Пила торцевая с протяжкой: Торцовочные пилы с протяжкой (с горизонтальным перемещением) – интернет-магазин ВсеИнструменты.ру
Торцовочная пила, диск 305 мм 1,8 кВт JET JSMS-12L 10000836M
Применение
для простого, быстрого и аккуратного реза заготовок из дерева и деревосодержащих материалов.
Описание
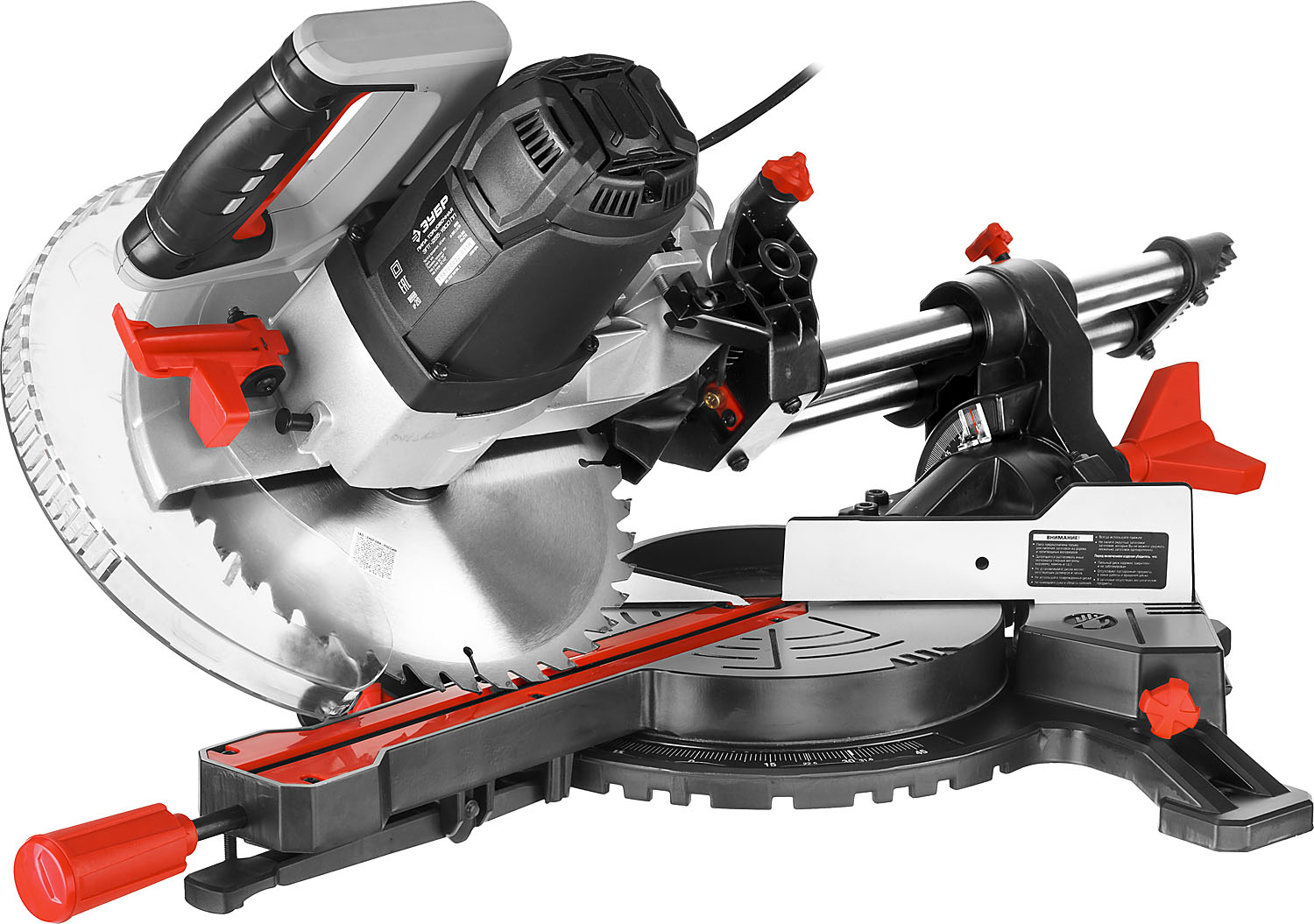
Jet JSMS-12L торцовочно-усовочная пила с большим (305 мм) диском и возможностью его «протяжки» (перемещения вдоль линии реза по цилиндрическим направляющим).
Предельные значения ширины и глубины распиловки позволяют использовать эту модель для самых разных работ, начиная с отделочных (плинтусы, наличники, стеновые панели) и заканчивая плотницкими (доски и брусья).
Важно, что мощность двигателя достаточно высока, чтобы обеспечить высокую производительность и работу без «надрыва».
Предусмотрены основные регулировки и установки: стол поворачивается влево и вправо, фиксация производится «стопором-защелкой» на самых употребимых углах или винтовым зажимом на произвольных (для этого вращают вынесенную вперед рукоять).
Наклон производится влево; крайние значения имеют настраиваемые концевые упоры.
Для визуализации линии предстоящего реза есть лазерный указатель, оборудованный выключателем и винтом точной юстировки; питается устройство от внешней сети.
Съемные и раздвижные расширители рабочего стола оборудованы откидными концевыми упорами заготовки для облегчения серийных работ по изготовлению партий одинаковых деталей.
Особенности
Направляющие для продольной подачи
Рабочий стол из алюминиевого литья
Лазерный указатель линии реза
Механизм блокировки вала для облегчения замены пильного диска
Регулировка наклона пильного диска
Регулировка поворота пильного диска
Регулируемый ограничитель глубины пропила
Съемные и раздвижные расширители рабочего стола
Регулируемые концевые упоры заготовки
Прижим заготовки
Технические особенности
Потребляемая мощность 1,8 кВт
Напряжение сети 230V ~1L/N 50-60Hz
Внешний (посадочный) диаметр пильного диска 305 (30) мм
Угол наклона пильного диска 0-45°
Угол поворота пильного диска -45º-0-45º
Максимальная глубина пропила под углом 0° и 45° : 105 и 50 мм
Максимальная ширина пропила с поворотом 0º и 45: 305 и 215 мм
Ширина рабочего стола (с расширителями): 540 (730) мм
Диаметр вытяжного штуцера 40 мм
Габаритные размеры (ДхШхВ) 750 х 1100 х 700 мм
Вес 22,5 кг
Комплектация
Пильный диск Z48
Расширители рабочего стола с концевыми упорами
Прижим заготовки
Лазерный указатель линии реза
Мешок для сбора пыли
Производство Jet (Швейцария/Тайвань). Гарантия 2 года.
Гарантия 2 года.
Jet — это широкий ассортимент станков для работы с деревом и металлом. Большинство моделей адресовано профессионалам и предназначено для эксплуатации в условиях небольших мастерских и промышленных предприятий. Но есть и отдельная серия начального уровня для хобби.
Рекомендация «Арсенал Мастера»
Pекомендуем JET купить jsms 12L , доставим по всей России.
Посмотреть и скачать Инструкцию Торцовочная пила JET JSMS-12L
Доступны для покупки:
Посмотреть Пильные диски диаметром 305 мм, посадочный размер 30 мм
Посмотреть в каталоге с ценами Весь ассортимент Jet
Видео: Jet JSMS-12L
Видео: Jet JSMS-12L
 youtube.com/embed/Gq8vy-xbjvk»>
youtube.com/embed/Gq8vy-xbjvk»>JET купить пила торцовочная — решение ваших задач.
Многоцелевая торцовочная пила с протяжкой RAGE 3
ВНИМАНИЕ, ЭТА ТОРЦОВОЧНАЯ ПИЛА СНЯТА С ПРОИЗВОДСТВА И БОЛЬШЕ ПОСТАВЛЯТЬСЯ НЕ БУДЕТ!
Смотрите замену — Торцовочная плунжерная пила R255-SMS+
RAGE-3 — торцовочная плунжерная пила с протяжкой
распиливает сталь, алюминий, древесину одним и тем же диском. Создана по запатентованной профессиональной технологии RAGE ®. Торцовка имеет струбцинный зажим для крепления заготовки с возможностью вертикальной или боковой установки. Торцовочная пила с протяжкой, как правило используется для резки плоских и относительно широких заготовок под углом. Протяжка — это продольный ход пильного диска вдоль своей плоскости, поперек или под углом к основанию пилы. Это приспособление позволяет распиливать заготовки большей ширины, чем может распилить обычная торцовочная пила маятникового типа.
Настройка угла наклона в вертикальной плоскости осуществляется на угол от 90 до 45 градусов влево. В горизонтальной плоскости угол реза выставляется плавно от -45 до +45 градусов, но при этом есть пазовые шаблоны для быстрой настройки стандартных углов: 37,5; 45; 15; 30 градусов. Торцовочная пила с протяжкой RAGE-3 имеет лазерный указатель, веерный луч которого лежит в плоскости пильного диска и точно показывает на линию будущего распила, независимо от того, под каким углом установлена пила. Многоцелевой диск RAGEBLADE MULTI 255 пилит не только древесину, но и попадающиеся в ней гвозди, скобы, саморезы. Алюминий и пластик также пилится этим диском без проблем, но сталь распилить этой пилой трудно — не хватает жесткости тисков. Алмазным диском можно резать тротуарную плитку, рекомендуется при этом использовать пылесос и очищать от пыли направляющие после работы.

Многоцелевая торцовочная пила c протяжкой Evolution RAGE R255SMS+ 052-0003A
Evolution R255SMS+ новая торцовочная пила с протяжкой, обладающая феноменальными возможностями многоцелевых пил Evolution Rage. Эта пила способна пилить сталь, алюминий и медь также быстро и качественно, как и древесину и пластик. Если в дереве окажется гвоздь или саморез — пила R255SMS+ легко справится с резкой, и ни один из 28 зубьев твердосплавного диска не будет поврежден! Торцовочная пила R255SMS+ является реинкарнацией классической многоцелевой торцовочной пилы Evolution RAGE-3. Новые достоинства пришли в дополнение к многократно проверенным пользователями по всему миру.
- Пила оснащена электромотором мощностью 2000 Ватт.
- Вращение диска происходит с частотой 2500 об/мин.

- Масса пилы — чуть более 15.3 кг.
- Диаметр отверстия для подключения пылесоса — 35 мм
- Размеры пилы: 360х705х730 мм
- Протяжка:300мм
- Сталь 6 мм
- 90º/90º — 75х300мм
- 90º/45º — 75х210мм
- 45º/90º — 40х300мм
Пила может пилить стальные заготовки с толщиной стенки 6 мм или стальной замкнутый профиль со стенкой 3 мм. То есть, прямоугольную или квадратную, а также круглую трубу со стенкой толщиной 3 мм. Минимальные размеры заготовки, которую можно закрепить и безопасно распилить: 145х20х3 мм. Меньшие по размеру заготовки требуют дополнительных усилий по фиксации на рабочем столе.
Теперь о новых преимуществах, прежде не доступных в пилах RAGE:
- максимальный поворота пилы — 50 градусов, раньше было 45
- максимальная толщина разрезаемой заготовки 80 мм, раньше было 70 мм
- направляющие, по которым движется каретка пилы, теперь закрыты сверху кожухом
- с обеих сторон пилы есть рукоятки для переноски
- в комплекте с пилой поставляется не только верхний, но и боковой прижим
- к пиле прилагается 3-летняя гарантия, при условии регистрации на сайте
% PDF-1. 6
%
865 0 объект
> / Метаданные 862 0 R / AcroForm 961 0 R / Pages 845 0 R / PageLayout / SinglePage / OpenAction 917 0 R / Тип / Каталог >
6
%
865 0 объект
> / Метаданные 862 0 R / AcroForm 961 0 R / Pages 845 0 R / PageLayout / SinglePage / OpenAction 917 0 R / Тип / Каталог >
Глава 14: Протяжки и протяжки | Применение режущего инструмента
Процесс протяжки, аналогичный формованию с несколькими зубьями, используется для обработки внутренних и внешних поверхностей, таких как отверстия круглой, квадратной или неправильной формы. , шпоночные пазы и зубья внутренних шестерен.Протяжка — это длинный многозубый режущий инструмент с последовательно более глубокими разрезами. Каждый зуб удаляет заранее определенное количество материала в заранее определенном месте. Общая глубина материала, удаляемого за один проход, складывается из глубины резания каждого зуба. Протяжка позволяет производить детали с очень хорошей обработкой поверхности и точностью размеров.
, шпоночные пазы и зубья внутренних шестерен.Протяжка — это длинный многозубый режущий инструмент с последовательно более глубокими разрезами. Каждый зуб удаляет заранее определенное количество материала в заранее определенном месте. Общая глубина материала, удаляемого за один проход, складывается из глубины резания каждого зуба. Протяжка позволяет производить детали с очень хорошей обработкой поверхности и точностью размеров.
Протяжка выгодно отличается от других процессов, таких как растачивание, фрезерование, формование и развертывание. Хотя протяжки обычно бывают дорогими, их стоимость оправдана, поскольку они используются в больших объемах производства.
Процесс протяжки
Инструмент — это сердце любого процесса протяжки. Инструмент для протяжки основан на уникальной концепции процесса — зубья черновой, получистовой и чистовой обработки объединены в одном инструменте или наборе инструментов. Протяжной инструмент часто может закончить обработку шероховатой поверхности за один ход.
Для протяжки внешней поверхности протяжной инструмент можно тянуть или толкать по поверхности заготовки, либо поверхность может перемещаться по инструменту. Для внутренней протяжки требуется начальное отверстие или отверстие в заготовке, чтобы можно было вставить протяжной инструмент.Затем инструмент или заготовка толкают или тянут, чтобы протолкнуть инструмент через стартовое отверстие. Практически любое нестандартное поперечное сечение может быть протянуто, если все его поверхности остаются параллельными направлению движения протяжки.
Протяжные инструменты — Протяжка похожа на инструмент с одним острием, имеющий множество «точек», каждая из которых режет, как инструмент с плоским концом, хотя некоторые протяжки имеют зубцы, расположенные по диагонали, что называется резанием со сдвигом. («Сдвиг» относится к деформирующему действию, при котором приложенные силы вызывают деформацию скольжения или перекоса.)
Номенклатура протяжки
Передняя направляющая: При использовании внутренней протяжной протяжки протяжной конец и передняя направляющая проходят через стартовое отверстие. Затем тяговый конец фиксируется на тяговой головке протяжного станка. Передний пилот обеспечивает правильное осевое совмещение инструмента с начальным отверстием и служит для проверки начального размера отверстия.
Затем тяговый конец фиксируется на тяговой головке протяжного станка. Передний пилот обеспечивает правильное осевое совмещение инструмента с начальным отверстием и служит для проверки начального размера отверстия.
Длина: Длина протяжного инструмента или набора инструментов определяется количеством снимаемого материала и ограничивается ходом станка.
Задний направляющий элемент: Задний направляющий элемент поддерживает выравнивание инструмента при прохождении зубьев окончательной чистовой обработки через отверстие в заготовке. У круглых инструментов диаметр заднего пилота немного меньше диаметра чистовых зубьев.
Режущие зубья: Протяжные зубья обычно делятся на три отдельных участка по длине инструмента: черновые зубья, получистовые зубья и чистовые зубья. Первый зуб для черновой обработки является самым маленьким зубом на инструменте.Последующие зубы постепенно увеличиваются в размере до первого чистового зуба включительно. Разница в высоте между каждым зубом или подъем зуба обычно больше на участке черновой обработки и меньше на участке получистовой обработки. Все чистовые зубы одинакового размера. Лицевая поверхность шлифуется с помощью крючка или угла наклона кромки, который определяется материалом заготовки. Например, для заготовок из мягкой стали обычно требуется больший угол наклона крюка; твердые или хрупкие стальные детали требуют меньшего угла крючка.
Все чистовые зубы одинакового размера. Лицевая поверхность шлифуется с помощью крючка или угла наклона кромки, который определяется материалом заготовки. Например, для заготовок из мягкой стали обычно требуется больший угол наклона крюка; твердые или хрупкие стальные детали требуют меньшего угла крючка.
Фаска: Фаска поддерживает режущую кромку от нагрузок. Небольшой зазор или угол обратного хода притираются к земле, чтобы уменьшить трение. На черновых и получистовых зубьях вся поверхность обрабатывается за счет заднего угла. При чистовой обработке зубьев часть фаски сразу за режущей кромкой часто остается прямой, так что повторная заточка (шлифованием лицевой поверхности зуба) не приведет к изменению размера зуба.
Шаг зубьев: Расстояние между зубьями или шаг определяется длиной резания и зависит от типа материала заготовки.Для черновой обработки зубьев может потребоваться относительно большой шаг, чтобы выдержать большую стружку. Шаг зубьев на получистовых зубах может быть меньше, чтобы уменьшить общую длину протяжного инструмента. Шаг рассчитывается таким образом, чтобы два или более зуба резались одновременно. Это предотвращает смещение или вибрацию инструмента.
Шаг рассчитывается таким образом, чтобы два или более зуба резались одновременно. Это предотвращает смещение или вибрацию инструмента.
Зубная впадина: Глубина впадины зависит от высоты зуба, шага и материала заготовки. Радиус корня зуба обычно рассчитывается таким образом, чтобы стружка плотно скручивалась внутри себя, занимая как можно меньше места.
Нагрузка на стружку: Когда каждый зуб входит в заготовку, он режет материал фиксированной толщины. Фиксированная длина и толщина стружки, создаваемые протяжкой, создают нагрузку на стружку, которая определяется конструкцией протяжного инструмента и заданной скоростью подачи.
Стружколомы: Пазы, называемые стружколомами, используются на протяжных инструментах для устранения налипания стружки и облегчения ее удаления. Стружколомы притачиваются в зубья протяжки для черновой и получистовой обработки параллельно оси инструмента.Стружколомы на чередующихся зубьях расположены в шахматном порядке, так что за одним набором стружколомов следует режущая кромка. Завершающие зубья завершают работу. Стружколомы жизненно важны для круглых протяжных инструментов: без стружколомов инструменты будут обрабатывать стружку кольцевой формы, которая вклинивается в канавки зуба и в конечном итоге приводит к поломке инструмента.
Завершающие зубья завершают работу. Стружколомы жизненно важны для круглых протяжных инструментов: без стружколомов инструменты будут обрабатывать стружку кольцевой формы, которая вклинивается в канавки зуба и в конечном итоге приводит к поломке инструмента.
Угол сдвига: Разработчики протяжек могут размещать протяжные зубья под углом сдвига, чтобы улучшить чистоту поверхности и уменьшить вибрацию инструмента. При одновременной резке двух смежных поверхностей угол сдвига является важным фактором при удалении стружки от пересекающегося угла, чтобы предотвратить скопление стружки на пересечении режущих зубьев.
Боковой задел: При протяжке пазов инструмент во время резания закрывается пазом и должен нести стружку по всей длине заготовки. Стороны протяжных зубьев будут тереть стороны паза и вызывать быстрый износ инструмента, если не будет обеспечен зазор. Этим достигается шлифовка одного угла наклона с обеих сторон каждого зуба. Таким образом, только небольшая часть зуба рядом с режущей кромкой, называемая боковой площадкой, может тереться о паз. Такой же подход используется для односторонних угловых и шлицевых протяжек.
Такой же подход используется для односторонних угловых и шлицевых протяжек.
Типы протяжек
Два основных типа протяжек — протяжная протяжка и протяжная протяжка. Второе деление — внутренние и внешние протяжки.
Толкающие и вытягивающие протяжки — Толкающие протяжки должны быть относительно короткими, так как они представляют собой колонну при сжатии и изгибаются и ломаются при слишком большой нагрузке. Протяжные протяжки часто используются с простым оправочным прессом, если объем работы небольшой. Для среднего и крупного производства они используются в протяжных станках.
Протяжки протягиваются вверх, вниз или горизонтально через или поперек заготовки, всегда с помощью станка. Плоские или почти плоские протяжки могут быть протяжными, или протяжка может быть жестко закрепленной, при этом обрабатываемая деталь протягивается через протяжные зубы. Блоки цилиндров и головки автомобилей часто подвергаются плоской облицовке с помощью этого метода.
Внутренние протяжки — Внутренние протяжки вытягиваются или проталкиваются через стартовое отверстие. Машины могут варьироваться от полностью автоматизированных многопозиционных вертикальных до горизонтальных тяговых типов и простых прессов.
Машины могут варьироваться от полностью автоматизированных многопозиционных вертикальных до горизонтальных тяговых типов и простых прессов.
Шпоночная протяжка — Почти все шпоночные пазы в станках и деталях вырезаются шпоночной протяжкой — узкой плоской планкой с режущими зубьями, расположенными вдоль одной поверхности. Этими протяжками можно вырезать как внешние, так и внутренние шпоночные пазы. Для внутренних шпоночных пазов обычно требуется втулка с прорезью или выступ, чтобы соответствовать отверстию, при этом протяжка для шпоночной канавки протягивается через выступ и направляется через прорезь.
Если необходимо обработать несколько деталей одинакового диаметра и размера шпоночной канавки, можно спроектировать протяжку внутренней шпоночной канавки, чтобы она вошла в отверстие для поддержки режущих зубьев.Только режущие зубья выступают за диаметр отверстия, чтобы прорезать шпоночную канавку. Втулки или рожки не требуются.
Полировальные инструменты — Полировальные инструменты — это протяжные инструменты, предназначенные для полировки, а не вырезания отверстий. Общее изменение диаметра, вызванное операцией полировки, может быть не более чем от 0,0005 до 0,001 дюйма. Инструменты для полировки, используемые, когда важны чистота поверхности и точность, относительно короткие и обычно имеют форму протяжных протяжек.
Общее изменение диаметра, вызванное операцией полировки, может быть не более чем от 0,0005 до 0,001 дюйма. Инструменты для полировки, используемые, когда важны чистота поверхности и точность, относительно короткие и обычно имеют форму протяжных протяжек.
Протяжки-вкладыши — Протяжки-вкладыши можно использовать на черновой, получистовой и чистовой обработке протяжного инструмента.Основное преимущество протяжки в виде ракушки состоит в том, что изношенные части можно снимать и заново затачивать или заменять при гораздо меньших затратах, чем у обычного цельного инструмента. Когда вкладыши используются для чистовой обработки зубьев длинных протяжек, зубья вкладыша можно отшлифовать с гораздо большей точностью, чем у обычного длинного протяжного инструмента, и инструмент можно продолжать использовать, заменив насадку. (Протяжки с корпусом похожи на фрезы для фрезерования, которые обсуждались в главе 12.)
Протяжки на поверхности — Протяжки, используемые для удаления материала с внешней поверхности, обычно известны как протяжки с поверхности. Такие протяжки проходят по обрабатываемой поверхности заготовки, или заготовка проходит над инструментом на горизонтальных, вертикальных или цепных станках для получения плоских или контурных поверхностей.
Такие протяжки проходят по обрабатываемой поверхности заготовки, или заготовка проходит над инструментом на горизонтальных, вертикальных или цепных станках для получения плоских или контурных поверхностей.
Хотя некоторые поверхностные протяжки имеют прочную конструкцию, большинство из них имеет сборную конструкцию с секциями, вставками или сменными насадками, которые собираются встык в держателе протяжки или вспомогательном держателе. Держатель устанавливается на салазки станка и обеспечивает жесткое выравнивание и поддержку.
Типы протяжных станков
Тип протяжного режущего инструмента, необходимого для данной работы, является самым важным фактором при определении типа используемого протяжного станка.Второе по важности — производственные требования. Взятые вместе, эти факторы обычно определяют конкретный тип машины для работы.
Тип протяжного инструмента (внутренний или поверхностный) сразу же сужает перечень типов станков, которые можно использовать. Количество деталей, необходимых в час или в течение всего производственного цикла, еще больше сузит область поиска.
Для внутренней протяжки длина протяжки по отношению к ее диаметру может определять, нужно ли протягивать ее, а не проталкивать через заготовку, поскольку протяжной инструмент сильнее при растяжении, чем при сжатии.Это, в свою очередь, помогает определить тип машины для работы.
Тип привода, гидравлический или электромеханический, является еще одним важным фактором при выборе машины. Так же конвертируемость и автоматизация. Некоторые конструкции машин допускают преобразование внутренних работ в поверхностные. Некоторые конструкции полностью автоматизированы; другие ограничены по объему и работают только под тщательным контролем оператора.
Вертикальные протяжные станки — Около 60 процентов от общего числа существующих протяжных станков — вертикальные, почти поровну разделенные между вертикальными внутренними устройствами и вертикальными поверхностными или комбинированными станками.Вертикальные протяжные станки, используемые во всех основных областях металлообработки, почти все имеют гидравлический привод.
Однако одна из существенных особенностей, которая способствовала их развитию, начинает превращаться в ограничение. Используемые в настоящее время ходы резки часто превышают существующие заводские потолочные зазоры. Когда машины достигают высоты 20 футов и более, для них необходимо вырыть дорогие ямы, чтобы оператор мог работать на уровне производственного пола. Ниже показан большой вертикальный протяжной станок.
Вертикальные внутренние протяжные станки бывают настольными, подтягивающими, тянущими или протяжными, в зависимости от режима работы.
Вертикальный столик вверх. Сегодня настольные машины востребованы в соответствии с концепцией производства ячеек (гибкое), когда требуются небольшие партии специализированных компонентов. По завершении коротких серий (от 1 до 2 лет) машины могут быть переоборудованы и перемещены на другое место завода, без каких-либо проблем с тем, что делать с ямами в цехах.На станках этого типа деталь находится на столе, который перемещается вверх, в то время как протяжка находится в неподвижном состоянии. Длина хода от 30 футов до 90 и грузоподъемность от 5 до 30 тонн являются ограничениями для этой машины.
Длина хода от 30 футов до 90 и грузоподъемность от 5 до 30 тонн являются ограничениями для этой машины.
Вертикальное внутреннее подтягивание. Подъемный тип, при котором заготовка размещается под рабочим столом, был первым, который был представлен. Основное применение — протяжка отверстий круглой и нестандартной формы. Машины для подтягивания теперь оснащены тяговым усилием от 6 до 50 тонн, ходом до 72 дюймов и скоростью протяжки 30 футов в минуту.Доступны машины большего размера; некоторые имеют электромеханические приводы для большей скорости протяжки и повышения производительности.
Вертикальное внутреннее опускание. Более сложные машины с вытягиванием вниз, в которых работа размещается поверх стола, были разработаны позже, чем машины с вытягиванием вверх. Эти вытяжные машины способны удерживать внутренние формы с меньшими допусками за счет размещения приспособлений на верхней части рабочего стола. Машины имеют тяговое усилие от 2 до 75 тонн, ход от 30 до 110 дюймов и скорость до 80 футов в минуту.
Вертикальное внутреннее нажатие. Вертикальные прижимные машины часто представляют собой не что иное, как гидравлические прессы общего назначения со специальными приспособлениями. Они доступны с грузоподъемностью от 2 до 25 тонн, ходом до 36 дюймов и скоростью до 40 футов в минуту. В некоторых случаях были разработаны универсальные станки, которые объединяют до трех различных операций протяжки, таких как выталкивание, вытягивание и поверхностное, просто за счет добавления специальных приспособлений.
Горизонтальные протяжные станки — Любимая конфигурация протяжных станков, кажется, прошла полный цикл.Первоначально машины с зубчатым или винтовым приводом были сконструированы как горизонтальные агрегаты. Постепенно вертикальные машины эволюционировали, поскольку стало очевидно, что площадь пола можно гораздо более эффективно использовать с вертикальными установками. Теперь горизонтальная машина с гидравлическим и механическим приводом снова пользуется все большей популярностью среди пользователей из-за ее очень длинных ходов и ограничения, накладываемого высотой потолка на вертикальные машины. Около 40 процентов всех протяжных станков сейчас горизонтальные. Для некоторых видов работ, таких как черновая и чистовая обработка автомобильных блоков цилиндров, они используются исключительно.
Около 40 процентов всех протяжных станков сейчас горизонтальные. Для некоторых видов работ, таких как черновая и чистовая обработка автомобильных блоков цилиндров, они используются исключительно.
Горизонтальные протяжные станки внутренние. Безусловно, наибольшее количество горизонтальных внутренних протяжек выполняется на гидравлических прицепных машинах, конфигурации которых с годами стали в некоторой степени стандартизованными. Около одной трети существующих протяжных станков относится к этому типу, и почти четверть из них старше двадцати лет. Наиболее часто они применяются в производстве общепромышленного оборудования, но их можно найти практически во всех отраслях промышленности.
Горизонтальные внутренние машины с гидравлическим приводом имеют тяговую мощность от 2 1/2 до 75 тонн, первые представляют собой машины длиной всего около 8 футов, вторые — более 35 футов в длину. Доступны ходы до 120 дюймов со скоростью резания, как правило, не более 40 футов в минуту.
Горизонтально-протяжные станки. На этот тип приходится только около 10 процентов существующих протяжных станков, но это не является показателем процента от общих вложений, которые они представляют, или объема выполняемой ими работы.Горизонтальные протяжные станки относятся к отдельному классу по размеру и производительности. Только большие горизонтальные агрегаты непрерывного действия могут сравниться с ними или превзойти их по производительности. Горизонтальные наземные агрегаты производятся как с гидравлическим, так и с электромеханическим приводом, причем последние в настоящее время становятся доминирующими.
Старые горизонтальные поверхностные машины с гидравлическим приводом теперь производятся грузоподъемностью до 40 тонн, ходом до 180 дюймов и нормальной скоростью резания 100 футов в минуту.Эти машины, которые на протяжении многих лет играют важную роль в автомобильной промышленности, производят большое количество чугунных деталей. Они используют стандартные твердосплавные режущие инструменты и имеют одни из самых высоких скоростей резания, используемых при протяжке.
Но горизонтальные поверхностные машины с электромеханическим приводом все чаще используются в некоторых областях, несмотря на их более высокую стоимость. Благодаря плавному движению ползуна и, как следствие, улучшению качества поверхности и допусков деталей, эти станки стали крупнейшим классом горизонтальных протяжных устройств.Они доступны с тяговым усилием более 100 тонн, ходом до 30 футов и скоростью резания, в некоторых случаях, более 300 футов в минуту.
Цепно-протяжные станки — Это самый популярный тип станков для высокопроизводительной поверхностной протяжки. Ключом к производительности горизонтального протяжного станка непрерывного действия является устранение обратного хода за счет установки заготовок или инструментов на непрерывную цепь.
Чаще всего инструменты остаются неподвижными, смонтированными в туннеле в верхней половине станка, а детали, закрепленные на цепи, проходят под ними.
Токарно-протяжная обработка
Токарно-протяжная обработка — это эффективный метод обработки коленчатых валов из стали и чугуна с шаровидным графитом. Доступны специальные токарно-протяжные станки для линейного, кругового и спирального способов обработки. Узлы фрез периферийного типа состоят из сегментов.
Доступны специальные токарно-протяжные станки для линейного, кругового и спирального способов обработки. Узлы фрез периферийного типа состоят из сегментов.
В токарно-протяжных системах в основном используются аналогичные стандартизированные компоненты для черновой и чистовой обработки. Тип станка определяет конструкцию инструмента: линейный, круговой или спиральный.Количество сегментов и черновых пластин в инструменте зависит от требуемой скорости съема припуска. Сегменты чистовой обработки снабжены вставками в регулируемых картриджах, которые можно устанавливать с жесткими допусками. Сегмент для черновой обработки имеет фиксированные карманы под пластины. Ниже показана токарно-протяжная операция коленчатого вала.
Сегменты инструмента разрабатываются и производятся на компьютере для каждой машины с учетом необходимой формы и допусков каждого коленчатого вала. Количество пластин и позиции каждого сегмента рассчитаны на низкие усилия резания.Сегменты для черновой обработки имеют закаленные фиксированные посадочные места пластин и большие карманы для стружки.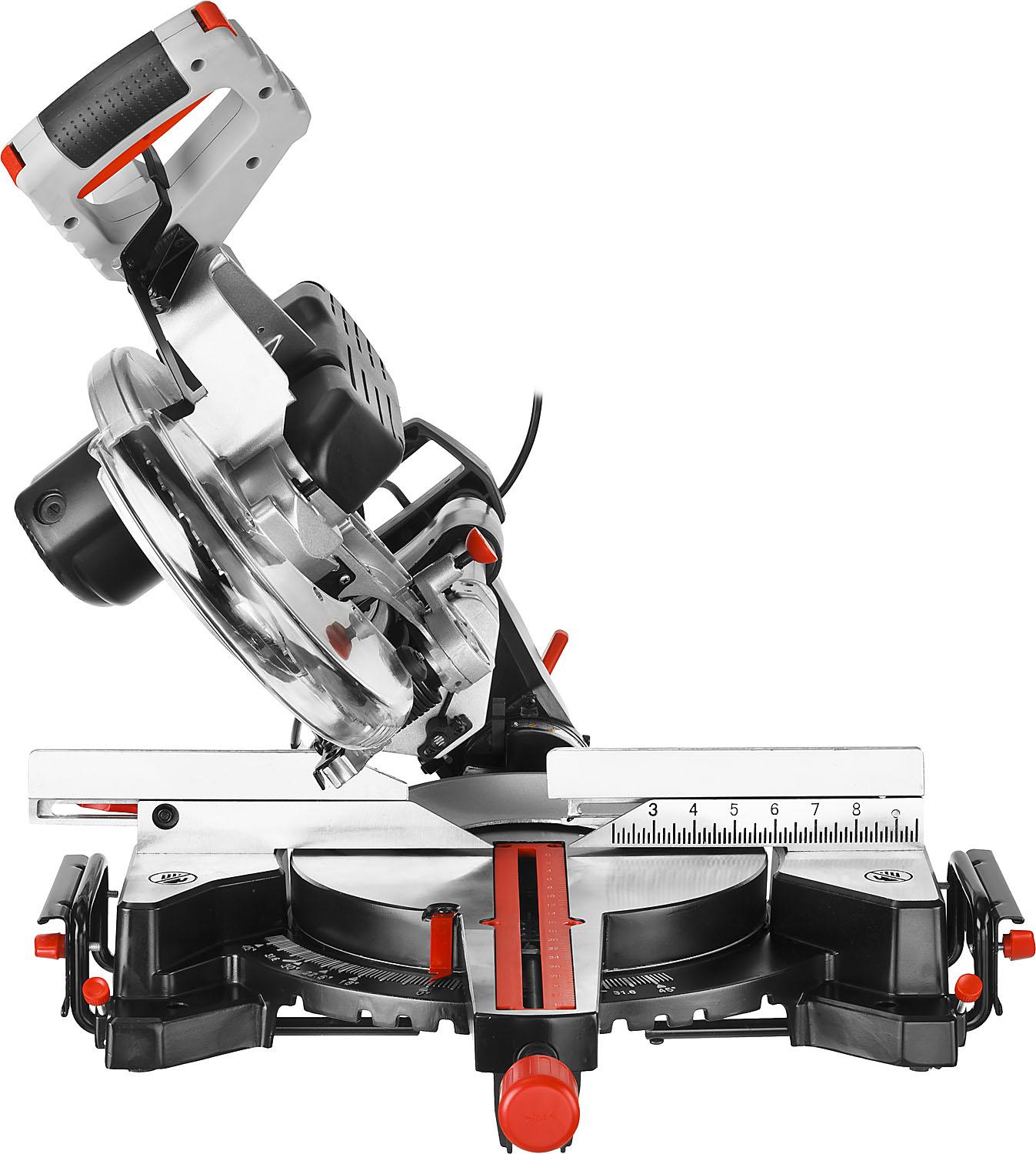 Пластины устанавливаются тангенциально и фиксируются центральным винтом.
Пластины устанавливаются тангенциально и фиксируются центральным винтом.
Увеличивает стойкость инструмента из-за короткого зацепления отдельных режущих кромок. Высокая загрузка станка достигается за счет того, что чистовые фрезы нужно менять только один раз за смену, а черновые — примерно раз в третью смену.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков.Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Динамическое искусство протяжки зубчатых колес
Обычное протяжное протягивание: будь протяжным «на 1%»
Мэтт Эгрин, президент отдела протяжных машин
Проведя 15-минутную экскурсию по BMS для непрофессионалов, я часто говорю им в конце экскурсии, что теперь они знают о протяжке больше, чем 99% людей в мире.Я полагаю, что могу сказать это с некоторой уверенностью из-за небольшого участка мира резки металла, который занимает протяжка (рис. 1).
1).
Все знают, что делают пила, мельница или токарный станок, и в большинстве магазинов есть хотя бы один из этих типов станков. Но только один из 10 магазинов имеет протяжной станок. Чаще всего это заброшенная маленькая ручная машина, сидящая в углу, которая запускает запчасти только раз в месяц.Однако, если вы производитель зубчатых колес и приведенный выше сценарий является хорошей иллюстрацией ваших возможностей протяжки, вы не в полной мере пользуетесь преимуществами процесса обработки, который мог бы значительно улучшить производительность вашего производства и качество деталей при одновременном снижении производительности вашего станка. операционные затраты.
Протяжка — один из самых быстрых, точных и надежных процессов механической обработки, известных человечеству, или, возможно, для целей этой статьи, «зубчатый». Выполняете ли вы протяжку шпоночных пазов и внутренних шлицев в небольших шестернях, которые умещаются на ладони, или косозубые шлицы в шестернях, которые требуют загрузки крана, протяжной станок, вероятно, сможет сделать это быстрее, точнее, с меньшими допусками и с лучшая обработка поверхности, чем любой другой метод, используемый для создания шлицев или зубьев шестерни (рис. 2а и рис. 2b).
Выполняете ли вы протяжку шпоночных пазов и внутренних шлицев в небольших шестернях, которые умещаются на ладони, или косозубые шлицы в шестернях, которые требуют загрузки крана, протяжной станок, вероятно, сможет сделать это быстрее, точнее, с меньшими допусками и с лучшая обработка поверхности, чем любой другой метод, используемый для создания шлицев или зубьев шестерни (рис. 2а и рис. 2b).
«Особый соус» процесса протяжки — это его способность выполнять черновую, получистовую и чистовую обработку за один проход протяжного режущего инструмента. Как и при других процессах обработки, черновая часть протяжного инструмента «отбрасывает» большое количество материала с каждым режущим зубом. В полуфинишной части протяжного инструмента шаг зубьев постепенно уменьшается от зуба к зубу, тем самым уменьшая количество припуска, удаляемого каждым зубом.Эта часть протяжного инструмента сглаживает поверхность детали и обеспечивает правильные размерные характеристики.
Наконец, в чистовой части протяжки полностью исключается ступенчатость зубьев, что позволяет сохранить размерные характеристики детали даже после большого количества заточек инструмента. Для более крупных деталей может потребоваться более одной протяжки для достижения нужной глубины зуба, но, опять же, последний протяжной инструмент в наборе будет иметь черновую, получистовую и чистовую секции, как описано выше.
Однопроходная конструкция не только обеспечивает отличное качество деталей, но также дает возможность оснастить станок несколькими протяжными «станциями», в результате чего несколько деталей обрабатываются за один ход ползуна, тем самым увеличивая производительность детали во много раз. . Процесс протяжки внутренних шлицев в зубчатых колесах также относительно легко автоматизировать, что может освободить оператора от необходимости выполнять более интенсивные операции механической обработки, тем самым повышая эффективность других операций по изготовлению зубчатых колес.
Хотя я полагаю, что большинство производителей зубчатых колес знают о протяжке внутренних шлицев в зубчатых колесах, некоторые могут не знать, что наружные зубья зубчатых колес тоже можно протягивать. Протяжка внешних зубьев, известная как протяжка «горшков», может быть относительно простым, но высокопроизводительным процессом изготовления зубчатых колес, иногда даже быстрее, чем протяжка внутренних шлицев (рис. 3).
Рисунок 3: Разнообразные протяжные детали «горшок».В процессе протяжки «горшок» режущие пластины устанавливаются вокруг внутреннего диаметра цилиндрического держателя инструмента или «горшка».Затем деталь продвигается вверх или вниз через держатель инструмента и выходит с другой стороны с полным набором зубцов или шлицев по внешнему диаметру заготовки.
Подобно внутреннему протяжному инструменту для шлицевых соединений, протяжные инструменты имеют черновую, получистовую и чистовую обработку, что опять же позволяет получить гораздо лучшую чистовую обработку деталей по сравнению с другим оборудованием для изготовления зубчатых колес. При длительности цикла до 6 секунд (в зависимости от глубины зуба) протяжной станок с одним горшком может дать такую же производительность, как и вся комната, полная зубофрезерных станков или формирователей.
При длительности цикла до 6 секунд (в зависимости от глубины зуба) протяжной станок с одним горшком может дать такую же производительность, как и вся комната, полная зубофрезерных станков или формирователей.
От небольших шестеренок ½ дюйма для электроинструментов до деталей автомобильных трансмиссий большого диаметра, от коротких звездочек насосов до длинных валов, детали практически любого размера можно протянуть в горшке, а большинство из них можно обработать за один ход.
Если вы новичок в протяжке, не бойтесь неизвестного. Протяжные станки — довольно простые животные. В отличие от постоянно меняющихся станков с ЧПУ, элементы управления которых устаревают каждые 18 месяцев, протяжные станки практически не изменились с 1940-х годов. Об этом свидетельствует краткий обзор более 400 подержанных протяжных станков BMS.Органы управления машиной, безусловно, эволюционировали от реле до ПЛК, и во многих наших новых машинах вместо гидравлики используется электрический / сервопривод, но базовая машина по-прежнему представляет собой не что иное, как прочную сварную стальную раму, литые направляющие и привод (гидроцилиндр). или винтовой привод). В свете этого факта, в большинстве случаев хорошо обслуживаемая бывшая в употреблении машина или модернизированная машина будет обеспечивать такое же качество деталей и производительность, как и новая машина, по гораздо более низкой цене и с гораздо более быстрой доставкой.И хотя многие «навороты» могут быть включены в новую или модернизированную протяжную систему, иногда старое клише «будь простым идиотом» — лучший вариант для первого набега на протяжку зубчатых колес или мелкосерийного производителя.
или винтовой привод). В свете этого факта, в большинстве случаев хорошо обслуживаемая бывшая в употреблении машина или модернизированная машина будет обеспечивать такое же качество деталей и производительность, как и новая машина, по гораздо более низкой цене и с гораздо более быстрой доставкой.И хотя многие «навороты» могут быть включены в новую или модернизированную протяжную систему, иногда старое клише «будь простым идиотом» — лучший вариант для первого набега на протяжку зубчатых колес или мелкосерийного производителя.
Небольшой заброшенный горизонтальный протяжной станок, о котором я упоминал ранее, является отличным решением для этого типа производства. Машины относительно невысоки, просты в обслуживании и недороги в эксплуатации. Производительность и качество деталей превосходны, а стоимость единицы продукции очень низкая.Смена детали на деталь выполняется быстро и легко, что позволяет сократить объемы производства.
Однако, если вы стремитесь к большому производству, вертикальный станок с несколькими протяжными станциями, вероятно, является лучшим решением. Правильно обслуживаемый вертикально-протяжной станок может производить сотни тысяч деталей в год (рис. 4).
Правильно обслуживаемый вертикально-протяжной станок может производить сотни тысяч деталей в год (рис. 4).
Вертикальный электропривод «стол вверх» BMS «Electro-Mate» и более традиционный гидравлический привод BMS «Cell-Mate» — это напольные машины, которые устраняют необходимость в ямах или платформах и позволяют оператору загружать машину с уровень пола, что очень важно для любой производственной среды «клеточного типа». Хотя настольные машины этого типа иногда доступны на рынке бывших в употреблении, они, как правило, новой конструкции и приспособлены для крупносерийного производства из небольшого семейства деталей.
Еще одним преимуществом вертикальных станков является то, что они могут достигать лучшего качества деталей, чем горизонтальные станки. В вертикальном станке инструмент висит вертикально и не подвержен влиянию силы тяжести, в то время как на горизонтальном станке инструмент удерживается в горизонтальной ориентации и гораздо более чувствителен к силе тяжести. Влияние силы тяжести еще более преобладает, когда протяжной инструмент тяжелый, как в случае с большим диаметром или длинными деталями.
Влияние силы тяжести еще более преобладает, когда протяжной инструмент тяжелый, как в случае с большим диаметром или длинными деталями.
Производители зубчатых колес любого размера должны быть осведомлены о многих способах, с помощью которых протяжка зубчатых колес может повысить их качество и производительность, независимо от того, работают ли они в больших объемах или в больших производственных циклах, требуется ли им изготавливать внутренние шлицы или внешние зубья шестерни.Быть частью 99% мира, который ничего не знает о протяжке, наносит ущерб их прибыльности. Познакомьтесь с этим заброшенным горизонтальным протяжным станком в углу и его более производительным вертикальным собратом. Станьте частью 1% и начните повышать свое качество, производительность и прибыльность.
Об авторе
Мэтт Эгрин — выпускник Мичиганского университета в Анн-Арборе и президент отдела протяжных станков (BMS) Нови, штат Мичиган, и специальности протяжного инструмента (BTS) в Альмонте, штат Мичиган.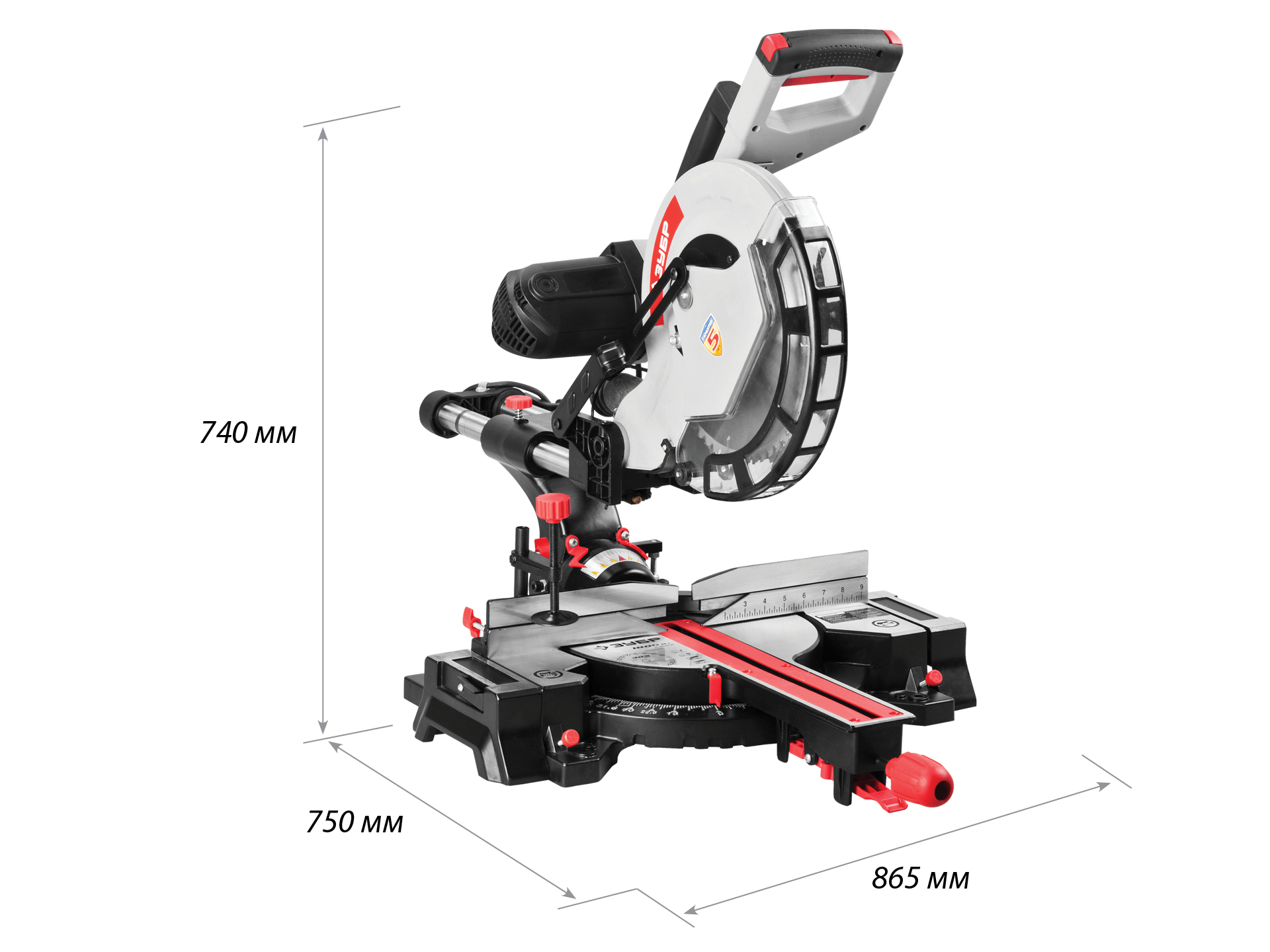 Мэтт — президент компании BMS в третьем поколении, основанной в 1946 году. Мэтт вырос в сфере производства протяжек. Его официальная работа началась в 1991 году, а с 2004 года он исполнял обязанности президента BMS.
Мэтт — президент компании BMS в третьем поколении, основанной в 1946 году. Мэтт вырос в сфере производства протяжек. Его официальная работа началась в 1991 году, а с 2004 года он исполнял обязанности президента BMS.
Ротационная протяжка: придание «формы» станкам
Джефф Трайлз, директор по продажам, Slater Tools, Inc.
Быстрый и эффективный метод обработки, ротационная протяжка, используется для изготовления квадратов, шестигранников, шлицев, зубцов, шпоночных пазов, типа Torx и ряда других внутренних и внешних многоугольников на заготовке.Если в вашем цехе используются такие станки, как токарные и фрезерные станки с ЧПУ, станки швейцарского типа и обрабатывающие центры, то у вас уже есть возможность использовать этот эффективный метод и извлекать из него выгоду в качестве альтернативы аутсорсингу или необходимости использовать более медленные и более дорогостоящие методы обработки. производство шестерен.
Рисунок 5.Наружный диаметр инструмента Slater. вращающаяся протяжка с алюминиевыми фитингами с множеством вращающихся протяжных поверхностей Одним из значительных преимуществ использования вращающейся протяжки для изготовления зубчатых колес является то, что ее можно выполнять на любом токарном станке с ЧПУ, фрезерном станке, обрабатывающем центре или другом токарном станке. В большинстве случаев ротационную протяжку можно выполнять одновременно с другими токарными операциями, что повышает эффективность и рентабельность производства без ущерба для точности. В отличие от обычного протяжки, когда ряд ступенчатых многоугольников проталкивается через отверстие до тех пор, пока не будут достигнуты желаемый размер и форма, ротационная протяжка вырезает всю форму за один проход (Рисунок 5).
В большинстве случаев ротационную протяжку можно выполнять одновременно с другими токарными операциями, что повышает эффективность и рентабельность производства без ущерба для точности. В отличие от обычного протяжки, когда ряд ступенчатых многоугольников проталкивается через отверстие до тех пор, пока не будут достигнуты желаемый размер и форма, ротационная протяжка вырезает всю форму за один проход (Рисунок 5).
Кроме того, зубчатые колеса могут быть обработаны в глухих отверстиях вращательной протяжкой. При использовании держателя инструмента со встроенным смещением на один градус (относительно центральной линии заготовки) создается управляемое колебательное действие, когда протяжка последовательно режет от зуба к зубу при зацеплении с заготовкой.В результате преимущества заключаются в уменьшении сил резания, увеличении срока службы инструмента, жестких допусках (0,0005 дюйма), коротком времени цикла (в среднем 1500 об / мин и 0,006 i.p.r.) и способности исключить вторичные операции на другом станке.
Благодаря свободно вращающемуся шпинделю на держателе протяжного инструмента, приводной инструмент для протяжки не требуется. На фрезере держатель вращающегося протяжного инструмента вращается в шпинделе станка, в то время как протяжка и деталь неподвижны. На токарном станке корпус держателя инструмента остается неподвижным, в то время как свободно вращающийся протяжка вращается синхронно с деталью.
Как малые, так и крупные механические мастерские с множеством клиентов в различных отраслях промышленности получают большую выгоду, имея под рукой державку для вращающихся протяжек. При появлении новых приложений просто переключите прошивки на другую форму с минимальными усилиями.
Вращающаяся протяжка в последние годы пользуется растущим спросом в таких отраслях, как медицина, авиакосмическая промышленность, автомобилестроение, производство крепежных изделий и зубчатых колес, где специальные формы обрабатываются на станках из различных материалов. Например, костные винты, используемые при операциях с ортопедическими имплантатами, соединители для аэрокосмических портов, а также шестерни и фитинги, широко используемые в промышленности, — все изготавливается быстро и за один проход.
Лучшее применение для протяжки с вращением — это небольшие формы (от 0,028 дюйма до 2,00 дюйма в диаметре), которые необходимо обрабатывать на небольшой глубине. Общее практическое правило: рекомендуемая глубина не должна превышать 1,5 меньшего диаметра формы. Такие материалы, как пластик, алюминий, латунь, сплавы и нержавеющая сталь, идеально подходят для протяжки с вращением. Сложные материалы, такие как титан, также можно успешно протягивать с помощью расширенных протяжек в различных покрытиях (TIN, TICN и TIALN) и материалах подложек (M-2 HSS, PM-4 и T15).
Рис. 6: Диаграмма 1a (любезно предоставлена Slater Tools) Простая подготовка детали — ключ к успешной протяжке ротационной протяжкой. Во-первых, для внутренних операций деталь должна быть предварительно просверлена и снята фаска перед протяжкой (рисунок 6). Рекомендуется открывать предварительное сверло большего диаметра, чем меньший диаметр формы, чтобы облегчить резку, снизить давление и увеличить срок службы инструмента. Кроме того, глубина предварительно просверленного отверстия должна выходить за пределы формы, чтобы оставлять место для скапливания стружки. При обработке сквозного отверстия или если в нижней части формы может быть добавлено углубление, стружка будет аккуратно отламываться.Если поднутрение недопустимо и стружку необходимо удалить, их можно просто удалить после протяжки с помощью сверла или расточного инструмента.
Кроме того, глубина предварительно просверленного отверстия должна выходить за пределы формы, чтобы оставлять место для скапливания стружки. При обработке сквозного отверстия или если в нижней части формы может быть добавлено углубление, стружка будет аккуратно отламываться.Если поднутрение недопустимо и стружку необходимо удалить, их можно просто удалить после протяжки с помощью сверла или расточного инструмента.
Второе требование для успеха — обработка фаски под углом 45 градусов, немного превышающей основной диаметр формы. Фаска помогает направлять протяжку, уменьшать силы резания и продлевать срок службы инструмента.
Внешние операции аналогичны подготовке детали. Внешний диаметр детали должен быть предварительно выточен ниже основного диаметра протяжки, а на переднем конце должна быть обработана фаска под 45 градусов (Рисунок 7).Если форма будет на всю длину детали, сколы просто отломятся. Однако, если вы не протягиваете конец детали, для разрушения стружки потребуется обратная фаска или поднутрение.
Роторная протяжка дает значительные преимущества производителям зубчатых колес. Производство шестерен требует жестких допусков и точных форм. Инструмент для протяжки может быть создан в соответствии с точными спецификациями оборудования заказчика и будет резать в пределах0004 ”допуск. Кроме того, возможность использования на токарном станке и минимальное время, необходимое для нарезки зубьев шестерни, позволяет быстро выполнять большие производственные работы. Кроме того, поскольку с помощью протяжки можно создать как внутреннюю, так и внешнюю формы, могут быть изготовлены сопрягаемые инструменты для обеспечения точной посадки зубьев между шестернями.
При минимальном времени на настройку и подготовку детали любой цех, имеющий токарный станок, фрезерный станок или другой станок с ЧПУ, может использовать роторную протяжку для успешного изготовления зубчатых колес при одновременном снижении затрат и повышении эффективности.
Об авторе
Джефф Трайлз — директор по продажам и технической поддержке компании Slater Tools Inc., где он занимается разработкой приложений почти 20 лет. Он специализируется на нестандартных прошивках и поддержке приложений. Компания Slater Tools, основанная в 1951 году, является лидером в области производства стандартных и нестандартных протяжных инструментов. Для получения дополнительной информации посетите www.slatertools.com.
Решено: 1. Каковы основные типы пильных полотен? Выбирать …
1. Какие бывают основные типы пильных полотен? Выбрать все это применить:
| а. | Ножовка по металлу | |
| г. | Ленточнопильный станок | |
| г. | Циркулярная пила | |
| г. | Контурная пила | |
| e. | Вертикальная пила |
2. В промышленной установке (а не в самодельной установке)
в гаражном цехе) проведена протяжная операция:
В промышленной установке (а не в самодельной установке)
в гаражном цехе) проведена протяжная операция:
| а. | С комбинацией вращения и поступательного движения инструмента (протяжка) | |
| г. | За один проход, перемещая протяжку мимо заготовки, или наоборот, перемещение заготовки за протяжку | |
| г. | С вращением протяжки и переводом заготовки | |
| г. | За несколько возвратно-поступательных движений детали | |
| e. | Несколько возвратно-поступательных движений протяжки |
3. В отличие от протяжных протяжек, протяжные протяжки могут какие?
| а. | Скорость в конце реза | |
| г. | Выравнивание | |
г. | Скол | |
| г. | Протяжки обоих типов одинаково чувствительны к нагрузке. условия | |
| e. | Защита |
4. Что используется для уменьшения тягового (или толкающего) усилия в протяжках и / или облегчить ломку стружки? Выберите все подходящие варианты:
| а. | Сила толкания / вытягивания не может быть уменьшена в протяжках | |
| г. | Ротор или перемычки | |
| г. | Прогрессивная конструкция зубьев для плоских протяжек | |
| г. | Зубья зубчатые | |
| e. | Ничто из перечисленного здесь не уменьшает толкающую (тянущую) силу |
5. форма протяжных отверстий:
а. | Может быть только круглым | |
| г. | Не ограничен ни в каком направлении, т.е. может иметь сложные 2D форма и ширина отверстия могут изменяться по длине | |
| г. | Может иметь сложную 2D-форму, перпендикулярную протяжке направление, но должно быть прямым в направлении протяжки (иметь постоянная ширина по длине) | |
| г. | Может иметь несколько основных форм | |
| e. | Отверстия не протачиваются |
Ротационная протяжка: упрощение внешнего вида твердых материалов
Высокопроизводительные обрабатывающие среды с ЧПУ часто полагаются на небольшие усовершенствования процесса, чтобы сэкономить много денег на данной работе. Экономия на масштабе просто означает, что сокращение цикла на несколько секунд приведет к сокращению количества часов от общего времени, необходимого для обработки всех деталей. Однако, как экономия может быть увеличена в высокопроизводительной среде, так и затраты могут быть увеличены.Это часто является серьезным препятствием при производстве медицинских винтов.
Однако, как экономия может быть увеличена в высокопроизводительной среде, так и затраты могут быть увеличены.Это часто является серьезным препятствием при производстве медицинских винтов.
Вращающиеся протяжки, также известные как качающиеся или шестигранные протяжки, необходимо отшлифовать для каждого конкретного случая применения, поскольку форма режущего инструмента должна отражать желаемую геометрию отверстия. Они спроектированы со смещением на 1 градус вдоль продольной оси, что создает «колебание», позволяющее инструменту прорезать шестиугольные и квадратные отверстия.
Медицинские винты могут стать проблемой для производителей, поскольку они объединяют масштаб высокопроизводительных работ с проблемами работы со сложными материалами.При использовании таких металлов, как титан, и высокопрочных сплавов с низким содержанием никеля, таких как B ioD ur 108, для медицинских винтов часто требуются прочные режущие инструменты, чтобы делать любые разрезы, и даже в этом случае срок службы инструмента может пострадать. Когда объемы производства высоки, дополнительные затраты на инструменты могут взлететь до десятков тысяч долларов в год, если не больше. Затраты на винты, требующие вращающейся протяжки, особенно высоки.
Когда объемы производства высоки, дополнительные затраты на инструменты могут взлететь до десятков тысяч долларов в год, если не больше. Затраты на винты, требующие вращающейся протяжки, особенно высоки.
Высокопроизводительный, твердый материал
Ротационная протяжка, также известная как качающаяся или шестигранная протяжка, представляет собой процесс обработки, при котором в детали вставляются квадратные или шестиугольные отверстия с использованием режущих инструментов, форма которых отражает желаемую геометрию отверстия.Продольная ось инструмента смещена относительно оси заготовки на 1 градус, что создает «качание» при вращении. Колебание заставляет протяжку врезаться в стороны пилотного отверстия, когда он врезается в заготовку, создавая желаемые квадратные и шестиугольные отверстия.
Rayco Tools настраивает форму каждого инструмента в соответствии с приложением, поскольку геометрия отверстия отражает геометрию инструмента. Протяжки имеют вентиляционные отверстия, чтобы давление вакуума не оказывало дополнительного давления на инструмент, а геометрия каждой протяжки разработана для конкретного применения.
Протяжки имеют вентиляционные отверстия, чтобы давление вакуума не оказывало дополнительного давления на инструмент, а геометрия каждой протяжки разработана для конкретного применения.
Хотя ротационная протяжка быстрее, чем другие методы изготовления квадратных или шестиугольных отверстий, такие как электроэрозионная обработка, основным ограничением, с которым часто сталкиваются мастерские, является твердость детали. «Многие люди считают, что 35 HRC — это верхний предел того, с чем может справиться протяжка», — говорит Крис Руни, владелец и президент производителя протяжек ToolsRayco. «И это обычно связано с коротким сроком службы режущего инструмента». Однако он отмечает, что это не относится к пользователям прошивок Rayco Tools.
Компания укрепляет свои протяжки, используя процесс, который она хранила коммерческой тайной в течение 70 лет.По словам г-на Руни, инструменты, закаленные методом Rayco, сохраняют свои кромки и дольше сопротивляются износу. Кроме того, протяжки вентилируются, чтобы избежать износа из-за эффекта вакуума во время цикла обработки. Считается, что в совокупности эти особенности удваивают или утроивают срок службы инструмента для пользователей. «С помощью протяжки Rayco вы можете протягивать шестигранники в деталях с твердостью 30 HRC без значительного износа фрезы после 2000 проходов», — говорит г-н Руни.
Считается, что в совокупности эти особенности удваивают или утроивают срок службы инструмента для пользователей. «С помощью протяжки Rayco вы можете протягивать шестигранники в деталях с твердостью 30 HRC без значительного износа фрезы после 2000 проходов», — говорит г-н Руни.
Повышение стойкости инструмента при высокопроизводительной обработке
ПримерSwiss Technologies of New England.Мастерская, специализирующаяся на механической обработке швейцарского типа, с головой окунулась в область медицины, предлагая корпуса и валы насосов, поскольку компания считала, что высокопроизводительные медицинские компоненты идеально подходят для ее специальностей. Когда он приступил к изготовлению винтов для хирургического робота, инженер по приложениям Джереми Мессье вспомнил, как в предыдущем магазине использовал протяжки от Rayco Tools, и он боролся за то, чтобы использовать их для винтов для роботов.
Swiss Technologies of New England изготовила винты для медицинского робота из нержавеющей стали 40 HRC. Мало того, что протяжки от Rayco Tools могли разрезать материал, но и для работы использовалось вдвое меньшее количество протяжек, чем предполагала компания.
Мало того, что протяжки от Rayco Tools могли разрезать материал, но и для работы использовалось вдвое меньшее количество протяжек, чем предполагала компания.
Винты для робота изготовлены из нержавеющей стали 17-4 PH 900, стального сплава с твердостью 40 HRC по шкале Роквелла. Для г-на Мессье было две причины использовать протяжки от Rayco Tools. «Когда я звоню им, я сразу же получаю информацию о том, какой инструмент использовать для резки нужного мне материала», — говорит он. «И что наиболее важно, я знал, что протяжки Rayco могут разрезать детали.”
Первая партия шурупов в магазине оказалась успешной. При партии в 1000 деталей цех смог разрезать их все с помощью всего двух протяжек. «Я ожидал, что мне придется использовать четыре или пять», — говорит г-н Мессье. «Но когда мы заменили протяжку после 500 циклов, она все еще давала хорошие детали».
Это впечатляющий тестовый прогон, но чтобы лучше понять, как эти протяжки работают в высокопроизводительной среде, давайте взглянем за пределы медицинской отрасли.
Высокая производительность из закаленной стали
Urschel Labs — производитель оригинального оборудования, специализирующийся на производстве прецизионного измельчающего оборудования для пищевой и фармацевтической промышленности.Другими словами, машины, которые нарезают, нарезают кубиками и измельчают продукты и лекарства для широкого потребления. Скорее всего, каждый читатель этого журнала ел продукты, обработанные на оборудовании компании.
Urschel Labs использует протяжки Rayco Tools для изготовления крепежных деталей для своего промышленного оборудования, поскольку они увеличили срок службы инструмента в четыре раза по сравнению со старыми протяжками компании.
Уршель имеет собственный литейный цех и цех по производству деталей, используемых для изготовления машин.У него даже есть участок, посвященный производству крепежных изделий, способных выдерживать нагрузки промышленных изделий. Крепежные детали изготавливаются из нержавеющих сплавов 410, 416, 17-4 H900 и h2150, а также других разновидностей. Все они имеют рейтинг твердости от 27 до 32 HRC, за исключением H900, который составляет от 44 до 47 HRC. Допуск для крепежных деталей был установлен приблизительно на 0,001 дюйма.
Все они имеют рейтинг твердости от 27 до 32 HRC, за исключением H900, который составляет от 44 до 47 HRC. Допуск для крепежных деталей был установлен приблизительно на 0,001 дюйма.
По словам инженера-технолога Майка Стаута, затраты на инструменты увеличивали общие производственные затраты.«С нашими старыми протяжками нам приходилось менять их каждые 700–800 деталей на 416 крепежных деталей из нержавеющей стали, при этом от 10 до 15 таких деталей приходилось утилизировать», — говорит г-н Стаут. С производственными партиями в 22000 штук это означало, что компания проходила через 30 протяжек и отбирала от 300 до 450 деталей каждый раз, когда ей требовалось 416 нержавеющих крепежных элементов.
«В некоторых материалах мы получаем в пять или шесть раз больше деталей, чем одна протяжка».
С протяжками Rayco Tools компания Urschel сразу же заметила улучшения.Вместо того, чтобы менять каждые 700-800 деталей, новые протяжки могут прослужить до 2600 штук, без утилизации. Это означает, что в партии из 22 000 крепежных деталей компания использует только девять протяжек вместо 30. Помимо снижения стоимости протяжек и брака, это экономит время на смену инструмента и на выявление неисправных деталей.
Это означает, что в партии из 22 000 крепежных деталей компания использует только девять протяжек вместо 30. Помимо снижения стоимости протяжек и брака, это экономит время на смену инструмента и на выявление неисправных деталей.
Rayco Tools разрабатывает каждую протяжку для конкретного приложения. Инженеры Rayco оценивают как желаемую геометрию отверстий, так и материал, который будет вырезан.
«Нам сказали, что эти протяжки увеличат срок службы инструмента в три раза», — говорит г-н Стаут. «Это сделано не только для этого. В некоторых материалах мы получаем в пять или шесть раз больше деталей, чем одна протяжка ».
Кроме того, компания ожидает испытания протяжек из стали 17-4 H900. Материал был просто слишком твердым для старых протяжек, но мистер Стаут ожидает успеха. «Я думаю, мы сможем получить 200 деталей из протяжек Rayco», — говорит он. «Звучит не так много, но 200 частей намного лучше, чем ноль частей.«Г-н Руни уверен, что его протяжки справятся с этой задачей. «Мы уже выпилили металлы с твердостью 50 HRC», — говорит он. «Мы можем выдержать 47 HRC».
«Мы уже выпилили металлы с твердостью 50 HRC», — говорит он. «Мы можем выдержать 47 HRC».
Кроме того, при протяжке Urschel Labs выполняла необходимые чистовые проходы. Сколы от старых протяжек разъедали зубья чистящего сверла, но г-н Стаут говорит, что новые протяжки решили и эту проблему. Их геометрия обеспечивает более мелкую стружку, что снижает износ чистового прохода. Замена одного инструмента существенно продлила срок службы двух.
Чем занимаются мастерские высокоточных станков: протяжка
Протяжка — это процесс обработки с использованием режущего инструмента с зубьями, размер которых увеличивается спереди назад. Во многих случаях всю поверхность (или несколько поверхностей) можно обработать протяжкой за один проход. Техника чаще всего применяется для чистовой обработки отверстий, шлицев и плоских поверхностей.
Протяжка — это относительно новый процесс обработки, разработанный в 1850-х годах и предназначенный для обработки металлов. Первоначально протяжка использовалась для обработки внутренних характеристик, таких как замочные скважины в шкивах и шестернях. В течение 20-го века протяжка получила дальнейшее развитие для использования в огнестрельном оружии, и последующие разработки значительно улучшили допуски и сделали протяжку более универсальной для современных механических мастерских.
Первоначально протяжка использовалась для обработки внутренних характеристик, таких как замочные скважины в шкивах и шестернях. В течение 20-го века протяжка получила дальнейшее развитие для использования в огнестрельном оружии, и последующие разработки значительно улучшили допуски и сделали протяжку более универсальной для современных механических мастерских.
Как работает протяжка
Режущий инструмент, используемый при протяжке, называется протяжкой. Этот линейный зубчатый режущий инструмент напоминает пилу по профилю, но ширина и конфигурация зубьев могут значительно различаться.Протяжные зубы сконструированы таким образом, чтобы каждый зуб был немного выше предыдущего. Когда протяжка проходит по заготовке, каждый зуб делает небольшой надрез на поверхности и уносит стружку от заготовки. Разница в высоте между первым и последним зубами называется «подъемом» и представляет собой максимальное количество материала, которое может удалить протяжка.
Режущие инструменты, используемые для протяжки Процесс протяжки относительно прост: протяжной станок перемещает протяжку линейно по поверхности заготовки с достаточным усилием, чтобы удалить материал. Сами протяжки сложнее, чем многие режущие инструменты. Протяжки часто предназначены для конкретных работ, и они могут принимать разные формы и размеры. Существует несколько категорий протяжек, которые относятся к выполняемой работе и протяжному станку, используемому для приложения усилия.
Сами протяжки сложнее, чем многие режущие инструменты. Протяжки часто предназначены для конкретных работ, и они могут принимать разные формы и размеры. Существует несколько категорий протяжек, которые относятся к выполняемой работе и протяжному станку, используемому для приложения усилия.
- Протяжная протяжка: инструмент , предназначенный для проталкивания протяжным станком
- Протяжная протяжка: Инструмент, предназначенный для протягивания протяжным станком
- Стационарная протяжка: инструмент , предназначенный для того, чтобы оставаться неподвижным, пока станок перемещает заготовку
Внутри этих подтипов протяжки могут различаться по конфигурации зубьев и поперечному сечению.Простейшие протяжки, предназначенные для резки одной поверхности, могут иметь прямоугольное поперечное сечение с одним набором режущих зубьев. Поскольку протяжки часто сокращают внутренние характеристики, их поперечные сечения сильно различаются в зависимости от выполняемой работы. Изображение в верхней части этой статьи иллюстрирует несколько примеров поперечных сечений протяжки и конфигураций зубьев.
Изображение в верхней части этой статьи иллюстрирует несколько примеров поперечных сечений протяжки и конфигураций зубьев.
Кроме того, сами протяжки могут изготавливаться различными способами. Цельные протяжки являются наиболее распространенными и наименее дорогими в изготовлении и состоят из протяжки, изготовленной из цельного куска материала.Другие протяжки состоят из прочного вала с режущими зубьями, прикрепленными к параметру. Затем эти зубья можно удалить, но вал можно использовать повторно с другой конфигурацией зубьев. Большие протяжки часто собираются по частям, так что некоторые ряды можно разделить для заточки или замены, в то время как другие ряды остаются установленными на валу.
Различные компоненты каждой протяжки служат определенным целям. Первые несколько рядов зубьев, которые соприкасаются с заготовкой, известны как «стружколомы », в то время как последние несколько рядов зубьев часто являются «чистовыми зубьями ». «Средние зубья предназначены для различных целей, от черновой до получистовой.
«Средние зубья предназначены для различных целей, от черновой до получистовой.
Следующая диаграмма, предоставленная через Creative Commons Attribution-Share Alike 3.0 Unported, иллюстрирует компоненты протяжки.
Типы протяжных станков
Простая протяжка может выполняться на оправочном прессе , но для более сложных операций требуются специальные протяжные станки. Некоторые характеристики протяжек зависят от станка, на котором они будут перемещаться по заготовке.Как упоминалось выше, одни протяжные станки тянут режущий инструмент, а другие толкают его. Традиционные протяжные станки ориентируются вертикально, перемещая протяжку вверх или вниз. Другие ориентированы горизонтально, и, поскольку они часто удерживают режущие инструменты в скобах, они могут работать с большей длиной без значительного изгиба. Некоторые типы протяжных станков включают:
- Протяжные станки с вертикальным опусканием: пилотный конец протяжки крепится под заготовкой, а стружколомы над заготовкой. Затем станок тянет протяжку вниз так, чтобы все зубья проходили вдоль заготовки.
- Протяжные станки непрерывного действия: протяжки являются стационарными, и заготовка последовательно протягивается или проталкивается мимо зубьев.
- Ротационные протяжные станки: заготовок удерживаются в зажимных приспособлениях на вращающемся столе, который пропускает их через стационарные протяжки. При правильной конфигурации ротационную протяжку можно производить и на токарном станке.
 Затем станок тянет протяжку вниз так, чтобы все зубья проходили вдоль заготовки.
Затем станок тянет протяжку вниз так, чтобы все зубья проходили вдоль заготовки.Преимущества протяжки
Протяжка может быть идеальным процессом для многих приложений обработки с ЧПУ.Одним из ключевых преимуществ протяжки является то, что операторы станков могут выполнять операции протяжки без особого обучения. Поскольку сложность заложена в самом инструменте, очень немногие параметры требуют корректировки во время производства. Возможно, самое главное, протяжка может сэкономить время, потому что сам процесс резки является быстрым и легко воспроизводимым.
Однако, по сравнению с распиловкой и шлифовкой, протяжка часто воздействует на заготовки с большей силой. Специалисты по механической обработке должны убедиться, что материал заготовки достаточно прочен, чтобы выдерживать силы, возникающие при протяжке.Кроме того, если требуется внутренняя протяжка, перед тем, как протяжка станет возможной, в заготовке необходимо проделать отверстие путем литья или просверливания.
В конечном итоге выбор протяжки по сравнению с другими процессами обработки часто сводится к трем факторам: объем, оборудование и резка. В некоторых случаях могут использоваться стандартные конструкции протяжек, но изготовление нестандартных протяжек является дорогостоящим и поэтому требует больших объемов производства, чтобы быть экономически жизнеспособным. Протяжные станки не так распространены в механических цехах, как мельницы, токарные станки и сверлильные станки, поэтому могут использоваться другие процессы, чтобы избежать аутсорсинга или покупки нового оборудования. Тем не менее, во многих случаях протягивание — единственный способ разрезать материал по желаемому рисунку. Даже с регулировкой инструмента фрезерные станки, токарные станки, сверла или расточки не могут обеспечить все характеристики, возможные с протяжкой.
Тем не менее, во многих случаях протягивание — единственный способ разрезать материал по желаемому рисунку. Даже с регулировкой инструмента фрезерные станки, токарные станки, сверла или расточки не могут обеспечить все характеристики, возможные с протяжкой.
Еще из нашей серии «Что делают мастерские по производству высокоточных станков»
Узнайте больше об оборудовании и методах ЧПУ из нашей бесплатной электронной книги «Руководство по процессу обработки с ЧПУ »
О протяжке
Нажмите здесь, чтобы найти производителей протяжек
Что такое протяжка? Удивительно, но протяжка — очень эффективный процесс, который может соперничать с фрезерованием и растачиванием.Для изделий массового производства протяжка часто оказывается идеальным решением. Это не так эффективно для мелкосерийных производственных операций, поскольку отдельные протяжные инструменты могут стоить десятки тысяч долларов. Чтобы разобраться в процессе протяжки, необходимо знать, что такое протяжка.
Чтобы разобраться в процессе протяжки, необходимо знать, что такое протяжка.
Типичная протяжка очень похожа на трубку с зазубринами и толстыми незаточенными зубьями. Каждый зуб выступает немного дальше предыдущего, так что чистовые зубья на одном конце значительно шире, чем передняя пилотная секция.Обычно протяжка этого типа проходит через круглое отверстие в заготовке и завершает свою чистовую обработку за один проход. Протяжки также используются для резки внешних форм, таких как шлицы и шпоночные пазы. Протяжки для шпоночных пазов представляют собой длинные прямоугольные куски стали с одинаковыми зубьями на одном конце. Некоторые протяжки, называемые протяжками с роторной резкой, сконструированы так, что последовательность зубцов имеет одинаковый диаметр, но надрезаны таким образом, что каждая прорезает только часть желаемого отверстия.
Протяжной станок — это просто устройство с приводом, которое пропускает протяжку через заготовку.Протяжные станки используют гидравлические приводы. Обычно это вертикальные или горизонтальные машины. Вертикальные протяжные станки работают по принципу «тянуть вниз» или «тянуть вверх». Это относится к направлению, в котором протягивается протяжка. Вытяжной протяжкой опускается передняя направляющая в предварительно проделанное отверстие в заготовке, а затем расширяющийся ряд зубцов протягивается вниз через отверстие. Горизонтальные протяжные станки обычно используются для поверхностной протяжки. Они работают аналогично вертикальным машинам, за исключением того, что они работают из стороны в сторону в горизонтальной плоскости.Однако они по-прежнему выполняют работу за один проход, переходя от одной стороны к другой. Они полезны при операциях, требующих вращающейся протяжки.
Обычно это вертикальные или горизонтальные машины. Вертикальные протяжные станки работают по принципу «тянуть вниз» или «тянуть вверх». Это относится к направлению, в котором протягивается протяжка. Вытяжной протяжкой опускается передняя направляющая в предварительно проделанное отверстие в заготовке, а затем расширяющийся ряд зубцов протягивается вниз через отверстие. Горизонтальные протяжные станки обычно используются для поверхностной протяжки. Они работают аналогично вертикальным машинам, за исключением того, что они работают из стороны в сторону в горизонтальной плоскости.Однако они по-прежнему выполняют работу за один проход, переходя от одной стороны к другой. Они полезны при операциях, требующих вращающейся протяжки.
Протяжка выполняет функции, аналогичные функциям пилы, за исключением того, что она выполняет свою задачу за одно движение через материал. Из-за этого протяжки не имеют очень высоких скоростей, но при этом обладают исключительной производительностью. Большая часть времени, затрачиваемого на операцию протяжки, тратится на загрузку и разгрузку деталей, а также на время, необходимое протяжке для возврата в первое положение.