. Коэффициенты чувствительности к высыханию по Биго (CSB) по значениям классифицируются как нечувствительные (<1), среднечувствительные (1.0–1,5), чувствительный (1,5–2,0) и высокочувствительный (>2,0).
2.8. Dilatometer Test
Характеристики обжига глин DM, HM и SM определяли путем нагревания образца до 1100 °C с использованием дилатометра Expedis DIL 402 Classic (NETZSCH, Selb, Германия). Цилиндрический образец (25 × 6 мм) прессовали из увлажненного порошка и сушили в течение ночи при 40 °С, затем помещали в горизонтальный расширительный дилатометр и нагревали от 25 °С до 1100 °С со скоростью нагрева 10 °С/мин. .Во время стадии нагрева регистрировали изменение длины в минуту. Коэффициенты термического расширения глин определяли с помощью дилатометрических измерений в определенном интервале температур. Коэффициент линейного теплового расширения выражается следующей формулой:
Коэффициент линейного теплового расширения выражается следующей формулой:
αT1−T2=ΔL(L0×ΔT)
(5)
где α — это линейный коэффициент теплового расширения между T 1 и T 2 , δ L — это разница между L T 1 и L T 2 , а L — начальная длина образца.
2.9. Морозостойкость глиняных кирпичей
Для оценки морозостойкости образцов кирпича при замораживании и оттаивании (морозостойкость) образцы помещали в условия замораживания и оттаивания в соответствии со стандартным методом испытаний ASTM C67 с использованием DFR. /60 (Ceramic Instruments, Италия). После пропитки образцов деионизированной водой образцы кирпича подвергали циклу от +5 °C до -5 °C и выдерживали в условиях замораживания и оттаивания в течение 200 циклов.Каждый цикл выдерживали 15 мин под нулем и 15 мин погружали в воду при температуре выше +5 °С для оттаивания..jpg) Образцы кирпича ежедневно осматривали визуально на наличие трещин и других повреждений. Наконец, образцы были взвешены для расчета % потери массы после 200 циклов, и результат был представлен как % потери массы. Далее определяли начальное водопоглощение (Е 1 ) и конечное водопоглощение (Е 2 ) после циклов замораживания-оттаивания.
Образцы кирпича ежедневно осматривали визуально на наличие трещин и других повреждений. Наконец, образцы были взвешены для расчета % потери массы после 200 циклов, и результат был представлен как % потери массы. Далее определяли начальное водопоглощение (Е 1 ) и конечное водопоглощение (Е 2 ) после циклов замораживания-оттаивания.
3. Результаты и обсуждение
3.1. Образец материала
По прибытии глины DM, HM и SM были в виде блоков размером > 5 см со значениями влажности 4,20%, 0,80% и 2,60% соответственно. Эти глины из разных месторождений различались по цвету (). В то время как глины DM и HM были сероватого цвета, глина SM была красной (). После грануляции с помощью молотковой мельницы 98 мас.% сухого образца во всех глинах имели размер менее 500 мкм. Небольшое количество частиц карбоната кальция (CaCO 3 ), обнаруженное в HM и SM, было больше, чем часть сита 500 мкм, что привело к образованию свободной фазы CaO (белые зерна) в образцах обожженного кирпича. показаны результаты испытаний мокрого просеивания и определения содержания карбонатов в глинах DM, HM и SM для производства кирпича. Содержание карбонатов в глинах имеет важное значение, поскольку оно может составлять только до 15 % для пригодности глины для производства кирпича [31]. Результаты ситового анализа образцов глины DM, HM и SM показали, что 94,43 % DM, 93,8 % HM и 86,71 % SM соответственно проходят через 80 мкм. Для DM, HM и SM мокрое просеивание показало очень тонкое распределение частиц по размерам с остаточной долей 1.51%, 39,25% и 8,55% на 63 мкм соответственно. Таким образом, глина ТМ в основном состоит из кварца в осадке, в то время как в ДМ и СМ наблюдалось некоторое количество кварца и слюды. Химический анализ показывает наличие общего углерода в количестве 0,12%, 2,08% и 1,73% для ДМ, ТМ и ВМ соответственно. Содержание карбоната кальция в DM, HM и SM составляло от 1 до 1,5%, 10,50% и 12,90% соответственно. Общее содержание растворимых солей и концентрации (ppm) некоторых значимых ионов (Na + + K + , Mg 2+ , Ca 2+ , SO 4 2− , Cl 3 , HCO 3 − и CO 3 2− ) в этих типах глин представлены в виде приложения (, Приложение A).
показаны результаты испытаний мокрого просеивания и определения содержания карбонатов в глинах DM, HM и SM для производства кирпича. Содержание карбонатов в глинах имеет важное значение, поскольку оно может составлять только до 15 % для пригодности глины для производства кирпича [31]. Результаты ситового анализа образцов глины DM, HM и SM показали, что 94,43 % DM, 93,8 % HM и 86,71 % SM соответственно проходят через 80 мкм. Для DM, HM и SM мокрое просеивание показало очень тонкое распределение частиц по размерам с остаточной долей 1.51%, 39,25% и 8,55% на 63 мкм соответственно. Таким образом, глина ТМ в основном состоит из кварца в осадке, в то время как в ДМ и СМ наблюдалось некоторое количество кварца и слюды. Химический анализ показывает наличие общего углерода в количестве 0,12%, 2,08% и 1,73% для ДМ, ТМ и ВМ соответственно. Содержание карбоната кальция в DM, HM и SM составляло от 1 до 1,5%, 10,50% и 12,90% соответственно. Общее содержание растворимых солей и концентрации (ppm) некоторых значимых ионов (Na + + K + , Mg 2+ , Ca 2+ , SO 4 2− , Cl 3 , HCO 3 − и CO 3 2− ) в этих типах глин представлены в виде приложения (, Приложение A). Наибольшее общее содержание солей (%) наблюдалось в СВ при значении 0,42 %, что меньше 0,5 % по массе как пороговое значение для производства кирпича [32]. Значения pH были 7,32, 7,80 и 6,82 для DM, HM и SM соответственно (). Процент загрязняющих элементов (сера) для DM и SM составлял 0,3% (S) и 0,07% (S) соответственно, что считалось очень низким уровнем. Выброс этих газов в окружающую среду при массовом производстве кирпича после обжига представляет серьезную проблему для окружающей среды и здоровья человека [33].Образование пор в образцах кирпича на глинистой основе DM, HM и SM прогнозировалось на основании их химического состава (высокое содержание карбонатов) и содержания солей.
Наибольшее общее содержание солей (%) наблюдалось в СВ при значении 0,42 %, что меньше 0,5 % по массе как пороговое значение для производства кирпича [32]. Значения pH были 7,32, 7,80 и 6,82 для DM, HM и SM соответственно (). Процент загрязняющих элементов (сера) для DM и SM составлял 0,3% (S) и 0,07% (S) соответственно, что считалось очень низким уровнем. Выброс этих газов в окружающую среду при массовом производстве кирпича после обжига представляет серьезную проблему для окружающей среды и здоровья человека [33].Образование пор в образцах кирпича на глинистой основе DM, HM и SM прогнозировалось на основании их химического состава (высокое содержание карбонатов) и содержания солей.
Рентгенодифракционный спектр гликолизированных глин DM, HM и SM.
Таблица 1
Гранулометрический анализ путем просеивания и результаты карбонатного теста.
| Образец | <80 мкм | > 80 мкм | Всего | CACO 3 | 3|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| в GR | в% | в GR | в% | в GR | % | в % | |||||
| ДМ | 133. 98 98 | 98 | 94.43 | 7.91 | 5.91 | 5.57 | 141.89 | 9 | 99 | 9 | |
| HM | |||||||||||
| 93.8 | 9.14 | 6. 2 2 | 4 147.43 | 100 | |||||||
| SM | 128.29 | 128.29 | 86.71 | 19.66 | 19.66 | 13.29 | 147.95 | 147.95 | 100 | 12.90 | |
3.2. Химический состав (содержание оксидов, %) сырья
Основные компоненты глин DM, HM и SM на основе характеристики химического состава с помощью XRF приведены в . В то время как глина DM содержит кремнезем (SiO 2 ) 57,39 %, оксид алюминия (Al 2 O 3 ) 16,90 %, оксид железа (III) (Fe 2 O 3 ) 6,28 %, магнезия (MgO) 2,23 %, оксид калия (K 2 O) 1,76 %, оксид натрия (Na 2 O) 1,87 %, негашеная известь (CaO) 2,15 %, следы MnO, P 2 O 3 и TiO 2 , глина ТМ содержит SiO 2 50,20 %, Al 2 O 3 14,70 %, Fe 2 O 3 2,80, MgO 2.47%, K 2 O 1,76 %, Na 2 O 2,0 %, CaO 12,70 %, следы MnO и P 2 O 3 . SM содержит SiO 2 53.09%, AL 2 O 3 11,86%, FE 2 o 3 5,55%, MgO 2.35%, K 2 O 2.91%, NA 2 O 2.21% , CaO 8,55%, следы MnO и P 2 O 3 .
В то время как глина DM содержит кремнезем (SiO 2 ) 57,39 %, оксид алюминия (Al 2 O 3 ) 16,90 %, оксид железа (III) (Fe 2 O 3 ) 6,28 %, магнезия (MgO) 2,23 %, оксид калия (K 2 O) 1,76 %, оксид натрия (Na 2 O) 1,87 %, негашеная известь (CaO) 2,15 %, следы MnO, P 2 O 3 и TiO 2 , глина ТМ содержит SiO 2 50,20 %, Al 2 O 3 14,70 %, Fe 2 O 3 2,80, MgO 2.47%, K 2 O 1,76 %, Na 2 O 2,0 %, CaO 12,70 %, следы MnO и P 2 O 3 . SM содержит SiO 2 53.09%, AL 2 O 3 11,86%, FE 2 o 3 5,55%, MgO 2.35%, K 2 O 2.91%, NA 2 O 2.21% , CaO 8,55%, следы MnO и P 2 O 3 .
Таблица 2
Минералого-химический состав (содержание оксида %) глин ДМ, ТМ и СМ.
| DM (%) | HM (%) | SM (%) | ||||
|---|---|---|---|---|---|---|
| Физические свойства | ||||||
| частицы глины (<2 мкм) | 69 | 40 | 49 | |||
| частицы ила размером: (2-50 мкм) | 29 | 39 | 39 | |||
| Частицы размером с песок: (>50 мкм) | 2 | 21 | 12 | |||
| Химический состав (%) | ||||||
| SiO 2 | 57. 39 39 | 50.09 | 53.09 | 53.09 | al 2 O 3 | 314.70 | 12.30 |
| Fe 2 O 3 2 O 3 | 6.28 | . 2.69 | 5.55 | |||
| K 2 O | 3. 52 52 | 1.96 | 1.96 | 291 | ||
| Na 2 O | 2 O1,87 | 1.98 | 2.21 | |||
| MgO | 2.23 | 2.47 | 2.47 | 2.35 | ||
| Tio 2 | 0.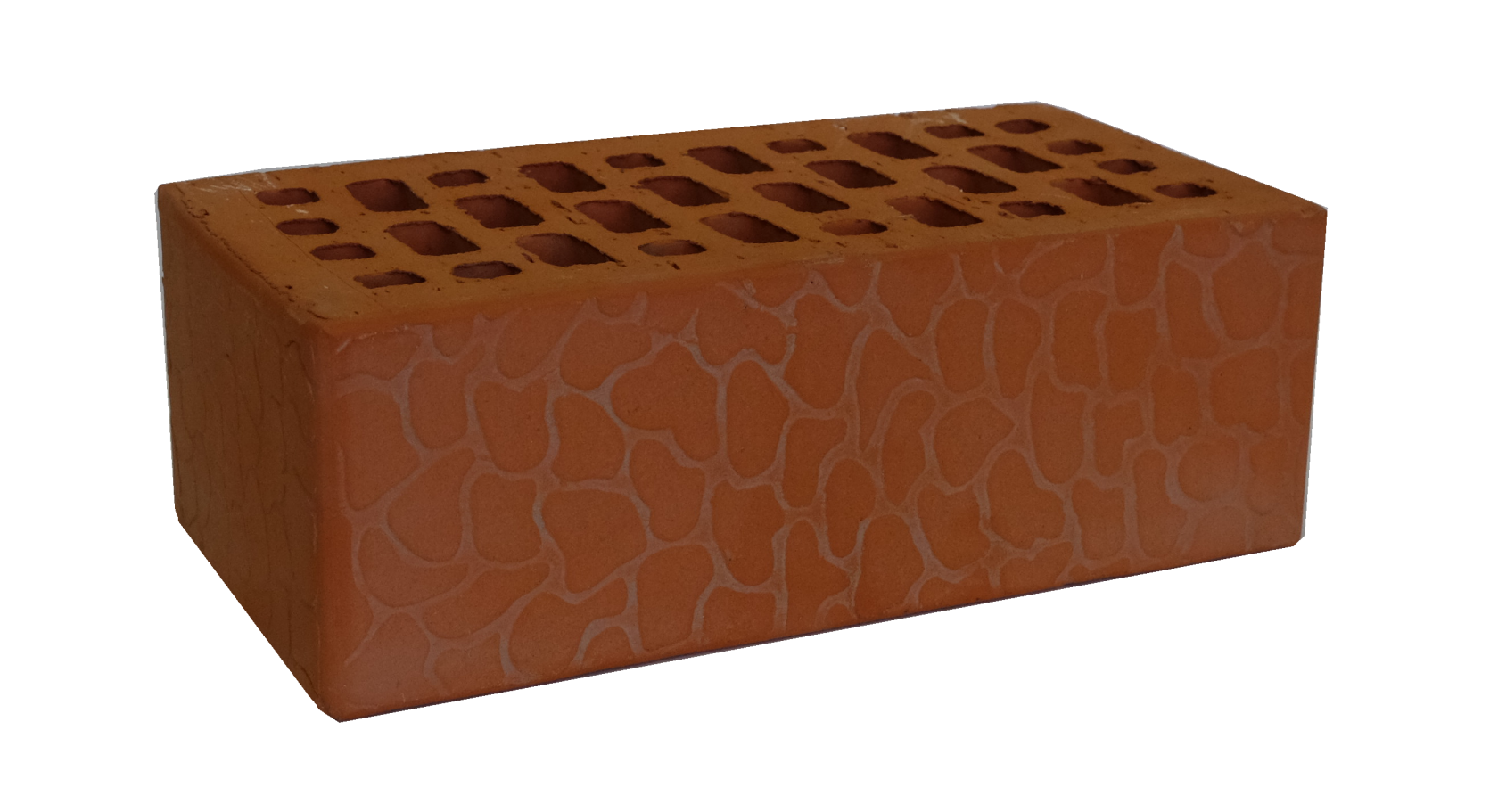 78 78 | — | — | 9 9 P 2 O 50.23 | 0.19 | 0.12 |
| CAO | 2.15 | 12.70 | 12.70 | 8.55 | 9.55 | |
| MNO | 0.23 | 0. 19 19 | 0.21 | |||
| 7.15 | 12.40 | 12.31 | ||||
| Всего (оксиды) | 99.47 | 99.53 | 99.53 | 99.58 | 99.58 | |
| 0.12 | 0.12 | 1,73 | 2,08 | |||
| Всего S | 0. 3 3 | — | 0,07 | |||
| Минералогические свойства | ||||||
| ILLITE | +++++ | 5 +++ | 5 ++++ | 5 ++++ | ||
| кварц | +++ | ++++ | +++ | |||
| K- FELDSPAR | +++ | 5 +++ | ||||
| — | + | — | ||||
| Calalite | + | ++ | ++ | |||
| Хлорит | + | + | + | 05 +|||
| 72 | + | + | ||||
| Smectite | + | ++ | +||||
| Kaolinite | ++ | ++ + | + | + | ||
| + | — | + | ||||
| Halite | + | + | — | + |
Высокие значения Loi, особенно в HM и SM CL айс (с 12. 40 % и 12,31 % соответственно), можно отнести к присутствию горючих веществ, таких как органические вещества и карбонаты. Значение LOI глины DM составило 7,15%, что ниже, чем у глин HM и SM (). Содержание гипса в глине DM также влияет на получение значения LOI. Более высокие значения LOI для HM и SM были обусловлены более высоким содержанием органических материалов и карбонатов в их структурах. Как правило, глины, используемые в производстве кирпича, должны характеризоваться отношением в пределах от 0.5 < SiO 2 /Al 2 O 3 < 4,5 [34]. Молярные соотношения SiO 2 /Al 2 O 3 для DM, HM и SM составляли 1,64, 1,63 и 1,29 соответственно, что свидетельствует об их пригодности для производства кирпича. Значения SiO 2 /Al 2 O 3 , равные 4,5 и 0,5, указывают на избыток SiO 2 и Al 2 O 3 соответственно. Глины ТМ и СМ считаются известковыми из-за значительного содержания СаО, превышающего 6% [35].
40 % и 12,31 % соответственно), можно отнести к присутствию горючих веществ, таких как органические вещества и карбонаты. Значение LOI глины DM составило 7,15%, что ниже, чем у глин HM и SM (). Содержание гипса в глине DM также влияет на получение значения LOI. Более высокие значения LOI для HM и SM были обусловлены более высоким содержанием органических материалов и карбонатов в их структурах. Как правило, глины, используемые в производстве кирпича, должны характеризоваться отношением в пределах от 0.5 < SiO 2 /Al 2 O 3 < 4,5 [34]. Молярные соотношения SiO 2 /Al 2 O 3 для DM, HM и SM составляли 1,64, 1,63 и 1,29 соответственно, что свидетельствует об их пригодности для производства кирпича. Значения SiO 2 /Al 2 O 3 , равные 4,5 и 0,5, указывают на избыток SiO 2 и Al 2 O 3 соответственно. Глины ТМ и СМ считаются известковыми из-за значительного содержания СаО, превышающего 6% [35]. Кроме того, синергетический и комбинированный эффект Fe 2 O 3 , MgO, K 2 O и Na 2 O, также известных как флюс-агенты, был выше 9%, за исключением ТМ (8,90% ), предполагая многообещающую пригодность в качестве сырья. Этот эффект также обеспечивает образование стекловидного материала, который усиливает подгонку компонентов, связывая кристаллические минералы [36,37].
Кроме того, синергетический и комбинированный эффект Fe 2 O 3 , MgO, K 2 O и Na 2 O, также известных как флюс-агенты, был выше 9%, за исключением ТМ (8,90% ), предполагая многообещающую пригодность в качестве сырья. Этот эффект также обеспечивает образование стекловидного материала, который усиливает подгонку компонентов, связывая кристаллические минералы [36,37].
3.3. Минералогия сырья
Минералогическая характеристика глин DM, HM и SM как сырья показана на рис.Результаты XRD показывают, что глины DM, HM и SM, используемые в производстве кирпича на глиняной основе, были богаты иллитом (I) со значительным количеством кварца (Q), калиевого полевого шпата и альбита (Alb) ( и ) . Глины также содержали смектит (Sm), хлорит (Chl), кальцит и доломит (Dol) в небольших количествах. Во всех глинах обнаружен альбит или натриевый полевой шпат (NaAlSi 3 O 8 ). Напротив, в глинах ДМ доломит и кальцит не обнаружены; основными компонентами этой глины были иллит и каолинит. Басанит или гипс (CaSO 4 ·2H 2 O) также присутствовали в глинах ДМ, а также следы смектита (Sm), альбита (Alb) и галита (Hl, NaCl). В то время как глины HM и SM показали присутствие доломита (CaMg(CO 3 ) 2 ) и кальцита (CaCO 3 ), глина DM не показала минерал доломита и показала следы кальцита. Известно, что минералы доломита являются огнестойкими или огнестойкими из-за входящих в их состав магния.
Басанит или гипс (CaSO 4 ·2H 2 O) также присутствовали в глинах ДМ, а также следы смектита (Sm), альбита (Alb) и галита (Hl, NaCl). В то время как глины HM и SM показали присутствие доломита (CaMg(CO 3 ) 2 ) и кальцита (CaCO 3 ), глина DM не показала минерал доломита и показала следы кальцита. Известно, что минералы доломита являются огнестойкими или огнестойкими из-за входящих в их состав магния.
Соответственно, кирпичи на глинистой основе DM плавились при 1100 °C из-за отсутствия минералов доломита и кальцита и большего количества флюсов (Na 2 O, K 2 O и т. д.) в их структуре. На этот результат влияет и более высокое содержание иллита в ДМ, образуя жидкую фазу при более низкой температуре [38]. Кроме того, иллит широко используется в качестве флюса в обычной керамической промышленности [39]. Напротив, глины HM и SM были устойчивы к обжигу при 1100 °C. Более того, исходя из анализа химического состава и технологических характеристик, все типы глин, по всей вероятности, состоят в основном из смеси глин (преимущественно хлоритово-иллитового происхождения) с меньшей долей кварца. Минералогический состав глин показывает, что они содержат соответствующее количество иллита, кварца, каолинита и полевого шпата, подходящее для изделий из керамического кирпича.
Минералогический состав глин показывает, что они содержат соответствующее количество иллита, кварца, каолинита и полевого шпата, подходящее для изделий из керамического кирпича.
3.4. Микрогранулометрический анализ и гранулометрический анализ глин
Проведен микрогранулометрический анализ с помощью ареометра положения глин на диаграмме гранулометрического состава почвы (). Этот анализ показал, что ДМ состоит из 69 % глинистой (0–2 мкм), 29 % алевритовой (2–50 мкм) и 2 % песчаной (50–100 мкм) фракций ().ТМ состояла из 40 % глинистых, 39 % пылевидных (2–50 мкм) и 21 % песчаных (50–100 мкм) фракций (). ВВ состоял из 49 % глинистых, 39 % алевритовых и 12 % песчаных частиц. Таким образом, для всех типов глин содержание глинистых частиц в образцах было выше, чем других компонентов (ил, частицы песка и др.).
Анализ состава почвы ( a ) DM, ( b ) HM и ( c ) SM глин.
Размер частиц материалов играет важную роль в пластичности. Пластичность относится к самой тонкой фракции материала, известной как глинистая фракция (<2 мкм) [40]. При производстве керамического кирпича следует обратить внимание на более мелкую фракцию (<2 мкм) материалов при производстве керамического кирпича [41]. Тем самым повышается пригодность материалов для производства глиняного кирпича. Кроме того, был проведен анализ размера частиц с использованием Mastersizer Hydro 3000E (Malvern, UK), чтобы определить его пригодность для недавно созданной керамической промышленности в Туркменистане.Гранулометрический анализ DM, HM и SM показал 62,17, 39,06 и 53,6% глинистых фракций (<2 мкм) соответственно (, ). DM показал самый высокий процент размера глины со значением 62,17%, что означает, что он больше подходит для керамических применений [42]. Содержание глинистой части в сырье также является показателем пластичности и удобоукладываемости [43]. Содержание ила (<2 мкм) в этих отложениях составляло 32,35%, 53,6% и 44,34% соответственно (). Самое высокое содержание песчанистых частиц было в ТМ, на уровне 7.
Пластичность относится к самой тонкой фракции материала, известной как глинистая фракция (<2 мкм) [40]. При производстве керамического кирпича следует обратить внимание на более мелкую фракцию (<2 мкм) материалов при производстве керамического кирпича [41]. Тем самым повышается пригодность материалов для производства глиняного кирпича. Кроме того, был проведен анализ размера частиц с использованием Mastersizer Hydro 3000E (Malvern, UK), чтобы определить его пригодность для недавно созданной керамической промышленности в Туркменистане.Гранулометрический анализ DM, HM и SM показал 62,17, 39,06 и 53,6% глинистых фракций (<2 мкм) соответственно (, ). DM показал самый высокий процент размера глины со значением 62,17%, что означает, что он больше подходит для керамических применений [42]. Содержание глинистой части в сырье также является показателем пластичности и удобоукладываемости [43]. Содержание ила (<2 мкм) в этих отложениях составляло 32,35%, 53,6% и 44,34% соответственно (). Самое высокое содержание песчанистых частиц было в ТМ, на уровне 7. 34%, тогда как в СД и СМ его было меньше (5,49% и 2,07% соответственно). Средний размер частиц (D 10 , D 50 и D 90 ) для всех типов глин также указан в . Самая высокая удельная поверхность (м²/кг), полученная с помощью Mastersizer, наблюдалась у DM (12 840 м²/кг) и SM (11 150 м²/кг) из-за богатого глиной состава. Удельная площадь поверхности глин тесно связана с размером частиц, и результаты, полученные в результате определения распределения частиц по размерам, могут быть сопоставлены с результатами удельной площади поверхности.Согласно текстурному треугольнику почвы из распределения частиц по размерам, DM, HM и SM соответствуют области текстурного состава глины, пылеватого суглинка и пылеватой глины соответственно ().
34%, тогда как в СД и СМ его было меньше (5,49% и 2,07% соответственно). Средний размер частиц (D 10 , D 50 и D 90 ) для всех типов глин также указан в . Самая высокая удельная поверхность (м²/кг), полученная с помощью Mastersizer, наблюдалась у DM (12 840 м²/кг) и SM (11 150 м²/кг) из-за богатого глиной состава. Удельная площадь поверхности глин тесно связана с размером частиц, и результаты, полученные в результате определения распределения частиц по размерам, могут быть сопоставлены с результатами удельной площади поверхности.Согласно текстурному треугольнику почвы из распределения частиц по размерам, DM, HM и SM соответствуют области текстурного состава глины, пылеватого суглинка и пылеватой глины соответственно ().
Гранулометрический состав глин DM, HM и SM.
Таблица 3
Физические свойства глин DM, HM и SM.
| Тип | DM | HM | SM | |||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D 10 (154 | 4. 05 05 | 0.158 | 0.158 | |||||||||||||||||||||||||||||||||||||||||||||||
| D 50 (мкм) | (мкм)0 0.369 | 30.7 | 1,48 | |||||||||||||||||||||||||||||||||||||||||||||||
D | D | 22.9 | — | 15.3 | Удельная площадь поверхности (m² / кг) | 12 840 | 7896 | 7896 | 7896 | 11 1502 | 4 | 62. |  17 17 62.17 | 39.06 | 53.6 | Silt (2-50 мкм) | 32.35 | 53.6 | 53.6 | 44.34 | 44.34 | Очень тонкий песок (50-100 мкм) | 0,78 | 3.32 | 0.81 | тонкий песок (100-250 мкм) | 0,03 | 0,13 | 1. |  59 59 1.05 | 0.12 | Грубый песок (500-1000 мкМ) | 2,92 | 2,8 | 0 | Очень грубый песок 1000–2000 мкм) | 0.16 | 0.09 | 0.09 | 0 | 0 | Total Sand (50-2000 мкМ) | 5. |  49 49 7.34 | 2,07 | Текстура почвы | глины | Silty Clay Loam | 9058 | |
3.5. Дилатометрическая кривая
Дилатометрический анализ был проведен для определения усадки или расширения необожженных образцов во время обжига. Дилатометрические кривые для образцов ДМ, ТМ и СМ при 1100 °С представлены на рис.В целом эти типы глин продемонстрировали довольно похожее поведение. Во всех типах глин наблюдались устойчивые и мягкие расширения до полиморфной инверсии кварца α→β при 573 °С. После этой точки (573 °С) скорость расширения продолжала увеличиваться, пока не достигла максимума при 763 °С (0,51%), 753 °С (1,09%) и 758 °С (1,13%) для ДМ, ТМ. и СМ соответственно. Небольшая усадка, начинающаяся при температуре выше 780 °С, соответствовала образованию стеклообразных фаз из-за содержания иллита в образцах.Элементы, такие как оксиды щелочных металлов Fe 2 O 3 и K 2 O в глиняном сырье, в основном способствовали быстрому стеклованию. Значительная усадка образцов происходила при температурах выше 800 °С.
и СМ соответственно. Небольшая усадка, начинающаяся при температуре выше 780 °С, соответствовала образованию стеклообразных фаз из-за содержания иллита в образцах.Элементы, такие как оксиды щелочных металлов Fe 2 O 3 и K 2 O в глиняном сырье, в основном способствовали быстрому стеклованию. Значительная усадка образцов происходила при температурах выше 800 °С.
Дилатометрические кривые для образцов кирпичей DM, HM и SM, обожженных при 1100 °C. Обозначения: [1] или зеленая линия, [2] или синяя линия и [3] или красная линия обозначают SM, DM и HM соответственно.
Значения коэффициента теплового расширения (КТР) глин DM, HM и SM при 300 °C и 600 °C приведены в .Величина теплового расширения увеличивается с повышением температуры от 300 °С до 600 °С. В то время как самый высокий КТР наблюдался в образцах ТМ, самый низкий КТР был в СД. Наибольшие расширения в глинах наблюдаются в зоне 500–600 °С за счет альфа–бета-инверсии кварца.
Таблица 4
Коэффициенты теплового расширения образцов DM, HM и SM.
| Образцы | Коэффициент теплового расширения (α) 10 −6 K −1 | ||
|---|---|---|---|
| 300 °С | 600 °С | ||
| ДМ | 8.34 | 18.72 | 18.72 |
| HM | 22.92 | 22. 92 92 | 31.27 |
| Sm | 9.91 | 24.34 | |
3.6. Термогравиметрический/дифференциальный термический анализ
Термогравиметрический анализ (ТГА) DM, HM и SM глин представлен в a, b и c соответственно. На термограммах во всех глинах наблюдались три острых эндотермических пика. На а–в кривая дифференциального термического анализа (ДТА) продемонстрировала мягкий эндотермический пик около 97 °С, 95 °С и 92 °С из-за удаления гидратной воды [44].Эндотермические пики, связанные с потерей массы в диапазоне от 130°С до 150°С, объясняются явлением дегидратации свободной воды из структуры глин [45]. Эндотермический пик при 503 °С в глине ДМ соответствует потере кристаллической воды из глинистых структур [46]. Существующие эндотермические пики при 750°C и 746°C показывают разложение CaCO 3 и отщепление CO 2 в глинах HM и SM соответственно. Этот результат согласуется с химическим составом и минералогическими характеристиками ТМ и СМ, содержащих в своей структуре CaCO 3 .Кривая ТГА глин ДМ, ГМ и СМ показала потерю массы 10,82 % (3,56 мг), 10,15 % (2,18 мг) и 12,76 % (3,39 мг) при 1100 °С (а–в), что соответствует с результатами LOI (). Аналогичные пики и потери массы в % наблюдались на термограммах ТГА и ДТА в другом исследовании иллитсодержащих глин [47]. В этом исследовании, подобно нашему исследованию, наблюдались три отчетливых эндотермических пика при 100°C, 498°C и 573°C соответственно.
Существующие эндотермические пики при 750°C и 746°C показывают разложение CaCO 3 и отщепление CO 2 в глинах HM и SM соответственно. Этот результат согласуется с химическим составом и минералогическими характеристиками ТМ и СМ, содержащих в своей структуре CaCO 3 .Кривая ТГА глин ДМ, ГМ и СМ показала потерю массы 10,82 % (3,56 мг), 10,15 % (2,18 мг) и 12,76 % (3,39 мг) при 1100 °С (а–в), что соответствует с результатами LOI (). Аналогичные пики и потери массы в % наблюдались на термограммах ТГА и ДТА в другом исследовании иллитсодержащих глин [47]. В этом исследовании, подобно нашему исследованию, наблюдались три отчетливых эндотермических пика при 100°C, 498°C и 573°C соответственно.
Дифференциальный термический и термогравиметрический анализ ( a ) DM, ( b ) HM и ( c ) SM.Красные и синие линии представляют диаграммы ДТА и ТГА соответственно.
Таблица 5
Технологические особенности образцов глин и необожженного кирпича.
| HM | HM | HM | SM | ||
|---|---|---|---|---|---|
| Цвет глины | Tark Beege | Red | RED | ||
| Содержание влаги% | 19 | 17 | 18 | ||
| PPI | 29. 45 45 | 19.04 | 19.04 | 28.04 | 28.74 |
| Penetromerometer Conistence | 2.2 | 2 | 2 | 29 | |
| 110285 | 19.12 ± 0.23 | 16.30 ± 0.15 | 16. 42 ± 0,41 42 ± 0,41 | ||
| ReadSorption (%) | 5.47 ± 0.2 | 5.47 ± 0.22,86 ± 0.2 | 5.46 ± 0,78 | 5.46 ± 0,78 | |
| Безкомплетавшая прочность на изгиб образца (MPA) | 6,16 ± 0,77 | 2,04 ± 0,21 | 3.99 ± 0.2 | 99 ± 0.2||
| Прочность на сжимание Бесконечные (кг / см 2 ) | 44.2 | 7. 5 5 | 70306 | ||
| Сушильная усадка (%) | 666 ± 0,45 | 2,04 ± 0,21 | 3,99 ± 0,2 | ||
| LOI (%) по TGA | 10,82% | 10,15% | 12,75% |
3,7 Переработка глин DM, HM и SM для производства кирпича
3.7.1. Содержание влаги
Исходные значения влажности DM, HM и SM были равны 4.39%, 1,66% и 2,26% соответственно. Процентное содержание добавленной воды для этих глин составляло 19%, 17% и 18% соответственно (). После смешивания с водой глины выдерживались в течение одних суток, и процентное содержание влаги в увлажненных глинах составляло 17,03%, 16,22% и 18,36% соответственно. Эти значения содержания влаги в диапазоне от 15 до 20% соответствуют значениям жесткой экструзии [30]. Влажность глины указывает на значения пористости и линейной усадки образцов. Кроме того, хорошо отрегулированное содержание воды делает глины поддающимися формованию и спеканию, повышая их пластичность и прочность.
После смешивания с водой глины выдерживались в течение одних суток, и процентное содержание влаги в увлажненных глинах составляло 17,03%, 16,22% и 18,36% соответственно. Эти значения содержания влаги в диапазоне от 15 до 20% соответствуют значениям жесткой экструзии [30]. Влажность глины указывает на значения пористости и линейной усадки образцов. Кроме того, хорошо отрегулированное содержание воды делает глины поддающимися формованию и спеканию, повышая их пластичность и прочность.
3.7.2. Оценка пластичности
Результаты PPI для глин DM, HM и SM проиллюстрированы на и . Пластичность этих глин и их приспособленность к прессованию четко связаны между собой. Более низкая пластичность означает более высокое потребление энергии и более высокое усилие формования при обработке керамических изделий. ИЦП для DM, HM и SM были определены как 29,45, 19,04 и 28,74 соответственно по прямым линиям Пфефферкорна. Глины DM и SM были значительно пластичнее, чем HM, что объясняет их превосходную способность к прессованию (1).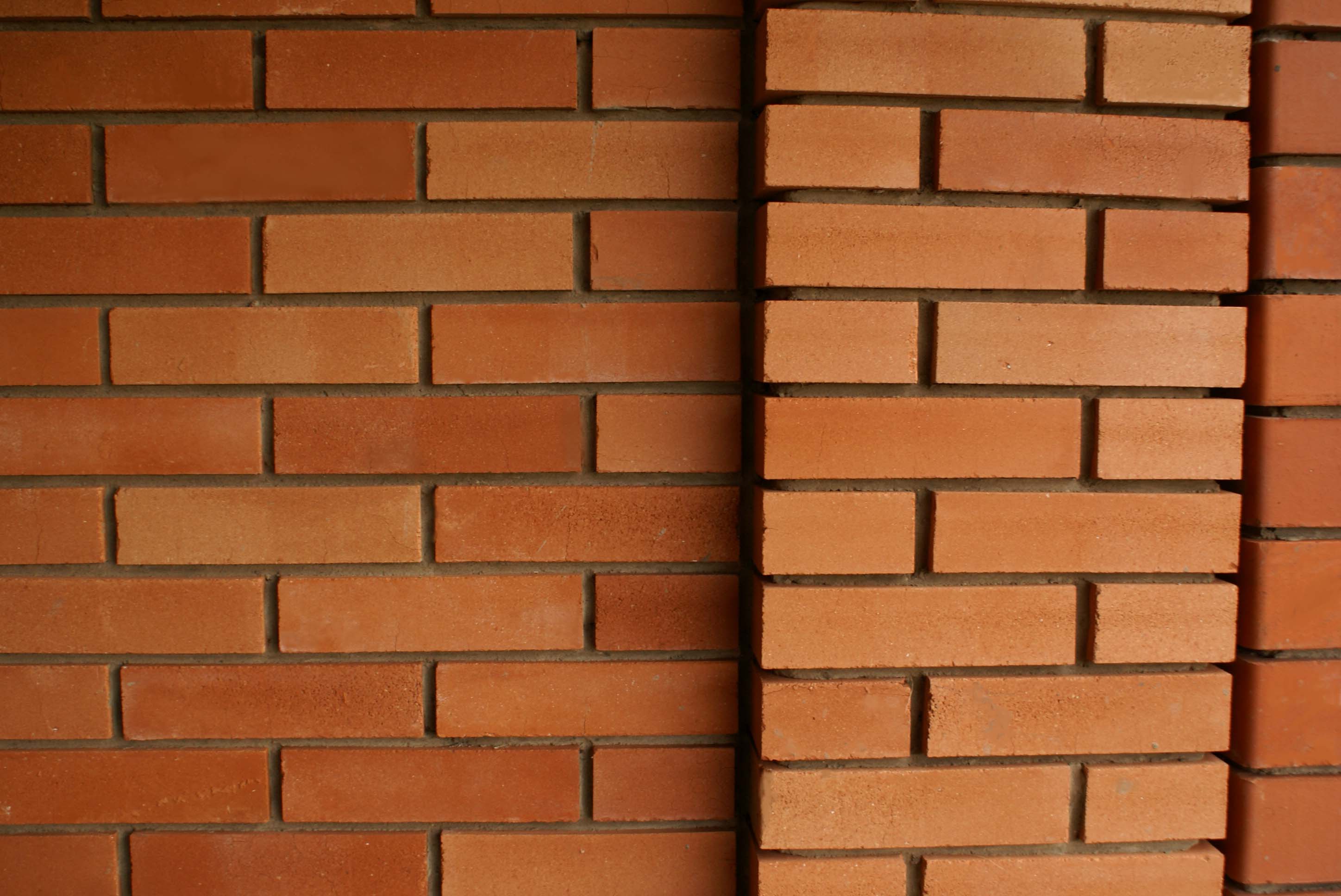 Это можно объяснить главным образом химическим и минералогическим составом ДМ и ВВ и в некоторой степени гранулометрическим составом глин. Наименьшее значение PPI наблюдалось для глины ТМ, которая показала наименьшую пластичность из-за более высокого содержания в ней кварца [48]. Также были проведены измерения пластичности пенетрометром для определения содержания воды и сопротивления проникновению всех типов глины. Пенетрометр считается простым в использовании, более последовательным, менее зависимым от оператора и имеет лучшую воспроизводимость [49].Значения пенетрометра DM, HM и SM составили 2,2, 2,1 и 2,3 кг/см 2 соответственно, что является общепринятой приспособляемостью для прессования и экструзии глин. Кроме того, в качестве другого подхода была проведена оценка пластичности (P s ) с использованием (уравнения (4)), чтобы сравнить глины различных месторождений. Самая высокая пластичность была также отмечена у глины ДМ со значением 19,12% ().
Это можно объяснить главным образом химическим и минералогическим составом ДМ и ВВ и в некоторой степени гранулометрическим составом глин. Наименьшее значение PPI наблюдалось для глины ТМ, которая показала наименьшую пластичность из-за более высокого содержания в ней кварца [48]. Также были проведены измерения пластичности пенетрометром для определения содержания воды и сопротивления проникновению всех типов глины. Пенетрометр считается простым в использовании, более последовательным, менее зависимым от оператора и имеет лучшую воспроизводимость [49].Значения пенетрометра DM, HM и SM составили 2,2, 2,1 и 2,3 кг/см 2 соответственно, что является общепринятой приспособляемостью для прессования и экструзии глин. Кроме того, в качестве другого подхода была проведена оценка пластичности (P s ) с использованием (уравнения (4)), чтобы сравнить глины различных месторождений. Самая высокая пластичность была также отмечена у глины ДМ со значением 19,12% ().
Типовая диаграмма Пфефферкорна для глин DM, HM и SM.
3.7.3. Экструдированные кирпичи из глин DM, HM и SM
Глины DM, HM и SM были опрысканы минимальным количеством воды (19%, 17% и 18% соответственно) ().Затем они были смешаны в автоматическом миксере и оставлены для старения (процесс повышения пластичности глины за счет ее длительного хранения), чтобы глины полностью увлажнились в течение ночи. В то время как кирпичи DM и SM вышли гладкими, кирпичи HM имели трещины (зубы дракона) на краях. Трещины в кирпичах ТМ были вызваны более высоким содержанием в них кварца, меньшей пластичностью и меньшим количеством флюсов (К 2 О, Na 2 О и др.). Хотя влажность ТМ несколько увеличилась, наблюдалось такое же образование трещин.Цифровые изображения экструдированных (необожженных) ДМ, ТМ и СМ показаны на рис. Несмотря на нежелательные зубы дракона, обнаруженные на глинах ТМ, оценка их пригодности для производства кирпича была продолжена, как обсуждалось в последующих разделах.
Цифровые изображения необожженных образцов DM, HM и SM, а также DM, HM и SM, обожженных при 850 °C, 950 °C и 1050 °C.
3.7.4. Кривые Биго
Кривые сушки Биго глин DM, HM и SM представлены на рис. Коэффициенты чувствительности к высыханию по Биго (КСБ) равнялись 2.41, 0,8,1 и 1,70 для ДМ, ГМ и СМ соответственно (, Приложение А). Согласно классификации CSB, DM, HM и SM относятся к высокочувствительным, нечувствительным и среднечувствительным глинам соответственно. Абсолютное содержание влаги (вода затворения) (W L ) значений DM, HM и SM составило 17,1%, 18,06% и 22,51% соответственно (). Рассчитанное процентное содержание промежуточной воды (фаза номер два) или критическое содержание воды в этих типах глин составило 9,9%, 10,50% и 11,80%, в то время как оставшиеся проценты W L представляли собой коллоидную воду (фаза номер один).Общая усадка (л/л’) или изменение расстояния DM, HM и SM после сушки составили 7,82%, 2,38% и 5,03% соответственно.
Кривые сушки Биго глин DM, HM и SM.
3.7.5. Реабсорбция необожженных кирпичей
Реабсорбция необожженных кирпичей измеряет способность кирпича впитывать воду из влажного раствора с течением времени. Необожженные кирпичи впитывают влагу и имеют тенденцию разрушаться во влажной среде. Поэтому был проведен эксперимент по реабсорбции. Значения реабсорбции для необожженных кирпичей ТМ, ДМ и СМ составили 5.47 ± 0,19%, 2,86 ± 0,20% и 3,45 ± 0,14% соответственно, деградации не наблюдалось (). Самая высокая реабсорбция наблюдалась в глине DM из-за более высокого содержания в ней иллита.
Необожженные кирпичи впитывают влагу и имеют тенденцию разрушаться во влажной среде. Поэтому был проведен эксперимент по реабсорбции. Значения реабсорбции для необожженных кирпичей ТМ, ДМ и СМ составили 5.47 ± 0,19%, 2,86 ± 0,20% и 3,45 ± 0,14% соответственно, деградации не наблюдалось (). Самая высокая реабсорбция наблюдалась в глине DM из-за более высокого содержания в ней иллита.
3.7.6. Производство образцов кирпича обжигом
Минералогические, химические, размер частиц, кривая Биго, пластичность и технологические свойства глин DM, HM и SM показали многообещающий потенциал для производства кирпича. Эти свойства определили поведение глин при формовании, формовании, сушке и обжиге при различных температурах (850 °С, 950 °С и 1050 °С).Образцы экструдированного и формованного кирпича ТМ имели трещины (зубы дракона) по краям. Хотя глина ТМ казалась непригодной для производства кирпича, анализ ее пригодности продолжался с дальнейшими исследованиями, чтобы получить представление об этом типе глины. Это связано с тем, что его можно смешивать с другими глинами с высокой пластичностью, что делает его пригодным для производства кирпича. Продолжалась оценка пригодности этой глины для производства плитки. Циклы обжига DM, HM и SM приведены в . Изменения цвета в результате обжига кирпичей DM, HM и SM при различных температурах (850 °C, 950 °C и 1050 °C) показаны на рис.
Это связано с тем, что его можно смешивать с другими глинами с высокой пластичностью, что делает его пригодным для производства кирпича. Продолжалась оценка пригодности этой глины для производства плитки. Циклы обжига DM, HM и SM приведены в . Изменения цвета в результате обжига кирпичей DM, HM и SM при различных температурах (850 °C, 950 °C и 1050 °C) показаны на рис.
3.7.7. Реакции при обжиге и минералогия образцов обожженного кирпича
Основными стадиями процесса обжига являются соответственно испарение, обезвоживание, окисление и стеклование [50]. В процессе испарения (20–150 °С) свободная вода испаряется и наблюдается эндотермическая реакция. Во-вторых, в процессе дегидратации между 149 и 650°С происходит эндотермический процесс за счет выделения объединенных воды и углеродистых веществ. В-третьих, экзотермическая реакция между 300 и 450 °C протекает как процесс окисления, окисление органических и последующих сульфидных соединений, за которым следует эндотермическая реакция, приписываемая превращению минерала и кварца из α в β. Наконец, процесс стеклования (900–1315 °С), как экзотермическая реакция, начинается примерно при 900 °С, в ходе которого полностью окисляются все углеродсодержащие материалы, затем повышается прочность обожженных кирпичей и образуются новые кристаллические фазы. также сформировался. [50]. Такие же эндотермические пики наблюдались и в спектре ТГА глин, приведенном в разделе 3.6. Был проведен рентгеноструктурный анализ образцов обожженного кирпича, чтобы увидеть изменения минералогии и кристаллической структуры при 1050 °C.Результаты демонстрируются в . После обжига при 1050 °С иллитные пики в приведенных глинах уменьшились из-за поглощения протекающими минеральными реакциями. Из-за образования стеклообразной фазы в кирпичах ТМ и СМ, обожженных при 1050 °С, уширение пика наблюдалось между положениями 15 и 40 °2θ. В качестве первичной кристаллической фазы кажущийся минерал кварц (Q) был идентифицирован во всех образцах (DM, HM и SM), обожженных при 1050 °C. Наряду с кварцем (SiO 2 ) минералом гематитом (Fe 2 O 3 ), иллитом (К 0.
Наконец, процесс стеклования (900–1315 °С), как экзотермическая реакция, начинается примерно при 900 °С, в ходе которого полностью окисляются все углеродсодержащие материалы, затем повышается прочность обожженных кирпичей и образуются новые кристаллические фазы. также сформировался. [50]. Такие же эндотермические пики наблюдались и в спектре ТГА глин, приведенном в разделе 3.6. Был проведен рентгеноструктурный анализ образцов обожженного кирпича, чтобы увидеть изменения минералогии и кристаллической структуры при 1050 °C.Результаты демонстрируются в . После обжига при 1050 °С иллитные пики в приведенных глинах уменьшились из-за поглощения протекающими минеральными реакциями. Из-за образования стеклообразной фазы в кирпичах ТМ и СМ, обожженных при 1050 °С, уширение пика наблюдалось между положениями 15 и 40 °2θ. В качестве первичной кристаллической фазы кажущийся минерал кварц (Q) был идентифицирован во всех образцах (DM, HM и SM), обожженных при 1050 °C. Наряду с кварцем (SiO 2 ) минералом гематитом (Fe 2 O 3 ), иллитом (К 0. 65 AL 2.0 AL 2.0 [AL 0.65 SI 3,35 O 10 ] (OH) 2 ), Anorthite (Caal 2 Si 2 O 8 ), а также Гехлинит (CA 2 Al 2 SiO 7 ) также были определены минералы. Геленит и анортит образованы комбинацией иллита, кремнезема и CaCO 3 , присутствующих в сырье соответственно [51]. Минералы, образующиеся в обожженных кирпичах, вносят вклад в их физические и механические свойства [52].
65 AL 2.0 AL 2.0 [AL 0.65 SI 3,35 O 10 ] (OH) 2 ), Anorthite (Caal 2 Si 2 O 8 ), а также Гехлинит (CA 2 Al 2 SiO 7 ) также были определены минералы. Геленит и анортит образованы комбинацией иллита, кремнезема и CaCO 3 , присутствующих в сырье соответственно [51]. Минералы, образующиеся в обожженных кирпичах, вносят вклад в их физические и механические свойства [52].
Рентгенодифракционный спектр образцов обожженного кирпича DM, HM и SM при 1050 °C.
3.7.8. Изменение цвета и звука кирпичей после обжига
Цвета кирпичей на глиняной основе DM, HM и SM, обожженных при 850 °C, 950 °C и 1050 °C, были исследованы и оказались отличными друг от друга, поскольку показано в (Приложение А). В большинстве случаев цвет кирпича является важным эстетическим свойством для рынка. Изображения необожженных и обожженных кирпичей DM, HM и SM показаны на рис. В то время как необожженные кирпичи показаны слева, обожженные кирпичи при 850 ° C, 950 ° C и 1050 ° C показаны справа.Цвет ДМ был красным при 850 °С и 950 °С, становясь более коричневым при повышении температуры из-за более высокого содержания оксида железа (Fe 2 O 3 ) [53]. Хотя СМ представляет собой красную глину, ее красный цвет после обжига изменился с красноватого на темно-бежевый из-за высокого содержания карбонатов [54]. Все образцы кирпича для разных температур издавали металлический звук при контакте с обожженным керамическим изделием или железным предметом.
В то время как необожженные кирпичи показаны слева, обожженные кирпичи при 850 ° C, 950 ° C и 1050 ° C показаны справа.Цвет ДМ был красным при 850 °С и 950 °С, становясь более коричневым при повышении температуры из-за более высокого содержания оксида железа (Fe 2 O 3 ) [53]. Хотя СМ представляет собой красную глину, ее красный цвет после обжига изменился с красноватого на темно-бежевый из-за высокого содержания карбонатов [54]. Все образцы кирпича для разных температур издавали металлический звук при контакте с обожженным керамическим изделием или железным предметом.
3.7.9. Усадка при сушке и обжиге
и а демонстрируют усадку при сушке и изменения объема при 110 °C, а также усадку при обжиге образцов DM, HM и SM (850 °C, 950 °C и 1050 °C).Усадка при высыхании DM, HM и SM составила 6,66 ± 0,45 %, 2,82 ± 0,50 % и 5,46 ± 0,78 % соответственно. Эти значения согласуются со значениями общей усадки, полученными с помощью анализа Биго в разделе 3.7. 4. При всех температурах обжига усадка увеличивалась по мере повышения температуры обжига для всех типов глины. Наибольшая усадка наблюдалась у глины ДМ со значениями 0,36 ± 0,05 %, 0,43 ± 0,05 % и 1,86 ± 0,15 % при температурах обжига 850 °С, 950 °С и 1050 °С соответственно. Наименьшая усадка при обжиге наблюдалась у глины ТМ (0.16–0,5 % при 850–1050 °С) в результате наименьшего содержания глины в его структуре. Другой причиной такого результата было более высокое содержание кварца в ТМ, чем в других типах глин. Это привело к меньшей усадке и адекватному уплотнению образцов обожженного кирпича [7]. В целом в процессе усадки происходили физико-химические явления, а именно разложение, фазовое превращение и спекание с частичным плавлением [55]. Минералы в глинах претерпели различные процессы, такие как выделение воды из каолинита, превращение кварца в тридимит и превращение в метастабильный кристобалит.Эти процессы привели к перспективным конденсированным минеральным фазам и формированию более устойчивых структур.
4. При всех температурах обжига усадка увеличивалась по мере повышения температуры обжига для всех типов глины. Наибольшая усадка наблюдалась у глины ДМ со значениями 0,36 ± 0,05 %, 0,43 ± 0,05 % и 1,86 ± 0,15 % при температурах обжига 850 °С, 950 °С и 1050 °С соответственно. Наименьшая усадка при обжиге наблюдалась у глины ТМ (0.16–0,5 % при 850–1050 °С) в результате наименьшего содержания глины в его структуре. Другой причиной такого результата было более высокое содержание кварца в ТМ, чем в других типах глин. Это привело к меньшей усадке и адекватному уплотнению образцов обожженного кирпича [7]. В целом в процессе усадки происходили физико-химические явления, а именно разложение, фазовое превращение и спекание с частичным плавлением [55]. Минералы в глинах претерпели различные процессы, такие как выделение воды из каолинита, превращение кварца в тридимит и превращение в метастабильный кристобалит.Эти процессы привели к перспективным конденсированным минеральным фазам и формированию более устойчивых структур. Далее они инициировали образование стеклообразных фаз, а также структурную перестройку, вызывающую усадку [56].
Далее они инициировали образование стеклообразных фаз, а также структурную перестройку, вызывающую усадку [56].
Результаты технологических параметров по температурам обжига (850 °С, 950 °С и 1050 °С) образцов кирпича DM, HM и SM: ( a ) усадка при обжиге (%), ( b ) потери при прокаливании (%), ( c ) насыпная плотность, ( d ) кажущийся удельный вес, ( e ) кажущаяся пористость (%), ( f ) водопоглощение (%), ( г ) прочность на изгиб (МПа), ( ч ) прочность на сжатие (кг/см 2 ).
3.7.10. Потеря при воспламенении (LOI)
Испытание LOI продемонстрировало потерю массы при высоких температурах 850 °C, 950 °C и 1050 °C. Значения LOI кирпичей, обожженных при этих температурах, приведены в . Повышение температуры увеличивало значения LOI образцов кирпича, что связано с устранением органических веществ, гидроксидов и карбонатов, окислением некоторых химических элементов или преобразованием некоторых химических соединений [57]. Значения LOI, полученные из анализа ТГА, были довольно схожи со значениями LOI при температурах обжига 850 °C, 950 °C и 1050 °C.Значения LOI, полученные из анализа TGA, были довольно похожи на значения LOI при 850 ° C, 950 ° C и 1050 ° C (b). Самые высокие и самые низкие значения LOI наблюдались в глинах DM и SM и составляли 12,93 ± 0,5% и 7,27 ± 0,07% при 1050 ° C соответственно (). Причиной самого высокого LOI для DM и SM была иллитовая глина, содержащая значительное количество молекулярной воды и высокое содержание растворимых солей.
Значения LOI, полученные из анализа ТГА, были довольно схожи со значениями LOI при температурах обжига 850 °C, 950 °C и 1050 °C.Значения LOI, полученные из анализа TGA, были довольно похожи на значения LOI при 850 ° C, 950 ° C и 1050 ° C (b). Самые высокие и самые низкие значения LOI наблюдались в глинах DM и SM и составляли 12,93 ± 0,5% и 7,27 ± 0,07% при 1050 ° C соответственно (). Причиной самого высокого LOI для DM и SM была иллитовая глина, содержащая значительное количество молекулярной воды и высокое содержание растворимых солей.
3.7.11. Кажущаяся пористость, кажущийся удельный вес и объемная плотность
Объемная плотность определяется как вес (w) единицы объема образцов обожженного кирпича.Вкратце, это указывает на концентрацию пустот, микропор, отверстий и полостей обожженных кирпичей, поскольку эти параметры определяют конечную плотность обожженных кирпичей. Как показано на с, образцы кирпича, обожженные при 1050°С, имели немного более высокую объемную плотность, чем образцы, обожженные при 850°С и 950°С, из-за уплотнения микроструктуры, консолидации между частицами и стеклования образцов. Эти результаты согласуются с предыдущими исследованиями образцов кирпича на основе глины [7,40].Кроме того, при сравнении этих двух параметров также наблюдалась обратная корреляция между кажущейся пористостью и объемной плотностью.
Эти результаты согласуются с предыдущими исследованиями образцов кирпича на основе глины [7,40].Кроме того, при сравнении этих двух параметров также наблюдалась обратная корреляция между кажущейся пористостью и объемной плотностью.
Значения кажущейся пористости образцов глинистого кирпича DM, HM и SM приведены в e. Образцы кирпича, обожженные при 1050 °С, показали более низкую кажущуюся пористость, чем образцы, обожженные при 950 °С, во всех типах глин различного происхождения. Такая тенденция зафиксирована во многих исследованиях в результате повышенного уплотнения образцов кирпича при высоких температурах, особенно при Т > 1000 °С [12, 52].Колебания значений кажущейся пористости между тремя температурами (850 °С, 950 °С и 1050 °С) в кирпичах ТМ и СМ являются результатом разложения карбонатов в структуре этих глин при температурах от 800 °С до 1000 °С. С. Эти экспериментальные результаты показывают, что наибольшее выделение карбоната наблюдалось при 950 °С. Наибольшее разложение карбонатов наблюдалось при 950 °С во всех карбонатсодержащих образцах кирпича на глинистой основе. Нельзя исключать образование новых кристаллических фаз при прямой реакции с карбонатом или кальцитом в глинистых минералах, поскольку в некоторых случаях (например,г., с иллитом), они полностью разлагаются лишь при температурах чуть выше 950 °С [51]. Реакция разложения карбоната кальция протекает следующим образом:
Нельзя исключать образование новых кристаллических фаз при прямой реакции с карбонатом или кальцитом в глинистых минералах, поскольку в некоторых случаях (например,г., с иллитом), они полностью разлагаются лишь при температурах чуть выше 950 °С [51]. Реакция разложения карбоната кальция протекает следующим образом:
CaCO 3 ↔ CaO + CO 2 (800–1000 °C)
После разложения карбоната и выделения CO 2 при 800 и 1000 °C кажущаяся пористость уменьшалась при 1050 °С. Кажущаяся пористость уменьшилась из-за отсутствия карбонатов в структуре глины, используемой при производстве образцов кирпича DM.Снижение пористости, наблюдаемое при повышении температуры и давления, связано с коалесценцией расплавленной фазы и уплотнением порошка под давлением соответственно.
Кажущийся удельный вес как важный параметр обычно выражается как отношение массы единицы объема непроницаемой части заполнителя, что означает, что он не включает проницаемые поры заполнителя. Плотность AS образцов кирпича представлена в d, что указывает на небольшие различия между типами глины и температурами обжига.Самые высокие и самые низкие значения AS были получены для глины SM, обожженной при 1050 °C, и глины DM, обожженной при 850 °C, со значениями AS 2,03 и 1,84 соответственно. Таким образом, образцы кирпича, обожженные при 1050 °С, имели гораздо более стеклообразную фазу, чем кирпичи, обожженные при 950 °С и 850 °С, поскольку это принципиально связано с общим объемом закрытых пор образцов [58].
3.7.12. Водопоглощение
Водопоглощение образцов обожженного кирпича представляет собой пористость, капилляры, проницаемые поры и пустоты в матрице, которые влияют на характеристики кирпича на глиняной основе [24].Низкое водопоглощение глиняных кирпичей считается прочным и устойчивым к суровым внешним погодным условиям [37]. Согласно стандарту ASTM C62 , в мягких погодных условиях рекомендуется значение водопоглощения менее 22% [59]. Другие исследователи также предположили, что максимальный предел водопоглощения для кирпичей на глиняной основе должен составлять от 20% до 30% [37,60]. Значения водопоглощения кирпичей, обожженных при 850 °С, 950 °С и 1050 °С, приведены в f. Значения водопоглощения образцов глиняного кирпича DM составили 10 ± 0.26 %, 8,86 ± 0,75 % и 3,15 ± 0,21 % для 850 °С, 950 °С и 1050 °С соответственно. Наблюдалось постепенное снижение водопоглощения с повышением температуры. Глиняные кирпичи HM показали небольшую разницу между различными температурами (850 ° C, 950 ° C и 1050 ° C) и составили 17,90 ± 0,6%, 17,83 ± 0,44% и 17,92 ± 0,35% соответственно. Значения водопоглощения обожженных кирпичей SM составили 13,84 ± 0,66 %, 15,93 ± 0,64 % и 14,33 ± 0,57 % при 850 °С, 950 °С и 1050 °С соответственно. Увеличение водопоглощения с 850 °С до 950 °С обусловлено наличием в структуре СМ глин карбонатов.Причиной этого было образование пор в глинистой матрице СМ при декарбонизации кристаллического кальцита или карбоната кальция при обжиге от 800°С до 1000°С. ДМ не содержит карбонатов и имеет более высокий процент глины для оптимального спекания глинистых минералов в пустотах и капиллярах.
Значения водопоглощения кирпичей, обожженных при 850 °С, 950 °С и 1050 °С, приведены в f. Значения водопоглощения образцов глиняного кирпича DM составили 10 ± 0.26 %, 8,86 ± 0,75 % и 3,15 ± 0,21 % для 850 °С, 950 °С и 1050 °С соответственно. Наблюдалось постепенное снижение водопоглощения с повышением температуры. Глиняные кирпичи HM показали небольшую разницу между различными температурами (850 ° C, 950 ° C и 1050 ° C) и составили 17,90 ± 0,6%, 17,83 ± 0,44% и 17,92 ± 0,35% соответственно. Значения водопоглощения обожженных кирпичей SM составили 13,84 ± 0,66 %, 15,93 ± 0,64 % и 14,33 ± 0,57 % при 850 °С, 950 °С и 1050 °С соответственно. Увеличение водопоглощения с 850 °С до 950 °С обусловлено наличием в структуре СМ глин карбонатов.Причиной этого было образование пор в глинистой матрице СМ при декарбонизации кристаллического кальцита или карбоната кальция при обжиге от 800°С до 1000°С. ДМ не содержит карбонатов и имеет более высокий процент глины для оптимального спекания глинистых минералов в пустотах и капиллярах. Повышение температуры обжига образцов кирпича снижает водопоглощение, что можно объяснить уплотнением микроструктуры и закрытием пор в результате процесса спекания.Водопоглощение всех типов глин было ниже 22%, что означает, что оно удовлетворительно для мягких погодных условий. Таким образом, эти значения W A демонстрируют, что все глины можно использовать в мягких погодных условиях, что обеспечивает устойчивое строительство.
Повышение температуры обжига образцов кирпича снижает водопоглощение, что можно объяснить уплотнением микроструктуры и закрытием пор в результате процесса спекания.Водопоглощение всех типов глин было ниже 22%, что означает, что оно удовлетворительно для мягких погодных условий. Таким образом, эти значения W A демонстрируют, что все глины можно использовать в мягких погодных условиях, что обеспечивает устойчивое строительство.
3.7.13. Прочность на изгиб и сжатие
Средние значения прочности на изгиб образцов обожженного кирпича (850 °С, 950 °С и 1050 °С) приведены в g. Прочность на изгиб образцов необожженного кирпича составила 6.16 ± 0,77, 2,04 ± 0,21 и 3,99 ± 0,20 МПа для DM, HM и SM соответственно. Прочность образцов на изгиб значительно увеличивалась при повышении температуры для всех типов глины. Наибольшая и наименьшая прочность на изгиб наблюдались в глинах DM и HM соответственно. Проценты увеличения от 850°C до 1050°C составили 55,60%, 36,34% и 55,09% для DM, HM и SM соответственно.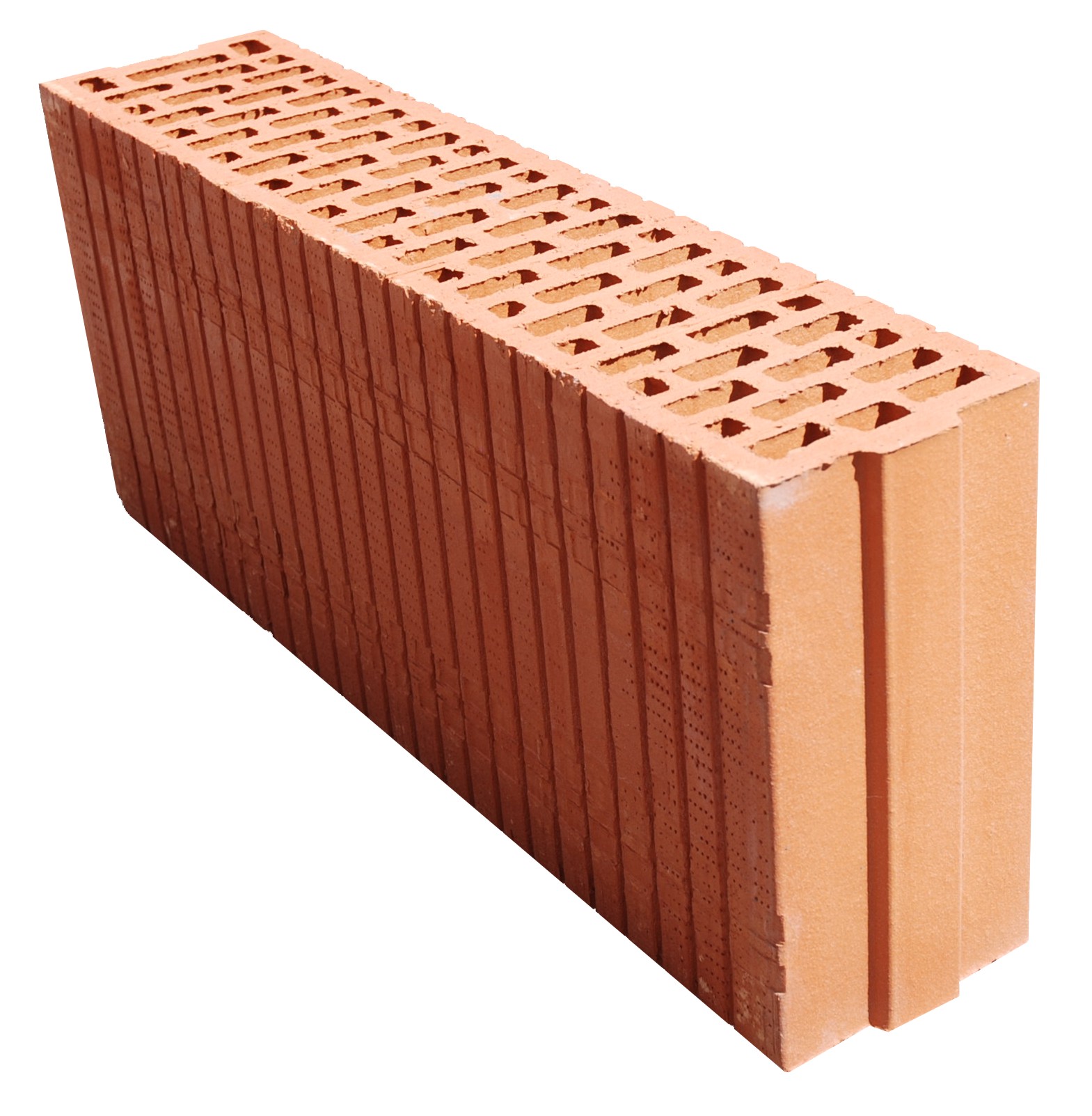 Прочность на изгиб увеличивается с температурой из-за более высокой степени спекания образцов кирпича и образования кристаллических фаз за счет кремнезема в структуре глины.Кроме того, более высокая температура увеличивает уплотнение образцов кирпича за счет образования стекловидной фазы. Соответственно, прочность на сжатие типов глины также увеличивалась по мере повышения температуры. Прочность на сжатие необожженных кирпичей составила 44,2, 7,5 и 41 кг/см 2 для DM, HM и SM соответственно (). После обжига при 1050 °С модуль сжатия увеличился как минимум в четыре раза по сравнению с необожженными образцами кирпича. Значения механических испытаний показали, что результаты DM, HM и SM были достаточными, достигая модуля сжатия более 11 МПа.Это превысило 10 МПа (минимальное значение), требуемое для кирпичных стандартов, что считается приемлемым по правилам [61]. HM имели наименьшую прочность на сжатие, как видно из h. Значения модуля сжатия кирпичей на основе DM и SM были выше, чем у кирпичей на глиняной основе HM.
Прочность на изгиб увеличивается с температурой из-за более высокой степени спекания образцов кирпича и образования кристаллических фаз за счет кремнезема в структуре глины.Кроме того, более высокая температура увеличивает уплотнение образцов кирпича за счет образования стекловидной фазы. Соответственно, прочность на сжатие типов глины также увеличивалась по мере повышения температуры. Прочность на сжатие необожженных кирпичей составила 44,2, 7,5 и 41 кг/см 2 для DM, HM и SM соответственно (). После обжига при 1050 °С модуль сжатия увеличился как минимум в четыре раза по сравнению с необожженными образцами кирпича. Значения механических испытаний показали, что результаты DM, HM и SM были достаточными, достигая модуля сжатия более 11 МПа.Это превысило 10 МПа (минимальное значение), требуемое для кирпичных стандартов, что считается приемлемым по правилам [61]. HM имели наименьшую прочность на сжатие, как видно из h. Значения модуля сжатия кирпичей на основе DM и SM были выше, чем у кирпичей на глиняной основе HM. Как показало это исследование, температура обжига образцов кирпича оказывает значительное влияние на прочность на изгиб и сжатие, и оказалось, что глины DM и SM подходят для производства кирпича.
Как показало это исследование, температура обжига образцов кирпича оказывает значительное влияние на прочность на изгиб и сжатие, и оказалось, что глины DM и SM подходят для производства кирпича.
3.7.14. Оптический анализ
Оптические изображения образцов кирпича (без обжига, 850 °C, 950 °C и 1050 °C) показаны на . Все необожженные образцы имели более грубую текстуру. После обжига при 850, 950 и 1050 °С текстура образцов изменилась незначительно. После обжига при 850 °С поверхность образцов кирпича стала более гладкой, чем у необожженных образцов. Более гладкие поверхности и более тонкая текстура были получены в кирпичах DM и HM, обожженных при 950 °C. Поверхность ТМ стала более гладкой из-за высокого содержания кварца.В кирпичах SM, обожженных при 950 °С, поверхность стала несколько более шероховатой. Это может быть связано с высоким содержанием карбонатов (12,90 %) в глине SM и ее разложением при температуре от 800 до 1000 °C [62]. При 1050 °С шероховатость увеличилась у всех глиняных кирпичей. Изначально присутствовали также пустоты и трещины на поверхности образцов в виде темно-коричневых пятен. Причиной этого может быть недостаточное химическое связывание имеющихся частиц с глинистыми соединениями. В конструкции все еще имеются трещины и пустоты, причем количество этих пустот значительно уменьшилось с повышением температуры обжига, особенно при 1050 °С.Трещины, наблюдаемые в образцах кирпича при Т < 1000 °С, начали исчезать при 1050 °С из-за длительного стеклования и уплотнения микроструктуры.
Изначально присутствовали также пустоты и трещины на поверхности образцов в виде темно-коричневых пятен. Причиной этого может быть недостаточное химическое связывание имеющихся частиц с глинистыми соединениями. В конструкции все еще имеются трещины и пустоты, причем количество этих пустот значительно уменьшилось с повышением температуры обжига, особенно при 1050 °С.Трещины, наблюдаемые в образцах кирпича при Т < 1000 °С, начали исчезать при 1050 °С из-за длительного стеклования и уплотнения микроструктуры.
Оптические изображения ( a ) необожженных ДМ, ТМ и ШМ, обожженных (при 850 °С, 950 °С и 1050 °С), ( b ) образца ДМ, ( c ) образца ТМ , ( d ) Образцы кирпича SM.
3.8. Анализ образцов кирпича с помощью сканирующей электронной микроскопии
Морфология частиц и элементный анализ глин DM, HM и SM показаны на рис.Частицы глины имели форму агломератов микронного размера. В субмикронной и микронной структуре частиц глины DM, HM и SM не наблюдалось явных вариаций. Все типы глин имели неправильную форму с угловатостью и разные размеры. Результаты сканирующей электронной микроскопии (СЭМ) образцов экструдированного необожженного кирпича продемонстрировали уплотнение микроструктуры, достигнутое за счет физико-химических воздействий в условиях вакуума (г–е). На поверхности образцов кирпича образовались микропоры размером 1–20 мкм.Чтобы исследовать изменение элементов поверхности DM, HM и SM, спектры EDX глины DM, HM и SM и необожженных кирпичей показаны на рис. Как показано в спектре EDX глины DM, основные пики Si, O, Al и Fe очевидны с атомными процентами 22,8 ± 6,78%, 64,55 ± 1,90%, 6,90 ± 6,64% и 1,1 ± 0,70%. соответственно. Химический (оксиды) и энергодисперсионный рентгеноспектральный анализы (ЭДС) показали наличие содержания Si, Fe и Al во всех глинах. Кроме того, другие пики металлов, такие как K (2.6 ± 1,13 %), Mg (2,1 ± 0,98 %), Ca (0,7 %), Na (0,5 %), следы Ti, Cu, S и Cl также присутствовали в а, г во всех типах глин. Атомные проценты ТМ (Si (11,05 ± 0,95), O (67,70 ± 2,60), Al (6,10 ± 0,90) и Fe (4,15 ± 1,05)) и SM (Si (13,45 ± 0,85%), O (67,95 ± 5,05 %), Al (7,75 ± 0,85 %) и Fe (3,8 ± 0,85 %) также были близки к DM глинам.
Все типы глин имели неправильную форму с угловатостью и разные размеры. Результаты сканирующей электронной микроскопии (СЭМ) образцов экструдированного необожженного кирпича продемонстрировали уплотнение микроструктуры, достигнутое за счет физико-химических воздействий в условиях вакуума (г–е). На поверхности образцов кирпича образовались микропоры размером 1–20 мкм.Чтобы исследовать изменение элементов поверхности DM, HM и SM, спектры EDX глины DM, HM и SM и необожженных кирпичей показаны на рис. Как показано в спектре EDX глины DM, основные пики Si, O, Al и Fe очевидны с атомными процентами 22,8 ± 6,78%, 64,55 ± 1,90%, 6,90 ± 6,64% и 1,1 ± 0,70%. соответственно. Химический (оксиды) и энергодисперсионный рентгеноспектральный анализы (ЭДС) показали наличие содержания Si, Fe и Al во всех глинах. Кроме того, другие пики металлов, такие как K (2.6 ± 1,13 %), Mg (2,1 ± 0,98 %), Ca (0,7 %), Na (0,5 %), следы Ti, Cu, S и Cl также присутствовали в а, г во всех типах глин. Атомные проценты ТМ (Si (11,05 ± 0,95), O (67,70 ± 2,60), Al (6,10 ± 0,90) и Fe (4,15 ± 1,05)) и SM (Si (13,45 ± 0,85%), O (67,95 ± 5,05 %), Al (7,75 ± 0,85 %) и Fe (3,8 ± 0,85 %) также были близки к DM глинам. Как ТМ (b, e), так и SM (c, f) были богаты элементами Mg с 8,2 ± 1,14. % и 3,75 ± 1,25% соответственно.Элементный анализ с помощью EDX также подтвердил химический анализ, полученный с помощью XRF-анализа.
Как ТМ (b, e), так и SM (c, f) были богаты элементами Mg с 8,2 ± 1,14. % и 3,75 ± 1,25% соответственно.Элементный анализ с помощью EDX также подтвердил химический анализ, полученный с помощью XRF-анализа.
СЭМ-изображения ( a ) порошка DM и ( b ) необожженного кирпича DM, ( c ) порошка HM и ( d ) необожженного кирпича HM, ( e ) порошка SM и ( e ) порошка DM и ( e ) порошка DM и ) необожженный кирпич СМ. Спектр EDX для DM, HM и SM показан справа.
показывает исследования обожженных кирпичей с помощью СЭМ при температурах 850 °C, 950 °C и 1050 °C соответственно. Наблюдалась густая сеть волокнообразных частиц вследствие дегидроксилирования слюдяных или иллитовых частиц при более низких температурах [63].также показывает, что образцы кирпича, обожженные при 950 °С, имели больше микропор, чем при 850 °С. Это связано с выделением карбонатов из структуры образцов кирпича. Разложение карбоната происходит при температуре от 800 °С до 1000 °С, при этом цвет меняется с красноватого на желтый [55]. Увеличение пористости при 950 °С можно объяснить продолжающимся выделением СО 2 в результате разложения карбоната кальция [64]. Водопоглощение немного увеличилось из-за продолжающегося выделения карбоната при 950°С.Стеклование наблюдалось также во всех образцах кирпича, обожженных при 950 °С и 1050 °С. Из-за высокого содержания карбонатов в SM и содержания солей в DM в этих типах глин наблюдались признаки частичного стеклования с угловатой морфологией при 850 °C, как это наблюдалось в предыдущем исследовании [65]. При 1050°С образовались гладкие участки, и стекловидная фаза начала заполнять поры, тем самым снижая общую пористость во всех типах глин без выделения карбоната. Короче говоря, частицы глины слипаются, образуя невыразительные области, состоящие в основном из стеклообразной фазы, при повышении температуры и времени обжига.
Разложение карбоната происходит при температуре от 800 °С до 1000 °С, при этом цвет меняется с красноватого на желтый [55]. Увеличение пористости при 950 °С можно объяснить продолжающимся выделением СО 2 в результате разложения карбоната кальция [64]. Водопоглощение немного увеличилось из-за продолжающегося выделения карбоната при 950°С.Стеклование наблюдалось также во всех образцах кирпича, обожженных при 950 °С и 1050 °С. Из-за высокого содержания карбонатов в SM и содержания солей в DM в этих типах глин наблюдались признаки частичного стеклования с угловатой морфологией при 850 °C, как это наблюдалось в предыдущем исследовании [65]. При 1050°С образовались гладкие участки, и стекловидная фаза начала заполнять поры, тем самым снижая общую пористость во всех типах глин без выделения карбоната. Короче говоря, частицы глины слипаются, образуя невыразительные области, состоящие в основном из стеклообразной фазы, при повышении температуры и времени обжига.
СЭМ-микрофотографии обожженных кирпичей DM, HM и SM при 850 °C, 950 °C и 1000 °C соответственно. Красные стрелки показывают поры, а синие стрелки показывают стеклование.
Красные стрелки показывают поры, а синие стрелки показывают стеклование.
3.9. Морозостойкость
Важную роль в морозостойкости кирпича играет взаимодействие глиняного кирпича как строительного материала с климатическими факторами [66]. Во время цикла замораживания-оттаивания вода диффундирует внутрь пор, замерзает при -5 °С и происходит расширение образцов кирпича.Расширение воды может происходить до 9% в фазе перехода жидкости в твердое состояние [67]. Этот процесс может привести к повреждению или растрескиванию, если объем пор образцов меньше объема расширяющейся воды [68]. демонстрирует % потери массы, начальное и конечное водопоглощение (E1 и E2) циклов замораживания-оттаивания для образцов кирпича на глинистой основе DM, HM и SM. После 200 циклов потеря массы % была менее 2 для всех типов глин, кроме ТМ. В ТМ, обожженной при 950 °С, после 159 циклов на кромке образцов кирпича появились трещины.Этот треснувший образец кирпича ТМ, обожженный при 950 °С, был удален из цикла, и значение потери массы было измерено как 2,03 ± 0,36%. Эти трещины значительно увеличили процент потери массы кирпича ТМ на основе глины. Потеря массы всех типов глины составила менее 3%. На основании ASTM C67 образцы кирпича можно считать недопустимыми, если потеря массы увеличивается на 3 % или если он трескается при циклах замораживания-оттаивания [26]. Также определяли начальное и конечное водопоглощение образцов кирпича после 200 циклов (б).После циклов замораживания-оттаивания наблюдалось увеличение водопоглощения примерно на 15 %, за исключением ДМ, обожженного при 950 °C. Образцы кирпича DM, обожженные при 950 °C, увеличили водопоглощение с 10,39 % до 11,27 % при увеличении только на 8,40 %. Кирпичи на глиняной основе ТМ, обожженные при 950 °C, с водопоглощением 22,91% превышают пороговое значение 22% для стандартов водопоглощения. Причиной этого могут быть имеющиеся трещины (драконьи зубы) на кромках кирпича ТМ на глиняной основе и низкие механические свойства.
Эти трещины значительно увеличили процент потери массы кирпича ТМ на основе глины. Потеря массы всех типов глины составила менее 3%. На основании ASTM C67 образцы кирпича можно считать недопустимыми, если потеря массы увеличивается на 3 % или если он трескается при циклах замораживания-оттаивания [26]. Также определяли начальное и конечное водопоглощение образцов кирпича после 200 циклов (б).После циклов замораживания-оттаивания наблюдалось увеличение водопоглощения примерно на 15 %, за исключением ДМ, обожженного при 950 °C. Образцы кирпича DM, обожженные при 950 °C, увеличили водопоглощение с 10,39 % до 11,27 % при увеличении только на 8,40 %. Кирпичи на глиняной основе ТМ, обожженные при 950 °C, с водопоглощением 22,91% превышают пороговое значение 22% для стандартов водопоглощения. Причиной этого могут быть имеющиеся трещины (драконьи зубы) на кромках кирпича ТМ на глиняной основе и низкие механические свойства.
Морозостойкость после 200 циклов (a) Потеря массы (%) из-за замораживания-оттаивания; ( b ) начальное и конечное водопоглощение.
3.10. Полупромышленные испытания кирпичей на глиняной основе DM, HM и SM
На основании многообещающих свойств глин DM и SM были проведены полупромышленные испытания для проверки пригодности глины. Результаты были обнадеживающими для массового производства на недавно созданном керамическом заводе в Лебапском велаяте Туркменистана.Кирпичи ТМ также были испытаны в заводских условиях. Образцы пустотелых кирпичей были первым шагом в определении того, будут ли лабораторные результаты способствовать переходу от лабораторных к промышленным масштабам. Как правило, образцы кирпича не должны иметь изломов, трещин, дефектов или деформаций. Образцы кирпича, полученные в заводских условиях, показаны на а–в. Образцы кирпича DM и SM выглядели многообещающе и не имели трещин или дефектов (а, б). Цвета пустотелых кирпичей были аналогичны лабораторным образцам.Однако, как и ожидалось, в кирпичах ТМ появились трещины из-за их низкой пластичности и низкого содержания глины. Стрелками на б показаны трещины кирпича ТМ. Технологические особенности пустотелого кирпича, близкие к лабораторным, обобщены в . Общая усадка (усадка при сушке + усадка при обжиге) составила менее 5,5 % при обжиге всех образцов при 950 °С (1). Значения LOI составили 5,4%, 16,4% и 13,8% для пустотелых кирпичей DM, HM и SM соответственно (). Значения водопоглощения также были меньше 16.5%, что находится в пределах нормативных значений (22%). Прочность на изгиб пустотелых кирпичей для DM и SM составила более 10 МПа, а значение HM менее 10 МПа. С технологической и промышленной точки зрения кирпичи марок DM и SM подходят для массового производства кирпича.
Технологические особенности пустотелого кирпича, близкие к лабораторным, обобщены в . Общая усадка (усадка при сушке + усадка при обжиге) составила менее 5,5 % при обжиге всех образцов при 950 °С (1). Значения LOI составили 5,4%, 16,4% и 13,8% для пустотелых кирпичей DM, HM и SM соответственно (). Значения водопоглощения также были меньше 16.5%, что находится в пределах нормативных значений (22%). Прочность на изгиб пустотелых кирпичей для DM и SM составила более 10 МПа, а значение HM менее 10 МПа. С технологической и промышленной точки зрения кирпичи марок DM и SM подходят для массового производства кирпича.
Промышленные пробные кирпичи ( a ) DM, ( b ) HM и ( c ) SM, изготовленные на керамическом заводе. Стрелки, показывающие трещину на кирпичах высокой твердости.
Таблица 6
Технологические особенности обжига образцов пустотелого кирпича при 950 °С.
| Образцы | ||||||||
|---|---|---|---|---|---|---|---|---|
| Сушильная усадка | Сушильная усадка (%) | Температура (° C) | Усадочная усадка | (%) | Loi% | Водопоглощение (%) | Прочность изгиба (MPA) | |
| дм | 3,95 ± 0,2 | 950 | 950 | 1,3 ± 0,05 | 5,3 ± 0,05 | 5,4 ± 0,3 | 8,5 ± 0,3 | 16. 43 ± 0,2 43 ± 0,2 |
| HM | ||||||||
| HM | 2,35 ± 0,05 | 5 950 | 0,15 ± 0.01 | 16.4 ± 1.2 | 17.75 ± 1,0 | 17.75 ± 1,0 | 6.07 ± 0,6 | |
| Sm | 328 ± 0,1 | 950 | 0 0,39 ± 0,05 | 5 13,8 ± 0,5 | 13,76 ± 0. 7 | 12.9 ± 1,9 |
3.11. Физические и механические свойства смесей DM, HM и SM с отходами кирпича
Тонны кирпичей покидают завод с пострадавшими, и эти кирпичи-отходы необходимо перерабатывать ().
Кирпич керамический отработанный с завода.
В структуру кирпича необходимо включать промышленные отходы в больших количествах [69]. Однако важно получить образцы кирпича с гладкой и однородной поверхностью, не содержащей изломов и трещин после прессования. Учитывая эти важные особенности, были проведены оптимизационные исследования для оценки отходов и их добавления в глиняные смеси в максимальном количестве. Смешивание ВБ в оптимальных соотношениях с глинами ДМ, ТМ/СМ и СМ проводили для получения смесей М1 (80 мас.% ДМ + 20 мас.% кирпичного брикета), М2 (85 мас.% СМ + 15 мас.% кирпичного кирпича). , и М3 (70 мас.% ТМ + 25 мас.% СМ + 5 мас.% отходов кирпича).Было замечено, что при WB после экструзии при этих оптимальных скоростях не было трещин, а поверхности кирпичей были более гладкими. Результаты физических и механических характеристик образцов необожженного и обожженного кирпича показывают, что три смеси демонстрируют умеренное изменение характеристик обожженного кирпича при 850 °С, 950 °С и 1050 °С соответственно (1). Важно контролировать усадку с помощью различных добавок, и в литературе сообщается, что усадка должна быть ниже 8% для хорошего качества кирпича [70].Процент усадки при высыхании M1, M2 и M3 составил 6,39 ± 0,12, 4,21 ± 0,08 и 5,25 ± 0,11 соответственно. Значения усадки при обжиге уменьшались у всех образцов, содержащих ВБ, при различных соотношениях (а). г показывает, что механические свойства увеличились во всех смесях с добавкой ВБ при всех температурах за счет уплотненной структуры кирпича из обожженного кирпича по сравнению с кирпичом на глиняной основе. Уплотнение является одним из определяющих параметров, влияющих на механическую стойкость керамических изделий [71].Кроме того, обожженные кирпичи содержат анортит, который помогает усилить механические свойства кирпича.
Результаты физических и механических характеристик образцов необожженного и обожженного кирпича показывают, что три смеси демонстрируют умеренное изменение характеристик обожженного кирпича при 850 °С, 950 °С и 1050 °С соответственно (1). Важно контролировать усадку с помощью различных добавок, и в литературе сообщается, что усадка должна быть ниже 8% для хорошего качества кирпича [70].Процент усадки при высыхании M1, M2 и M3 составил 6,39 ± 0,12, 4,21 ± 0,08 и 5,25 ± 0,11 соответственно. Значения усадки при обжиге уменьшались у всех образцов, содержащих ВБ, при различных соотношениях (а). г показывает, что механические свойства увеличились во всех смесях с добавкой ВБ при всех температурах за счет уплотненной структуры кирпича из обожженного кирпича по сравнению с кирпичом на глиняной основе. Уплотнение является одним из определяющих параметров, влияющих на механическую стойкость керамических изделий [71].Кроме того, обожженные кирпичи содержат анортит, который помогает усилить механические свойства кирпича. Тот же результат наблюдался и в другом исследовании: добавление отходов кирпича в рецептуру значительно улучшало механические свойства [71]. В то время как в М1 и М2 наблюдалось снижение значений водопоглощения, в М3 (в) наблюдалось увеличение. Согласно стандарту ASTM C62 все смеси, содержащие ВБ (водопоглощение < 22%), пригодны для производства керамического кирпича [26].Значения LOI M1, M2 и M3 также увеличивались с повышением температуры (b). В результате было обнаружено, что использование WB в оптимальном соотношении является обнадеживающим в качестве рентабельных альтернативных материалов, которые можно было бы использовать в производстве обожженного кирпича на основе глины. В недавнем исследовании, проведенном в 2021 году, также было показано, что количество глины, используемой в производстве кирпича, может быть уменьшено до 27% за счет отходов на керамической основе [22].
Тот же результат наблюдался и в другом исследовании: добавление отходов кирпича в рецептуру значительно улучшало механические свойства [71]. В то время как в М1 и М2 наблюдалось снижение значений водопоглощения, в М3 (в) наблюдалось увеличение. Согласно стандарту ASTM C62 все смеси, содержащие ВБ (водопоглощение < 22%), пригодны для производства керамического кирпича [26].Значения LOI M1, M2 и M3 также увеличивались с повышением температуры (b). В результате было обнаружено, что использование WB в оптимальном соотношении является обнадеживающим в качестве рентабельных альтернативных материалов, которые можно было бы использовать в производстве обожженного кирпича на основе глины. В недавнем исследовании, проведенном в 2021 году, также было показано, что количество глины, используемой в производстве кирпича, может быть уменьшено до 27% за счет отходов на керамической основе [22].
Результаты физико-механических свойств обожженных смесей (М1, М2 и М3): ( a ) усадка при обжиге (%), ( b ) LOI %, ( c ) водопоглощение (%), и ( d ) прочность на изгиб (МПа).
Возможное повторное использование осадка сточных вод в качестве сырья для производства экологически чистых кирпичей
doi: 10.1016/j.jenvman.2021.113238. Epub 2021 15 июля.Принадлежности Расширять
Принадлежности
- 1 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av.Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес: [email protected].
- 2 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av. Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес: [email protected].
- 3 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av.Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия.
- 4 Факультет материалов и технологии керамики (CICECO), Университет Авейру, Португалия. Электронный адрес: [email protected].
- 5 Институт керамических материалов Университета Кашиас-ду-Сул, Бразилия. Электронный адрес: [email protected].
- 6 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av.Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес: [email protected].
- 7 Факультет структур и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av. Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес: [email protected].
 Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес:
Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес:  Электронный адрес:
Электронный адрес: Элемент в буфере обмена
Туани Зат и др.J Управление окружающей средой. .
Показать детали Показать вариантыПоказать варианты
Формат АннотацияPubMedPMID
дои: 10. 1016/j.jenvman.2021.113238.
Epub 2021 15 июля.
1016/j.jenvman.2021.113238.
Epub 2021 15 июля.Принадлежности
- 1 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av. Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия.Электронный адрес: [email protected].
- 2 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av. Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес: [email protected].
- 3 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av. Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия.
- 4 Факультет материалов и технологии керамики (CICECO), Университет Авейру, Португалия. Электронный адрес: [email protected].
- 5 Институт керамических материалов Университета Кашиас-ду-Сул, Бразилия. Электронный адрес: [email protected].
- 6 Кафедра конструкций и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av.Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес: [email protected].
- 7 Факультет структур и гражданского строительства, Технологический центр, Федеральный университет Санта-Мария, Av. Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес: [email protected].
 Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия.
Рорайма 1000, Предио 10А, Санта-Мария, штат РС, Бразилия. Электронный адрес:
Электронный адрес: Элемент в буфере обмена
Полнотекстовые ссылки Параметры отображения цитированияПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
На очистных сооружениях сточных вод образуется большой объем шлама, который, хотя и относится к категории неопасных отходов класса II-А (не инертные), обычно утилизируется на санитарных свалках.Отсюда побуждение окружающей среды оценить его возможности валоризации. В настоящем исследовании описывается использование осадка сточных вод в качестве сырья для производства красного керамического кирпича методом экструзии с акцентом на технологические изменения, вызванные присутствием осадка в процессе пластического формования, с точки зрения пластичности смеси. и его последующая экструдируемость. Для количественного определения наилучших влажностных условий для экструзии высококачественных продуктов были проведены тесты развертки (кручения) по амплитуде деформации сдвига на сырых (влажных) призматических образцах, изготовленных с разным содержанием влаги и шлама.При содержании осадка сточных вод до 10 мас.% оптимальная влажность была определена на уровне 31-33 мас.%. Более высокая потребность в воде была выявлена для 15% ила по весу, для которого оптимальные результаты экструзии требовали влажности 35% по весу. Суммарная линейная усадка после сушки и обжига, а также водопоглощение находились в пределах, необходимых для керамического кирпича при всем содержании шлама. Результаты по прочности на сжатие обожженных кирпичей также показывают, что введение до 15 мас. % шлама сточных вод в глиняную смесь весьма целесообразно для производства экструдированного керамического кирпича.
и его последующая экструдируемость. Для количественного определения наилучших влажностных условий для экструзии высококачественных продуктов были проведены тесты развертки (кручения) по амплитуде деформации сдвига на сырых (влажных) призматических образцах, изготовленных с разным содержанием влаги и шлама.При содержании осадка сточных вод до 10 мас.% оптимальная влажность была определена на уровне 31-33 мас.%. Более высокая потребность в воде была выявлена для 15% ила по весу, для которого оптимальные результаты экструзии требовали влажности 35% по весу. Суммарная линейная усадка после сушки и обжига, а также водопоглощение находились в пределах, необходимых для керамического кирпича при всем содержании шлама. Результаты по прочности на сжатие обожженных кирпичей также показывают, что введение до 15 мас. % шлама сточных вод в глиняную смесь весьма целесообразно для производства экструдированного керамического кирпича.
Ключевые слова: Строительный материал; Глиняный кирпич; Экструдированная керамика; осадок сточных вод; Валоризация отходов.
Copyright © 2021 Elsevier Ltd. Все права защищены.
Похожие статьи
- Повышение ценности ила от очистных сооружений до его применения в керамической промышленности.
Мартинес-Гарсия К., Эличе-Кесада Д., Перес-Вильярехо Л., Иглесиас-Годино Ф.Дж., Корпас-Иглесиас Ф.А. Мартинес-Гарсия С. и др. J Управление окружающей средой. 2012 март; 95 Дополнение: S343-8. doi: 10.1016/j.jenvman.2011.06.016. Epub 2011 30 июня. J Управление окружающей средой. 2012. PMID: 21723033
- Устойчивое использование шлама кожевенного завода в производстве кирпича в Бангладеш.
Джуэль Май, Мизан А., Ахмед Т.Джуэль МАИ и др. Управление отходами. 2017 фев; 60: 259-269. doi: 10.1016/j.wasman.2016.12.
041. Epub 2017 9 января.
Управление отходами. 2017.
PMID: 28081994 - Легкие кирпичи изготавливаются из молотого грунта, текстильного шлама и угольной золы.
Чен С, Ву Х. Чен С и др. Экологические технологии. 2018 июнь; 39 (11): 1359-1367. doi: 10.1080/09593330.2017.1329353. Эпаб 2017 24 мая.Экологические технологии. 2018. PMID: 28488931
- Разработка экологически чистых кирпичей из поризованной обожженной глины с использованием порообразователей: обзор.
Борис С., Борредон М.Е., Ведренн Э., Виларем Г. Бори С и др. J Управление окружающей средой. 2014 1 октября; 143: 186-96. doi: 10.1016/j.jenvman.2014.05.006. Epub 2014 6 июня. J Управление окружающей средой. 2014. PMID: 24
8 Обзор. - Утилизация неорганических промышленных отходов в производстве строительной керамики. Обзор российского опыта за 2000-2015 гг.
Болтакова Н.В., Фасеева Г.Р., Кабиров Р.Р., Нафиков Р.М., Захаров Ю.А. Болтакова Н.В. и соавт. Управление отходами. 2017 фев; 60: 230-246. doi: 10.1016/j.wasman.2016.11.008. Epub 2016 12 ноября. Управление отходами. 2017. PMID: 27847233 Обзор.
 041. Epub 2017 9 января.
Управление отходами. 2017.
PMID: 28081994
041. Epub 2017 9 января.
Управление отходами. 2017.
PMID: 28081994
Укажите
КопироватьФормат: ААД АПА МДА НЛМ
КИРПИЧНАЯ И КЕРАМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ — Иранская энциклопедия
КИРПИЧНАЯ И КЕРАМИЧЕСКАЯ ПРОМЫШЛЕННОСТЬ В ИРАНЕ. Иран богат глиной, мергелем, полевым шпатом, силикатом, известняком, гипсом, бентонитом, тальком, каолином, кварцем и многими другими полезными ископаемыми, включая большое разнообразие минеральных оксидов. Кроме того, в нем есть крупные залежи гипса и других материалов внешней облицовки, таких как глазурь. Это позволило Ирану развить крупную керамическую промышленность. Из-за низких цен на энергию в Иране доля потребления энергии в производстве керамики в стране составляет около 8-9 процентов от общей стоимости производства. Необходимо импортировать только красители и некоторые огнеупорные материалы из глины, хотя и в сокращающихся количествах (18 миллионов долларов США в 1999 г.; Интернет-источник 6).
Иран богат глиной, мергелем, полевым шпатом, силикатом, известняком, гипсом, бентонитом, тальком, каолином, кварцем и многими другими полезными ископаемыми, включая большое разнообразие минеральных оксидов. Кроме того, в нем есть крупные залежи гипса и других материалов внешней облицовки, таких как глазурь. Это позволило Ирану развить крупную керамическую промышленность. Из-за низких цен на энергию в Иране доля потребления энергии в производстве керамики в стране составляет около 8-9 процентов от общей стоимости производства. Необходимо импортировать только красители и некоторые огнеупорные материалы из глины, хотя и в сокращающихся количествах (18 миллионов долларов США в 1999 г.; Интернет-источник 6).
Традиционные печи для обжига кирпича были и есть по всей стране (см. КИРПИЧ). До недавнего времени кирпич производился только в небольших традиционных печах. Примерно в 1905 году европеец построил первую современную печь для обжига кирпича. Однако только в 1935 году немецкий инженер построил так называемую «печь для обжига кирпича Хоффмана» с ее характерной высокой трубой в южном Тегеране. Таким образом, этот тип печи был известен в промышленности как hofman , и он доминировал над горизонтом печной зоны, как лес дымоходов.За исключением одного государственного завода, все кирпичные печи находились в частной собственности. В 1948 году в Тегеране было около 35 печей Хоффмана, каждая из которых производила 15 000 кирпичей в день. Государственный завод имел одну печь Гофмана на 26 и одну на 32 помещения и производил около 80 000 кирпичей в день. Завод был закрыт на часть года из-за отсутствия складских помещений для воздушной сушки кирпича в сырую погоду. Завод управлялся вручную, в 1948 году на нем работало 600 рабочих, и он произвел 20 миллионов кирпичей.Операция была неэффективной, а производственные затраты были высокими. Был также ряд небольших заводов по производству высококачественного кирпича. Традиционные печи также управлялись вручную; кирпичи не были однородными по форме и цвету и, как правило, были недостаточно обожжены. Из-за строительного бума 1950-х и конца 1960-х годов количество кирпичных заводов в Тегеране значительно увеличилось.
Таким образом, этот тип печи был известен в промышленности как hofman , и он доминировал над горизонтом печной зоны, как лес дымоходов.За исключением одного государственного завода, все кирпичные печи находились в частной собственности. В 1948 году в Тегеране было около 35 печей Хоффмана, каждая из которых производила 15 000 кирпичей в день. Государственный завод имел одну печь Гофмана на 26 и одну на 32 помещения и производил около 80 000 кирпичей в день. Завод был закрыт на часть года из-за отсутствия складских помещений для воздушной сушки кирпича в сырую погоду. Завод управлялся вручную, в 1948 году на нем работало 600 рабочих, и он произвел 20 миллионов кирпичей.Операция была неэффективной, а производственные затраты были высокими. Был также ряд небольших заводов по производству высококачественного кирпича. Традиционные печи также управлялись вручную; кирпичи не были однородными по форме и цвету и, как правило, были недостаточно обожжены. Из-за строительного бума 1950-х и конца 1960-х годов количество кирпичных заводов в Тегеране значительно увеличилось.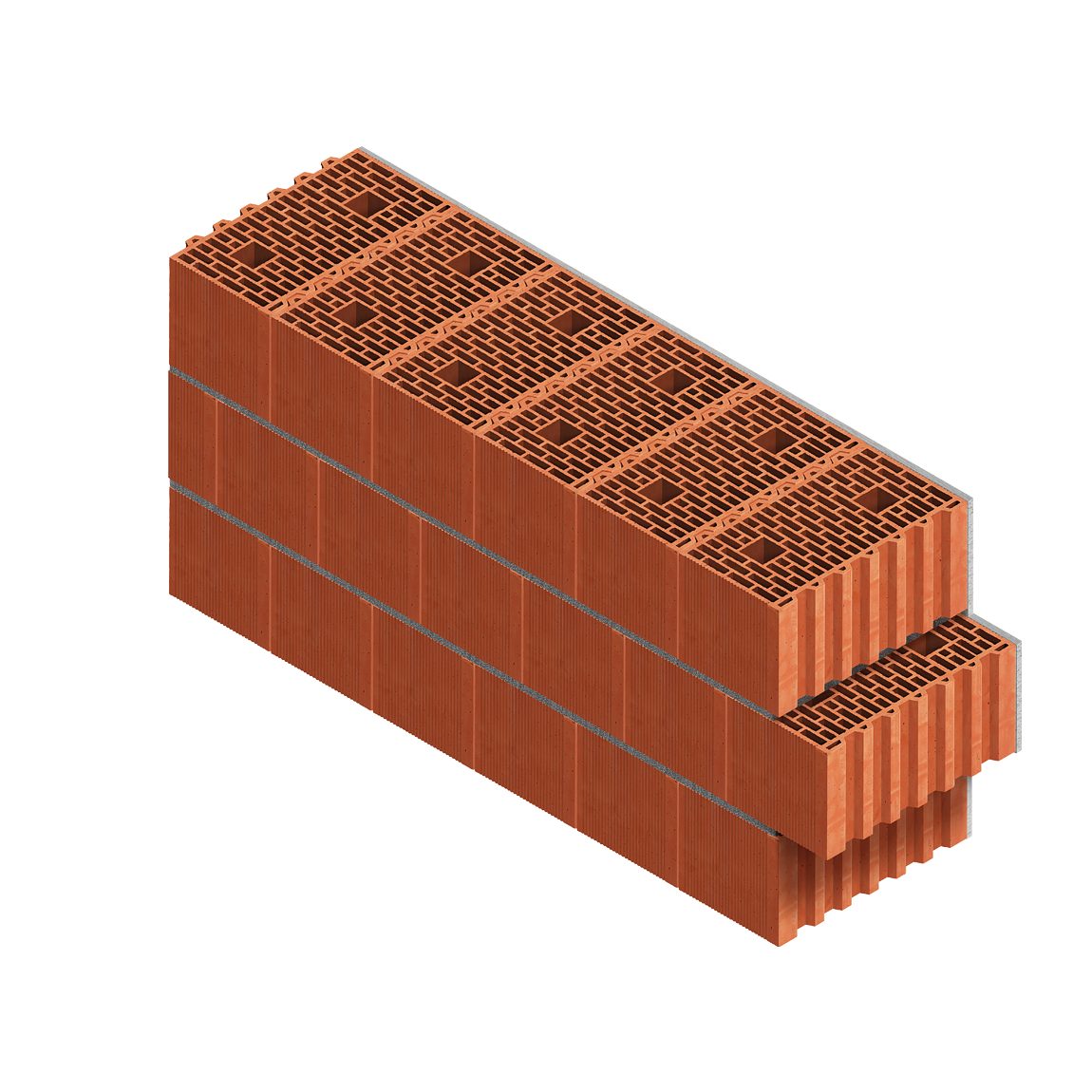 В 1960 году в кирпичной промышленности вокруг Тегерана работало 21 000 человек, а в 1970 году — около 30 000 человек (Overseas Consultants, 1949, IV, p.153; Флор, 2003а). В 1942 году печь для обжига огнеупорного кирпича ( kārḵāna-ye ājor-e nasuz ) была построена в Аминабаде недалеко от Тегерана на средства, имевшиеся в то время в Иране. Он смог удовлетворить часть внутреннего спроса, производя около 250 тонн кирпича и других изделий в месяц (Цахеди, стр. 90-91, 119-21). Однако огнеупорный кирпич местного производства имел короткий срок службы, что отрицательно сказалось на работе цементного завода (Overseas Consultants, Report IV, p.150).
В 1960 году в кирпичной промышленности вокруг Тегерана работало 21 000 человек, а в 1970 году — около 30 000 человек (Overseas Consultants, 1949, IV, p.153; Флор, 2003а). В 1942 году печь для обжига огнеупорного кирпича ( kārḵāna-ye ājor-e nasuz ) была построена в Аминабаде недалеко от Тегерана на средства, имевшиеся в то время в Иране. Он смог удовлетворить часть внутреннего спроса, производя около 250 тонн кирпича и других изделий в месяц (Цахеди, стр. 90-91, 119-21). Однако огнеупорный кирпич местного производства имел короткий срок службы, что отрицательно сказалось на работе цементного завода (Overseas Consultants, Report IV, p.150).
Таблица 1. Печи, эксплуатируемые в районе Тегерана, 1962 г.
В 1962 г. помимо кирпича, произведенного в Тегеране, около 461 млн кирпичей, 14 700 тонн извести и 129 000 тонн гипса были произведены в других местах Ирана ( Иранский альманах , 1963, стр. 245). В 1971 году кирпичные печи в Тегеране (как кирпича Гофмана, так и кирпича машинного производства) произвели 2,4 миллиарда кирпичей. Эти печи были крупнейшими производителями в стране, а также снабжали рынки на севере и юге Ирана ( Иранский альманах , 1972, с.31).
Эти печи были крупнейшими производителями в стране, а также снабжали рынки на севере и юге Ирана ( Иранский альманах , 1972, с.31).
В 1975 г. производство кирпича составило 7600 млн. штук, из которых 6950 млн. кирпича по традиционной технологии и 650 млн. кирпича машинного производства ( Иранский альманах 1975, стр. 246). Большое количество кирпичных печей по-прежнему относится к традиционному типу, особенно в отдаленных провинциях. Например, в Кал-Кали, к югу от Таша (провинция Систан-ва-Белуджистан), насчитывается около 50 традиционных печей для обжига кирпича. В провинции Хамадан в конце 1990-х годов насчитывалось около 1200 печей для обжига кирпича.Вокруг города Хамадан было 80 печей Хоффмана и 76 традиционных печей. Все эти печи загрязняют окружающую среду за счет использования в качестве основного источника энергии старых покрышек, опилок, навоза и так называемого печного парафина, которые также из-за неполного сгорания выделяют ядовитые газы и частицы. Кирпичные цеха были крупнейшими по количеству заводами в строительной отрасли. Годовой объем производства в 1989 году составил 8 374 миллиона кирпичей и 19 266 тонн огнеупорного кирпича (огнеупорного кирпича). Механизированные установки по производству кирпича работали менее чем на 50 процентов от своей проектной мощности по сравнению с традиционными печами ( Yearbook Iran , 1989). /90, с.14-26). В настоящее время многие, если не большинство, рабочих кирпичных заводов составляют афганские и курдские беженцы (как взрослые, так и дети), которые со своими семьями живут у печей. В 1998 году их средняя заработная плата составляла 12 000 риалов в день, тогда как официальный уровень минимальной заработной платы составлял 8 482 риала в день. Они живут в суровых условиях, характерных для этого
Кирпичные цеха были крупнейшими по количеству заводами в строительной отрасли. Годовой объем производства в 1989 году составил 8 374 миллиона кирпичей и 19 266 тонн огнеупорного кирпича (огнеупорного кирпича). Механизированные установки по производству кирпича работали менее чем на 50 процентов от своей проектной мощности по сравнению с традиционными печами ( Yearbook Iran , 1989). /90, с.14-26). В настоящее время многие, если не большинство, рабочих кирпичных заводов составляют афганские и курдские беженцы (как взрослые, так и дети), которые со своими семьями живут у печей. В 1998 году их средняя заработная плата составляла 12 000 риалов в день, тогда как официальный уровень минимальной заработной платы составлял 8 482 риала в день. Они живут в суровых условиях, характерных для этого
Из-за нехватки внутренних мощностей большинство огнезащитных изделий, необходимых производственными единицами , были импортированы. Благодаря инвестициям в отечественные заводы годовой объем производства огнеупорного кирпича и материалов вырос с 90 000 тонн в 1988 году до 120 000 тонн в 1993 году.
Производство плитки восходит к 1250 г. до н.э., а глазурованная плитка использовалась и до сих пор используется для украшения зданий. Таким образом, плитка и обожженный кирпич являются неотъемлемой частью персидской архитектуры, и чудеса мастеров прошлого можно увидеть по всей стране (см. BANNĀʿĪ). Тем не менее, после периода Сефевидов качество продукции ухудшилось, и иностранный импорт считался выше отечественной продукции в 19 веке. В первой половине ХХ века ситуация не изменилась.Было производство в традиционных мастерских, но их качество оставляло желать лучшего (Флор, 2003b, с. 82-83). В 1961 году в Иране было 28 плиточных фабрик, на которых работало 389 рабочих, которые произвели 10,9 миллиона плиток. Однако они по-прежнему использовали традиционные методы и, следовательно, были ремесленными мастерскими, а не промышленными фабриками. Из-за роста стоимости рабочей силы они не могли конкурировать с импортом, что наносило ущерб их положению ( Иранский альманах , 1963, стр. 245). Чтобы заменить иностранный импорт, компания Irana Tiles (с У.С. помощи) начали производство в Иране в 1960 году с использованием современных технологий. В 1965 году второй современный завод по производству плитки начал производство и экспорт. В 1975 году эти две фабрики произвели 155 миллионов штук, из которых на внутренний рынок ушло 70 процентов; остальное было экспортировано ( Иранский альманах , 1975, стр. 247). К 1979 году насчитывалось 14 крупных и средних заводов. После 1979 года более крупные были национализированы. В 1980-х годах был введен запрет на импорт плитки, что привело к отсутствию новых инвестиций в этот сектор.К 1990 г. мощности по производству плитки выросли до 28,5 млн м2. Из этого количества 3,2 млн м2 на сумму 13,2 млн долларов США было экспортировано, тогда как в 1978 г. приходилось еще 3,2 млн м2 импортировать.
245). Чтобы заменить иностранный импорт, компания Irana Tiles (с У.С. помощи) начали производство в Иране в 1960 году с использованием современных технологий. В 1965 году второй современный завод по производству плитки начал производство и экспорт. В 1975 году эти две фабрики произвели 155 миллионов штук, из которых на внутренний рынок ушло 70 процентов; остальное было экспортировано ( Иранский альманах , 1975, стр. 247). К 1979 году насчитывалось 14 крупных и средних заводов. После 1979 года более крупные были национализированы. В 1980-х годах был введен запрет на импорт плитки, что привело к отсутствию новых инвестиций в этот сектор.К 1990 г. мощности по производству плитки выросли до 28,5 млн м2. Из этого количества 3,2 млн м2 на сумму 13,2 млн долларов США было экспортировано, тогда как в 1978 г. приходилось еще 3,2 млн м2 импортировать.
После 1990 года было введено дерегулирование цен и осуществлены новые инвестиции как в новые мощности, так и в модернизацию старых заводов. Это также привело к более высокому качеству и лучшему дизайну, что увеличило экспорт. В 1378 Ш./1999-2000 годах тридцать единиц заводов разного типа (при плане 67.1 млн м2 в год) произведено 60,9 млн м2 плитки (74% настенной и 26% напольной плитки). Из этого количества 91 процент был использован внутри страны и 9 процентов был экспортирован (по данным Минпромторга). Согласно плану, в 2001 году производственные мощности страны будут увеличены до 100 млн м2. Это означает, что Иран занимает десятое место в мире по производству плитки. К 1998 году семь заводов получили сертификаты ISO 9002 (Стандарт управления качеством), а остальные находятся в процессе этого.Причина этого в том, что отрасль обещает экспорт в будущем. Промышленность по-прежнему зависит от импорта некоторых видов сырья, таких как каолин и оксид алюминия; промежуточные продукты, такие как фарфор; и некоторые детали для его машин. Большая часть оборудования производится в Иране, хотя оборудование для хлебопекарных печей в основном импортируется.
Это также привело к более высокому качеству и лучшему дизайну, что увеличило экспорт. В 1378 Ш./1999-2000 годах тридцать единиц заводов разного типа (при плане 67.1 млн м2 в год) произведено 60,9 млн м2 плитки (74% настенной и 26% напольной плитки). Из этого количества 91 процент был использован внутри страны и 9 процентов был экспортирован (по данным Минпромторга). Согласно плану, в 2001 году производственные мощности страны будут увеличены до 100 млн м2. Это означает, что Иран занимает десятое место в мире по производству плитки. К 1998 году семь заводов получили сертификаты ISO 9002 (Стандарт управления качеством), а остальные находятся в процессе этого.Причина этого в том, что отрасль обещает экспорт в будущем. Промышленность по-прежнему зависит от импорта некоторых видов сырья, таких как каолин и оксид алюминия; промежуточные продукты, такие как фарфор; и некоторые детали для его машин. Большая часть оборудования производится в Иране, хотя оборудование для хлебопекарных печей в основном импортируется. Поскольку основные затраты на производство плитки связаны с сырьем, энергией и рабочей силой, все из которых доступны на месте (за исключением небольшой части сырья) и относительно недороги, страна имеет значительное сравнительное преимущество в этой отрасли. .В настоящее время предпринимаются усилия по увеличению экспорта до 20 процентов от общего объема производства без ущерба для внутреннего рынка, а также по снижению себестоимости продукции и улучшению экспортных цен.
Поскольку основные затраты на производство плитки связаны с сырьем, энергией и рабочей силой, все из которых доступны на месте (за исключением небольшой части сырья) и относительно недороги, страна имеет значительное сравнительное преимущество в этой отрасли. .В настоящее время предпринимаются усилия по увеличению экспорта до 20 процентов от общего объема производства без ущерба для внутреннего рынка, а также по снижению себестоимости продукции и улучшению экспортных цен.
В прошлом потребности страны в технической керамике полностью удовлетворялись за счет импорта. Тем не менее, три завода, на которых работало 658 человек, начали производство в 1999 году с объемом производства 8 850 тонн, что было достаточно для удовлетворения внутреннего спроса и начала экспорта, который в том году составил всего 200 000 долларов США (см. Интернет-источник 7).
Другим важным подсектором керамической промышленности является производство санитарно-технических изделий . Первый производитель сантехники Pars Ceram начал производство в 1969 году в Карчаке недалеко от Варамина. До начала работы вся сантехника импортировалась. Две другие фабрики, Mina и Armitaj (компании Gol-Namā Co.), были построены в 1970-х годах для удовлетворения спроса в связи со строительным бумом (см. Интернет-источник 3). 1980-е были десятилетием мрака из-за регулирования цен, но после окончания ирано-иракской войны было введено дерегулирование цен, и отрасль снова расширилась.Правительство оказало помощь в обновлении технологий для повышения качества и разнообразия ассортимента продукции. Производственная мощность этих первых трех заводов в 1979 году составляла 22 000 тонн. В 1999 году эта цифра подскочила до 51 000 тонн, что свидетельствует о росте на 232 процента по сравнению с 1979 годом. Количество производственных единиц также увеличилось до 9, что означает увеличение на 200 процентов по сравнению с тем же период. В 1999 г. было занято около 2700 рабочих с объемом производства 19 тонн на душу населения. В том же году было экспортировано около 6 136 тонн сантехники на сумму 2 миллиона долларов США (Интернет-источник 3).
До начала работы вся сантехника импортировалась. Две другие фабрики, Mina и Armitaj (компании Gol-Namā Co.), были построены в 1970-х годах для удовлетворения спроса в связи со строительным бумом (см. Интернет-источник 3). 1980-е были десятилетием мрака из-за регулирования цен, но после окончания ирано-иракской войны было введено дерегулирование цен, и отрасль снова расширилась.Правительство оказало помощь в обновлении технологий для повышения качества и разнообразия ассортимента продукции. Производственная мощность этих первых трех заводов в 1979 году составляла 22 000 тонн. В 1999 году эта цифра подскочила до 51 000 тонн, что свидетельствует о росте на 232 процента по сравнению с 1979 годом. Количество производственных единиц также увеличилось до 9, что означает увеличение на 200 процентов по сравнению с тем же период. В 1999 г. было занято около 2700 рабочих с объемом производства 19 тонн на душу населения. В том же году было экспортировано около 6 136 тонн сантехники на сумму 2 миллиона долларов США (Интернет-источник 3).
В 1999 г. действовало 11 крупных заводов по производству сантехники с производительностью 51 000 тонн в год. В настоящее время существует 15 заводов с производственной мощностью 60 000 тонн в год. Прогнозируется, что в течение следующих 10 лет эта мощность достигнет 90 000 тонн в год. Качество и стандарты иранской сантехники еще не соответствуют итальянским или французским стандартам, но качество и цены таковы, что экспорт значительно увеличился. Производство сантехники импортирует большую часть своего оборудования из-за его передового характера.
Существует также значительное производство фарфоровой посуды и глазури в ответ на рост доходов и рост керамической промышленности. Глиняная посуда и посуда всех видов производились в Иране на протяжении веков. К концу 1940-х годов вся фарфоровая посуда по-прежнему производилась традиционными методами, проверенными временем, и правительству было настоятельно рекомендовано построить современную фабрику мощностью 500 тонн (Захеди, стр. 90). В начале 1950-х годов в Тегеране был построен фарфоровый завод (Робертс, стр. 234).В 1970-е годы были созданы четыре современных фарфоровых завода — «Кабон», «Альборз», «Парс Чайна» и «Воздушный фарфор» (Гилан) — общей годовой мощностью 4780 тонн посуды, горшков и других изделий из фарфора. До 1980 года внутренний спрос составлял около 30 000 тонн, 80 процентов из которых удовлетворялись за счет импорта. В том же году правительство запретило ввоз фарфоровой посуды, и, следовательно, пришлось построить новые фабрики, чтобы удовлетворить местный спрос. В 1984 году действовало 13 производственных установок номинальной мощностью 16 000 тонн в год.Традиционные методы до сих пор используются в ремесленных мастерских, например, в Хамадане и Хорасане. В 2000 г. количество фарфоровых заводов достигло 20 с номинальной мощностью 46,2 тыс. тонн в год. В отрасли работает около 9500 человек. Потребление Ирана на душу населения в 1999 году составило 0,6 кг. В том же году внутреннее потребление составило 38 147 тонн, что указывает на избыточные мощности.
90). В начале 1950-х годов в Тегеране был построен фарфоровый завод (Робертс, стр. 234).В 1970-е годы были созданы четыре современных фарфоровых завода — «Кабон», «Альборз», «Парс Чайна» и «Воздушный фарфор» (Гилан) — общей годовой мощностью 4780 тонн посуды, горшков и других изделий из фарфора. До 1980 года внутренний спрос составлял около 30 000 тонн, 80 процентов из которых удовлетворялись за счет импорта. В том же году правительство запретило ввоз фарфоровой посуды, и, следовательно, пришлось построить новые фабрики, чтобы удовлетворить местный спрос. В 1984 году действовало 13 производственных установок номинальной мощностью 16 000 тонн в год.Традиционные методы до сих пор используются в ремесленных мастерских, например, в Хамадане и Хорасане. В 2000 г. количество фарфоровых заводов достигло 20 с номинальной мощностью 46,2 тыс. тонн в год. В отрасли работает около 9500 человек. Потребление Ирана на душу населения в 1999 году составило 0,6 кг. В том же году внутреннее потребление составило 38 147 тонн, что указывает на избыточные мощности.
Объем экспорта фарфоровой посуды в страны побережья Персидского залива, Канаду, Турцию и страны Центральной Азии составил 953 тонны или 1 доллар США.1 миллион в стоимости в 1999 году, что составляет 2,5 процента от общего объема экспорта страны. Чтобы стать еще более конкурентоспособными, с начала 1380/2001 года в Иране действует проект «Энергоэффективность производства плитки и керамики». Всего для участия в этом проекте выбрано 65 действующих заводов по производству керамической плитки, сантехники и фарфора.
Библиография :
Иран Альманах ежегодник, 1961-77 Economist Intelligence Unit, Исламская Республика Иран.Industrial Revitalization , Вена, 1995, стр. 106-10.
Виллем Флор, «Камнильщики Южного Тегерана: поразительный послужной список (1953–1979)», International Review of Social History 48, 2003a, стр. 427–55 (также включает описание технологий и условий жизни). из рабочих).
То же, Традиционные ремесла Каджаров, Иран (1800-1925) , Коста-Меса, Калифорния, 2003b.
Ежегодник Ирана , Бонн, 1989-90 гг.
Элизабет Майер, Исламская Республика Иран.Обзор промышленного сектора по потенциалу экспорта ненефтяной продукции , Вена, 1999 г.
Overseas Consultants, Отчет о семилетнем плане развития для Plan Organization , 5 томов, Нью-Йорк, 1949.
Н. С. Робертс, Иран. Экономические и коммерческие условия , Лондон, 1948 г.
Али Захеди, Санайе-е Иран баад аз джанг , Тегеран, 1945.
Интернет-источники.
1.Иранская организация по энергоэффективности (IEEO-SABA), «Оптимизация энергоэффективности в керамической и плиточной промышленности», ранее размещенная по адресу www.iraneeo.com/news.html.
2. Iran Industrial, «Иранские исследования и разработки в области импорта и экспорта», выберите неметаллические минералы, на: www.iranindustrial.com
3. «Желтые страницы Ирана», «Керамическая промышленность», по адресу: http://www. iranyellowpages.net/en/aboutҳiran/Economy/ceramicҳindustry/ceramicҳindustry02.shtm
iranyellowpages.net/en/aboutҳiran/Economy/ceramicҳindustry/ceramicҳindustry02.shtm
4. Refugee Watch, «Афганские женщины», 2000 г., на: http://www.safhr.org/pdf/afghan.pdf
5. Скотт Петерсон, «Внутри Ирана, «затерянный мир» афганцев», ранее на веб-сайте Christian Science Monitor (/1998/07/24/p8s1)
6. [ЮНИДО] Организация Объединенных Наций по развитию, «Обзор промышленного сектора Исламской Республики Иран, посвященный потенциалу экспорта продукции, не связанной с нефтью» (NC/IRA/94/01D/o8/37), ранее размещено на сайте www.unido. орг
7. Ирано-британская торговая палата, промышленность и шахты, на: www.ibchamber.орг
(Виллем Этаж)
Первоначально опубликовано: 20 июля 2005 г.
Последнее обновление: 20 июля 2005 г.
8 этапов обработки керамики и промышленная вибрация
«Чтобы получить знания, нужно учиться; но чтобы приобрести мудрость, нужно наблюдать». – Мэрилин вос Савант
Знаешь те керамические тарелки, которые твоя мама использует для воскресного ужина? Что, если я скажу вам, что промышленная вибрация сыграла свою роль в создании этих блюд?
Керамическая промышленность охватывает широкий спектр продуктов от традиционной керамики, такой как глиняная посуда и фарфор, до технической керамики для химического, механического или термического применения. Я предоставлю вам краткий обзор процесса производства традиционной керамики. Я помогу вам увидеть, как промышленная вибрация вписывается в процессы, так что приготовьтесь; вот так!
Я предоставлю вам краткий обзор процесса производства традиционной керамики. Я помогу вам увидеть, как промышленная вибрация вписывается в процессы, так что приготовьтесь; вот так!
Керамика может быть определена как класс неорганических, неметаллических твердых тел, которые подвергаются воздействию высоких температур при производстве. Я говорил о термине «традиционная керамика», которому будет посвящен этот пост. Это керамические изделия, которые производятся из необработанной глины, а также комбинации очищенной глины и порошкообразных или гранулированных непластичных минералов.Сюда входят гончарные изделия, керамические изделия, фарфор, фарфор и т. д. Для создания этих конечных продуктов керамический материал должен пройти традиционный производственный процесс, который проходит следующим образом:
Этап №1: Измельчение и закупка сырья Сырье, используемое в процессе, представляет собой измельченные материалы. Их часто можно найти на участках добычи полезных ископаемых, которые были уменьшены с больших до меньших размеров или, в некоторых случаях, измельчены в порошок в зависимости от конечного продукта.Идея состоит в том, чтобы высвободить любые примеси из материалов, что позволяет лучше смешивать и формовать, что дает более реактивный материал при обжиге.
Их часто можно найти на участках добычи полезных ископаемых, которые были уменьшены с больших до меньших размеров или, в некоторых случаях, измельчены в порошок в зависимости от конечного продукта.Идея состоит в том, чтобы высвободить любые примеси из материалов, что позволяет лучше смешивать и формовать, что дает более реактивный материал при обжиге.
Помните, я говорил вам, что в игру вступит промышленная вибрация? Вот!
На этом этапе материалы, прошедшие процесс измельчения и заготовки, должны быть отсортированы по размерам, чтобы отделить желаемый материал от непригодного для использования. Контролируя размер частиц, вы получите правильное сцепление и гладкую поверхность готового продукта.
Этого можно добиться с помощью мелкоячеистого вибрационного просеивающего оборудования от нашей дочерней компании HK Technologies, такого как серия одноприводных просеивающих устройств HKC, при работе с сухими мелкими порошкообразными смесями в керамике. Доступны несколько размеров сетки. Размеры деки грохота варьируются в зависимости от толщины шлама и процентного содержания твердых частиц в смеси. Чтобы узнать больше о том, как мелкоячеистая сетка может оптимизировать процесс производства керамики, нажмите здесь.
Доступны несколько размеров сетки. Размеры деки грохота варьируются в зависимости от толщины шлама и процентного содержания твердых частиц в смеси. Чтобы узнать больше о том, как мелкоячеистая сетка может оптимизировать процесс производства керамики, нажмите здесь.
Мы также предоставили производителям керамики более крупные просеивающие машины, такие как наша модель электромеханической просеивающей машины EMS, которую вы можете увидеть в действии на видео ниже.Это оборудование имеет более высокую грузоподъемность и хорошо работает, когда суспензия содержит более крупные куски материалов.
У нас был клиент, который связался с нами, чтобы создать вибрационное решение для обработки керамики. Компания производит изоляционные огнеупорные кирпичи, которые используются в промышленности. Они хотели удалить бракованные изделия или повторно измельченный кирпич большого размера после того, как кирпичи подверглись процессу дробления. С помощью нашего вибрационного грохота они могут консолидировать полезные материалы и перепрофилировать их для следующей партии.
Шаг №3: Пакетирование Предоставлено журналом «Керамическая промышленность».
Этот процесс также известен как «смешивание», при котором подсчитываются количества, взвешиваются и исходное смешивание сырьевых материалов. Для равномерного потока материала в бункер пабной мельницы в процессе могут применяться вибрационные питатели. Если у вас небольшая грузоподъемность и пыльная опасная среда, пневматические питатели CF-A — отличный вариант. Однако он не такой стандартный, как электромеханический питатель EMF, который может обеспечивать множество сил и частот.Хотя модели EMF, как правило, не могут использоваться в запыленных и опасных средах, они могут быть оснащены взрывозащищенными вращающимися электрическими вибраторами для работы с большей грузоподъемностью.
Для получения более химически и физически однородного материала перед формовкой компоненты керамического порошка объединяют методом смешивания или взбивания. Чаще всего мопсовые мельницы являются предпочтительным оборудованием, используемым при работе с сухими смесями.Также важно добавлять связующие вещества или пластификаторы. Для влажных смесей шлама фильтр-пресс удалит воду из шлама и выделит глиняное тело из смеси. В эти влажные смеси добавляются дефлокулянты и пеногасители для улучшения обработки материалов.
Шаг №5: Формование На этом этапе материалы, такие как сухие порошки, пасты или суспензии, уплотняются и формуются для получения когезивного тела для желаемого продукта.В частном случае сухого формования для достижения желаемой формы можно использовать вибрационное уплотнение. Для пресс-форм меньшего масштаба с более легкой загрузкой могут потребоваться вибрационные столы. В случаях, когда форма большая, можно использовать вибрационные столы FA Flat Deck. Указание веса пресс-формы/материалов и масштаба пресс-формы поможет упростить выбор подходящего стола для уплотнения.
В случаях, когда форма большая, можно использовать вибрационные столы FA Flat Deck. Указание веса пресс-формы/материалов и масштаба пресс-формы поможет упростить выбор подходящего стола для уплотнения.
Формованные материалы содержат воду и связующее в своей смеси, что может вызвать усадку, коробление или деформацию продукта.Как правило, конвекционная сушка является наиболее часто используемым методом, при котором нагретый воздух циркулирует вокруг керамического изделия, что снижает риск появления таких дефектов в конечном продукте.
Предоставлено POWTECH & Okawara MFG. Ко, ООО
Шаг № 7: Остекление Возвращаясь к традиционной обработке керамики, этот этап добавляется к процессу перед обжигом. Как правило, глазурь состоит из оксидов, которые придают изделию желаемый внешний вид.Сырье измельчают в шаровой мельнице или ирригационной мельнице. Мы предоставили клиентам вибрационные просеиватели, которые просеивают глазурь, чтобы придать смеси однородную консистенцию, которая при нанесении на керамику была бы гладкой и ровной. Глазурь можно наносить методом распыления или окунанием.
Глазурь можно наносить методом распыления или окунанием.
Керамика, также известная как спекание или уплотнение, проходит контролируемый тепловой процесс, в ходе которого оксиды объединяются в плотное, связное тело, состоящее из однородных зерен.Некоторые общие моменты, которые следует помнить о различных типах конечных продуктов обжига:
- Короткое время обжига обеспечивает конечный продукт пористостью и низкой плотностью.
- Короткое – среднее время обжига позволяет получать мелкозернистые высокопрочные изделия.
- Длительное время обжига позволяет получить крупнозернистый продукт, устойчивый к ползучести. Это означает, что материал не будет деформироваться под нагрузкой в течение длительного периода времени.
Уф! И при этом мы коснулись каждого шага традиционного керамического процесса.Керамическая промышленность слишком велика, чтобы осветить ее в одном блоге, поэтому я полагаю, что идея заняться процессом технической керамики на более позднем этапе может быть идеей. Так что следите за обновлениями! У вас есть приложение для обработки керамики, для которого может потребоваться вибрация? Мы будем рады помочь. Свяжитесь с сотрудником отдела продаж сегодня!
Так что следите за обновлениями! У вас есть приложение для обработки керамики, для которого может потребоваться вибрация? Мы будем рады помочь. Свяжитесь с сотрудником отдела продаж сегодня!
До следующего раза Movers & Shakers, #ShakeOn!
Кэти Сабо с 2014 года является герцогиней промышленного вибратора компании Cleveland Vibrator Company. Создатель #VibrationEducation, Кэти помогла повысить узнаваемость бренда CVC во всем мире и сделала своим личным приоритетом поделиться важностью промышленной вибрации со всеми желающими. слушать! Когда она не встряхивает вещи в отделе маркетинга, вы обычно можете найти ее за покупками со своими любимыми приятелями (она гордая мама двух маленьких дам), совершающими длительные прогулки / пробежки со своим любимым пушистым членом семьи или болеющим за любая команда Кливленда со своим несгибаемым поклонником мужа.
8 Wonders of Kansas Commerce
Cloud Ceramics/Kansas Brick & Tile является финалистом конкурса 8 Wonders of Kansas Commerce, потому что их сотрудники производят почти 8 000 000 кирпичей высшего качества в месяц, зарабатывая репутацию «Кадиллака» среди кирпичных линий.
В 1944 году, узнав о обнажениях глины в дорожной канаве к юго-востоку от Конкордии, Чарльз С.Кук, в то время президент General Finance, Inc., связался с Государственной геологической службой для дальнейшего изучения этого района. С использованием немецких военнопленных из лагеря Конкордия началось тестирование местности.Было обнаружено большое месторождение дакотской огнеупорной глины, пригодной для производства качественного строительного кирпича желтовато-коричневого цвета.
В конце 1945 года Чарльз вместе со своей женой Мэриан и братом Джорджем Х. Куком устроили общий обед и официально представили свои планы по строительству завода по производству облицовочного кирпича, который будет называться Cloud Ceramics. Предприятие финансировалось за счет продажи корпоративных акций и 8% долговых обязательств.
Сын Джорджа, Ричард, присоединился к Cloud Ceramics в 1946 году, и производство кирпича началось с использованием десяти печей-ульев.Первый инженер-керамист Дэвид Янг был нанят для наблюдения за строительством объектов. Печи «улей» были 30 футов в диаметре, 16 футов в высоту и работали на природном газе. Это была операция периодического типа, при которой рабочие брали кирпич четыре раза с момента его экструзии до момента его загрузки на грузовики или железнодорожные вагоны. Cloud Ceramics производила 500 000 кирпичей в месяц.
Под руководством Кука компания процветала. В 1956 году началось строительство нового современного энергосберегающего завода с 403-футовой производственной площадкой.Туннельная печь, разработанная компанией Harrop Ceramic Service. Производство подскочило до 4 000 000 кирпичей в месяц. В 2005 году добавление нового современного завода Lingl увеличило производство более чем в два раза.
Сегодня Cloud Ceramics добывает глину пяти разных цветов на том же глиняном месторождении в Дакоте, где компания начала свою деятельность более 60 лет назад. Cloud Ceramics производит более 30 различных цветов кирпича различных размеров и текстур с дистрибьюторами в 46 штатах. Этот облицовочный кирпич, известный не только своими высокими стандартами качества, но и ярким цветом, продается по всей стране, а также в Канаде.От офисных зданий, школ, жилых домов и церквей до ресторанов, зданий университетов и колледжей и предприятий Cloud Ceramics известен как «Кадиллак» кирпичных линий. Архитекторы, подрядчики и домовладельцы выбирают канзасский кирпич от Cloud Ceramics за однородность и однородность цвета. Они находятся в непрерывной эксплуатации с 1946 года и могут соответствовать кирпичам из предыдущих строительных проектов.
Cloud Ceramics — отличный пример развития ресурсов, присущих округу, и создания успешного бизнеса, который приносит пользу сообществу.
Kansas Brick & Tile, Hoisington также принадлежит Cloud Ceramics.
КАК ПОСМОТРЕТЬ, ЧТО ОНИ ДЕЛАЮТ
Cloud Ceramics предлагает 45-минутные экскурсии для групп (15 человек) с понедельника по пятницу. Экскурсия по объекту увлекательна. Позвоните по телефону 785.243.1287, чтобы договориться.
На их веб-сайте (http://www.cloudceramics.com/) есть видео «Рождение кирпича».
Исторический музей округа Клауд по адресу 7 th & Broadway в Конкордии также имеет экспозицию Cloud Ceramics с фотографиями, кирпичами, инструментами и другими памятными вещами.
Музей открыт для публики со вторника по субботу с 13:00 до 17:00.
МЕСТНЫЙ ПРОЕКТ:
Компания Cloud Ceramics также пожертвовала 6 400 кирпичей для создания настенной росписи музея округа Клауд. Трехмерная кирпичная фреска покроет внешнюю стену пристройки музея, расположенной по адресу 6 th & U.S. 81 в центре города Конкордия. 140-футовая кирпичная фреска рассказывает об истории округа Клауд, включая печи для обжига ульев Cloud Ceramics. Весной 2008 года резьбу завершили художники Екатерина Магель, Санкт-Петербург.Луи и Мара Смит, Сиэтл. Общественный колледж округа Клауд предоставил художникам место для лепки. Компания Cloud Ceramics не только пожертвовала глиняный кирпич Dakota, но и доставила его в колледж и из колледжа, а также произвела мгновенный обжиг 6400 кирпичей. Фреска должна быть установлена к весне 2009 года.
ПРОБЫ ЗДАНИЙ С ОБЛАЧНОЙ КЕРАМИЧЕСКИМ КИРПИЧОМ
Конкордия — Первая объединенная методистская церковь, Общественный колледж округа Клауд, Объединенный банк, Центральный национальный банк, Холидей Инн Экспресс, Театр Маджестик, многочисленные жилые дома.
Clyde Downtown Park, Центральная средняя школа Андовера, Харлей-Дэвидсон (Уичито), Северная средняя школа Уичито, Колледж Бетел, Университет Дьюка, Университет Западной Вирджинии, Колледж Святой Екатерины (Сент-Пол, Миннесота), Юридическая школа Билла Гейтса (Вашингтон) и Бойскаутский центр (Кентукки).
Источник: www.cloudceramics.com и Сьюзи Хейвер, директор CVB округа Клауд
Электронная почта: [email protected].