Какие размеры сверл по металлу бывают: какие лучше, виды, маркировка, как выбрать
Какие лучше выбрать свёрла по металлу: классификация, размеры и диаметр, сферы применения
Среди всего инструмента, предназначенного для обработки металла, сверла пользуются хорошим спросом как в быту, так и на производстве. Большой ассортимент, предлагаемый на рынке ведущими производителями, ставит в тупик, когда нужно выбрать то, что подходит лучше всего как по цене, так и техническим характеристикам.
Классификация
Существуют сверла по металлу следующих видов:
- Универсальные спиральные, под любые отверстия;
- Конического типа, рассчитанные на использование в токарных станках, так как требуют повышенного контроля в процессе работы;
- Ступенчатой формы. Режущие кромки – различного диаметра, что позволяет не только просверливать отверстия, но и делать его расточку;
- Фрезы кольцевые или сверла корончатого типа. Используются также для обработки дерева, характеризуются легкостью в процессе работы, с их помощью можно получить отверстия с минимальной шероховатостью.

.jpg)
Также сверла классифицируют по размеру (длина/диаметр режущих кромок):
- По ГОСТ-у 4010-77 – короткие;
- По ГОСТ-у 10902-77 – удлиненные;
- По ГОСТ-у 886-77 – длинные
Особенности выбора
Для использования в быту лучше не брать набор сверл, которые будут валяться без дела, ждать своего часа. Также не стоит покупать китайские подделки.
Профессионалы рекомендуют покупать сверла, ориентируясь на тип дрели, диаметр отверстий. Не стоит покупать дешевый китайский набор инструмента для бытового использования.
- Лучше одно – но качественное, чем пачка ненужного дешевого железа!
Для этого идеально подойдут сверла спирального вида. Остальные типы используют в основном в производстве, на фрезерных, токарно-режущих станках и прочем производственном специализированном оборудовании.
Сверла спиральные
Применяют, когда нужно сделать отверстие в различных стальных материалах, чугуне, цветных металлах.
От прочих разновидностей сверл, отличаются формой своей торцевой части – хвостовика. Он может быть:
- Цилиндрический;
- Конический;
- Шестигранный.
- Сверла с цилиндрическим хвостовиком вставляются напрямую в пиноль токарного станка, конические и шестигранные – через спецпатрон.
В ручную дрель рабочий инструмент первого типа не подходит, так как будет проворачиваться в шлицах при сверлении. Наилучший вариант – с шестигранным хвостовиком.
В фотокаталогах, цветных прайсах можно увидеть различные наборы сверл, отличающихся между собой цветом, размером и маркировкой. Эти внешние данные имеют важное значение при выборе сверл по металлу, влияют на их характеристики.
Характерные особенности
- Технические параметры выпускаемых сверл зависят от цвета:
- Черного цвета – указывает на повышенную износостойкость изделия;
- Сверло светло-золотистого оттенка означает, режущий инструмент не обладает повышенной хрупкостью, ему сделан при изготовлении отпуск, чтобы снять внутреннее напряжение;
- Яркий золотистый – способность уменьшать трение во время работы, изделия отличаются хорошей прочностью;
- Серый – инструмент рассчитан на малый срок эксплуатации, самый дешевый, низкого качества.

Запомнив цвет сверла, обращаем внимание на диаметр рабочей кромки, который определяет его маркировку. Инструмент малых размеров (до двух миллиметров) не маркируется. Буква «Р» – самая первая буква, означает, что при изготовлении сверла применялась быстрорежущая сталь.
Наличие легирующих элементов (титана, кобальта, вольфрама) будет обозначено соответствующим буквенно-цифровым кодом, принятым согласно ГОСТ для маркировки.
- Все технические данные о сверле можно прочесть на его хвостовике:
- Какой диаметр;
- Узнать о твердости стали;
- Какие в сплаве легирующие элементы;
- Понять технологию, производителя.
- Как упоминалось, на сверлах маленького диаметра маркировка отсутствует!
Наиболее дорогой, прочный инструмент – из кобальда. Также больше всего ценятся сверла с маркировкой СССР.
Как заточить сверло
Сверла также подбираются по углу заточки. Это – расстояние между режущими кромками. Угол заточки зависит от того материала, с которым работают, его характеристик.
Угол заточки зависит от того материала, с которым работают, его характеристик.
- Например, для стали – до 140 градусов, для нержавеющих металлов – до 120-ти.
Инструмент также затачивается самостоятельно при наличии соответствующего оборудования, знаний, опыта. Стоит отметить, что напильником правильно не заточить сверло!
- Хорошо заточенный инструмент позволяет легко делать отверстия, не прилагая значительных усилий.
Производители
Каждая хорошо известная торговая марка предлагает надежный инструмент определенного качества, которому можно доверять. Среди всех фирм производителей можно выделить следующие:
- Качество по разумной цене от фирмы Ruko;
- Лучшие сверла от известного бренда Bosch;
- Сверла с титановым сплавом повышенной мощности торговой марки Haisser;
- Приемлемая цена, отличное качество от российского бренда Зубр.
Покупая сверла, нужно думать о том, как долго они будут использоваться, с каким материалом придется работать. Китайские подделки – однозначно не лучший выбор. Но и дорогой набор, который будет пылиться на полке гаража – также.
Китайские подделки – однозначно не лучший выбор. Но и дорогой набор, который будет пылиться на полке гаража – также.
- Опираясь на целесообразность, нужды, финансовые возможности, можно всегда подобрать хороший инструмент, который прослужит долгие годы!
Фото сверл по металлу
- Также рекомендуем посетить:
Источник: https://zdesinstrument.ru/sverla-po-metallu/
Стандартные диаметры сверл по металлу
Сверло под резьбу – металлорежущий инструмент, который используют перед применением метчика или аналогичного приспособления. Необходимо, чтобы все параметры соответствовали действующим требованиям и стандартам. В противном случае крепление будет ненадежным.
Для выбора оптимального диаметра сверла под резьбу были разработаны специальные таблицы. Значение зависит от типа нарезки. Требования к размеру сверла и параметрам метрических отверстий регулируется межгосударственным стандартом ГОСТ 19257-73. В качестве вспомогательного инструмента необходимо использовать штангенциркуль или другое приспособление для вычисления размера и шага резьбы.
Параметры отверстия
Резьбу различают по следующим характеристикам:
- Единица измерения. На территории страны используют преимущественно метрическую систему исчисления. Дюймовыми значениями пользовались в трубной промышленности.
За рубежом дюймовая система считается основной. Владельцы автомобилей, которые собирались для американского рынка, знают, что в них нет ни одного элемента с метрической нарезкой.
- Шаг резьбы и количество заходов ниток. Нестандартные параметры используются в автомобильной и станкостроительной промышленности.
- Форма профиля. Фигуры отличаются по типу нарезки. Существуют элементы треугольной, прямоугольной, трапециевидной и круглой формы.
- Направление витков. Различают право- и левосторонние нарезки.
- Вид. Наружная или внутренняя.
- Тип поверхности. Он может быть цилиндрическим или коническим.
Основным условием качественного соединения является соответствие показателей внешней и внутренней резьбы. Если один из параметров не совпадает, крепление будет ненадежным.
Если один из параметров не совпадает, крепление будет ненадежным.
Наиболее распространенными методами резьбового соединения являются болтовой и шпилечный крепежи. В последнем случае помимо основного приспособления в качестве вспомогательных элементов используют гайки и шайбы.
Предварительное сверление отверстий – непременная процедура, предшествующая нарезке. При этом диаметр буравчика должен быть несколько меньше размера болта или шпильки.
Глубина сверления – один из самых важных показателей. При расчете необходимо учитывать следующие факторы:
- глубину ввинчивания резьбового элемента;
- величину наружной нарезки;
- наличие и параметры фаски.
Для расчета глубины ввинчивания необходимо учитывать тип обрабатываемого материала. Для стали, титана, бронзы и латуни никакие поправки не нужны, а вот для серого и ковкого чугуна применяют повышающий коэффициент 1,25. Для легких сплавов этот показатель еще выше – его увеличивают в два раза.
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.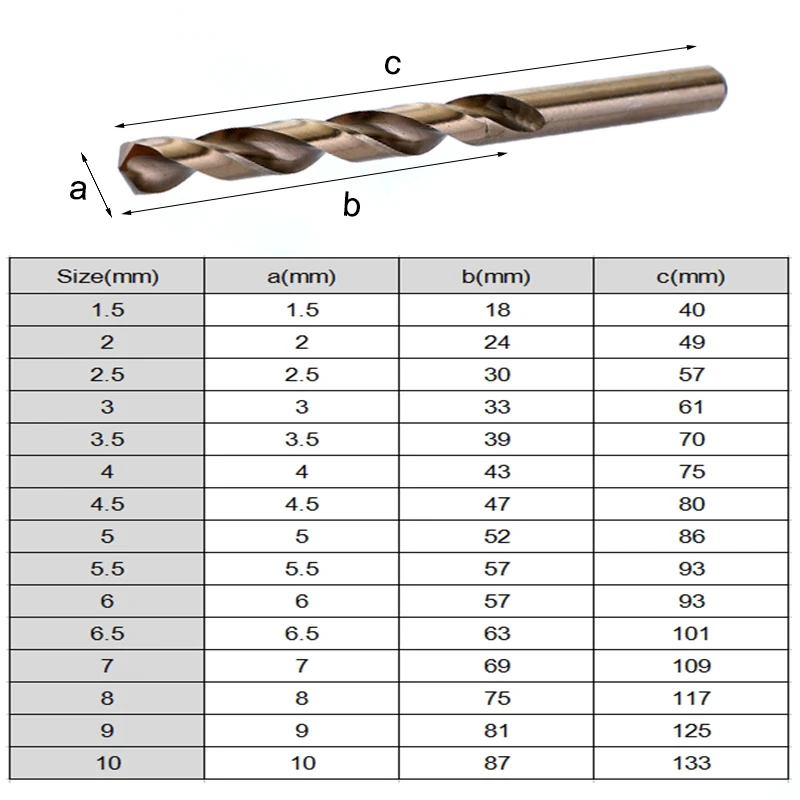
Для расчета проще всего использовать известную формулу: от значения номинального диаметра отнимают величину шага. Например, для М8 необходимо приспособление сечением 8-1,25 (стандартный шаг) = 6,75 мм.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
 Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.Почему микроволновка стала плохо греть
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Купить ГОСТ 885-77 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль».
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Устанавливает диапазоны и градацию диаметров сверл.
Ограничение срока действия снято: Постановление Госстандарта № 2776 от 01.01.83
×
Источник: https://crast.ru/instrumenty/standartnye-diametry-sverl-po-metallu
Как выбрать сверла по металлу
Для сверления металлов используют винтовые или, как их чаще называют, спиральные сверла. Будучи практически одинаковыми по конструкции, эти инструменты могут различаться по материалу, виду дополнительной обработки, особенностям заточки. Существует много разновидностей сверл, оптимизированных для разных металлов, глубины сверления и других условий работы.
Будучи практически одинаковыми по конструкции, эти инструменты могут различаться по материалу, виду дополнительной обработки, особенностям заточки. Существует много разновидностей сверл, оптимизированных для разных металлов, глубины сверления и других условий работы.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200оС происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600оС, а некоторые марки – до 1000оС.
Вольфрам – основной компонент, повышающий «красностойкость стали» (способность сохранять твердость при нагреве).
Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы.
При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
М1
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
М2
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
М7
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
М35
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
М42
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
HSS-R
Нешлифованные сверла изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
HSS-G
Вышлифованные сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Кобальтовые сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Титановые сверла покрыты нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Парооксидированные сверла. Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118о. Для чугуна или твердой бронзы его можно уменьшить до 116о. Для латуни, мягкой бронзы, алюминия применяют углы 120о, 130о, 140о.
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118о, кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75о. Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.

Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
 Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.Популярные наборы и сверла специальной формы
Наиболее часто используемые сверла – диаметром от 2 до 10 мм. Они используются в металлообрабатывающих мастерских, на станциях СТО, в домашнем хозяйстве. На популярность этих диаметров указывает и то, что большинство легкого сверлильного оборудования имеет патроны, приспособленные под этот диапазон размеров.
Для общего применения подходит набор сверл с шагом диаметра 0,5 мм. В большинстве случаев такой набор перекроет основные потребности сверления. Для конкретного применения можно подбирать диаметры с шагом 0,1 мм. Более точные размеры отверстий достигаются дополнительной обработкой.
Есть особые случаи, для которых удобно использовать специальные сверла:
- ступенчатое сверло для листовых материалов;
- кольцевое сверло или центробор для неглубокого сквозного сверления отверстий большого диаметра;
- комбинированное сверло-метчик, которым можно за один проход просверлить отверстие и нарезать в нем резьбу.

Правильный выбор инструмента в соответствии с предстоящим применением существенно упростит работу и поможет достичь должного качества.
Источник: https://uni-tool.ru/blog/kak-vybrat-sverla-po-metallu/
Сверла. Виды и типы. Работа и применение. Особенности
Сверло – это инструмент, который фиксируется в патроне дрели или станке, предназначенный для сверления отверстий в различных материалах. Сверла изготовляются из качественных твердых сталей, что позволяет их использовать для работы с и другими металлами, бетоном или камнем.
Виды
В зависимости от предназначения сверла делятся на категории по:
- Металлу.
- Дереву.
- Камню и кирпичу.
- Стеклу и плитке.
Они отличаются между собой по форме, а также углу заточки и режущей кромке. Большинство из них являются узкоспециализированными и не могут использоваться для других целей.
По металлу
Эти сверла подходят не только для сверления металлов, но также могут использоваться для работы с пластиком и древесиной. В зависимости от формы изготовления они бывают следующих разновидностей:
 В зависимости от формы изготовления они бывают следующих разновидностей:
В зависимости от формы изготовления они бывают следующих разновидностей:- Спиральные.
- Конические.
- Корончатые.
- Ступенчатые.
Спиральные
Спиральный тип представляет собой классическую конструкцию, которая знакома практически каждому. Инструмент состоит из трех частей – режущая кромка, рабочая поверхность и хвостовик.
Режущая часть имеет острую заточку, именно она врезается в металл, образовывая отверстие. Рабочая поверхность представляет собой спираль, цель которой состоит в выведении стружки из отверстия.
Хвостовая часть используется для фиксации инструмента в патроне дрели или станка.
Такой тип обычно изготавливают из быстрорежущей стали марки HSS, Р18 или Р6М5. Что касается стали Р18, то она встречается довольно редко и на данный момент производством инструментов из нее занимаются только некоторые предприятия, находящиеся на территории Белоруссии. Из нее получаются очень надежные сверла, которые отлично удерживают заточку.
Конические
Такое сверло обычно можно встретить зажатым в специализированный станок. Его рабочая часть представляет собой конус, вершина которого врезается в поверхность металла, образовывая тонкое отверстие. По мере углубления в материал происходит контакт с более широкой частью конуса, что обеспечивает расширение отверстия.
Благодаря использованию данной конструкции, можно обеспечить сверление за один проход. К примеру, если использовать обычное спиральное сверло, то сначала нужно сделать отверстие тонким инструментом, а потом более толстым, постепенно доводя диаметр под требуемые параметры.
Конусная форма позволяет избежать подобных неудобств, но к сожалению, она не подходит для слабых дрелей.
Корончатые
Корончатая конструкция представляет собой пустотелый цилиндр, на нижнем торце которого имеются острые зазубрины, напоминающие корону. Такой инструмент позволяет делать отверстия большого диаметра, начиная от 30 мм и более. Недостаток данной конструкции заключается в невозможности установки в патрон обычной дрели.
Такой инструмент позволяет делать отверстия большого диаметра, начиная от 30 мм и более. Недостаток данной конструкции заключается в невозможности установки в патрон обычной дрели.
Инструмент может быть использован для сверления листового металла толщиной до 10 мм. Обычно для изготовления корончатого инструмента используется сталь HSS. Также на рынке можно встретить сверла с твердосплавными напайками или алмазным напылением. Они позволяют работать не только с металлами и сплавами, но даже с бетоном.
Ступенчатые
Ступенчатая конструкция является одним из последних изобретений в мире режущего инструмента. Она имеет универсальное применение, поскольку позволяет делать отверстия различного диаметра. Название типа связано с тем, что он представляет собой конус со ступеньками.
Такое сверло может быть использовано только для работы с листовым металлом толщиной до 2 мм. Принцип действия заключается в том, что кончик инструмента врезается в материал, и когда он пробивается, то происходит контакт с более широкой частью конуса, которая просверливает углубление еще больше.
Таким образом, чтобы получить требуемый диаметр нужно углубиться до нужной ступени.
По дереву
Часто для работы с деревом применяется стандартное спиральное сверло по металлу. Оно позволяет делать отверстие диаметром от 2 до 18 мм. Тем не менее, данный тип сильно ограничивает возможности деревообработки, поэтому было разработано и внедрено несколько особых типов сверл:
- Спиральные по дереву.
- Перовые.
- Винтовые.
- Кольцевые пилы.
- Балеринки.
- Форстнера.
Спиральные по дереву
Спиральные по дереву очень похожи на обычное сверло по металлу. Единственное отличие заключается в форме режущей кромки. Она напоминает трезубец.
Острый зуб по центру позволяет провести точную фиксацию в месте сверления. Инструментальная сталь легко врезается в древесину.
Особая конструкция позволяет получать очень качественное отверстие, без вырывания волокон, как это бывает при использовании инструмента по металлу.
Перовые
Перовое имеет плоскую конструкцию, на конце которой тоже имеется трезубец, как и в предыдущем типе. Оно обеспечивает большой диаметр сверления, при этом позволяет проводить установку в обычную дрель.
Данный тип режет чистые края, без разорванных волокон древесины. Нужно отметить, что в случае сверление небольшого углубления в его центре останется бороздка от основного зуба. Такое сверло работает только на малых оборотах.
Его часто используют с ручным коловоротом.
Винтовые
Винтовые сверла напоминают спиральные, но имеют более совершенную рабочую часть для отвода стружки. Они довольно длинные, поэтому позволяют делать глубокие отверстия. Их часто используют для сверления бруса и бревен.
Зачастую такое сверло имеет специальную ручку, что позволяет работать даже без использования дрели, станка или коловорота. Заостренная часть инструмента напоминает шуруп, она врезается в древесину, поджимая режущую кромку к волокнам.
Срез получается чистым и аккуратным, даже при работе с сырым деревом.
Кольцевые пилы
Этот инструмент представляет собой пустотелый цилиндр с пильными зубьями на торце и обычным выпирающим вперед спиральным сверлом. Он позволяет делать отверстия в досках, фанере и вагонке. Его обычно применяют для получения широких отверстий, необходимых для установки светильников.
Инструмент подходит не только для древесины, но и для пенополистирола, ПВХ вагонки и сотового поликарбоната. Такие пилы для дрели могут быть использованы для врезания посадочного места при установке розетки в стене, конечно при условии, что она деревянная или из мягких блоков – пенобетон, глина и пр.
Выборка центральной части может быть доделана с помощью стамески.
Балеринки
Балеринка – это регулируемое сверло по дереву. Оно позволяет делать широкие отверстия в фанере, ДСП, МДФ и OSB плитах.
Его конструкция представляет собой крестовину, центр которой выполнен в виде спирального сверла. На плечах крестовины крепятся острые резцы, прорезающие листовой материал.
На плечах крестовины крепятся острые резцы, прорезающие листовой материал.
Специальный ключ позволяет менять расстояние между резцами, тем самым регулируя диаметр получаемого отверстия.
Сверло Форстнера
Инструмент имеет цилиндрический хвостовик с двумя режущими кромками. Он применяется преимущественно в мебельном производстве. С его помощью можно сделать углубление большого диаметра для установки петлей на дверцы шкафчиков. В результате его применения получается аккуратное отверстие с плоским дном.
По бетону
Сверла по бетону также подходят для работы с камнем и кирпичом. Они бывают трех видов:
- Спиральные.
- Винтовые.
- Корончатые.
Все они имеют специальные напайки, которые вгрызаются в камень, бетон и кирпич. Напайки могут изготовляться из победитовых пластин или представлять собой кристаллы искусственного алмаза.
Спиральные
Спиральные устанавливаются в перфоратор. Они имеют практически идентичную конструкцию со сверлами для металла, за исключением напаек. Лучше всего они работают с бетоном и кирпичом. Глубина отверстия обычно не превышает 80-100 мм.
Они имеют практически идентичную конструкцию со сверлами для металла, за исключением напаек. Лучше всего они работают с бетоном и кирпичом. Глубина отверстия обычно не превышает 80-100 мм.
Винтовые
Винтовые тоже имеют напайки. Они являются более длинными, чем спиральными. Их используют в тех случаях, когда требуется пробить глубокое отверстие. Винты обеспечивают эффективное отведение пыли, что снижает вероятность застревания. Тем не менее, стоит все же периодически вытягивать перфоратор, чтобы проверить – нет ли пыли.
Корончатые
По своей конструкции напоминают стандартную коронку для древесины. В центре имеется спиральное сверло, которое врезается в бетон, камень или кирпич, при этом основную работу по сверлению отверстия требуемой глубины выполняет коронка с напайками. Такие сверла тоже требуют ударного бурения, поэтому не подходят для обычной дрели.
По стеклу
Для сверления керамики и стекла используется всего два вида сверл – коронки и перовые. Коронки имеют алмазное напыления. Их диаметр от 13 до 80 мм.
Коронки имеют алмазное напыления. Их диаметр от 13 до 80 мм.
Алмазное напыление представляет собой приклеенные песчинки из искусственного минерала. Для использования коронки необходимо иметь качественную дрель или сверлильный станок.
Важно, чтобы инструмент касался плавно, не создавая биения или неравномерного распределения давления.
Перовое сверло представляет собой классический стержень из металла, на конце которого установлено острое копье. Инструмент предлагается в небольшом диапазоне размеров 3-13 мм. Режущее перо выполняется из победита, в более редких случаях с других сплавов.
Для работы со стеклом нужно подойти ответственно к выбору сверлильных инструментов. В отличие от других материалов, ошибка с ним недопустима. Недостаточно ровная или неострая режущая часть может привести к трещине на стекле, керамике или кафеле, что будет непоправимым.
Похожие темы:
Источник: https://tehpribory.ru/glavnaia/instrumenty/sverla.html
Сверло для обработки металла: сравниваем и выбираем диаметр, какой инструмент лучше
Когда необходимо собрать какую-либо конструкцию, приходится пользоваться специальными наборами сверл. В них входят разные виды и конструкции. Каждый такой набор предназначен для определенной работы.
Безусловно, всегда нужно знать какое сверло отличается надежностью и прочностью, какое лучше выбрать для определенного вида работы.
Как сделать выбор сверла для обработки металла?
Определить, какой инструмент для работы с металлом лучше, можно, если придерживаться некоторых критериев. Нужно знать характеристики, они должны отвечать определенным требованиям:
- Форма;
- Диаметр;
- Назначение;
- Возможности
- Изготовитель.
Оттенок
Качество, прежде всего, определяется внешним видом. На первое место, в данном случае выступает его цвет.
Серый
Деталь, имеющая такой оттенок, относится к наиболее уязвимым. Она не подвергался никакой обработке, чтобы повысить стойкость к сгоранию и возможной деформации. Ее стоимость отличается дешевизной. Ее может не хватить даже для выполнения одной технологической задачи.
Черный
Такой цвет имеют инструменты, которые прошли обработку перегретым паром. В результате повысилась прочность и срок эксплуатации. Их стоимость намного выше, но остается в пределах доступности.
Бледноватый золотистый цвет
Эти инструменты при изготовлении подвергались отпуску. Целью такой обработки является уменьшение внутреннего напряжения, после закалки металла, повышение прочности.
Яркий золотистый оттенок
Одни из самых дорогих инструментов, так как в их состав входит титан. За счет него, сверла обладают очень высокой прочностью. Срок работы такого инструмента измеряется годами.
Размеры сверл
Чтобы просверлить отверстие в металлических деталях, у каждого производителя инструмент выпускается с параметрами, которые могут отличаться от размеров других изготовителей.
Однако существует ГОСТ, в котором проведена полная классификация сверл. Все инструменты разбиты на группы:
Короткие, имеющие минимальный диаметр от 0,3 мм, а максимальный 20 мм. При этом длина находиться в диапазоне 20 — 131 мм.
Удлиненные. Диаметр точно такой же, как у коротких, но максимальная длина может достигать 205 мм.
Длинные имеют минимальный диаметр 1 мм, а максимальный равен 20 мм. Длина инструмента колеблется от 56 до 254 мм.
Материалы сверл и их маркировка
Для того чтобы знать, как выбирать сверла по металлу, правильно и грамотно, необходимо знать какой металл будет обрабатываться. Только при этом условии, можно будет сделать правильный выбор. Маркировка инструмента, включает в себя такие данные.
HSS-R и HSS-G
Таким инструментом можно обрабатывать сталь, прочность которой достигает 900 Н/мм². Легко работать с цветными металлами. Такому сверлу поддается ковкий и серый чугун.
Легко работать с цветными металлами. Такому сверлу поддается ковкий и серый чугун.
HSS-G Co 5
Данная маркировка говорит о прочности — 1100 Н/мм². Можно получать отверстия в большинстве видов стали. Например, нержавейки, легированной, углеродистой и так далее.
HSS-G TiAN / TiN
Чтобы просверлить отверстие в титане, инструмент покрывают специальным напылением, в состав которого входит:
Поверхность приобретает устойчивость к коррозии, без труда режет металл, сохраняет свой первоначальный вид долгое время. Таким инструментом сверлятся отверстия в металле, прочность которого достигает 1100 Н / мм². В список обрабатываемых металлов и сплавов, включены:
- Серый чугун;
- Бронза;
- Латунь;
- Мельхиор.
Кроме перечисленных марок стали, в производстве применяют и другие химические вещества. Одним из них является кобальт. Он придает инструменту высокую прочность, устойчивость к деформации и термическому воздействию.
Твердосплавные сверла располагаются в отдельной группе. Надо сказать, что материл изготовления таких инструментов, каждый производитель выбирает согласно собственному технологическому процессу.
Главным преимуществом считается возможность проводить обработку заготовок, имеющих большую толщину, и сделанных из очень твердых сплавов.
Сверло отличается острым углом заточки, за счет чего, уменьшается трудоемкость работы.
Виды сверл
- Древесина;
- Керамика;
- Оргстекло;
- Пластмасса;
- Бетон.
Плоские сверла
Они имеют интересное название — перовые. Отличаются формой заточки. Основными достоинствами являются:
- При работе не допускают перекосов;
- Очень простая конструкция;
- Невысокая стоимость.
К отрицательным характеристикам, можно отнести уменьшение диаметра при заточке, стружка не отводится из отверстия автоматически.
Разновидностью такого инструмента являются конусные сверла. Минимальное сечение равно 6 мм, а максимальное достигает 60 мм. Обычно их применяют для работы специального оборудования. Это может быть двуручная дрель или стационарный сверлильный станок. Хвостовик имеет конусный вид. С помощью такого инструмента получают отверстия большого сечения.
Минимальное сечение равно 6 мм, а максимальное достигает 60 мм. Обычно их применяют для работы специального оборудования. Это может быть двуручная дрель или стационарный сверлильный станок. Хвостовик имеет конусный вид. С помощью такого инструмента получают отверстия большого сечения.
Спиральные сверла
Этот вид является самым популярным. Инструмент имеет цилиндрический вид, а по поверхности проложены углубляющие канавки. Они созданы специально, чтобы при работе стружка выводилась наружу. В зависимости от вида хвостовика спиральные сверла делятся на несколько видов:
Обыкновенные цилиндрические. Диаметр сверла по металлу не более 12 мм. Применяются в быту и на производстве.
Корончатые сверла. Этот инструмент используется для получения больших отверстий, диаметр которых превышает 30 мм. Данный наконечник имеет вид коронки, на которой очень часто расположены зубья. Таким инструментом лучше всего обрабатывать тонкий металл.
Резьбовые сверла. Их прямым назначением является получение отверстия, для нарезания резьбы. Диаметр инструмента должен быть на миллиметр меньше, чем размер отверстия.
Их прямым назначением является получение отверстия, для нарезания резьбы. Диаметр инструмента должен быть на миллиметр меньше, чем размер отверстия.
Ступенчатые сверла. Универсальный инструмент, позволяющий одновременно получить отверстие с несколькими диаметрами. Они в основном применяются при обработке листа, толщиной не более 2 мм.
Левосторонние сверла. Этот инструмент был специально создан для выкручивания метизов:
- Шурупов;
- Винтов;
- Болтов;
- Саморезов.
Сверла высокой точности. Предназначены для получения особо точного отверстия. Стоимость зависит от класса точности, чем выше, тем дороже.
В заключение хотелось бы дать небольшой совет. При выборе лучшего сверла, обращайте внимание на все вышеуказанные критерии. Они помогут сделать правильный выбор, чтобы инструмент в дальнейшем можно было долго эксплуатировать, и всегда получать нужный результат.
- Николай Иванович Матвеев
- Распечатать
Источник: https://stanok. guru/metalloobrabotka/sverlenie-otverstiy/vybiraem-sverla-dlya-obrabotki-metalla-kakie-horoshie.html
guru/metalloobrabotka/sverlenie-otverstiy/vybiraem-sverla-dlya-obrabotki-metalla-kakie-horoshie.html
Классификация сверл
Главная / Полезная информация /
По конструкции рабочей части:
Спиральные (винтовые) сверла стержень с двумя спиральными канавками, которые служат для отвода стружки и как режущие элементы. Конец сверла имеет конусообразную форму, при этом наклон канавок составляет от 10 до 45 градусов. Самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
Плоские (перовые) сверла недорогие, но прочные сверла не чувствительные к перекашиванию. Перовые сверла бывают односторонние и двусторонние, в зависимости от формы заточки.
Перовые сверла имеют плоскую режущую часть и две режущих кромки, которые располагаются симметрично относительно оси сверла.
Существуют несколько недостатков перовых сверл: у них нет отвода для стружки, поэтому приходится часто вынимать сверло из отверстия, также из-за этого кромка отверстия становится зазубренной.
 Кроме того при работе сверла могут менять диаметр и направление.
Кроме того при работе сверла могут менять диаметр и направление.Диаметр такого сверла от 3 до 16 мм, измеряют его по размеру лопатки. Плоские сверла используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Сверла для глубокого сверления (длинные) удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
Сверла одностороннего резания применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
Кольцевые фрезы (корончатые сверла) Кольцевые алмазные сверла (трубчатые) применяются для сверления отверстий в изделиях из камня керамики. Алмазное покрытие выполнено «спечным» методом.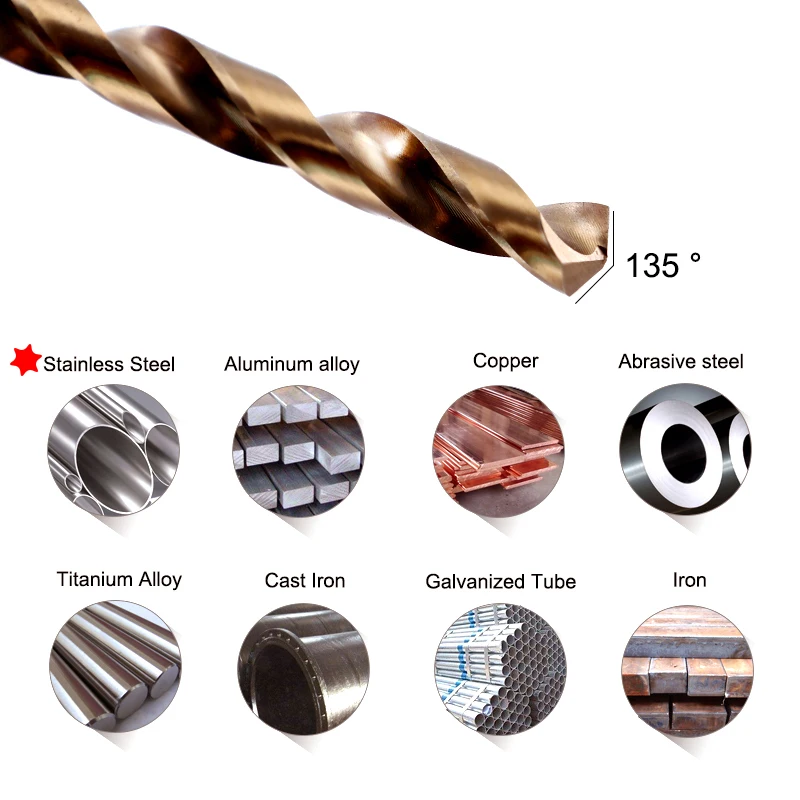
При сверлении отверстий с использованием данных сверл, все работы производятся только с охлаждением, путем подачи в рабочую область воды или другой СОЖ.
Также важно помнить о том, что работы выполняются под углом 90 гр.
Корончатые сверла (кольцевые) как правило по металлу, превращают в стружку только узкую кольцевую часть материала.
Корончатые сверла(кольцевые фрезы), могут быть как отдельными, так и встроенными в сверлильный станок, расположенными сверлом вниз или вверх, в зависимости от типа оборудования.
Корончатые сверла (Кольцевые фрезы) используются при сверлении металла и металлоконструкций в переносных сверлильных станках на магните. Главное назначение корончатого сверла — сверление отверстий диаметром 12-150мм.
Корончатое сверло:
- легко и удобно в использовании;
- не затрагивает сердцевины отверстия, проходя лишь по периферии;
- обеспечивает высокую производительность при маленьком потреблении мощности.
Использование кольцевых фрез при различных видах работ обеспечивает экономию не только времени, но и бюджета.
Центровочные сверла Центровочное сверло представляет собой очень короткое сверло с толстым хвостовиком. Центровочные свёрла предназначены прежде всего для сверления центровочных отверстий в деталях для их последующей обработки. Центровочными сверлами сверлят неглубокие отверстия, так как отвод стружек затруднен. Основные диаметры сверл: 12–50 мм, длинна 120-150мм.
Конические сверла Представляют собой идеальный инструмент для общей обработки листового металла с максимальной толщиной 4 мм. Применяются при сантехнических и отопительных работах, в электропромышленности, машиностроении и при монтаже распределительных шкафов. Конические сверла используют для сверления стекла, а также при работе с термопластичными и термореактивными пластмассами.
Ступенчатые сверла Ступенчатое свело — идеальный инструмент для обработки листового металла (подходит для всех материалов: любая листовая сталь толщиной до 6 мм, специальная листовая сталь, цветные металлы, термопласты, термореактивная пластмасса). Эти сверла были разработаны для высверливания безупречно круглых по форме, цилиндрических и одновременно очищенных от стружки отверстий. Ступенчатые сверла по металлу предназначены для центрирования, сверления и снятия грата в один прием.
Эти сверла были разработаны для высверливания безупречно круглых по форме, цилиндрических и одновременно очищенных от стружки отверстий. Ступенчатые сверла по металлу предназначены для центрирования, сверления и снятия грата в один прием.
Источник: https://rukoyat.ru/poleznaya_informatsiya/klassifikatsiya_sverl/
Таблицы диаметров свёрел и метчиков для нарезания резьбы по металлу — как подобрать резьбовые размеры, какой метод подбора правильный
06ДекСодержание статьи
- Отверстия по ГОСТ
- Таблицы, инструменты, процесс
- Основные параметры
- Параметры – диаметр резьбы и шаг
- Приспособления
- Как нарезать правильно
- Таблица диаметров сверл для нарезания резьбы по металлу метчиком и воротком
- Таблица диаметров прута для наружной резьбы
- Размеры метрические и дюймовые
Процедура является достаточно простой, с использованием одного инструмента, но подбор по таблице диаметра и размера сверла под резьбу метчика может быть трудным, если не знать, какие нормативные акты регулируют этот вопрос. В статье мы расскажем, где смотреть полные табличные данные, а также приведем самые популярные параметры.
В статье мы расскажем, где смотреть полные табличные данные, а также приведем самые популярные параметры.
Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными. Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди. Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Основные параметры
В зависимости от различных характеристик выбирают одну из классификаций. Отличительные особенности:
- измерительная система для исчисления – российские ГОСТы. Работа всех отечественных заводов по изготовлению крепежного инструмента настроена на миллиметры, в то время как за границей активно используются дюймы;
- сколько ниток взять для захода – одну, две или три – от этого зависит интенсивность закручивания и наибольшая прочность, самыми распространенными являются двухзаходные;
- геометрические особенности профиля – круг, квадрат, трапеция, треугольник;
- направление развития витков – вправо или влево;
- где находится нарезка по отношению к детали – снаружи, как на шурупах, или изнутри, как на гайках;
- форма самой поверхности – цилиндр или конус. Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
- назначение изделия, чтобы было понятно, как и какие сверла подобрать под резьбу.
Согласно вышеперечисленным параметрам можно различить ряд разновидностей. Каждая обозначается на чертежах и схемах по-особенному. Напишем, в чем заключаются отличия.
- BSW, UTS, NPT – дюймовая;
- M – метрическая, для нее предусмотрен ГОСТ 9150-2002.
- MK – коническая, ГОСТ 6211-81.
- MJ – цилиндрическая, ГОСТ 6357-81.
- Кр – круглая, для сантехники.
- Tr – трапиецевидная, ГОСТ 9484-81.
- E – с круглым профилем, эдисоновская.
- S – упорная ГОСТ 10177-82.
- S45 – упорная усиленная.
- G и R – трубные.
Эта маркировка не только соответствует надписям на чертежах, но и составляет одну из частей номенклатуры для многочисленных крепежных изделий.
Параметры – диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.
Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются. Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Как нарезать правильно
Нарезка может осуществляться фактически на любом металле. Но не рекомендуется делать это на каленом железе, так как после термической обработки оно приобретает низкую устойчивость к напряжениям, повышенную хрупкость, поэтому материал будет крошиться. Для правильного процесса следует точно выбрать окружность прутка и маркировку приспособления, а также подготовить тиски и зажимы. Возможно, потребуется таблица подбора диаметра сверла под резьбу метчика. Следует придерживаться правил:
- действия должны быть медленные, приводить инструмент в движение без рывков;
- обязательно проверяйте каждый болт или гайку, при необходимости – делайте шлифовку;
- если это требуется, можно совершить небольшой предварительный нагрев элемента;
- чтобы вороток не заклинил, необходимо периодически обламывать стружку – делать вращательные движения в обратную сторону.
Подготовка
Очистите поверхность от загрязнений – песка и земли, ржавчины, следов масла и прочих веществ. Высушите заготовку. Теперь на часть, где будет находиться нитка, нанесите смазку. Как подобрать по таблице для нарезки резьбы метчиками и сверлами смазывающую субстанцию, ознакомьтесь ниже:
| Материал | Покупная эмульсия | Мыльная вода | Льняное масло | Скипидар | Керосин | Машинное, минеральное масло, сало |
|---|---|---|---|---|---|---|
| Сталь | + | + | + | — | — | Не подходит, так как имеет повышенную вязкость, стружка будет прилипать к изделию. |
| Латунь | + | + | + | — | — | |
| Медь | + | + | — | + | — | |
| Алюминий | + | + | — | — | + | |
| Чугун | С ними лучше работать «на сухую», они хорошо поддаются обработке. | |||||
| Бронза | ||||||
Процесс нарезки наружной
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нарезки внутренней
Метод аналогичный. Сперва крепко и надежно устанавливаем элемент в тисках, затем делаем в нем отверстие с помощью сверла по металлу. После этого обрабатываем полученные края, смазываем элемент и приступаем к введению двухпроходного чернового метчика. Вкручивания также происходят медленно и постепенно, с обратным движением. Затем процедуру нужно повторить с итоговым приспособлением. Посмотрим видео на эту тему:
После теоретических данных перейдем к точным сведениям и размерам по ГОСТ.
Таблица диаметров сверл для нарезания резьбы по металлу метчиком и воротком
Отверстие зависит не только от сечения, но и от шага. Предлагаем данные для крупного и мелкого нарезания:
| Спираль, мм | Шаг крупный, мм | Сверло, мм | Мелкий, мм | Окружность, мм |
| 2 | 0,4 | 1,6 | 0,25 | 1,75 |
| 6 | 1 | 5 | 0,5 | 5,5 |
| 10 | 1,5 | 8,5 | 0,5 | 9,5 |
| 14 | 2 | 12 | 0,5 | 13,5 |
| 18 | 2,5 | 15,4 | 0,5 | 17,5 |
| 22 | 2,5 | 19,4 | 0,5 | 21,5 |
| 30 | 3,5 | 26,4 | 0,75 | 29,2 |
| 36 | 4 | 31,9 | 1 | 35 |
| 42 | 1,5 | 37,4 | 1 | 41 |
| 48 | 5 | 42,8 | 1 | 47 |
Таблица диаметров прута для наружной резьбы
Для заготовки нет строгого сечения, обычно предлагается диапазон.
| Спираль, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 |
| Шаг, мм | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,25 | 2,25 | 2,25 | 3 | 3 | 3,5 |
| Минимальное и максимальное сечение стержня, мм | 5,8 | 7,8 – 7,9 | 9,75 – 9,85 | 11,76 – 11,88 | 13,7 – 13,82 | 15,7 – 15,82 | 17,7– 17,82 | 19,82 – 19,86 | 21,72 – 21,86 | 23,65 – 23, 79 | 26,65 – 26,79 | 29,6 – 29,74 |
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
В статье мы рассказали про резьбовые сверла, привели таблицы. Будьте внимательны при выборе правильных размеров.
Виды сверл по металлу и дереву: назначения и особенности
Человечество обрабатывает материалы уже десятки тысяч лет. Одним из первых инструментов, изобретенных доисторическим человеком, был сверло-инструмент для сверления отверстий в деревянных, каменных, костяных изделиях, а позже — в металлические. К сегодняшнему дню сверла усовершенствовались и приобрели множество различных видов.
Виды сверл
Виды сверл в зависимости от формы рабочего органа
Виды сверл и их назначение тесно связаны между собой. По виду рабочего органа различают следующие виды:
- Винтовое, или спиральное. Это одна из самых широко распространенных форм сверла. Ее применяют работы с самыми разными веществами. Универсальные сверла также имеют спиральный вид. Размеры их колеблются от десятых миллиметра до десятков сантиметров.
- Плоское или перьевое. Используется для отверстий в мягких веществах, дереве, пенобетоне. Рабочий орган — заточенная лопатка, в середине ее находится острый выступ для центровки.
- Глубокого сверления. Используются, если глубина отверстия больше диаметра, по меньшей мере, в пять раз. В теле сверла есть две винтовые полости, по ним в зону сверления подается смазочно-охлаждающая жидкость
- Одностороннего реза. Используется для мехобработки повышенной точности. Имеют опорную плоскость и пару рабочих кромок, находящихся по одну строну от продольной оси.
- Коронка. По форме представляет собой полый цилиндр, рез проводится нижней кромкой. В результате в материале прорезается кольцо, а внутри него располагается керн – цельный цилиндрический кусок материала. По окончании операции его требуется вытряхнуть из коронки.
- Центровочное. Для предварительного засверливания — наметки центра.
- Ступенчатое. Представляет собой ступенчатую цилиндрическую пирамиду. Прогрессивный вид оснастки, используется по листовому прокату для больших диаметров. При постепенном увеличении диаметра не деформируется лист.
Перьевое сверлоСверло-коронка
Виды сверл также подразделяются по форме получающегося отверстия:
- конические виды — диаметр плавно уменьшается с глубиной;
- ступенчатые виды – диаметр уменьшается скачками;
- цилиндрические виды — диаметр постоянный по всей глубине.
Существуют и другие виды. Они используются для узкоспециальных случаев.
Типы хвостовиков
По конструкции сверло делится на рабочую часть и хвостовик. Хвостовик зажимается в патроне станка или дрели. Они бывают:
- Цилиндрические.
- Конические. Предназначены для фиксации в специальных зажимных устройствах.
- Граненые. Имеют 3, 4 или 6 граней. Последние получили широкое распространение в бытовых шуруповертах и позволяют быстро сменить инструмент.
- Быстросъемные (тип SDS и другие) Хвостовик имеет специальные впадины, которые надежно фиксируются выступами патрона. Применяются в перфораторах.
Хвостовик граненый
Сверла для металла
Для сверления металлических заготовок чаще всего применяют сверла в виде восходящей спирали. Боковые продольные канавки отводят возникающую стружку. Для металлов и сплавов разной твердости применяют различные виды инструментальной стали для рабочей части. Ее делают целиком твердосплавной либо припаивают на конец одну или несколько твердосплавных пластин.
Сверла для древесины
Отверстия малых диаметров (до 15 мм) в дереве, фанере , OSB можно спокойно проделывать и сверлом по металлу. Если же требуются повышенная точность и гладкость поверхности, применяют специальные сверла из углеродистой стали, обладающие особыми конструктивными элементами и не подходящие для обработки металлических деталей. Различают следующие виды:
- Спиральные. Обладают специфической заточкой, позволяющей получить лучшее качество поверхности.
- Винтовые. Обладают острой режущей гранью и сделаны в виде шнека. Это облегчает удаление стружки из отверстий большой глубины.
- Перьевые. Позволяют работать по большим диаметрам — до 50 мм. Дешевы и просты по конструкции. Качество поверхности и точность соблюдения размеров ниже, чем у винтовых.
- Корончатые. Имеют вид коронки. Диаметр достигает 150 мм.
Сверла для древесины
Сверла для каменных материалов
Обычные сверла не подходят, чтобы сверлить как бетон, кирпич или камень. Они быстро тупятся об имеющие абразивные свойства песчинки и частички камня. Кроме того, перед сверлом создается уплотненный слой из мельчайших частичек материала. По действием нагрева от трения этот слой спекается. Поэтому и само сверло, и технология сверления имеют свои особенности.
К вращению инструмента добавляют возвратно-поступательное движение, дробящее материал. Так работают и ударная дрель, и более мощный перфоратор, и проходческий бур. В головку инструмента вплавляется чуть большая по диаметру пластина из особо твердого сплава (например, победита).
Для больших диаметров и глубин применяют коронку с твердосплавными зубами или с вплавленными техническими алмазами.
Сверло по бетону
Сверла для керамики и стекла
Обработка керамики и стекла имеет свои особенности, обуславливаемые высокой хрупкостью материала. Наконечник из карбида вольфрама делают в форме копья с четырьмя остро заточенными режущими гранями. Применяют также и коронки с покрытием из алмазной пыли.
Для больших диаметров применяют специальное устройство — балеринку. Она напоминает циркуль. Работают ею с изнаночной стороны материала на особо малых оборотах.
Этим видом сверл можно обрабатывать что угодно — от дерева до бетона. Их применяют, когда нужно просверлить небольшое количество отверстий в разнородных материалах, поскольку производительность и качество поверхности у них ниже, чем у специализированных.
Рекомендации по выбору
Чтобы правильно подобрать инструмент, обеспечивающий наилучшую производительность и качество поверхности, нужно учитывать:
- характеристики материала детали;
- диаметр;
- глубину.
Важнейшими параметрами сверла являются:
- диаметр;
- длина;
- конструктивные особенности;
- вид и остроту заточки;
- материал рабочей части;
- цвет рабочей поверхности;
- баланс;
- назначение;
- совместимое оборудование.
- Так, для хвостовика SDS потребуется соответствующий патрон, а для сверления большого диаметра в металлических заготовках необходим мощный низкооборотистый станок или дрель с высоким моментом.
- По цвету поверхности можно многое сказать о материале, из которого изготовлен инструмент.
- Серый. Это просто сталь, причем недорогая. Такой вид сверла не подвергают дополнительной обработке, улучшающей режущие или прочностные свойства. Их имеет смысл использовать только тогда, когда требуется просверлить пару отверстий раз в две недели.
- Черный. Это результат упрочнения перегретым паром. Приличные, достаточно прочные массовые инструменты для бытового применения. Сохраняют доступность по цене
- Светло- золотистый. Такие инструменты прошли термообработку отпуском, которая существенно повышает прочность и снимает внутренние напряжения. Стоят заметно дороже, но цену свою оправдывают за счет долгого срока службы.
- Ярко- золотистый. В сплав добавлен титан. Это лучший вид сверл, доступных для домашнего применения. Титан снижает показатели трения, и, следовательно, нагрев. Это позволяет обеспечить отличный срок службы. Но соответственно растет и цена. Приобретение экономически оправдано при больших объемах работ.
Виды сверл по цвету поверхности
Общая закономерность – более дорогие сверла приходится реже менять. Если объем предстоящих работ существенный, то лучше не экономить и не закупать потом десятками дешевые сверла. Кроме экономии средств, будет сэкономлено бесценное время и заметно снижен риск порчи материала при поломке сверла.
Классификация по размерам
На рынке представлены самые разнообразные размеры, как по диаметру, так и по глубине сверления. В соответствии с ГОСТами 4010-77, 10902-77, 886-77 различают:
- короткие общая длина от 20 до 130 мм, диаметр от 0,2 до 20;
- удлиненные — от 19 до 205 мм;
- длинные — 56 до 255 мм, диаметр- 1-20 мм
У иностранных изготовителей применяются собственные системы классификации инструмента по размерам, таблицы соответствия можно получить, обратившись к региональным представителям.
Как разобраться в маркировке
Маркировка может рассказать все о размете, типе и материале, из которого сделано сверло. Для малых диаметров (до 2 миллиметров) обозначения на сам инструмент не наносятся, маркируются коробочки, в которых он хранится.
Сверла от 2 до 3 мм имеют на хвостовике обозначение диаметра с точностью до десятых долей и о марке сплава, из которого они сделаны
Сверла толще 3 мм маркируются диаметром, обозначением материала и логотипом завода-изготовителя.
Расшифровка маркировки сверла NHD
К надписи могут добавлять дополнительные символы:
- Р — это быстрорежущие инструментальные сплавы;
- М — добавки молибдена;
- К — кобальтовые присадки;
- и т.д.
Многие иностранные изготовители наносят на хвостовик более подробные сведения:
- страна происхождения;
- лейбл производителя;
- марка инструментального сплава;
- диаметр;
- максимальный класс точности, достижимый этим инструментом;
- перечень материалов, рекомендованных для сверления.
Популярные марки инструментов от зарубежных производителей
Чтобы правильно подобрать импортное сверло для своих материалов, следует понять их систему обозначений. Наиболее распространены следующие виды обозначения:
HSS-R и HSS-G
Ими можно сверлить:
- стальные отливки, углеродистые и низколегированные сплавы;
- сплавы цветные;
- чугунные детали.
Для среднепрочных сталей:
- высокоуглеродистых;
- нержавейки;
- термически упрочненных;
- стойких к агрессивным средам;
- высоколегированных.
HSS-G TiAN/TiN
Сверла с титановым напылением и добавками соединений алюминия и азота. Отличаются высокой износостойкостью и защитой от коррозии.
Сверла марки HSS-G TiAN
Рекомендованы для работы с высокопрочными материалами
- чугуны с углеродом в шаровидной форме;
- высокопрочные бронзы и латуни;
- отливки под давлением
Существуют и другие виды инструментальной стали. Они служат для промышленных и узкоспециальных применений
Лучшие производители
Репутация фирмы–изготовителя – весьма важный критерий при подборе сверла. Многие компании гордятся столетней и двухсотлетней историей безупречного качества.
Сверла Bosch
Многие эксперты — технологи сходятся на том, что наилучшим соотношением цена/производительность на сегодняшнем рынке обладают:
- Предприятия стран СНГ. Их продукция традиционно, со времен СССР, отличалась прочностью и долговечностью при низкой цене. К сожалению, они постепенно уходят с рынка
- Ruko при доступной цене обеспечивает достойное качество и широкий ассортимент конструкций, напыления, диаметров, длинны и заточек.
- Bosh. Стоит дороже, но обладает существенно большим ресурсом. Выгоден при больших объемах работ.
- Зубр. Достойная попытка возрождения славы советских инструментальщиков. Сочетает высокое качество и надежность с разумными ценами.
Источник: https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/vidy-sverl.html
Виды сверл: типы, назначение, особенности
Сверла предназначены для создания отверстий в материале – как сквозных, так и несквозных (углублений).
Выпускаются сверла для самых различных материалов, которые используются в производстве и быту: для древесины и ее композитов, металла, бетона, пластика, камня и пр. Сверление происходит в результате поступательного (вдоль оси) и вращательного движения сверла.
Срез материала производится режущими кромками, которые могут иметь различную конфигурацию и углы заточки. К подвидам сверления относят засверливание (выполнение глухого отверстия) и рассверливание (расширение имеющегося отверстия до большего диаметра).
Существует множество видов сверл, различающихся назначением, конфигурацией рабочей поверхности, способом изготовления, видом материала, для которого они предназначены, и пр.
Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.
Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.
Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.
Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.
Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.
Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.
Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.
По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.
Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.
Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.
Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.
Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла.
Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины.
Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.
Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.
Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть.
Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более.
В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.
Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.
Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.
Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.
Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.
Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.
Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.
Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь.
Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами.
Например, при ремонте квартиры.
Источник: https://iambuilding.ru/stati/tool/sverla-tipy-naznachenie-osobennosti/
Сверла по дереву
Сверла по дереву
Любой ремонт, особенно капитальный, или строительные работы предполагают работу с древесиной и её обработку, для чего необходим не только качественный, но и правильно подобранный инструмент. Один из самых простых процессов работы с древесиной – сверление.
Свёрла по дереву
При покупке электродрели в комплекте, как правило, идёт базовый набор универсальных свёрл. Для выполнения некоторых видов обработки этого набора недостаточно, поэтому есть свёрла, предназначенные для определённой работы и достижения необходимого результата.
Винтовое сверло
Винтовые свёрла внешне похожи на сверла по металлу, отличаются лишь формой режущей кромки. Их рабочая часть напоминает шнек. Есть два вида винтовых свёрл, различия которых заключаются только в наконечнике: винтовое сверло с коническим наконечником и сверло с подрезателем.
За счет особенностей конструкции сверл, относящихся к винтовому типу, при их использовании из зоны обработки эффективно удаляется стружка. Данные инструменты обеспечивает высокую точность и практически идеальное качество обработки.
Их используют для сверления отверстий большой глубины и небольшого диаметра, как при постройке сруба.
К категории спиральных относятся шнековые сверла Левиса, имеющие более совершенную рабочую часть и используемые обычно для выполнения глубоких отверстий значительного диаметра. Заостренная часть напоминает шуруп.
Спиральные сверла также дают возможность получить идеально ровные стенки отверстия и большую точность сверления, благодаря винтовому наконечнику.
Винтовые и спиральные сверла, предназначенные для обработки деревянных изделий, выпускаются в большом диапазоне рабочих диаметров и длин.
Использовать инструменты данного типа можно для обработки дерева любых пород и практически любой твердости, а также ДСП, МДФ и фанеры.
Винтовое сверло
Можно сказать, что это одновременно и сверло, и фреза. Используют его для сверления глухих отверстий большого диаметра (до 50 мм) и на глубину до 10 сантиметров.
Сверло делает очень качественные отверстия с идеально ровным краем и гладкой внутренней поверхностью. Им пользуются чаще всего для создания отверстий под замки или чашечные петли.
При использовании такого сверла с дополнительными приспособлениями возможно просверлить в деревянном изделии отверстие квадратной формы.
Набор свёрл Форстнера
Свёрла такого типа используются для сверления отверстий большого диаметра (до 50 мм), на глубину до 150 мм. Применять такой инструмент целесообразно, когда к точности геометрии и качеству отверстий предъявляются не слишком строгие требования.
К достоинствам перьевых сверл следует отнести невысокую стоимость и простоту обслуживания.
Минус использования такого сверла в том, что стружку приходится убирать вручную, так как из-за особенностей конструкции отвода стружки у него нет, и хрупкость самого инструмента.
Набор перьевых свёрл
Сверло отличается от всех остальных видов наличием режущих кромок по всей длине сверла, что помогает вначале просверлить отверстие, а потом расточить его до нужных размеров. Сверла данного типа чаще всего исполь, когда требуется выполнить сложную обработку деревянных деталей.
Фрезерное сверло
Инструменты корончатого типа используются для сверления больших отверстий (от 19 до 127 мм) в досках, фанере и вагонке. Например, такой коронкой можно делать круглые заготовки, или широкие отверстия для установки точечных светильников не только в древесине, но и в ПВХ-вагонке, поликарбонате и гипсокартоне. Продаются в наборах разного диаметра и со съёмными основами.
Набор коронок по дереву
Просверленные отверстия для соединительных элементов почти всегда необходимо замаскировать. Зенкер применяется в паре с ограничителем глубины для правильной обработки дерева. Сменное центровочное сверло-жало фиксируется с помощью зажимного механизма с винтом.
Источник: https://o-remonte.info/sverla-po-derevu/
Сверла. Виды и типы. Работа и применение. Особенности
Сверло – это инструмент, который фиксируется в патроне дрели или станке, предназначенный для сверления отверстий в различных материалах. Сверла изготовляются из качественных твердых сталей, что позволяет их использовать для работы с и другими металлами, бетоном или камнем.
Виды
В зависимости от предназначения сверла делятся на категории по:
- Металлу.
- Дереву.
- Камню и кирпичу.
- Стеклу и плитке.
Они отличаются между собой по форме, а также углу заточки и режущей кромке. Большинство из них являются узкоспециализированными и не могут использоваться для других целей.
По металлу
Эти сверла подходят не только для сверления металлов, но также могут использоваться для работы с пластиком и древесиной. В зависимости от формы изготовления они бывают следующих разновидностей:
- Спиральные.
- Конические.
- Корончатые.
- Ступенчатые.
Спиральные
Спиральный тип представляет собой классическую конструкцию, которая знакома практически каждому. Инструмент состоит из трех частей – режущая кромка, рабочая поверхность и хвостовик.
Режущая часть имеет острую заточку, именно она врезается в металл, образовывая отверстие. Рабочая поверхность представляет собой спираль, цель которой состоит в выведении стружки из отверстия.
Хвостовая часть используется для фиксации инструмента в патроне дрели или станка.
Такой тип обычно изготавливают из быстрорежущей стали марки HSS, Р18 или Р6М5. Что касается стали Р18, то она встречается довольно редко и на данный момент производством инструментов из нее занимаются только некоторые предприятия, находящиеся на территории Белоруссии. Из нее получаются очень надежные сверла, которые отлично удерживают заточку.
Конические
Такое сверло обычно можно встретить зажатым в специализированный станок. Его рабочая часть представляет собой конус, вершина которого врезается в поверхность металла, образовывая тонкое отверстие. По мере углубления в материал происходит контакт с более широкой частью конуса, что обеспечивает расширение отверстия.
Благодаря использованию данной конструкции, можно обеспечить сверление за один проход. К примеру, если использовать обычное спиральное сверло, то сначала нужно сделать отверстие тонким инструментом, а потом более толстым, постепенно доводя диаметр под требуемые параметры.
Конусная форма позволяет избежать подобных неудобств, но к сожалению, она не подходит для слабых дрелей.
Корончатые
Корончатая конструкция представляет собой пустотелый цилиндр, на нижнем торце которого имеются острые зазубрины, напоминающие корону. Такой инструмент позволяет делать отверстия большого диаметра, начиная от 30 мм и более. Недостаток данной конструкции заключается в невозможности установки в патрон обычной дрели.
Инструмент может быть использован для сверления листового металла толщиной до 10 мм. Обычно для изготовления корончатого инструмента используется сталь HSS. Также на рынке можно встретить сверла с твердосплавными напайками или алмазным напылением. Они позволяют работать не только с металлами и сплавами, но даже с бетоном.
Ступенчатые
Ступенчатая конструкция является одним из последних изобретений в мире режущего инструмента. Она имеет универсальное применение, поскольку позволяет делать отверстия различного диаметра. Название типа связано с тем, что он представляет собой конус со ступеньками.
Такое сверло может быть использовано только для работы с листовым металлом толщиной до 2 мм. Принцип действия заключается в том, что кончик инструмента врезается в материал, и когда он пробивается, то происходит контакт с более широкой частью конуса, которая просверливает углубление еще больше.
Таким образом, чтобы получить требуемый диаметр нужно углубиться до нужной ступени.
По дереву
Часто для работы с деревом применяется стандартное спиральное сверло по металлу. Оно позволяет делать отверстие диаметром от 2 до 18 мм. Тем не менее, данный тип сильно ограничивает возможности деревообработки, поэтому было разработано и внедрено несколько особых типов сверл:
- Спиральные по дереву.
- Перовые.
- Винтовые.
- Кольцевые пилы.
- Балеринки.
- Форстнера.
Спиральные по дереву
Спиральные по дереву очень похожи на обычное сверло по металлу. Единственное отличие заключается в форме режущей кромки. Она напоминает трезубец.
Острый зуб по центру позволяет провести точную фиксацию в месте сверления. Инструментальная сталь легко врезается в древесину.
Особая конструкция позволяет получать очень качественное отверстие, без вырывания волокон, как это бывает при использовании инструмента по металлу.
Перовые
Перовое имеет плоскую конструкцию, на конце которой тоже имеется трезубец, как и в предыдущем типе. Оно обеспечивает большой диаметр сверления, при этом позволяет проводить установку в обычную дрель.
Данный тип режет чистые края, без разорванных волокон древесины. Нужно отметить, что в случае сверление небольшого углубления в его центре останется бороздка от основного зуба. Такое сверло работает только на малых оборотах.
Его часто используют с ручным коловоротом.
Винтовые
Винтовые сверла напоминают спиральные, но имеют более совершенную рабочую часть для отвода стружки. Они довольно длинные, поэтому позволяют делать глубокие отверстия. Их часто используют для сверления бруса и бревен.
Зачастую такое сверло имеет специальную ручку, что позволяет работать даже без использования дрели, станка или коловорота. Заостренная часть инструмента напоминает шуруп, она врезается в древесину, поджимая режущую кромку к волокнам.
Срез получается чистым и аккуратным, даже при работе с сырым деревом.
Кольцевые пилы
Этот инструмент представляет собой пустотелый цилиндр с пильными зубьями на торце и обычным выпирающим вперед спиральным сверлом. Он позволяет делать отверстия в досках, фанере и вагонке. Его обычно применяют для получения широких отверстий, необходимых для установки светильников.
Инструмент подходит не только для древесины, но и для пенополистирола, ПВХ вагонки и сотового поликарбоната. Такие пилы для дрели могут быть использованы для врезания посадочного места при установке розетки в стене, конечно при условии, что она деревянная или из мягких блоков – пенобетон, глина и пр.
Выборка центральной части может быть доделана с помощью стамески.
Балеринки
Балеринка – это регулируемое сверло по дереву. Оно позволяет делать широкие отверстия в фанере, ДСП, МДФ и OSB плитах.
Его конструкция представляет собой крестовину, центр которой выполнен в виде спирального сверла. На плечах крестовины крепятся острые резцы, прорезающие листовой материал.
Специальный ключ позволяет менять расстояние между резцами, тем самым регулируя диаметр получаемого отверстия.
Сверло Форстнера
Инструмент имеет цилиндрический хвостовик с двумя режущими кромками. Он применяется преимущественно в мебельном производстве. С его помощью можно сделать углубление большого диаметра для установки петлей на дверцы шкафчиков. В результате его применения получается аккуратное отверстие с плоским дном.
По бетону
Сверла по бетону также подходят для работы с камнем и кирпичом. Они бывают трех видов:
- Спиральные.
- Винтовые.
- Корончатые.
Все они имеют специальные напайки, которые вгрызаются в камень, бетон и кирпич. Напайки могут изготовляться из победитовых пластин или представлять собой кристаллы искусственного алмаза.
Спиральные
Спиральные устанавливаются в перфоратор. Они имеют практически идентичную конструкцию со сверлами для металла, за исключением напаек. Лучше всего они работают с бетоном и кирпичом. Глубина отверстия обычно не превышает 80-100 мм.
Винтовые
Винтовые тоже имеют напайки. Они являются более длинными, чем спиральными. Их используют в тех случаях, когда требуется пробить глубокое отверстие. Винты обеспечивают эффективное отведение пыли, что снижает вероятность застревания. Тем не менее, стоит все же периодически вытягивать перфоратор, чтобы проверить – нет ли пыли.
Корончатые
По своей конструкции напоминают стандартную коронку для древесины. В центре имеется спиральное сверло, которое врезается в бетон, камень или кирпич, при этом основную работу по сверлению отверстия требуемой глубины выполняет коронка с напайками. Такие сверла тоже требуют ударного бурения, поэтому не подходят для обычной дрели.
По стеклу
Для сверления керамики и стекла используется всего два вида сверл – коронки и перовые. Коронки имеют алмазное напыления. Их диаметр от 13 до 80 мм.
Алмазное напыление представляет собой приклеенные песчинки из искусственного минерала. Для использования коронки необходимо иметь качественную дрель или сверлильный станок.
Важно, чтобы инструмент касался плавно, не создавая биения или неравномерного распределения давления.
Перовое сверло представляет собой классический стержень из металла, на конце которого установлено острое копье. Инструмент предлагается в небольшом диапазоне размеров 3-13 мм. Режущее перо выполняется из победита, в более редких случаях с других сплавов.
Для работы со стеклом нужно подойти ответственно к выбору сверлильных инструментов. В отличие от других материалов, ошибка с ним недопустима. Недостаточно ровная или неострая режущая часть может привести к трещине на стекле, керамике или кафеле, что будет непоправимым.
Похожие темы:
Источник: https://tehpribory.ru/glavnaia/instrumenty/sverla.html
Чем отличаются свёрла по металлу и по дереву?
свёрлаПара вступительных слов… Как уже знают мои постоянные подписчики, у меня открылся YuoTube канал, и я буду очень рад, если вы на него подпишитесь. Там часто бывает много интересного, а так же я стараюсь учитывать всю вашу критику, а видео, раз от раза становятся лучше и познавательнее. Подписаться на канал можно по адресу: https://www.youtube.com/c/ArturBoshyan. Буду рад вас видеть и на YouTube канале. Спасибо =)
И так, сверло — это режущий инструмент который предназначен для сверления самых разнообразных материалов.
В этой публикации мы не будем затрагивать весь ассортимент сверл, а обсудим только спиральные (винтовые) сверла по дереву и металлу. Что бы понять разницу между сверлами по дереву и сверлами по металлу, давайте сначала рассмотрим каждое из них по отдельности.
Свёрла по дереву
сверло по дереву
Сверла по дереву делаются из углеродистой или легированной стали. На кончике сверла по дереву присутствует, так называемая, центровая пика — это может быт острый штырь или просто остро заточенный угол. Обычно свёрла для дерева изготавливаются из мягкого металла, серого цвета. Бывают и дорогие сверла из черного металла, или золотистого, но такие сверла редкость, так как древесина в разы мягче металла и даже самые дешевые сверла без проблем её сверлят.
Свёрла по металлу
свёрла по металлу
Чаще всего для сверления разных видов металла используются спиральные (или их ещё называют винтовые) свёрла. Они бывают разного ценового диапазона и качества, самые дешевые и самого низкого качества — это обычные серые сверла. Золотистые или черные стоят дороже, но и прослужат гораздо дольше.
Свёрла по бетону
сверло по бетону
В этой публикации я не ставил цели писать об отличиях этого типа сверл, но между прочим отмечу, что на кончике свёрл по бетону есть победитовый наконечник. Такими сверлами можно сверлить бетон, но ни как не металл или дерево.
Разница между свёрлами по металлу и по дереву
- Первое, что нужно знать: сверлами по металлу можно спокойно сверлить дерево и в принципе с ними ничего не случится. Они предназначены для более прочного материала чем дерево. А вот если вы попробуете сверлами для дерева сверлить металл, то просто испортите сверло.
- Как я уже говорил, сверла по дереву, чаще всего, изготавливаются из мягких сплавов. Металлу не нужна чрезмерная прочность, что бы сверлить дерево. Сверла по металлу изготавливаются уже из твердых сплавов, и чем прочнее металл нам нужно сверлить, тем более дорогое сверло нужно приобретать.
- На кончике сверла по дереву присутствует, так называемая, центровая пика — это может быт острый штырь или просто остро заточенный угол.
- Для каждого отдельного материала имеется свой угол, который лучше всего подходит для работ. Для стали, например это 140, для латуни – 110-120, для мягкого металла, вроде алюминия и дерева – 90-100. Угол на универсальных сверлах равен 120, благодаря чему ими можно сверлить любой материал.
Если вам была интересна и полезна статья, то обязательно, просто обязательно ставим лайк и подписываемся!!! Так же не забываем проYouTube канал, там тоже все интересно. Все предложения, пожелания и критику шлите на [email protected] или же в комментарии под публикацией!
Источник: https://zen.yandex.ru/media/id/5b028c56bce67eb9a30669f6/5ccd82157e88ed00b4f11692
Виды свёрл по металлу
Какие же бывают виды сверл?
Данная статья наиболее кратко описывает все виды металлорежущих свёрл.
Сверло – металлорежущий инструмент, насчитывающий 5 режущих кромок (2 ленточки, перемычка, 2 режущих кромки), используемый для сверления и рассверливания отверстий в заготовках из металла.
Главное движение резания при сверлении это вращение с определенной скоростью сверла относительно его оси, вспомогательное движение резания это подача сверла в осевом направлении.
рис. 1 – сверление отверстия в металле
Как же правильно подобрать сверло?
Для правильного подбора сверла под определенную операцию, нужно учитывать следующие факторы:
1. Модель станка.
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).
3. Партийность заготовок (единичная, серийная, массовая).
4. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
5. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
6. Точность получаемого отверстия (допуск, шероховатость, прямолинейность, округлость и т.д.).
7. Глубина обрабатываемого отверстия.
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Виды свёрл
1) цельные (монолитные) сверла
рис. 2 – цельнотвердосплавные сверла
Данный тип сверл в основном изготавливают из быстрорежущих сталей, а также из твердого сплава. Сверла из монолитного твердого сплава характеризуются высокой точностью изготовления, минимальным биением и возможностью получать отверстия 8,9 класса точности, с шероховатостью до 1,6 Ra (6-й класс чистоты) мкм, без дополнительной операции зенкерования и развёртывания отверстий.
Также существуют современные сверла, получаемые за счет метода порошковой металлургии из быстрорежущей стали с добавлением легирующих элементов (кобальта, молибдена), данные сверла имеют высокую износоустойчивость, точность и значительно лучше твердосплавных сверл работают на изгиб.
Конструкция сверл может быть как с внутренним подводом СОЖ в зону резания, так и с наружным. Данные сверла допускают переточку, а также имеют различные износостойкие покрытия CVD или PVD методом. Имеют различную длину хвостовика, длину режущей части. Монолитные сверла изготавливают с цилиндрическим хвостовиком, а также с хвостовиком с лыской (тип WELDON) для предотвращения проворота сверла в цанговом патроне. Монолитные сверла имеют высокую жесткость и способны работать с большими подачами без ущерба качеству и стойкости сверла.
Основные конструктивные элементы спирального сверла
рис. 3 – элементы конструкции сверла
- Двойной угол в плане или угол при вершине сверла
- Диаметр режущей части сверла
- Общая длина сверла
- Длина стружечной канавки сверла
- Длина хвостовика сверла
- Длина режущей части сверла или максимальная глубина сверления
- Поперечная кромка
- Диаметр хвостовика
Примечание: режущая часть сверла имеет небольшой обратный конус для исключения возможности заклинивания стружки и повторного резания стружки.
Монолитные спиральные сверла имеют различные хвостовики
рис. 4 – виды хвостовиков сверл
Сверла различают по глубине резания:
- Короткие сверла (короткой серии) до 5D
- Сверла средней длины (средней серии) до 10D
- Сверла длинные (длинной серии) до 15D
- Сверла удлиненные (удлиненной серии) до 30D
Ссылка на видео http://www.youtube.com/watch?v=PjqJmT-pcGQ&feature=youtu.be
2) сверла с напаянными пластинами
рис. 5 – сверло с напайной твердосплавной пластиной
Сверла с напайной пластиной обеспечивают повышенную износостойкость при обработке труднообрабатываемых материалов, а также экономическую целесообразность применения для обработки отверстий большого диаметра, так как их стоимость значительно ниже твердосплавных или сверл с СМП.
Информацию о конических хвостовиках инструмента вы можете почитать здесь:
http://ru.wikipedia.org/wiki/Конус_инструментальный
3) сверла со сменными пластинами
рис. 6 – свёрла с СМП (модульные, перовые)
Сверла с СМП применяют для обработки отверстий в деталях массового и серийного производства, они характеризуются быстрой сменой пластины, что значительно облегчает труд оператору-наладчику станка, за счёт того, что сверло не нужно перетачивать и заново привязывать. Также их используют для обработки глухих отверстий с плоским дном, отверстий с невысокими требованиями по точности.
Виды сверл со сменными пластинами:
а) с несколькими твердосплавными пластинами (периферийной и центральной) – рис. 7
рис. 7 – сверла с СМП
Свёрла со сменными многогранными пластинами применяют для обработки отверстий среднего и большого диаметра небольшой глубины. Также они подходят для плунжерной обработки и некоторых токарных работ (но не все виды сверл): подрезка торца, растачивание отверстий, обтачивание наружной поверхности. Сверла считаются не очень производительными за счет невозможности использовать большую подачу на зуб при сверлении, из-за недостаточной жесткости сверла. Способны обрабатывать неглубокие отверстия глубиной до 5D сверла.
б) с одной пластиной (перовые сверла) – рис. 8
рис. 8 – сверла перовые со сменной пластиной из твердого сплава или HSS
Данный тип сверл является современным аналогом спиральных цельных сверл, они имеют преимущества над спиральными:
1. Один корпус сверла для различных диаметров сверления.
2. Не требует переточки сверла (экономия времени машинного, ресурсов человеческих, расходных материалов для заточного станка и электроэнергии и зарплаты заточника).
3. Большой выбор сплавов, геометрий и износостойких покрытий под различные материалы.
4. Имеют различные типы хвостовиков (WELDON или Конус МОРЗЕ), возможно, закреплять на различных станках.
Данные сверла способны сверлить отверстия глубиной до 32D сверла, но при этом необходимо:
- просверлить пилотное отверстие глубиной до 1-2D сверла такого же диаметра.
- угол при вершине центровочного сверла должен быть равен или чуть больше, чем длинного сверла.
- засверливание производить на пониженной подаче и оборотах для наименьшего увода сверла.
- должно осуществляться увеличенное давление СОЖ через инструмент, для наилучшей эвакуации стружки из зоны резания, в противном случае необходимо производить сверление с отскоком.
Применять твёрдый сплав при глубинах больше 7 диаметров не рекомендуется. Дело в том, что при больших глубинах сверления неизбежно возникают повышенные нагрузки на режущую кромку и вибрации. Твёрдый сплав в силу своей большей хрупкости по сравнению с HSS может не выдержать этих нагрузок и есть риск выкрашивания пластины или её поломки.
в) модульные сверла со сменной пластиной из твердого сплава или HSS
рис. 9 – модульное сверло со сменной головкой из твердого сплава
Модульные свёрла имеют сменную твердосплавную головку, которая по мере износа меняется, также имеют хороший подвод СОЖ через инструмент прямо в зону резания и специальные канавки для эвакуации стружки из зоны резания и отвода тепла от инструмента и заготовки. По своей конфигурации данные сверла можно сравнить с цельными сверлами, они способны обрабатывать отверстия по 9-10 классу точности и с хорошей шероховатостью поверхности (Ra 3,2-6,3 мкм). Сверла работают практически с теми же подачами на зуб, что и монолитные сверла, отличаются высокой производительностью, а также не требуют переточки, что значительно сокращает время на смену инструмента. Данные сверла не способны засверливаться в наклонные поверхности и неровные.
Максимальная глубина обработки данными сверлам до 8D сверла.
4) Сверла для глубокого сверления
Глубокая обработка отверстий до 100D может вестись несколькими инструментам:
а) Эжекторное сверло
Ссылка на видео: http://www.youtube.com/watch?v=Elen711kPwM&feature=youtu.be
Этот вид сверления наиболее предпочтителен при сверлении отверстий на станках с горизонтальной компоновкой шпинделя (токарные станки и обрабатывающие центры).
Эжекторное сверло состоит:
- режущей головки
- наружная штанга
- внутренняя штанга
- патрон
- цанга
- уплотнительная втулка
рис. 10 – эжекторная система сверления
Эжекторное сверление является наиболее современной технологией обработки глубоких отверстий.
Стружка отводится через отверстие штанги и поэтому на сверле нет стружечных канавок, что позволяет, увеличит жесткость инструмента.
Эжекторное сверление рекомендуется применять:
- при обработке материалов, имеющих хорошую обрабатываемость резанием
- станки с горизонтальной компоновкой шпинделя (токарные)
- для крупносерийного и массового производства
Точность отверстия при эжекторном сверлении достигает 9-10 класса и чистота обработанной поверхности 2-3 Ra мкм.
б) Пушечное сверло
Ссылка на видео: http://www.youtube.com/watch?v=t597JqeN_T8&feature=youtu.be
Сверление пушечными сверлами является устаревшим методом обработки глубоких отверстий. Стружка удаляется через V-образную канавку на сверле, поэтому площадь поперечного сечения сверла уменьшается и это влияет на жесткость инструмента.
рис. 11 – сверление пушечным сверлом
Точность отверстия при сверлении пушечными сверлами достигает 9 класса и чистота обработанной поверхности 0,1-3,2 Ra мкм.
Сверление пушечными сверлами рекомендуется применять:
- Обработка отверстий небольшого диаметра
- При возникновении сложности образовании стружки
- Обрабатывающие центры с высокой подачей СОЖ
- Токарные станки с ЧПУ с высокой подачей СОЖ
Другие виды сверл согласно российскому стандарту
рис. 12 — Сверла спиральные из быстрорежущей стали с цилиндрическим хвостовиком по ГОСТ:
4010-77 – короткая серия
10902-77 – средняя серия
886-77 – длинная серия
12122-77 – длинная серия с коротким хвостовиком
8034-76 – малоразмерная серия
рис. 13 — Сверла спиральные из быстрорежущей стали с конусом МОРЗЕ по ГОСТ:
10903-77 – нормальная серия
2092-77 – удлиненная серия
12121-77 – длинная серия
Сверла спиральные из быстрорежущей стали для труднообрабатываемых материалов по ГОСТ:
20697-75 – с коническим хвостовиком средняя серия
20696-75 – с коническим хвостовиком короткая серия
20695-75 – с цилиндрическим хвостовиком средняя серия
Сверла спиральные из быстрорежущей стали для обработки легких сплавов по ГОСТ:
19543-74 – с цилиндрическим хвостовиком средняя серия
19544-74 – с цилиндрическим хвостовиком длинная серия
19545-74 – с цилиндрическим хвостовиком левые сверла
19546-74 – с коническим хвостовиком
19547-74 – с коническим хвостовиком удлиненные
рис. 14 — Сверла шнековые по ТУ:
2-035-948-84 – с цилиндрическим хвостовиком
2-035-426-75 – с коническим хвостовиком
рис. 15 — Сверла спиральные конические с конусностью 1:50 по ГОСТ:
18201-72 – с цилиндрическим хвостовиком
18202-72 – с коническим хвостовиком
рис. 16 — Сверла сборные перовые:
ГОСТ 25524-82 – с цилиндрическим хвостовиком
ТУ 2-035-741-81 – с коническим хвостовиком
рис. 17 — Сверла центровочные комбинированные по ГОСТ 14952-75
рис. 18 — Сверла кольцевые со вставными ножами из быстрорежущей стали по ТУ 2-035-524-76
Сверла твердосплавные по ГОСТ:
22735-77 – спиральные с цилиндрическим хвостовиком
17273-71 – спиральные укороченные
17274-71 – спиральные короткие
17275-71 – спиральные средняя серия
20694-75 – спиральные для труднообрабатываемых материалов короткая серия с цил. хв.
22736-77 – спиральные для труднообрабатываемых материалов с коническим хвостовиком
рис. 19 — Спиральные для сверления отверстий в печатных платах по ГОСТ:
22093-76 – короткая серия
22094-76 – длинная серия
Спиральные для обработки термореактивных пластмасс по ГОСТ:
21418-75 – с цилиндрическим хвостовиком
21419-75 – с коническим хвостовиком
21420-75 – перовые с цилиндрическим хвостовиком
Из какого металла делают сверла по металлу — Moy-Instrument.Ru
Выбор сверл по металлу
Сверла по металлу предназначаются для сверления отверстий в легированной и нелегированной стали, ее различных сплавах, чугуне, в других видах самых разных металлов, а также в особо твердых сортах пластмассы. Кроме того сверла используются для рассверливания уже готовых отверстий и засверливания или, другими словами, для создания несквозных углублений в металле. Чтобы понять, как выбрать сверло по металлу, неплохо будет иметь хотя бы элементарное представление об их классификации, материалах изготовления и конструктивных особенностях разных видов этого режущего инструмента.
Виды сверл по металлу
Сверла по металлу отличаются между собой сразу по нескольким параметрам: способу изготовления, форме хвостовика, сфере применения, ну и разумеется диаметру. Для начала посмотрим, какие бывают сверла по металлу по их конструктивным особенностям. Вот основные их виды:
- Спиральные или винтовые. Такие сверла по металлу отличаются тем, что имеют одинаковый диаметр по всей своей длине и служат для производства как сквозных, так и глухих отверстий. Сверло состоит из рабочей части цилиндрической формы с нанесенными на ней парой винтовых режущих кромок и канавками, по которым отходит стружка.
- Ступенчатые. В отличие от первого вида в нашем списке, эти сверла имеют не цилиндрическую, а коническую форму, благодаря чему с их помощью можно просверлить отверстия разного диаметра без замены режущего инструмента. Главное преимущество ступенчатых сверл заключается в их универсальности, однако, они предназначены для работы в основном лишь с листами металла, так как им не под силу просверлить отверстие в металлической заготовке толще 2 мм.
- Корончатые. Предназначаются для проделывания больших по диаметру отверстий или при сверления нескольких листов металла одновременно, так называемом многослойном проделывании отверстий. Такие сверла отличаются частотой режущих кромок и изготавливаются из быстрорежущей стали.
- Зенкер. Также выполняются в форме конуса. Это те сверла по металлу, какие предназначаются для выполнения зенкерования, то есть такого вида механической обработки резанием, при которой производится обработка, как цилиндрических, так и конических отверстий для увеличения их диаметра.
Следует заметить, что это лишь основные группы сверл, каждая из которых имеет свои подвиды. Так, перед тем как выбрать сверло по металлу, следует определиться какой хвостовик или другими словами, часть сверла, которая закрепляется в патроне подойдет вам лучше. По этому признаку сверла по металлу делятся на три вида: с цилиндрическим хвостовиком, шестигранным и коническим. Первый из них является самым популярным и распространенным, подходит практически ко всем сверлильным инструментам. Сверла с коническим хвостовиком закрепляются вообще без патрона на некоторых типах дрелей или сверлильных станках.
Кроме того по характерным особенностям их изготовления сверла по металлу бывают:
- Цельные. Как и понятно, из названия, такие сверла по металлу изготавливаются из одного материала. К этому виду относятся винтовые сверла.
- Сварные. Отличаются от предыдущего вида тем, что сделаны из двух разных сортов стали. Такой способ изготовления используется для сверл больших диаметров.
- Твердосплавные. Наконечник таких сверл по металлу изготавливается из твердосплавной пластины из специального сплава ВК8 и имеют особый односторонний угол заточки. Такие особенности позволяют сверлу справляться с самыми крепкими металлами. Твердосплавные корпусные сверла позволяют даже менять отработанные пластины, без замены самого сверла.
Как правило, вся необходимая информация о сверлах по металлу наносится на само сверло. Разбираясь в маркировке можно легко выбрать сверла по металлу, какие лучше всего подходят тому или иному виду работ. Кроме того, маркировка сверла подскажет, какой материал ему под силу.
Из какой стали делают сверла по металлу?
Подавляющее большинство режущего по металлу инструмента изготавливается из быстрорежущей стали, которая может иметь разные примеси, такие как: вольфрам, кобальт, хром, ванадий или молибден. О наличии того или иного дополнительного металла в составе быстрорежущей стали можно понять из маркировки сверла. Так, буква М указывает на наличие в сплаве молибдена, буква Ф говорит о том что в сплаве находится не менее 3% ванадия, а если в маркировке присутствует буква Р, то это знак того, что в сплаве есть вольфрам. Следует заметить, что хром и углерод не маркируются.
Что представляет собой быстрорежущая сталь? Это вид стали, который обладает сверхвысокой твердостью, сопротивляемостью к разрушению и выдающейся красностойкостью. Так, обычные углеродистые инструментальные стали не способны обеспечить высокую скорость сверления или резания, а быстрорежущие стали, благодаря легированию вышеуказанными примесями, успешно справляются с такими экстремальными условиями.
Кроме того, о материалах, из которых изготавливаются сверла, кое-что может сказать не только маркировка, но и их цвет. Так, яркий золотистый указывает на то, что сверло покрыто нитритом титана. Такие сверла отличаются долгим сроком службы, благодаря повышенной износостойкости. А черный цвет сверла, например, говорит об обработке его паром, что также улучшает качество режущего инструмента.
Заточка сверла по металлу
Покупать новые сверла каждый раз, когда они затупились, могут позволить себе далеко не все. Тем более, что качественное сверло по металлу, а не дешевая китайская подделка, стоит довольно дорого. Хорошая новость состоит в том, что обладая элементарными навыками и точильным станком, сверло вполне можно заточить и в домашних условиях, избежав таким образом нежелательных финансовых расходов. Даже если у вас дома нет точильного станка, для этой цели подойдет и обычная дрель и точильный круг. При заточке сверла нужно иметь в виду, что обрабатывать следует не только головку сверла, но и всю боковую режущую кромку.
Полный каталог
Сталь для сверла
Сверление – самый распространенный вид работы с материалами в процессе производства и конструирования. А сверла, соответственно – самый распространенный расходный материал электроинструмента. Поэтому вопросы выбора сверл, их особенности и оценка качества работы – самые частые вопросы.
Так сложилось, что сверла по металлу являются наиболее распространенным типом сверл по ряду причин:
- Металл – наиболее часто применяемый конструкционный материал, использующий отверстия для сочленения (клепки, резьбовые соединения и т.д.)
- Данные сверла оптимально работают не только с металлом, но и с рядом других более мягких материалов, таких как дерево.
- Технологические принципы изготовления сверл по различным средам аналогичны технологиям изготовления сверл по металлу.
Поэтому в данной статье мы рассмотрим именно особенности сверл по металлу.
Все хотят, чтобы сверла были качественны. Прежде всего, это значит, чтобы они сверлили долго и быстро. То есть, у сверл есть два основных параметра качества, понятных простому пользователю: скорость сверления (реза) и ресурс работы. При производстве они трансформируются в специализированные технические термины. Этих параметров уже больше, они более узкоспециализированы с точки зрения технического описания, и они более точно описывают характеристики, влияющие на работу сверла.
Так, основными характеристиками, относящимися к стали, применяемой для изготовления сверл, относятся такие показатели, как:
- Твердость. Понятный термин, отвечающий, например, за сохранение остроты заточки режущей кромки, или за то, в какой среде сверло сможет работать. Понятно, что твердость сверла должна существенно превышать твердость обрабатываемого материала, иначе никакого сверления просто не получится.
- Вязкость. Термин вроде бы противоположный понятию твердости, однако, не совсем. Сверло может быть твердым и хрупким. В этом случае, при работе под нагрузками оно может достаточно быстро начать крошиться. Вязкость как раз отражает устойчивость к таким нагрузкам, и оно является противоположным понятию хрупкости.
- Сопротивление на изгиб. Понятно, что в процессе работы сверло может испытывать неосевые нагрузки. И если сверло будет слишком хрупким, то оно сломается даже при незначительных нагрузках. Этот параметр отражает устойчивость к ним.
- Теплостойкость, а точнее для сверл – «красностойкость». В процессе работы, сверло подвергается очень сильному разогреву. В процессе этого, происходит отпускание стали, и, соответственно, ухудшение показателей твердости. Красностойкость как раз отвечает за сохранение прочностных характеристик в течение длительного времени работы при определенной температуре.
Как видим, все эти характеристики в первую очередь относятся к характеристикам стали, используемой при изготовлении сверл.
В самом начале развития технологий режущего инструмента для изготовления сверл применялась углеродистая сталь, обладающая хорошими показателями твердости. Однако минусом такой стали было то, что такие сверла можно применять только на малой скорости вращения. При повышении скорости, сверло перегревалось, и сверло приходило в негодность. С развитием технологий, на смену углеродистым сталям пришли высоколегированные стали, доля легирующих элементов в которых превышает 10% (а может доходить и до 50%). Такие инструментальные стали, разработанные специально для сохранения твердости в условиях высоких температур и повышенных нагрузок, относят к классу быстрорежущих сталей. Этот класс часто обозначают аббревиатурой HSS-стали (highspeedsteel). Внутри этого класса существует градация в зависимости от долей содержания основных легирующих элементов:
Описывая общее понимание, можно сказать, что чем выше доля легирующих элементов (в определенном диапазоне), тем выше показатели твердости стали. Правда обратной стороной этого является увеличение стоимости.
Несколько усложняет картину тот факт, что при различном процентном соотношении элементов и различных методах закалки, сталь (как сплав) образует различные фазовые состояния, которые имеют разные показатели твердости, вязкости, сопротивления ударным нагрузкам и т.д. В итоге, комбинирование соотношения легирующих элементов позволяет получить оптимальное сочетание требуемых параметров и цены.
Наиболее высококачественным из распространенных марок сталей, применяемых для изготовления сверл, считается сталь класса Р6М5 по стандарту, принятому в России и ряде других стран. Эта аббревиатура быстрорежущих сталей в названии отражает содержание основных легирующих элементов: Вольфрама и Молибдена. Существуют также более узкие марки стали, входящие в данный класс, которые имеют дополнительные индексы, показывающие содержание дополнительных элементов. Например, сталь Р6М5К5 дополнительно содержит кобальт. Надо отметить, что добавление кобальта существенно улучшает характеристики стали, и сверла из такой стали сверлят дольше, чем сверла из стали без добавления кобальта. Но при этом, стоимость таких сверл растет в разы. Поэтому наряду с дорогостоящими «кобальтовыми» сверлами, производители используют различные вариации соотношения элементов Вольфрама и Молибдена, чтобы приблизиться к показателям твердости «кобальтовых» без существенного удорожания цены.
Также для таких целей используются различные виды постобработки изготовленных сверл. Одним из таких видов является покрытие сверл титан-нитридным слоем. Такие сверла по ресурсу работы приближаются к «кобальтовым», но при этом, цена на них – существенно ниже. Подробнее о постобработке мы расскажем в следующих статьях.
Здесь же подытоживая, повторим, что внутри сталей класса Р6М5 даже без дополнительных легирующих элементов есть несколько семейств, которые отличаются соотношением долей Вольфрама, Молибдена, а также Хрома и Ванадия. Как уже говорилось, это влияет на характеристики стали, но и на цену также.
Сталь, применяемая в сверлах АТАКА, имеет следующие диапазоны соотношения легирующих элементов (сталь М2 по классификации производителя):
Эта сталь по своей твердости и прочности обладает лучшими характеристиками внутри класса Р6М5, выше которых идет только сталь с Кобальтом.
Об особенностях технологии изготовления сверл, постобработке и заточке – в наших следующих статьях.
Какие сверла по металлу самые лучшие. Делаем правильный выбор
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.
Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.
Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.
Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.
Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.
При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.
Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.
По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.
Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.
Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.
Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.
Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.
Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Заключение
Какие свёрла по металлу лучше покупать зависит от многих обстоятельств:
- Если необходимо просверлить несколько отверстий в очень тонком и мягком металле, то достаточно приобрести дешёвый бурав, который справиться с работой.
- При профессиональном использовании, совершенно не выгодно приобретать дешёвые свёрла. Низкого качества продукция может привести к браку и к значительным временным затратам на частую замену некачественного режущего инструмента.
Сверлим металл, какое свело по металлу выбрать
Сверление металлов: как сверлить металл
Самостоятельно заниматься этим – не наиболее славная деятельность, я более предпочитаю обрабатывание древесины, однако, в ежедневном семейном обиходе приходится этим заниматься. Так каким же образом сверлится железо? Что же для этого следует предпринять? Обо всем этом расскажем в нашей заметке.
Свело по металлу — согласно металлу
Выделяют огромное количество сверл: от абсолютно махонького (0,5 мм) вплоть до абсолютно крупного (80 мм). Зачастую применяется несколько сверл 0,1 мм, существенно реже применяются сверла с шажком 0,05 мм. Подобным способом, практически постоянно допускается высверлить отверстие того диаметра, что нам необходим.
Обычная протяженность сверла, к примеру, диаметром 6 – 90 миллиметров. Порой обычной длины мало и в этом случае следует купить вытянутое сверло – 140 мм. Кроме того акцентируем внимание, что стоимость подобного сверла значительно больше.
Широкой популярностью пользуются свело по металлу из особого вида стали Р6М5, существенно меньше применяются сверла — Р18. В случае, когда сплав имеет краску, к наименованию на упаковке прибавляют «К» — Р6М5К5. В отдельных инструментах существует тнитрит-титановое покрыьтие, они сверху золотые. В случае если необходимо сверлить весьма жесткий сплав, следует употреблять сверла из жестких сплавов с особой напайкой на краешке.
Левые сверла, сверла скрученные в левую сторону, используются с целью сломанных изнутри железных болванок шпилек винтов. Подобные сверла используются не очень часто, как правило, в процессе починки авто и иного оборудования. Стоимость подобных инструментов довольно завышена.
Так же необходимо приостановиться на ступенеобразном сверле по различным металлам. Данное свело по металлу применяют с целью просверливания отверстий диаметром от 4 до 36 мм в листовом сплаве. Небольшой железный листок, который допускается проделывать подобным сверлом – 5 мм. Ступенчатое сверло производится из быстрорежущей стали, кобальтовое напыление делает лучше износоустойчивость и защищает от ржавчины. Подобное свело по металлу похоже на елочку с шажком 2 мм.
Теперь рассмотрим хвостовики сверл. Более известная обыкновенная электродрель имеет патрон, который зажимает сверла диаметром 1,5 – 13 мм с обыкновенным трубчатым хвостовиком:
• если необходимо высверлить проход с наименьшим поперечником, в таком случае следует дооборудовать электродрель специальным патроном для очень маленьких диаметров;
• если необходимо подготовить отверстие более 13 мм, в таком случае понадобится электродрель с промотанным хвостовиком, в таком случае диаметр хвостовика достаточно меньше поперечника разрезающей части.
Отверстия в особенности крупных диаметров производятся на специализированных станках. В данном случае применяются сверла с коническим хвостовиком. Дрели, позволяющие применение конических хвостовиков попадаются весьма нечасто.
Приобретая свело по металлу стремитесь выбрать качественные товары у проверенных продавцов здесь можно купить сверла по металлу с гарантией по качеству и в широком ассортименте.
О ХОДЕ СВЕРЛЕНИЯ МЕТАЛЛА
Сверление сплава выполняется в низких (вплоть до 500 — 1000/мин) оборотах. При другом варианте сверло стремительно затупится. Пред сверлением предпочтительно использовать кирном (накернивание дыры), Для того чтобы буравчик не сдвигался при начале сверлительных работ. Приступайте к высверливанию весьма медленно и бережно.
Чтобы провертывалось проще, рекомендовано окунуть кончик сверла в механическую смазку либо залить механическую смазку в место кернения. Данное облегчит процедуру порезки сплава и посодействует остыванию сверла. Другой вариант, механическое масло — специализированная смесь либо мыльная водичка.
Если вам необходимо ажурное отверстие, особенный интерес необходимо уделить окончательной фазе сверления отверстия. В выходе отверстия имеет возможность сформироваться заусеница, из-за того, что буравчик зацепится побочными резцами, из-за этого случится неожиданная блокировка сверла, а кроме того весьма вероятно его сломать. В уклонение вышеизложенного под железную болванку предпочтительно размещать с крепкой установкой пластинки меньшей жесткости, а непосредственно процедуру создания отверстия завершать с небольшой подачей.
Отверстия крупного размера бурить желательно поэтапно. Проделывать дыры деликатным сверлом, со временем рассверливая его вплоть до огромного поперечника: к примеру, довольно огромное отверстие 11 мм сверлим таким образом: 4 мм, 8 мм, 11 мм.
При сверлении сплава необходимо точно наблюдать за вертикалью сверления. Следовательно, пользуйтесь особыми проставками, а правильнее особой обращающей для сверления.
Чаще всего доводится бурить сплав, однако случается, что следует осуществлять высверливание прочих металлов. С каковыми трудностями здесь допускается встретиться?
• При сверлении алюминия микростружка имеет способность оплетать буравчик, препятствовать его прониканию в глубину и увеличивать проход. Для того чтобы исключить это необходимо в процессе сверления алюминия непременно используйте остужающий раствор и чаще вынимайте сверло с целью очистки.
• Простой темный чугунок можно сверлить довольно легко и без смазывания и охлаждения, однако случаются изъяны рядом с местом сверления не элементарного, а прочного сероватого чугуна – их буравят особыми сверлами из жестких сплавов.
• Белый чугунок – достаточно прочное упругое сырье и сверлится оно только прочными сверлами.
Какие параметры нужно учитывать при выборе сверл по металлу
При работе с электроинструментами в домашних условиях внимание требуется уделять оснастке. Если используется дрель, а работать нужно металлическими деталями, понадобится сверло по металлу. Требуется уметь выбирать качественную и подходящую оснастку, чтобы не платить дважды.
Конструкция и функциональные особенности
Сверла по металлу используются не только для сверления металлических деталей и заготовок. Они применяются для создания отверстий в пластике, дереве и керамике. Конструкция таких свёрл состоит из трёх частей:
- Рабочая часть. Имеет определённую заточку, благодаря которой создаются отверстия.
- Поверхность для выведения стружки при сверлении.
- Хвостовик, с помощью которого режущий инструмент закрепляется в патроне дрели, перфоратора или шуруповерта.
При использовании сверла по металлу патрон должен располагаться строго перпендикулярно обрабатываемой заготовке. При наличии небольшого отклонения увеличивается риск раскола оснастки или её заклинивания в детали.
Классификация
В магазинах присутствуют различные виды сверл по металлу. Они различаются по материалу изготовления, размерам, конструкции. Для их разделения используется специальная классификация. Домашнему мастеру нужно знать, какие бывают сверла и в каких целях они используются.
Спиральные
Спиральные инструменты для создания отверстий являются самыми популярными среди другой оснастки дрелей, перфораторов и шуруповёртов. Представляют собой цилиндрический стержень из металла, меньшую часть которого занимает хвостовик, а большую часть — спиральная заточка для сверления. Нарезанные на цилиндре канавки созданы для того, чтобы при работе стружка выходила из отверстия наружу. Существует три разновидности конструкции спиральной оснастки:
- Классическое сверло по металлу в форме цилиндра с заточкой по всему диаметру. Используются на производстве и в домашних целях.
- Левосторонняя оснастка. Предназначается для высверливания сломанных крепёжных элементов из отверстий.
- Свёрла высокой точности. С их помощью создаются отверстия с минимальной погрешностью.
Этот вид свёрл по металлу является самым многочисленным и распространённым.
Конические ступенчатые
Представляют собой специальные буравчики, которые имеют коническую форму и ступенчатые элементы на рабочей части. Их используют для сверления тонколистового металла, доработки готовых отверстий. Если цвет сверл золотой, значит они подходят для сверления материалов с высокой плотностью.
Корончатые кольцевые фрезы
Представляют собой пустотелую коронку. По окантовке окружности располагаются зубья одного размера, которые нужны для создания отверстий большого диаметра в тонколистовом металле. Стружка, которая появляется при сверлении, выходит через полость трубки.
Перовые
Представляют собой специальную оснастку для создания ровных цилиндрических отверстий. На металлическом стержне закрепляются пластинки, которые являются «перьями». Созданное углубление не будет иметь перекоса или дефектов по внутренней части.
Особенности выбора
Чтобы выбрать лучшее сверло по металлу, необходимо обращать внимание на ряд факторов. О каждом из них стоит поговорить отдельно.
Какой материал лучше
Многие мастера не знают, какой материал используется при изготовлении сверл. Чтобы сверлить заготовки, материал должен быть твёрже самого изделия.
Основной материал для изготовления оснастки в сверлильном оборудовании — быстрорежущая сталь. Отмечается на импортной оснастке буквами P и HSS.
Дополнительно на оснастке указываются другие буквы. Они обозначают сторонние металлы в составе. Качественная оснастка маркируется буквой «К». Она обозначает содержание кобальта в составе основного металла. Чем больше процентное содержание этого материала, тем прочнее оснастка.
Выбираем по цвету
В строительных магазинах можно найти режущие инструменты разного цвета. Однако не многие люди задумываются о том, что эта особенность влияет на характеристики оснастки. Например, если цвет сверла чёрный, значит при его изготовлении использовался перегретый пар. Плюсом такого способа обработки является повышенный показатель износоустойчивости.
Если у режущего инструмента золотой оттенок, значит такая оснастка обладает повышенным показателем прочности. При обработке такой оснастки используется нитрид титана. Тусклый золотой оттенок говорит о том, что режущий инструмент практически не имеет внутреннего напряжения. Цвет плохого качества оснастки — серый.
Маркировка
Чтобы понимать, какую оснастку лучше выбрать, нужно разбираться в маркировке сверл по металлу. Инструменты зарубежных производителей имеют такие обозначения:
- HSS G Co. Предназначаются для работы с металлическими изделиями прочностью в 1100 Н/мм2. Это может быть нержавейка, легированная или углеродистая сталь.
- HSS R или HSS G. Самые распространённые свёрла, которые предназначаются для работы с материалами прочностью не более 900 Н/мм2.
- HSS-G TiAN/TiN. Износоустойчивая оснастка, которая покрывается слоем нитрида титана. Такие изделия устойчивы к коррозийным процессам.
Дополнительно указывается производитель, размер сверла, класс точности.
Угол заточки
При определении угла заточки требуется пользоваться специальными таблицами, которые можно найти в интернете. Оптимальный показатель для спиральных сверл — 116–118°. Когда режущая часть затупилась, а сверло дорогое, можно отдать его на переточку в специализированную мастерскую.
Размер
Диаметр сверла изготавливается согласно стандартам государства. Этот параметр описан в ГОСТ 885–77. Существуют специальные таблицы, в которых приводится соотношение размеров между собой. Диаметр начинается от 1 мм и заканчивается 16 для спиральных свёрл. Длина начинается от 56 мм и доходит до 205 мм. Существуют специальные удлинённые сверла. Длина рабочей части может достигать 128 мм. Характеристики сверл по металлу и его размер указываются на хвостовике.
Сверла по металлу
Домашние мастера нередко сталкиваются с необходимостью просверливания отверстий в металлических изделиях, и большинство из них так или иначе знакомы с этой операцией. Процесс оформления отверстий с первого взгляда несложен, но для получения качественного результата мастеру следует придерживаться некоторых правил. В предлагаемой статье будет приведена информация о том, какими бывают сверла по металлу, как правильно подобрать сверлильный инструмент перед вступлением в работу, о видах буравов, и другие полезные факты, которые помогут понять мастеру все о сверлах.
Конструктивные особенности
В зависимости от конструктивных особенностей и своей функциональной принадлежности, весь сверлильный инструмент подразделяется на несколько характерных видов. Так, по своему назначению, выделяют нижеперечисленные виды сверл:
- для сверловки органического стекла;
- бетонных изделий;
- керамических деталей;
- древесины;
- пластиковых компонентов;
- буравчики для сверления по металлу.
Конструкция сверла – это главный отличительный признак соответствующего вида буравов от других его «собратьев». Различаться могут следующие основные части сверла:
- режущая часть буравчика;
- хвостовик;
- рабочая поверхность, выполняющая также и функцию вывода стружки из просверленного прохода.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится. Информацию о зависимости цвета бурава от того, из чего делают сверла по металлу, можно будет найти в главах ниже.
Виды сверл по металлу
Понимание видов буравов поможет мастеру определиться и сделать выбор в пользу наилучшей модели сверлильного изделия.
Различают следующие виды сверл по металлу:
- Спиральные – это стандартные сверла, имеющие цилиндрическую форму и изготовленные, в основном, из высококачественной стали марки HSS. Крупное сверло такого типа может достигать 80 мм в диаметре. Применение буравчиков этого вида наиболее распространено при выполнении сверлильных работ по металлу ввиду их повышенной прочности и долговечности. Конструкция спирального бурава выполнена так, что кромки рабочей поверхности имеют угол заточки по отношению друг к другу, равный 118±30º.
- Конические, или ступенчатые – буравчики, которые имеют коническую форму рабочей поверхности. Таким сверлильным приспособлением можно сделать отверстие в тонколистовом металле с толщиной до 2 мм или исправить уже готовое дефективное отверстие, полученное в результате работы другими инструментами. Буравы с золотой окраской подходят для оформления отверстий в изделиях высокой плотности.
- Корончатые (кольцевые) фрезы – это сверлильные инструменты в виде полой коронки с плотным набором зубьев для оформления отверстий в тонком металле, в т.ч. отверстий, с диаметром более 30 мм. Отвод металлической стружка при использовании такого бурава происходит в полость трубки, что позволяет формировать отверстия на большую глубину без извлечения из лунки буравчика. Инструмент этого вида позволяет выполнить сверловку с более качественным краем, а малая площадь соприкосновения бурава с поверхностью металла обеспечивает экономию электроэнергии, что еще больше привлекает к себе внимание сверлильщиков.
- Перовые сверла – инструменты для сверловки, имеющие сменные рабочие пластины, которые дают возможность получить глубокие идеально ровные отверстия. Перовое плоское сверло позволяет вырезать отверстие с полным отсутствием перекоса, а также выполнить отверстие большого сечения. За счет низкой стоимости, эти изделия привлекают к себе внимание очень многих мастеров.
- Длинные сверла по металлу – это специальные удлиненные сверла по металлу, позволяющие выполнить глухие или сквозные отверстия с глубиной более 5-ти диаметров бурава. Несмотря на низкую производительность таких буравчиков, их конструкция предполагает наличие 2-х винтовых канала, по которым должна стекать охлаждающая эмульсия. Существуют также супердлинные сверла по металлу, которые позволяют просверлить отверстие в металлах, имеющих твердость 1300 Н/мм2.
- Центровочные сверла – многофункциональные буравчики для оформления отверстий в металле, используемых для последующего закрепления детали в центрах сверлильного оборудования. Отверстие, выполненное при помощи центровочного буравчика, имеет ось со строгим углом к детали, равным 90º. Радиус центровочных буравов может быть от 0,25 до 5,0 мм.
- Резьбовые сверла по металлу – сверлильное приспособление для нарезки отверстий заданного диаметра с элементами резьбы.
- Левосторонние сверла – это целевые буравы, применяемые для выкручивания сломавшихся или застрявших метизов.
- Высокоточные сверла – сверлильный инструмент, позволяющий добиться высокой точности выполнения работ. Класс подобного буравчика по металлу идентифицируется по буквенно-цифровой комбинации А1, в соответствии с чем и определяется его заведомо высокая цена.
Классы точности и размеры сверл
В зависимости от квалитета точности отверстия, различают 3 класса точности буравов:
- Сверла повышенной точности А1 – сверловка отверстий 10-13 квалитетов точности. Этот класс точности сверла, нанесенный на плоскости буравчика, сориентирует мастера при выборе инструмента повышенной прочности.
- Нормальной точности В1 – для отверстий до 14 степени точности.
- Нормальной точности В – для сверловки отверстий до 15 квалитета точности.
Размеры сверл по металлу, представленные на современном рынке предложений, имеют очень большой разбег, но, опираясь на основные ГОСТы, можно выделить 3 основные категории, представленные в таблице:
Таблица размеров сверл— Обработка
Таблица размеров сверл содержит список сверл стандартного размера в нескольких системы измерения, включая дробные, метрические, номера калибра проводов и буквенные. Десятичный эквиваленты диаметров показаны как в английских, так и в метрических единицах. Дробные размеры измеряется в дюймах, а метрические размеры — в миллиметрах. Калибр и буква провода Системы относятся к диаметрам инструмента, которые увеличиваются при уменьшении калибра проволоки с # 107 до # 1 и затем продолжается от А до Я.Таблица размеров сверл содержит инструменты диаметром до 1,5 дюймов, но обычно используются и более крупные инструменты.
Загружаемые версии:| английский | Метрическая |
Стандарт размера сверла: Дробный Письмо Калибр провода Метрическая
| Размер сверла | Диаметр (дюйм) | Диаметр (мм) | ||||||
|---|---|---|---|---|---|---|---|---|
| № 107 | 0.0019 | 0,0483 | ||||||
| 0,05 мм | 0,0020 | 0,0500 | ||||||
| # 106 | 0,0023 | 0,0584 | ||||||
| # 105 | 0,0027 | 0,0686 | ||||||
| 0,0787 | ||||||||
| # 103 | 0,0035 | 0,0889 | ||||||
| # 102 | 0,0039 | 0,0991 | ||||||
| 0,1 мм | 0.0039 | 0,1000 | ||||||
| # 101 | 0,0043 | 0,1092 | ||||||
| # 100 | 0,0047 | 0,1194 | ||||||
| # 99 | 0,0051 | 0,1295 | ||||||
| 0,1295 | ||||||||
| 0,1397 | ||||||||
| # 97 | 0,0059 | 0,1499 | ||||||
| # 96 | 0,0063 | 0,1600 | ||||||
| # 95 | 0,0067 | 0.1702 | ||||||
| # 94 | 0,0071 | 0,1803 | ||||||
| # 93 | 0,0075 | 0,1905 | ||||||
| 0,2 мм | 0,0079 | 0,2000 | ||||||
| # 92 9007 | ||||||||
| # 91 | 0,0083 | 0,2108 | ||||||
| # 90 | 0,0087 | 0,2210 | ||||||
| # 89 | 0,0091 | 0,2311 | ||||||
| # 88 | 0.0095 | 0,2413 | ||||||
| # 87 | 0,0100 | 0,2540 | ||||||
| # 86 | 0,0105 | 0,2667 | ||||||
| # 85 | 0,0110 | 0,2794 | 0,0110 | 0,2794 | ||||
| 0,2921 | ||||||||
| 0,3 мм | 0,0118 | 0,3000 | ||||||
| # 83 | 0,0120 | 0,3048 | ||||||
| # 82 | 0,0125 | 0.3175 | ||||||
| # 81 | 0,0130 | 0,3302 | ||||||
| # 80 | 0,0135 | 0,3429 | ||||||
| # 79 | 0,0145 | 0,3680 | ||||||
| 0,09 0,09 дюйма 0,3969 | ||||||||
| 0,4 мм | 0,0158 | 0,4000 | ||||||
| # 78 | 0,0160 | 0,4064 | ||||||
| # 77 | 0,0180 | 0.4572 | ||||||
| 0,5 мм | 0,0197 | 0,5000 | ||||||
| # 76 | 0,0200 | 0,5080 | ||||||
| # 75 | 0,0210 | 0,5334 | 0,0210 | 0,5334 | ||||
| 0,02 0,57 | ||||||||
| 0,6 мм | 0,0236 | 0,6000 | ||||||
| # 73 | 0,0240 | 0.6096 | ||||||
| # 72 | 0,0250 | 0.6350 | ||||||
| # 71 | 0,0260 | 0,6604 | ||||||
| 0,7 мм | 0,0276 | 0,7000 | ||||||
| # 70 | 0,0280 | 0,7112 | 0,0280 | 0,7112 | ||||
| # 69292 | 0,09 | |||||||
| # 68 | 0,0310 | 0,7874 | ||||||
| 1/32 дюйма | 0,0313 | 0,7938 | ||||||
| 0,8 мм | 0,0315 | 0.8000 | ||||||
| # 67 | 0,0320 | 0,8128 | ||||||
| # 66 | 0,0330 | 0,8382 | ||||||
| # 65 | 0,0350 | 0,8890 | ||||||
| # 64 | 0,0360 | 0,9144 | ||||||
| # 63 | 0,0370 | 0,9398 | ||||||
| # 62 | 0,0380 | 0,9652 | ||||||
| # 61 | 0.0390 | 0,9906 | ||||||
| 1 мм | 0,0394 | 1,0000 | ||||||
| # 60 | 0,0400 | 1,0160 | ||||||
| # 59 | 0,0410 | 1,0414 | ||||||
| 0,0410 | 1,0414 | |||||||
| 1,0668 | ||||||||
| # 57 | 0,0430 | 1,0922 | ||||||
| 1,1 мм | 0,0433 | 1,1000 | ||||||
| # 56 | 0.0465 | 1,1811 | ||||||
| 3/64 дюйма | 0,0469 | 1,1906 | ||||||
| 1,2 мм | 0,0472 | 1,2000 | ||||||
| 1,3 мм | 0,0512 | 1,3000 | 0,0520 | 1,3208 | ||||
| # 54 | 0,0550 | 1,3970 | ||||||
| 1,4 мм | 0,0551 | 1,4000 | ||||||
| 1,5 мм | 0.0591 | 1,5000 | ||||||
| # 53 | 0,0595 | 1,5113 | ||||||
| 1/16 дюйма | 0,0625 | 1,5875 | ||||||
| 1,6 мм | 0,0630 | 1,6000 9000 | 0 0,0635 | 1,6129 | ||||
| 1,7 мм | 0,0669 | 1,7000 | ||||||
| # 51 | 0,0670 | 1,7018 | ||||||
| # 50 | 0.0700 | 1.7780 | ||||||
| 1,8 мм | 0,0709 | 1,8000 | ||||||
| # 49 | 0,0730 | 1,8542 | ||||||
| 1,9 мм | 0,0748 | 1,9000 | ||||||
| 1,9000 | ||||||||
| 1,9304 | ||||||||
| 5/64 дюйма | 0,0781 | 1,9844 | ||||||
| # 47 | 0,0785 | 1,9939 | ||||||
| 2 мм | 0.0787 | 2,0000 | ||||||
| # 46 | 0,0810 | 2,0574 | ||||||
| # 45 | 0,0820 | 2,0828 | ||||||
| 2,1 мм | 0,0827 | 2,1000 | ||||||
| 2,1000 | ||||||||
| 2,1844 | ||||||||
| 2,2 мм | 0,0866 | 2,2000 | ||||||
| # 43 | 0,0890 | 2,2606 | ||||||
| 2,3 мм | 0.0906 | 2,3000 | ||||||
| # 42 | 0,0935 | 2,3749 | ||||||
| 3/32 дюйма | 0,0938 | 2,3813 | ||||||
| 2,4 мм | 0,0945 | 2.416000 | 2,4384 | |||||
| # 40 | 0,0980 | 2,4892 | ||||||
| 2,5 мм | 0,0984 | 2,5000 | ||||||
| # 39 | 0.0995 | 2.5273 | ||||||
| # 38 | 0.1015 | 2.5781 | ||||||
| 2,6 мм | 0.1024 | 2.6000 | ||||||
| # 37 | 0.1040 | 2.6416 | 2.6416 | 2,7000 | ||||
| # 36 | 0,1065 | 2,7051 | ||||||
| 7/64 дюйма | 0,1094 | 2,7781 | ||||||
| # 35 | 0.1100 | 2,7940 | ||||||
| 2,8 мм | 0,1102 | 2,8000 | ||||||
| # 34 | 0,1110 | 2,8194 | ||||||
| # 33 | 0,1130 | 2,87014 0 | 0,1130 | 2,870140 | 0 0,11 | |||
| # 32 | 0,1160 | 2,9464 | ||||||
| 3 мм | 0,1181 | 3,0000 | ||||||
| # 31 | 0.1200 | 3,0480 | ||||||
| 3,1 мм | 0,1221 | 3,1000 | ||||||
| 1/8 дюйма | 0,1250 | 3,1750 | ||||||
| 3,2 мм | 0,1260 | 3,2000 | ||||||
| 3,2639 | ||||||||
| 3,3 мм | 0,1299 | 3,3000 | ||||||
| 3,4 мм | 0,1339 | 3,4000 | ||||||
| # 29 | 0.1360 | 3,4544 | ||||||
| 3,5 мм | 0,1378 | 3,5000 | ||||||
| # 28 | 0,1405 | 3,5687 | ||||||
| 9/64 дюйма | 0,1406 | 3,5719 | 9 900 мм 0,14173,6000 | |||||
| # 27 | 0,1440 | 3.6576 | ||||||
| 3,7 мм | 0,1457 | 3,7000 | ||||||
| # 26 | 0.1470 | 3,7338 | ||||||
| # 25 | 0,1495 | 3,7973 | ||||||
| 3,8 мм | 0,1496 | 3,8000 | ||||||
| # 24 | 0,1520 | 3,9000 | ||||||
| # 23 | 0,1540 | 3,9116 | ||||||
| 5/32 дюйма | 0,1563 | 3,9688 | ||||||
| # 22 | 0.1570 | 3,9878 | ||||||
| 4 мм | 0,1575 | 4,0000 | ||||||
| # 21 | 0,1590 | 4,0386 | ||||||
| # 20 | 0,1610 | 4,08914 9000 9000 | 0,1610 | 4,08914 9000 9000 | 0,1610 | 4,08914 9000 | 0,16 | 4,1000 |
| 4,2 мм | 0,1654 | 4,2000 | ||||||
| # 19 | 0,1660 | 4,2164 | ||||||
| 4,3 мм | 0.1693 | 4,3000 | ||||||
| # 18 | 0,1695 | 4,3053 | ||||||
| 11/64 дюйма | 0,1719 | 4,3656 | ||||||
| # 17 | 0,1730 | 4,3 | 9 9009 0,1730 | 4,3 | 9 900 мм 0,1732 | 4,4000 | ||
| # 16 | 0,1770 | 4,4958 | ||||||
| 4,5 мм | 0,1772 | 4,5000 | ||||||
| # 15 | 0.1800 | 4,5720 | ||||||
| 4,6 мм | 0,1811 | 4,6000 | ||||||
| # 14 | 0,1820 | 4,6228 | ||||||
| # 13 | 0,1850 | 4,7990 | ||||||
| 4,799000 | ||||||||
| 4,7000 | ||||||||
| 3/16 дюйма | 0,1875 | 4,7625 | ||||||
| 4,8 мм | 0,1890 | 4,8000 | ||||||
| # 12 | 0.1890 | 4,8006 | ||||||
| # 11 | 0,1910 | 4,8514 | ||||||
| 4,9 мм | 0,1929 | 4,9000 | ||||||
| # 10 | 0,1935 | 4,9149 | 4,9149 | 0,194,9784 | ||||
| 5 мм | 0,1969 | 5,0000 | ||||||
| # 8 | 0,1990 | 5,0546 | ||||||
| 5,1 мм | 0.2008 | 5.1000 | ||||||
| # 7 | 0.2010 | 5.1054 | ||||||
| 13/64 дюйма | 0.2031 | 5.1594 | ||||||
| # 6 | 0.2040 | 5.1816 | 5.2000 | |||||
| # 5 | 0.2055 | 5.2197 | ||||||
| 5,3 мм | 0.2087 | 5.3000 | ||||||
| # 4 | 0.2090 | 5.3086 | ||||||
| 5,4 мм | 0,2126 | 5,4000 | ||||||
| # 3 | 0,2130 | 5,4102 | ||||||
| 5,5 мм | 0,2165 | 5,5000 | 913||||||
| 0,2188 | 5,5563 | |||||||
| 5,6 мм | 0,2205 | 5,6000 | ||||||
| # 2 | 0,2210 | 5,6134 | ||||||
| 5,7 мм | 0.2244 | 5.7000 | ||||||
| # 1 | 0,2280 | 5,7912 | ||||||
| 5,8 мм | 0,2284 | 5,8000 | ||||||
| 5,9 мм | 0,2323 | 5. | 0 | |||||
| 15/64 дюйма | 0,2344 | 5,9531 | ||||||
| 6 мм | 0,2362 | 6,0000 | ||||||
| B | 0.2380 | 6,0452 | ||||||
| 6,1 мм | 0,2402 | 6,1000 | ||||||
| C | 0,2420 | 6,1468 | ||||||
| 6,2 мм | 0,2441 | 6,2000 | ||||||
| 6,2000 | ||||||||
| 6,3 мм | 0,2480 | 6,3000 | ||||||
| 1/4 дюйма | 0,2500 | 6,3500 | ||||||
| E | 0.2500 | 6,3500 | ||||||
| 6,4 мм | 0,2520 | 6,4000 | ||||||
| 6,5 мм | 0,2559 | 6,5000 | ||||||
| F | 0,2570 | 6,5278 | ||||||
| 6,5278 | ||||||||
| 0,25 6,6000 | ||||||||
| G | 0,2610 | 6,6294 | ||||||
| 6,7 мм | 0,2638 | 6,7000 | ||||||
| 17/64 дюйма | 0.2656 | 6,7469 | ||||||
| H | 0,2660 | 6,7564 | ||||||
| 6,8 мм | 0,2677 | 6,8000 | ||||||
| 6,9 мм | 0,2717 | 6. | 0,2717 | 6.9109 | 0,2717 | 6.0 | ||
| 7 мм | 0,2756 | 7,0000 | ||||||
| J | 0,2770 | 7,0358 | ||||||
| 7,1 мм | 0.2795 | 7,1000 | ||||||
| K | 0,2810 | 7,1374 | ||||||
| 9/32 дюйма | 0,2813 | 7,1438 | ||||||
| 7,2 мм | 0,2835 | 7,2000 | 7,2000 | 7,3000 | ||||
| L | 0,2900 | 7,3660 | ||||||
| 7,4 мм | 0,2913 | 7,4000 | ||||||
| M | 0.2950 | 7,4930 | ||||||
| 7,5 мм | 0,2953 | 7,5000 | ||||||
| 19/64 дюйма | 0,2969 | 7,5406 | ||||||
| 7,6 мм | 0,2992 | 3
Метрические и британские размеры [Плюс кое-что получше!]
Если вам просто нужна простая таблица метчиков в метрических и британских размерах, или PDF-файл, который вы можете распечатать и опубликовать в своей мастерской, прокрутите вниз .Но, прежде чем вы это сделаете, разве вы не хотели бы услышать о чем-то, что намного лучше во всех отношениях? Что-то, что снизит вероятность того, что вы сломаете кран? Что-то более современное, чем простая диаграмма?
Позвольте нам помочь, и, кстати, это тоже совершенно бесплатно !
Что может быть лучше таблицы размеров сверл?
Не заблуждайтесь: иметь хорошую таблицу размеров сверл (иногда называемую «индексом сверления») — это действительно очень удобно.Если у него есть информация о том, какой размер спирального сверла использовать для нарезания резьбы, тем лучше. Но в наш век компьютеров и Интернета вы можете добиться большего.
Newsflash: для метчика не бывает одного размера сверла
Начнем с важного факта — не существует только одного размера сверла, подходящего для данного размера метчика. Есть несколько. Более того, размер, рекомендуемый в большинстве таблиц размеров сверл, очень часто не является лучшим размером для использования. То же самое касается размера, рекомендованного для смесителя, и даже размера, рекомендованного производителем смесителя.Каждый раз, когда вы видите, что рекомендуется только один размер, вы знаете, что можете добиться большего — один размер не подходит всем, когда дело доходит до постукивания. Как это может быть? На самом деле это довольно просто. Чтобы узнать, какой размер сверла подходит для вашего конкретного случая нарезания резьбы, вам необходимо подумать, какой процент резьбы вам нужен, когда вы закончите нарезание резьбы.
Что такое процент нитей и почему?
Представьте себе полностью сформированную внутреннюю резьбу. Каждая нить поднимается от впадины к вершине.Теперь предположим, что вы выполнили спиральное сверло в отверстии и сбрили некоторые вершины. В любом случае они довольно нежные и быстро стираются. На самом деле они дают удивительно небольшую силу. Kennametal утверждает, что 100% нить только на 5% прочнее 75%. Но вот что самое интересное: эта 100% -ная резьба требует в 3 раза большей мощности для нажатия! Какое тебе дело? Потому что, во-первых, именно сила нажатия ломает краны. Получение 95% прочности при 1/3 усилия на метчике означает, что у вас значительно меньше шансов сломать метчик в отверстии.Теперь мы все знаем, что происходит, когда мы ломаем кран, верно? Моряки выбегут из магазина, если услышат язык, который мы используем в этом случае. Это просто не очень приятно. Но нормально ли иметь менее 100% потоков? Фактически, на этом настаивают многие органы по стандартизации. Например, американские национальные и унифицированные спецификации резьбы предусматривают максимум 83 1/3% резьбы. Эти спецификации также обеспечивают минимальное значение, которое варьируется от примерно 53% до 75%, в зависимости от диаметра и шага резьбы.
Процент резьбы и диаграммы сверления метчика
В большинстве таблиц сверления для метчика указывается только один размер сверла для метчика, что дает примерно 75% резьбы . В большинстве случаев вы можете увеличить срок службы метчика и снизить вероятность облома метчика в отверстии, используя меньший процент резьбы. Такие компании, как Guhring, на самом деле рекомендуют от 60% до 70% процента резьбы для большинства применений, потому что это значительно снижает крутящий момент, необходимый для нарезания резьбы, без потери прочности резьбы.Вот почему такой более низкий процент лучше подходит для увеличения срока службы метчика!
График соотношения прочности и процента резьбы
Давайте более подробно рассмотрим взаимосвязь между крутящим моментом и прочностью резьбы в зависимости от процента резьбы:
Красный обозначает типичные 75% рекомендаций по резьбовому сверлению. График любезно предоставлен Tapmatic.
Красный цвет обозначает типичные 75% рекомендаций по резьбовому сверлу. Обращает на себя внимание взаимосвязь между крутящим моментом, необходимым для нарезания резьбы (сплошная черная линия), и прочностью резьбового отверстия (пунктирная линия).Когда мы принимаем 75% резьбы, которую нам дает средняя таблица сверл, мы подвергаем наши плохие метчики огромному дополнительному крутящему моменту с очень небольшой дополнительной силой!
Стоит ли удивляться, что проклятые краны сдаются и ломаются после такого рода злоупотреблений?
Итак, как правильно выбрать процент резьбы и как оттуда получить нужный размер сверла?
Общие рекомендации по выбору процентного отношения резьбы
Попробуйте этот подход, основанный на материале и виде работы:
Материал имеет значение, потому что мы можем позволить себе большее зацепление резьбы в более мягких материалах, и он нам действительно нужен для увеличения прочности резьбы.Для твердых или жестких материалов более низкий процент действительно может увеличить срок службы метчика, и эти материалы обладают большой прочностью даже при более низком процентном содержании. В более глубоких отверстиях мы больше всего рискуем сломать метчик, а в листовом металле нам нужна самая прочная резьба, потому что там большая глубина резьбы для удержания.
Проблема размера сверла № 2: Метчики формы и метчики
Еще одна небольшая морщинка заключается в том, что для метчиков Form (также называемых «роликовыми метчиками», потому что они выполняют накатывание резьбы, а не нарезание резьбы) требуется отверстие другого размера, чем для метчиков, и в большинстве таблиц размеров сверл указаны только размеры сверл для метчиков.Как машинист, вы, несомненно, знаете о многих преимуществах метчиков для формования по сравнению с метчиками:
- Form Taps не делают чипов. Это огромное преимущество при нарезании резьбы глубоких отверстий и особенно глухих отверстий, где стружка может застревать на дне отверстия. Метчики
- обеспечивают более прочную резьбу, чем метчики Cut. Что может быть лучше?
- Улучшенный контроль резьбы. Метчики для формования работают за счет холодной формовки металла в отверстии. Поскольку стружки не производятся, вероятность получения резьбы большего размера намного меньше, чем при использовании метчиков.
- Более сильные ответвители. Он становится еще лучше, и метчики улучшенной формы становятся прочнее и с меньшей вероятностью ломаются, чем режущие метчики.
- Увеличенный срок службы крана. Метчики для формования при правильном использовании могут служить от 3 до 20 раз дольше, чем метчики для резки, поскольку они не затупляются режущей кромкой.
- Более быстрое нажатие. С помощью метчиков для формования можно использовать более высокие скорости шпинделя, чем с помощью метчиков для резки.
Фактически, главный недостаток метчиков Form состоит в том, что их нельзя использовать для слишком твердых материалов. Предел твердости для метчиков Form выше, чем вы думаете (они годятся для гораздо большего, чем алюминий), но, тем не менее, предел есть.Учитывая все это, вам определенно нужно будет определить размеры сверл для метчиков!
Быстрый совет : Если вам интересно узнать о различных типах метчиков, щелкните ссылку, чтобы просмотреть полное руководство.
Как перейти от процента резьбы к размеру сверла для метчика?
Ну, вы не можете использовать стандартную диаграмму сверления, это ясно. Вы можете рассчитать оптимальный размер для определенного процента резьбы, а затем перейти к стандартной таблице сверления, чтобы найти ближайший размер.Это работает, но это изрядная проблема.
Я обещал вам лучший способ, и вот он — вы можете использовать базу данных потоков нашего калькулятора G-Wizard, чтобы точно сказать вам, что вам нужно знать, и это очень быстро и легко. Давайте пройдемся по нему:
- Перейдите в базу данных потоков в G-Wizard, выбрав вкладку Threads.
- Выберите нужную нить. G-Wizard хранит их в базе данных.
- В нижнем левом углу находится удобная таблица размеров сверл для метчиков с столбцом, показывающим процент резьбы.Вы даже можете выбрать Form или Cut Taps, чтобы изменить размеры сверл.
Вот как это выглядит:
Таблица сверл для нарезания резьбы на резьбу 1 / 4-20
Красиво, да? Это экономит людям много времени. Там также есть масса других очень удобных справочных средств для экономии времени, не говоря уже о лучшем в мире калькуляторе каналов и скорости. Я почти избавился от необходимости копаться в Справочнике по машинному оборудованию в поисках информации — я просто использую G-Wizard.
Вот еще кое-что — вы можете получить пожизненный доступ ко всем справочным калькуляторам и материалам, за исключением калькулятора каналов и скорости, просто подписавшись на бесплатную пробную версию G-Wizard.Правильно, это совершенно бесплатно, чтобы получить доступ ко всему, просто подписавшись на бесплатную пробную версию, и вы также получите все обновления и обслуживание клиентов на всю жизнь! Кроме того, купите версию за 79 долларов, и вы получите до 1 HP на Feeds и Speeds на всю жизнь.
Так в чем же загвоздка? Почему кто-то платит больше 79 долларов?
Многие любители платят не больше 79 долларов, кстати. Загвоздка — это ограничение мощности шпинделя. Когда вы покупаете G-Wizard на 1 год за 79 долларов, вы получаете 1 год неограниченной мощности шпинделя для подачи и скорости.Когда это истечет, вы получите ограничение мощности шпинделя в 1 л.с. Это ограничение зависит от того, на сколько лет вы подписаны. Вы можете увеличить его в любое время, продлив подписку. Или, если вам не нравятся подписки, вы также можете сразу выбрать продукт. И мы никогда не взимаем плату за обновления или обслуживание клиентов.
Так что давай, дайте G-Wizard бесплатную пробную версию, попробуйте. Вы будете удивлены тем, сколько времени это сэкономит вам на таких вещах, как размеры сверл для метчика, не говоря уже о более длительном сроке службы инструмента, улучшенной чистоте поверхности и более коротком времени цикла, которые вы получите за счет улучшения подачи и скорости.
Бонус: зазор на глубину при врезании в глухие отверстия
Глухие отверстия особенно подвержены поломке кранов. Во-первых, удалить стружку труднее, а во-вторых, механики не оставляют достаточного зазора на дне отверстия.
Большинство даже не знают, какой зазор им следует оставить. Но G-Wizard рассчитает размер за вас. Еще один способ сэкономить ваше время и нервы.
Эй, а что насчет этой бесплатной таблицы размеров сверл?
Итак, метрические и британские размеры указаны в столбце «Использование» на приведенной ниже таблице.Это даже таблица сверл для метчиков NPT:
| дюйм | Метрическая система (мм) | Обозначение | Использование | ||
| 0,0135 | 0,3429 | # 80 | |||
| 0,0145 | 0,3683 | # 79 | |||
| 0.0156 | 0,3969 | 1/64 ″ | # 0 Pilot, мягкая древесина | ||
| 0,0160 | 0,4064 | # 78 | |||
| 0,0180 | 0,4572 | # 77 | |||
| 0,0197 | 0,5 | . 5 мм | |||
| 0,0200 | 0,508 | # 76 | |||
| 0.0210 | 0,5334 | # 75 | |||
| 0,0225 | 0,5715 | # 74 | |||
| 0,0240 | 0.6096 | # 73 | |||
| 0,0250 | 0,635 | # 72 | |||
| 0,0260 | 0,6604 | # 71 | |||
| 0,0280 | 0.7112 | # 70 | |||
| 0,0292 | 0,74168 | # 69 | |||
| 0,0295 | 0,75 | 0,75 мм | Метчик M1x.25, размер | ||
| 0,0310 | 0,7874 | # 68 | |||
| 0,0313 | 0,7938 | 1/32 ″ | # 0 Pilot, Твердая древесина # 1 Pilot, Твердая и мягкая древесина # 2 Pilot, Мягкая древесина | ||
| 0.0320 | 0,8128 | # 67 | |||
| 0,0330 | 0,8382 | # 66 | |||
| 0,0335 | 0,85 | .85 мм | Сверло для грубого метчика M1.1x.25, размер | ||
| 0,0350 | 0,889 | # 65 | |||
| 0,0360 | 0,9144 | # 64 | |||
| 0.0370 | 0,9398 | # 63 | |||
| 0,0374 | 0,95 | .95 мм | Сверло для грубого сверления M1,2×25, размер | ||
| 0,0380 | 0,9652 | # 62 | |||
| 0,0390 | 0,9906 | # 61 | |||
| 0,0394 | 1 | 1 мм | |||
| 0.0400 | 1.016 | # 60 | |||
| 0,0410 | 1.0414 | # 59 | |||
| 0,0420 | 1.0668 | # 58 | |||
| 0,0430 | 1.0922 | # 57 | |||
| 0,0433 | 1,1 | 1,1 мм | Сверло для крупных метчиков M1.4x.3, размер | ||
| 0.0465 | 1,1811 | # 56 | |||
| 0,0469 | 1,1906 | 3/64 ″ | # 0-80 UNF сверло для метчика, размер # 2 Pilot, твердое дерево, # 3 Pilot, Soft-Wood # 4 Pilot, Soft-Wood | ||
| 0,0492 | 1,25 | 1,25 мм | Крупное сверло M1,6×35, размер | ||
| 0,0512 | 1,3 | 1,3 мм | сверло для грубого метчика M1,7x,35, размер | ||
| 0.0520 | 1,3208 | # 55 | |||
| 0,0550 | 1,397 | # 54 | |||
| 0,0571 | 1,45 | 1,45 мм | Сверло для грубого сверления M1,8×35, размер | ||
| 0,0591 | 1,5 | 1,5 мм | |||
| 0,0595 | 1,5113 | # 53 | # 1-64 UNC, # 1-72 UNF сверло для метчика, размер | ||
| 0.0625 | 1,5875 | 1/16 ″ | # 0 Деревянное отверстие под хвостовик, # 3 Пилот, твердая древесина, # 4 Пилот, твердая древесина # 5 Пилот, мягкое дерево, # 6 Пилот, мягкое дерево, # 7 Пилот, мягкое дерево | ||
| 0,0630 | 1,6 | 1,6 мм | Сверло для грубого метчика M2x.4, размер | ||
| 0,0635 | 1,6129 | # 52 | |||
| 0,0670 | 1.7018 | # 51 | |||
| 0.0689 | 1,75 | 1,75 мм | Метчик для грубого помола M2,2x,45, размер | ||
| 0,0700 | 1.778 | # 50 | # 2-64 UNF, # 2-56 UNC сверло для метчика, размер | ||
| 0,0730 | 1.8542 | # 49 | |||
| 0,0760 | 1,9304 | # 48 | |||
| 0,0781 | 1.9844 | 5/64 ″ | # 1 Деревянный хвостовик Отверстие # 5 Пилот, твердая древесина, # 6 Пилот, твердая древесина # 8 Пилот, мягкая древесина, # 9 Пилот, мягкая древесина | ||
| 0,0785 | 1.9939 | # 47 | # 3-48 сверло для метчика UNC, размер | ||
| 0,0787 | 2 | 2 мм | |||
| 0,0807 | 2,05 | 2,05 мм | Сверло для грубого метчика M2,5x,45, размер | ||
| 0.0810 | 2,0574 | # 46 | |||
| 0,0820 | 2,0828 | # 45 | # 3-56 UNF сверло для метчика размером | ||
| 0,0860 | 2,1844 | # 44 | |||
| 0,0890 | 2,2606 | # 43 | # 4-40 Свёрло для метчика UNC, размер | ||
| 0,0935 | 2,3749 | # 42 | # 4-48 UNF сверло для метчика размером | ||
| 0.0938 | 2,3813 | 3/32 ″ | Отверстие под дерево # 2, # 7 Pilot, твердая древесина, # 8 Pilot, твердая древесина, # 10 Pilot, мягкое дерево, # 11 Pilot, мягкое дерево | ||
| 0,0960 | 2,4384 | # 41 | |||
| 0,0980 | 2.4892 | # 40 | |||
| 0,0984 | 2,5 | Сверло для крупных метчиков M3x,5, размер | |||
| 0.0995 | 2,5273 | # 39 | |||
| 0,1015 | 2,5781 | # 38 | # 5-40 Сверло для метчика UNC, размер | ||
| 0,1040 | 2,6416 | # 37 | # 5-44 UNF сверло для метчика размером | ||
| 0,1065 | 2,7051 | # 36 | # 6-32 сверло для метчика UNC, размер | ||
| 0,1094 | 2.7781 | 7/64 ″ | Отверстие под деревянную стойку № 3, Отверстие под деревянную стойку № 4, Пилот № 9, твердая древесина № 10 Пилот, твердая древесина, № 12 Пилот, мягкая древесина, № 14 Пилот, мягкая древесина | ||
| 0,1100 | 2,794 | # 35 | |||
| 0,1110 | 2,8194 | # 34 | |||
| 0,1130 | 2,8702 | # 33 | # 6-40 UNF сверло для метчика размером | ||
| 0.1142 | 2,9 | Сверло для грубого сверления M3,5×6, размер | |||
| 0,1160 | 2,9464 | # 32 | |||
| 0,1181 | 3 | 3 мм | |||
| 0,1200 | 3,048 | № 31 | |||
| 0,1250 | 3,175 | 1/8 ″ | Отверстие под деревянную стойку № 5, пилотная № 11, твердая древесина, пилотная № 12, твердая древесина | ||
| 0.1285 | 3,2639 | # 30 | |||
| 0,1299 | 3,3 | 3,3 мм | Сверло для крупных метчиков M4x.7, размер | ||
| 0,1360 | 3,4544 | # 29 | # 8-32 UNC, # 8-36 UNF сверло для метчика, размер | ||
| 0,1378 | 3,5 | 3,5 мм | M4x,5 Сверло для тонкого метчика | ||
| 0,1405 | 3.5687 | # 28 | |||
| 0,1406 | 3,5719 | 9/64 ″ | # 6 Отверстие под деревянную стойку, # 14 Pilot, Твердая древесина, # 16 Pilot, Мягкое дерево # 18 Pilot, Мягкое дерево | ||
| 0,1417 | 3,6 | 3,6 мм | M4x.35 Сверло для чистовой резьбы, размер | ||
| 0,1440 | 3.6576 | # 27 | |||
| 0,1457 | 3.7 | 3,7 мм | Крупное сверло M4,5x,75, размер | ||
| 0,1470 | 3,7338 | # 26 | |||
| 0,1495 | 3,7973 | # 25 | # 10-24 сверло UNC размер | ||
| 0,1520 | 3.8608 | # 24 | |||
| 0,1540 | 3.9116 | # 23 | |||
| 0.1563 | 3.9688 | 5/32 ″ | # 7 Отверстие под деревянную стойку, пилот # 16, твердая древесина | ||
| 0,1570 | 3.9878 | # 22 | |||
| 0,1575 | 4 | 4 мм | |||
| 0,1590 | 4,0386 | # 21 | # 10-32 UNF сверло для метчика размером | ||
| 0,1610 | 4,0894 | # 20 | |||
| 0.1654 | 4,2 | 4,2 мм | Сверло для крупных метчиков M5x.8, размер | ||
| 0,1660 | 4,2164 | # 19 | |||
| 0,1695 | 4,3053 | # 18 | |||
| 0,1719 | 4,3656 | 11/64 ″ | # 8 Отверстие под деревянную стойку, # 20 Пилот, мягкая древесина | ||
| 0,1730 | 4,3942 | # 17 | # 12-24 Сверло для метчика UNC, размер | ||
| 0.1770 | 4,4958 | # 16 | |||
| 0,1772 | 4,5 | 4,5 мм | M5x,5 Сверло для тонкого метчика | ||
| 0,1800 | 4,572 | # 15 | # 12-28 UNF сверло для метчика размером | ||
| 0,1820 | 4,6228 | # 14 | |||
| 0,1850 | 4,699 | # 13 | |||
| 0.1875 | 4,7625 | 3/16 ″ | Отверстие под деревянную стойку № 9, Отверстие под деревянную стойку № 10, пилот № 18, твердая древесина | ||
| 0,1890 | 4.8006 | # 12 | |||
| 0,1910 | 4,8514 | # 11 | |||
| 0,1935 | 4,9149 | # 10 | |||
| 0,1960 | 4,9784 | # 9 | |||
| 0.1969 | 5 | 5 мм | сверло M6x1 для крупного метчика, размер | ||
| 0,1990 | 5,0546 | # 8 | |||
| 0.2010 | 5,1054 | # 7 | сверло для метчика 1/4 ″ -20 UNC, размер | ||
| 0,2031 | 5,1594 | 13/64 ″ | # 11 Отверстие под деревянную стойку, пилот # 20, твердая древесина | ||
| 0.2040 | 5,1816 | # 6 | |||
| 0,2055 | 5.2197 | # 5 | |||
| 0,2067 | 5,25 | 5,25 мм | M6x.75 Сверло для чистовой резьбы, размер | ||
| 0,2090 | 5,3086 | # 4 | |||
| 0,2130 | 5,4102 | # 3 | Свёрло для метчика 1/4 ″ -28 UNF, размер | ||
| 0.2165 | 5,5 | 5,5 мм | M6x.5 Сверло для тонкого метчика, размер | ||
| 0,2188 | 5,5563 | 7/32 ″ | # 12 Деревянное отверстие под хвостовик | ||
| 0,2210 | 5,6134 | # 2 | |||
| 0,2280 | 5,7912 | # 1 | |||
| 0,2340 | 5,9436 | А | |||
| 0.2344 | 5.9531 | 15/64 ″ | |||
| 0,2362 | 6 | 6 мм | Сверло для грубого сверления M7x1, размер | ||
| 0,2380 | 6.0452 | В | |||
| 0,2420 | 6,1468 | С | |||
| 0,2460 | 6.2484 | D | сверло для метчика 1/16 ″ -27 NPT, размер | ||
| 0.2461 | 6,25 | 6,25 мм | M7x.75 Сверло для чистовой резьбы, размер | ||
| 0,2500 | 6,35 | 1/4 ″ | # 14 Деревянное отверстие под хвостовик | ||
| 0,2500 | 6,35 | E | |||
| 0,2559 | 6,5 | 6,5 мм | |||
| 0,2570 | 6.5278 | F | сверло для метчика 5/16 ″ -18 UNC, размер | ||
| 0.2610 | 6,6294 | G | |||
| 0,2656 | 6.7469 | 17/64 ″ | # 16 Деревянное отверстие под хвостовик | ||
| 0,2660 | 6,7564 | H | |||
| 0,2677 | 6,8 | 6,8 мм | Крупное сверло M8x1,25, размер | ||
| 0,2720 | 6,9088 | I | 5/16 ″ -24 UNF сверло для метчика, размер | ||
| 0.2756 | 7 | 7 мм | M8x,5 Сверло для тонкого метчика, размер | ||
| 0,2770 | 7.0358 | Дж | |||
| 0,2810 | 7,1374 | К | |||
| 0,2813 | 7,1438 | 9/32 ″ | |||
| 0,2854 | 7,25 | 7,25 мм | M8x.75 Сверло для чистового метчика, размер | ||
| 0.2900 | 7,366 | л | |||
| 0,2950 | 7,493 | кв.м | |||
| 0,2953 | 7,5 | 7,5 мм | M8x1 Сверло для тонкого метчика, размер | ||
| 0,2969 | 7,5406 | 19/64 ″ | # 18 Деревянное отверстие под хвостовик | ||
| 0,3020 | 7,6708 | N | |||
| 0.3071 | 7,8 | 7,8 мм | Крупное сверло M9x1,25, размер | ||
| 0,3125 | 7.9375 | 5/16 ″ | 3/8 ″ -16 UNC сверло для метчика, размер | ||
| 0,3150 | 8 | 8 мм | M9x1 Сверло для чистового метчика, размер | ||
| 0,3160 | 8.0264 | O | |||
| 0,3230 | 8.2042 | -P | |||
| 0,3281 | 8,3344 | 21/64 ″ | # 20 Отверстие под деревянную стойку | ||
| 0,3320 | 8,4328 | Q | 3/8 ″ -24 UNF сверло для метчика, размер | ||
| 0,3346 | 8,5 | 8,5 мм | Сверло для грубого сверления M10x1,5, размер | ||
| 0,3390 | 8.6106 | R | сверло для метчика 1/8 ″ -27 NPT, размер | ||
| 0.3438 | 8,7313 | 11/32 ″ | |||
| 0,3465 | 8,8 | 8,8 мм | M10x1,25 Сверло для тонкого метчика, размер | ||
| 0,3480 | 8,8392 | S | |||
| 0,3543 | 9 | 9 мм | M10x1 Сверло для тонкого метчика, размер | ||
| 0,3580 | 9,0932 | т | сверло для метчика 7/16 ″ -14 UNC, размер | ||
| 0.3594 | 9.1281 | 23/64 ″ | |||
| 0,3642 | 9,25 | 9,25 мм | M10x.75 Сверло для чистовой резьбы, размер | ||
| 0,3680 | 9,3472 | U | |||
| 0,3740 | 9,5 | 9,5 мм | сверло M11x1,5 для крупного метчика, размер | ||
| 0,3750 | 9,525 | 3/8 ″ | |||
| 0.3770 | 9,5758 | В | |||
| 0,3860 | 9.8044 | Вт | |||
| 0,3906 | 9.9219 | 25/64 ″ | сверло для метчика 7/16 ″ -20 UNF, размер | ||
| 0,3937 | 10 | 10 мм | M11x1 Сверло для тонкого метчика | ||
| 0,3970 | 10,0838 | х | |||
| 0.4016 | 10,2 | 10,2 мм | Крупное сверло M12x1.75, размер | ||
| 0,4040 | 10,2616 | Я | |||
| 0,4063 | 10.3188 | 13/32 ″ | |||
| 0,4130 | 10.4902 | Z | |||
| 0,4134 | 10,5 | 10,5 мм | M12x1,5 Сверло для тонкого метчика, размер | ||
| 0.4219 | 10.7156 | 27/64 ″ | 1/2 ″ -13 сверло для метчика UNC, размер | ||
| 0,4331 | 11 | 11 мм | M12x1 Сверло для чистового метчика, размер | ||
| 0,4375 | 11.1125 | 7/16 ″ | сверло для метчика 1/4 ″ -18 NPT, размер | ||
| 0,4429 | 11,25 | 11,25 мм | M12x.75 Сверло для чистовой резьбы, размер | ||
| 0.4528 | 11,5 | 11,5 мм | |||
| 0,4531 | 11,5094 | 29/64 ″ | 1/2 ″ -20 UNF сверло для метчика, размер | ||
| 0,4688 | 11,9063 | 15/32 ″ | |||
| 0,4724 | 12 | 12 мм | Сверло для крупных метчиков M14x2, размер | ||
| 0,4844 | 12.3031 | 31/64 ″ | Свёрло для метчика 9/16 ″ -12 UNC, размер | ||
| 0.4921 | 12,5 | 12,5 мм | M14x1,5 Сверло для тонкого метчика, размер | ||
| 0,5000 | 12,7 | 1/2 ″ | |||
| 0,5039 | 12,8 | 12,8 мм | M14x1,25 Сверло для тонкого метчика, размер | ||
| 0,5118 | 13 | 13 мм | M14x1 Сверло для тонкого метчика, размер | ||
| 0,5156 | 13.0969 | 33/64 ″ | Свёрло для метчика 9/16 ″ -18 UNF, размер | ||
| 0,5313 | 13,4938 | 17/32 ″ | 5/8 ″ -11 сверло для метчика UNC, размер | ||
| 0,5315 | 13,5 | 13,5 мм | |||
| 0,5469 | 13.8906 | 35/64 ″ | |||
| 0,5512 | 14 | 14 мм | Сверло для крупных метчиков M16x2, размер | ||
| 0.5625 | 14,2875 | 9/16 ″ | сверло для метчика 5/8 ″ -18 UNF, размер | ||
| 0,5709 | 14,5 | 14,5 мм | M16x1,5 Сверло для тонкого метчика, размер | ||
| 0,5781 | 14,6844 | 37/64 ″ | 3/8 ″ — сверло для метчика 18 NPT, размер | ||
| 0,5906 | 15 | 15 мм | M16x1 Сверло для тонкого метчика, размер | ||
| 0.5938 | 15.0813 | 19/32 ″ | |||
| 0.6094 | 15,4781 | 39/64 ″ | |||
| 0,6102 | 15,5 | 15,5 мм | сверло M18x2,5 для крупного метчика, размер | ||
| 0,6250 | 15,875 | 5/8 ″ | |||
| 0,6299 | 16 | 16 мм | M18x2 Сверло для чистового метчика, размер | ||
| 0.6406 | 16,2719 | 41/64 ″ | 3/4 ″ -10 сверло для метчика UNC, размер | ||
| 0,6496 | 16,5 | 16,5 мм | |||
| 0,6563 | 16,6688 | 21/32 ″ | |||
| 0,6693 | 17 | 17 мм | M18x1 Сверло для чистового метчика, размер | ||
| 0,6719 | 17.0656 | 43/64 ″ | |||
| 0.6875 | 17,4625 | 11/16 ″ | 3/4 ″ -16 UNF сверло для метчика, размер | ||
| 0,6890 | 17,5 | 17,5 мм | Сверло для грубого метчика M20x2,5, размер | ||
| 0,7031 | 17,8594 | 45/64 ″ | 1/2 ″ -14 сверло для метчика NPT, размер | ||
| 0,7087 | 18 | 18 мм | M20x2 Сверло для тонкого метчика, размер | ||
| 0.7188 | 18,2563 | 23/32 ″ | |||
| 0,7283 | 18,5 | 18,5 мм | M20x1,5 Сверло для тонкого метчика, размер | ||
| 0,7344 | 18,6531 | 47/64 ″ | |||
| 0,7480 | 19 | 19 мм | M20x1 Сверло для тонкого метчика, размер | ||
| 0,7500 | 19,05 | 3/4 ″ | |||
| 0.7656 | 19,4469 | 49/64 ″ | сверло для метчика 7/8 ″ -9 UNC, размер | ||
| 0,7677 | 19,5 | 19,5 мм | Сверло для грубого метчика M22x2,5, размер | ||
| 0,7813 | 19,8438 | 25/32 ″ | |||
| 0,7874 | 20 | 20 мм | M22x2 Сверло для тонкого метчика, размер | ||
| 0,7969 | 20.2406 | 51/64 ″ | |||
| 0.8071 | 20,5 | 20,5 мм | M22x1,5 Сверло для тонкого метчика, размер | ||
| 0,8125 | 20,6375 | 13/16 ″ | сверло для метчика 7/8 ″ -14 UNF, размер | ||
| 0,8268 | 21 | 21 мм | M24x3 грубое M22x1 сверло для тонкого метчика, размер | ||
| 0,8281 | 21.0344 | 53/64 ″ | |||
| 0,8438 | 21,4313 | 27/32 ″ | |||
| 0,8465 | 21,5 | 21,5 мм | |||
| 0,8594 | 21,8281 | 55/64 ″ | |||
| 0,8661 | 22 | 22 мм | M24x2 Сверло для тонкого метчика, размер | ||
| 0.8750 | 22,225 | 7/8 ″ | Сверло для метчика 1 ″ -8 UNC, размер | ||
| 0,8858 | 22,5 | 22,5 мм | M24x1,5 Сверло для тонкого метчика | ||
| 0,8906 | 22,6219 | 57/64 ″ | |||
| 0,9055 | 23 | 23 мм | |||
| 0,9063 | 23.0188 | 29/32 ″ | сверло для метчика 1 ″ -12 UNF, размер | ||
| 0.9219 | 23,4156 | 59/64 ″ | 3/4 ″ -14 сверло для метчика NPT, размер | ||
| 0,9252 | 23,5 | 23,5 мм | |||
| 0,9375 | 23,8125 | 15/16 ″ | |||
| 0,9449 | 24 | 24 мм | Крупный метчик M27x3, размер | ||
| 0,9531 | 24.2094 | 61/64 ″ | |||
| 0.9646 | 24,5 | 24,5 мм | M26x1,5 Сверло для тонкого метчика, размер | ||
| 0,9688 | 24.6063 | 31/32 ″ | |||
| 0,9843 | 25 | 25 мм | M27x2 Сверло для тонкого метчика, размер | ||
| 0,9844 | 25,0031 | 63/64 ″ | сверло для метчика 1-1 / 8 ″ -7 UNC, размер | ||
| 1,0000 | 25.4 | 1 ″ | |||
Как насчет таблицы размеров сверл с метрическими метчиками в формате PDF?
Значит, вы можете распечатать это и повесить на стену, верно? Нет проблем, вы можете распечатать диаграмму выше. Просто выберите его, перейдите к команде «Печать» в веб-браузере и скажите ему просто распечатать выделенный фрагмент. Они все справятся с этим, и тогда у вас будет схема, на которую можно повесить трубку.
Pssst: G-Wizard даже делает таблицу размеров сверл лучше!
Ладно, вот что самое сумасшедшее. Я создал эту бесплатную таблицу размеров сверл, используя данные, которые использует G-Wizard. Он может представить ту же диаграмму только лучше:
Таблица размеров сверл G-Wizard…
Чем лучше таблица размеров сверл G-Wizard? Все просто: вся информация одинакова, но им проще пользоваться. Вы можете ввести диаметр, чтобы искать прямо по нему. Вы можете выбрать только размеры концевых фрез в британских или метрических единицах.Вы можете отсортировать, щелкнув заголовки столбцов. Это чертовски круто. И он есть всякий раз, когда вам нужно указать размер в калькуляторе каналов и скорости или вы можете получить к нему доступ в более крупном формате на вкладке Quick Refs в разделе Drill Chart.
Наслаждайтесь!
Сверление металла, вопросы для новичков — Сверла, Сверла для столба, Сверла Mag и т. Д.
Ой! Правильно сверление отверстий производится в цехе по металлу I.. . Ой, подождите, здесь больше нет классов по металлу.
Сверление ручной дрелью звучит так, как будто у вас слишком много оборотов в минуту и недостаточно прижимного давления.Уменьшите скорость сверла и снизьте давление. Сколько потратить — это приобретенный навык, ваши уши скажут вам больше, чем ваши глаза. Красивый завиток черенков является визуальным подтверждением, но он скрывается за черенком.
Пилотирование — важный навык, и шаг 1/4 «-5/16» -3/8 «наверняка потерпит неудачу, если вы не используете действительно дорогие биты. Если у вас есть сверлильный станок 3/8», пилот не потребуется. черт возьми, если у вас хороший пресс, 1/2 дюйма не требует пилота. Насколько хорош он достаточно хорош для пресса? Две худшие вещи, которые могут случиться со сверлом: 1 — слишком быстро и 2 — глохнет.Если бит останавливается, единственный способ удалить его, не повредив, — это остановить двигатель и реверсировать его вручную. Если вы просто поднимете ручку подачи, вы сломаете лезвие, и сверло будет заточено до повторной заточки.
Правильное пилотное отверстие не больше, чем необходимо для того, чтобы долото опиралось на его режущие кромки, И вырезать ровно столько, чтобы предотвратить остановку. Общее правило НИКОГДА не должно касаться менее половины режущей кромки. Таааааааааааааааааааааина лад) от 1/4 дюйма до 5/16 дюйма режущая кромка контактирует с 1/16 дюймаПроисходит либо скатывание кромки, превращая ее в фрикционное сверло, так что оно становится ГОРЯЧИМ, сверло работает, его состояние становится мягким, в то время как приклад становится твердым. Неудачный процесс.
Еще одним результатом слишком близкого шага является просто остановка одной кромки с защелкиванием ее, так что у биты есть только одна режущая кромка, поэтому она останавливается, и теперь у вас есть не режущая кромка. Если вы продолжите, у вас есть фрикционная дрель, см. Результаты выше.
Хорошо, слишком близкие шаги — лучший способ остановить биты, но самый распространенный — это прорыв.Когда вы дойдете до дальнего конца отверстия, ложа станет тоньше, а острие сверла сначала прорвется в центре, так что режущие кромки теперь все меньше и меньше соприкасаются по своей длине, так что он захватывает (останавливается). Звук изменяется, когда насадка начинает проникать в дальнюю сторону, выпускает корм и позволяет ему просто пройти через него.
Если найдешь книгу для начинающего металлоискателя, все это покрыто. Если бы мы могли встретиться лично, я мог бы провести вас через это быстрее, чем вам нужно, чтобы вы это прочитали, не говоря уже о том, чтобы я это написал.Сверление, ваши самые важные органы — это уши, затем ощущение руками, ТОГДА глаза.
Заточка сверл — еще один урок.
Морозный Счастливчик.
Методы сверления и графики скорости
Теперь мы рассмотрели инструменты для сверления здесь Сверление металла, давайте взглянем на технику.
После того, как вы отметили, где вам нужно отверстие, вам нужно будет пробить его по центру. Это обеспечит запуск сверла, предотвратит его скольжение или скольжение и обеспечит точность.Совместите острие инструмента со своей меткой, затем ударьте по дыроколу молотком, чтобы образовалось небольшое круглое углубление. Будьте осторожны, делая это на тонком металле, вам может понадобиться что-то сзади, чтобы предотвратить вмятину на большей площади. При сверлении металла всегда следует носить защитные очки. Имейте в виду, что сверло может застрять в отверстии, поскольку оно пробивает нижнюю сторону большего отверстия. Всегда крепко держите его. Также помните об острых краях или заусенцах отверстий. Заусенцы легко удалить с помощью напильника.
Для начала скважины вам понадобится пилотная скважина. Немного около 3 или 4 мм идеально подходит для пилотного отверстия. После того, как пилотное отверстие просверлено, замените коронку на более крупную. Если вам требуется отверстие диаметром около 12 мм, иногда проще использовать промежуточный размер, например 8 мм, особенно если ваша электродрель не особенно мощная. Важно, чтобы бита была как можно более острой, иначе она может вылететь или перегреться. Перегрев сверла приведет к невозможности ремонта.
Смазка может потребоваться, особенно если вы сверляете что-то более толстое, чем диаметр сверла, и всегда по нержавеющей стали.Скорость — еще один ключевой фактор при сверлении металла. Взгляните на таблицу ниже, чтобы получить руководство. Если ваша дрель не имеет регулятора скорости, хорошим способом является периодическое включение и выключение спускового крючка. Это даст ему возможность замедлиться и достичь оптимальной скорости.
Если вы просверливаете глубокое отверстие в материале Think, вам нужно будет время от времени вынимать сверло из отверстия, чтобы позволить удалить стружку из отверстия.
Скорость бурения
| Диаметр сверла | Сталь | Алюминий | ||
| 3 мм | 1820 об / мин | 480 об / мин | 480 об / мин 900 | 2580 об / мин |
| 5 мм | 1290 об / мин | 2580 об / мин | ||
| 6 мм | 970 об / мин | 2580 об / мин | ||
| 7 мм | 830 об / мин | 09830 об / мин | 2580 об / мин | |
| 9 мм | 500 об / мин | 1820 об / мин | ||
| 10 мм | 500 об / мин | 1820 об / мин | ||
| 11 мм | 500 об / мин | 09 1213 900 мм09 1820 об / мин420 об / мин | 1820 об / мин | |
| 13 мм | 420 об / мин | 1350 об / мин | ||
| 14 мм | 420 об / мин | 1350 об / мин | ||
| 15 мм | 320 об / мин | 1290 об / мин | ||
| 16 мм | 320 об / мин | 1290 об / мин |
Для нержавеющей стали используйте меньшую скорость, чем рекомендовано для стали.
Важно не запускать сверло слишком быстро по нержавеющей стали, так как она легко нагревается и затвердевает, что затрудняет сверление.
Техника — кольцевые пилы, ступенчатые сверла и зенковки
Кольцевые пилы
- При использовании кольцевой пилы необходимо смазать ее.
- Выберите фрезу необходимого размера и прикрутите к оправке. Пилотное сверло не должно выходить за зубья пилы больше, чем толщина того, что вы режете. При необходимости прижмите к спине кусок мусора. Это также поможет уменьшить заусенцы.
- Отцентрируйте кернер в позиции сверления и начните сверление. В оправке для кольцевой пилы будет установлено собственное пилотное сверло. Осторожно просверлите отверстие на скорости 970 об / мин. Замедлите сверление, так как зубья вот-вот соприкоснутся.Держите перпендикулярно, насколько это возможно, чтобы зубы срезались ровно. Продолжайте движение, пока не закончите, не поддавайтесь соблазну увеличить скорость, это остановит резку и просто изнашивает зубы.
Сверла Cone & Step
- Опять же, важно, чтобы они были хорошо смазаны.
- В зависимости от имеющегося у вас инструмента вам может потребоваться или не потребоваться пилотное сверло. У некоторых они встроены в концы.
- Центрируйте кернер и просверлите пилотное отверстие, если необходимо.
- Начните сверление с необходимой скоростью (см. Таблицу ниже). Чем больше вы используете ступеньку диаметра, тем меньше скорость вам нужно будет немного уменьшить.
- Сверло с твердым давлением. По мере приближения к требуемому размеру будьте осторожны, чтобы не зайти слишком далеко, чтобы не образовалось отверстие слишком большого размера.
Зенковка
- Смазка зенковки необходима. Просверлив отверстие требуемого диаметра, воспользуйтесь зенковкой, чтобы сделать фаску для установки в нее винта с потайной головкой или головки болта.
- Чтобы отверстие получилось ровным, держите его как можно перпендикулярно поверхности. Лучше всего очень низкая скорость, где-то около 300-500 об / мин и большое давление.
- Регулярно проверяйте размер зенковки для винта. Зенковки из углеродистой стали для деревообработки не годятся для обработки металла. Вам потребуется HSS, обычно с тремя канавками. Они склонны к проскальзыванию в патронах, когда вы покупаете один карабин за патроном с шестиугольным хвостовиком.
| Диаметр | Сталь | Нерж. 460 об / мин | 230 об / мин | 690 об / мин | |||||
| 25 мм | 350 об / мин | 175 об / мин | 525 об / мин | ||||||
| 30 мм | 285 об / мин | 145 об / мин | 425 об / мин | 425 об / мин | 425 об / мин | 425 об / мин | 250 об / мин | 125 об / мин | 375 об / мин |
| 40 мм | 220 об / мин | 110 об / мин | 330 об / мин | ||||||
| 50 мм | 170 об / мин | 85 об / мин | 25516 об / мин | 85 об / мин | 25516 об / мин | 9115 об / мин | 55 об / мин | 165 об / мин | |
| 100 мм | 85 об / мин | 40 об / мин | 125 об / мин | ||||||
| 175 мм | 115 об / мин | 55 об / мин | 165 об / мин |
Для кольцевых пил, конических сверл и ступенчатых сверл используйте эту таблицу в качестве руководства.
Устранение неисправностей
| Симптом | Решение |
| Сверло издает очень высокий визг Сверло сильно нагревается | Сверло работает слишком быстро |
| Требуется смазка | |
| Колебание сверла | Сверло повреждено Убедитесь, что сверло правильно расположено в патроне |
| Коньки сверла по металлической поверхности | Кернер слишком мало Требуется пилотное отверстие меньшего размера |
| Сверло захватывает, когда оно прорывается | Слишком большое давление Сверло работает слишком быстро |
Другие полезные советы
По мере того, как сверло прорывается через отверстие нижняя сторона ослабит давление, чтобы предотвратить захват.Покупайте лучшие режущие инструменты, которые вы можете оправдать. Даже если вы купите полный набор недорогих безымянных битов, также приобретите несколько размеров битов хорошего качества, 3 мм, 4 мм, 5 мм, 6 мм вам пригодятся.
Для удаления заусенцев из просверленных отверстий можно осторожно использовать зенковку или сверло большего диаметра.
Статья написана Hitch
General Format // Purdue Writing Lab
Эта страница предоставлена вам OWL в Университете Пердью. При печати этой страницы вы должны включить полное юридическое уведомление.
Авторские права © 1995-2018, Лаборатория письма и СОВ при Университете Пердью и Пердью. Все права защищены. Этот материал нельзя публиковать, воспроизводить, транслировать, переписывать или распространять без разрешения. Использование этого сайта означает принятие наших условий добросовестного использования.
MLA Общий формат
Резюме:
MLA Style определяет правила форматирования рукописей и цитирования письменных исследований. MLA Style также предоставляет авторам систему ссылок на свои источники посредством цитирования в скобках в своих эссе и на страницах с цитированием произведений.
Писатели, которые должным образом используют ВПП, также укрепляют свой авторитет, демонстрируя свою ответственность перед исходным материалом. Что наиболее важно, использование стиля MLA может защитить писателей от обвинений в плагиате, то есть умышленном или случайном некредитованном использовании исходного материала, созданного другими авторами.
Если вас просят использовать формат MLA, обязательно обратитесь к Справочнику MLA (8-е издание). Ученые-издатели и аспиранты должны также ознакомиться с Руководством по стилю MLA и Руководством по научным публикациям (3-е издание).Справочник MLA Handbook доступен в большинстве писательских центров и справочных библиотек. Он также широко доступен в книжных магазинах, библиотеках и на веб-сайте MLA. В разделе «Дополнительные ресурсы» на этой странице вы найдете список полезных книг и сайтов об использовании стиля MLA.
Формат бумаги
Подготовка статей и рукописей в стиле MLA описана в четвертой части Руководства по стилю MLA . Ниже приведены некоторые основные рекомендации по форматированию статьи в MLA Style :
Общие правила
- Напечатайте бумагу на компьютере и распечатайте ее на стандартном белом 8.Бумага 5 x 11 дюймов.
- Сделайте двойной интервал между текстом статьи и используйте разборчивый шрифт (например, Times New Roman). Какой бы шрифт вы ни выбрали, MLA рекомендует, чтобы стили обычного и курсивного шрифтов были достаточно контрастными, чтобы каждый из них отличался друг от друга. Размер шрифта должен быть 12 пт.
- Оставляйте только один пробел после точек или других знаков препинания (если ваш инструктор не предложит иное).
- Установите поля документа по 1 дюйм со всех сторон.
- Сделайте отступ первой строки каждого абзаца на полдюйма от левого поля.MLA рекомендует использовать клавишу «Tab», а не нажимать пробел пять раз.
- Создайте заголовок, который пронумеровывает все страницы последовательно в верхнем правом углу, на полдюйма от верха и на одном уровне с правым полем. (Примечание. Ваш инструктор может попросить вас не указывать номер на первой странице. Всегда следуйте инструкциям инструктора.)
- Используйте курсив во всем эссе, чтобы указать названия более объемных работ и, только когда это абсолютно необходимо, сделать акцент.
- Если у вас есть концевые сноски, поместите их на отдельной странице перед страницей цитируемых работ. Назовите раздел Примечания (по центру, без форматирования).
Форматирование первой страницы статьи
- Не делайте титульный лист для своей статьи, если это специально не требуется.
- В верхнем левом углу первой страницы укажите свое имя, имя преподавателя, курс и дату. Опять же, обязательно используйте текст через двойной интервал.
- Снова сделайте двойной интервал и поместите заголовок по центру.Не подчеркивайте, не выделяйте курсивом и не заключайте заголовок в кавычки. Напишите заголовок в регистре заголовков (стандартные заглавные буквы), а не заглавными буквами.
- Используйте кавычки и / или курсив при упоминании других работ в заголовке, как и в тексте. Например: Страх и ненависть в Лас-Вегасе как игра нравственности; Человеческая усталость в «После сбора яблок»
- Двойной пробел между заголовком и первой строкой текста.
- Создайте заголовок в правом верхнем углу, который включает вашу фамилию, а затем пробел с номером страницы.Пронумеруйте все страницы последовательно арабскими цифрами (1, 2, 3, 4 и т. Д.) На расстоянии полдюйма от верха и на одном уровне с правым полем. (Примечание: ваш преподаватель или другие читатели могут попросить вас опустить заголовок фамилии / номера страницы на первой странице. Всегда следуйте инструкциям преподавателя.)
Вот образец первой страницы статьи в стиле MLA:
Первая страница документа о ВПП
Заголовки разделов
Авторы иногда используют заголовки разделов, чтобы улучшить читаемость документа.Эти разделы могут включать отдельные главы или другие названные части книги или эссе.
Очерки
MLA рекомендует при разделении эссе на разделы нумеровать эти разделы арабскими цифрами и точкой, за которой следует пробел и название раздела.
1. Ранние произведения
2. Лондонские годы
3. Путешествие по континенту
4. Заключительные годы
Книги
MLA не имеет установленной системы заголовков для книг (дополнительную информацию о заголовках см. На странице 146 в Руководстве по стилю MLA и Руководстве по научным публикациям , 3-е издание).Если вы используете только один уровень заголовков, что означает, что все разделы являются отдельными и параллельными и не имеют дополнительных разделов, которые помещаются в них, MLA рекомендует, чтобы эти разделы были похожи друг на друга грамматически. Например, если ваши заголовки обычно представляют собой короткие фразы, сделайте все заголовки короткими фразами (а не, например, полными предложениями). В противном случае форматирование зависит от вас. Однако он должен быть последовательным по всему документу.
Если вы используете несколько уровней заголовков (в некоторых из ваших разделов есть разделы внутри разделов), вы можете предоставить ключ выбранных вами заголовков уровней и их форматирование вашему преподавателю или редактору.
Образцы заголовков разделов
Следующие ниже примеры заголовков предназначены только для справки. Вы можете использовать любую систему форматирования, которая лучше всего подходит для вас, если она остается единообразной во всем документе.
Номер:
1. Сохранение почв
1.1 Эрозия
1,2 Терраса
2. Водосбережение
3. Энергосбережение
Отформатированный, ненумерованный:
Уровень 1 Заголовок: полужирный, левый горизонтальный
Уровень 2 Заголовок: курсив, выравнивание слева
Уровень 3 Заголовок: по центру, полужирный
Уровень 4 Заголовок: по центру, курсив
Уровень 5 Заголовок: подчеркнутый, выравнивание слева
.