Как загнуть профиль: Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка.
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.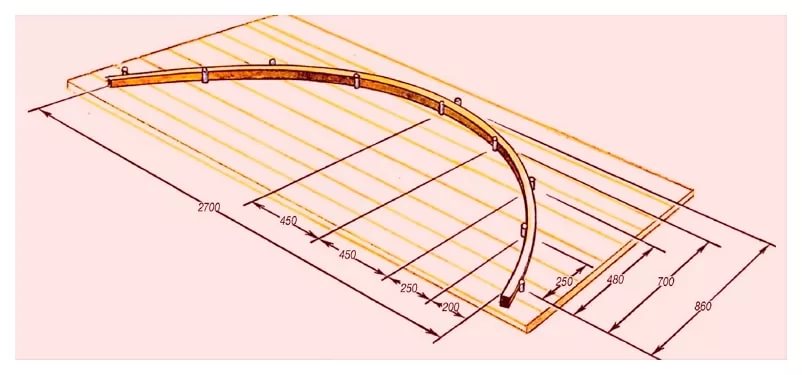
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.


Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы.
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме. Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.

 Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.

Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
 Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.

Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Как согнуть профильную трубу — радиусная гибка профиля
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.

При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибкиИзделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиямиЭто несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Точность формы получаемой детали невысокая.
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГПрофилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как согнуть профильную трубу – рекомендации от ТК Газметаллпроект
У профильной трубы сечение отличается от круглого. Чаще всего это прямоугольник или квадрат. Основное направление использования этого вида металлопроката – монтаж каркасов и металлоконструкций, включая криволинейные. В последнем случае неизбежно встает вопрос, как согнуть трубу.
Основные проблемные моменты
Внутренняя пустота и отличающаяся от круглой форма сечения несут в себе риски повреждения при нарушении технологии изгиба.
Дефекты неправильного сгиба:
- Складки на сжимаемой нижней стенке
- Разрыв растягиваемой верхней стенки
- Осевое искривление
- Перелом
Важно
Минимальный радиус изгиба зависит от площади сечения, толщины стенок, высоты профиля, пластичности марки металла. Длина зоны изгиба при высоте профиля до 20 мм составляет не менее 2.5×h, при высоте профиля свыше 20 мм – не менее 3.5×h, где h – высота профиля.
Шов сварной трубы, как наиболее слабое место, должен располагаться сбоку изгиба, иначе он может лопнуть.
Способы предупреждения повреждений при изгибе
Приведенные ниже технологические приемы помогут избежать повреждений. В первую очередь это касается крупноразмерного металлопроката и изгибов малого радиуса. Также вы можете проконсультироваться с нашими специалистами при покупке профильной трубы.
Нагрев места сгиба
Разогрев трубы перед изгибом делает металл пластичнее.
Рекомендации по нагреву в соответствии с высотой профиля:
- До 10 мм – не нужно
- От 10 до 40 мм – по возможности
- Свыше 40 мм – нужно
Будьте осторожны с нагревом, поскольку пережог или многократное повторение операции грозит потерей прочности.
Использование наполнителя
Пустоту заполняют наполнителем и закрывают концы пробкой. В качестве наполнителя лучше всего взять очищенный речной песок, непременно сухой. При гибке с нагревом стоит использовать песок средней зернистости, поскольку пылевидные фракции спекаются при высокой температуре. Зимой допускается замороженная во внутреннем пространстве вода, если только речь не идет о гибке с подогревом.
Установка пружины
Размещенная внутри пружина не дает верхней и нижней стенкам приближаться друг к другу. Диаметр пружины подбирается таким образом, чтобы свободный ход между обеими стенками был небольшим. Концы закрепляют проволокой для удобного извлечения.
Метод надрезов
В месте сгиба болгаркой делают поперечные надрезы, которые впоследствии заваривают. Главное достоинство этого технологического приема – возможность согнуть профиль по любому радиусу.
Приспособления для гибки
Перечисленные далее способы изгиба различаются по качеству гибки, удобству работы, допустимым размерам профиля, стоимости оборудования.
Плита со штырями. В металлической или бетонной плите просверлен ряд отверстий, в которые устанавливают два упорных штыря. Взаимное расположение штырей зависит от радиуса изгиба. Трубу изгибают вокруг одного штыря, второй в это время фиксирует противоположный конец. При использовании этого способа велика возможность осевого искривления. Для соблюдения соосности рекомендуем притянуть трубу к плите прижимной пластиной.
Оправка. Дугообразный шаблон с фиксирующей скобой, закрепленный на верстаке. Труба вставляется в скобу, прижимается к шаблону и сгибается, принимая форму дуги.
Труба с ухом. Разновидность предыдущего способа. Фиксирующая скоба – ухо – прикрепляется или приваривается к подходящей трубе, играющей роль шаблона, вокруг которой и происходит изгиб.
Скобы. Этот способ тоже напоминает оправку, только дугу формируют металлические крючки, закрепленные на плоскости на некотором расстоянии друг от друга.
Обкаточный трубогиб. Изгиб происходит при движении прижимного ролика вокруг неподвижного шаблона. В ролике имеется выемка, часто с шипом, вдавливающим внутреннюю стенку для предотвращения складок. Форма выемки подбирается под размер профиля, чтобы не было искривлений. Все замечания по поводу выемки и шипа верны и для последующих видов оборудования.
Намоточный трубогиб. Труба наматывается на вращающийся ролик, к которому она прижата неподвижным прижимным роликом.
Арбалетный трубогиб. Труба упирается в два неподвижных фиксатора, а с другой стороны посередине на нее давит закрепленный на подвижном штоке шаблон. Другие названия шаблона – башмак, пуансон. Шток приводится в движение гидравлическим или механическим путем.
Прокатный трубогиб. Используется метод вальцовки, то есть прокатки профиля. Трубу закрепляют между двумя роликами с одной стороны и одним (центральным) с другой. Изменяя положение одного из роликов домкратом или струбциной, намечают изгиб. Затем начинают прокатку, приводя ролики во вращение рукояткой или электроприводом. Способ чрезвычайно удобен, когда требуется получить дугу, окружность, спираль. Риск повреждения сводится к минимуму.
Гипермаркет «Газметаллпроект» — ваш надежный консультант в вопросах строительства и ремонта. Привезем металлопрокат и стройматериалы на объекты в Туле и Тульской области, не оставим без внимания покупателей из других регионов. Режем металл по нужному вам размеру. Работаем все дни недели без выходных. Ждем ваших заявок.
Как правильно согнуть профильную трубу?
Существует несколько факторов, которые характеризуют профильную трубу, как универсальный, практичный и доступный металлопрокат. Один из них – гибкость, то есть возможность изменения формы изделия без нарушения эксплуатационных характеристик. Поэтому согнутые под углом трубы широко используются не только в нефтяной, химической отраслях, машино- и аппаратостроении, но и в частном хозяйстве. Чтобы пластическая деформация профтрубы не вызвала разрушения, нужно четко выполнять технологию гибки, рассчитать правильно усилия и радиусы кривизны.
Основные свойства профильных труб
Трубный профиль за счет ребер жесткости более устойчив к некоторым видам нагрузок. Универсален и прост при выполнении различных соединений – болтовых, заклепочных, сварных, на других крепежных элементах. Из него можно создавать изделия любой формы, гнуть профильную трубу и ковать при разогреве. Активно используется как элемент несущей системы. При качественной сборке, должном уходе, правильном выборе среды эксплуатации труба профильная металлическая достаточно долговечна.
Сечение
Изделие характеризуется формой, геометрическими параметрами сечения (ширина, высота, длина, толщина стенки и пр.), а также маркой стали и уровнем механических свойств. Оно бывает квадратной, прямоугольной, треугольной, овальной, плоскоовальной, шестигранной или другой более сложной конфигурации. Получается такой продукт в процессе горячей обработки или при изменении холодным способом формы сечения электросварной прямошовной круглой трубы.
Особым спросом пользуются профили прямоугольного или квадратного сечения.
Материал
Если знать, как согнуть профиль без применения дорогостоящего специального оборудования, выбрать правильно материал, грамотно рассчитать предполагаемые нагрузки, можно самостоятельно, быстро и качественно соорудить несложные конструкции для домашнего пользования.
Основными материалами из которых изготовляются стальные трубы считаются:
|
Виды стали |
Краткая характеристика |
Марки |
|
Углеродистая |
Твердость, прочность, достаточная пластичность |
08кп, 10, Ст2, 20, 35, Ст4сп, 08пс, Ст1пс, Ст3пс, S235JRH, S275J0H, S355J2H, S275NH, S275NLH, S355NH и S355NLH |
|
Легированная |
Повышенная устойчивость к атмосферной коррозии, прочность, улучшенные эксплуатационные характеристики |
09Г2С, 17Г1С,10ХСНД,30ХГСА, 10Г2, S420M, S460NH, S460NLH, S275MH, S460MH, S275MLH, S460MLH |
|
Нержавеющая |
Содержит молибден, никель, хром. Обладает высокой прочностью на изгиб и коррозионной стойкостью, может использоваться в агрессивных средах (пар, кислота, щелочи и т.д.) |
AISI 201, AISI 304, AISI 430, AISI 439, 04Х18Н9, 08Х18Н10, 12Х17, 12Х15Г9НД |
Хорошим потребительским спросом также пользуется оцинкованный трубный профиль, характеризующийся антикоррозионным свойством длительного действия и меньшей в сравнении с нержавеющим аналогом ценой.
Гибка профильной трубы: особенности процесса
Как согнуть профильную трубу правильно, чтобы не нарушить ее целостность, сохранить прочность и надежность? Если придать необходимую конфигурацию заготовке большого сечения можно лишь в промышленных условиях, то для изделий малых размеров в быту это делается ручным способом, но при соблюдении определенных требований. Одно из них – ограничение по внутреннему радиусу, минимальное значение которого рассчитывается в зависимости от размера диаметра профиля и толщины стенки.
Как правильно сгибать профильные трубы?
Перед тем, как гнуть трубы, требуется определиться с методом. Для этого нужно ориентироваться в физических процессах, протекающих в ходе сгибания. На профильную трубу действуют разные по направлению и значению силы, сплющивающие ее:
- изнутри – сила сжатия;
- снаружи – растяжения.
Разнонаправленность векторов этих сил приводит к напряжениям, возникающим при изменении конфигурации продукта. Чем больше силы сплющивания, тем значительнее вытягивается труба в перпендикулярном им направлении.
Поэтому гнуть трубу нужно так, чтобы не нарушилась соосность ее участков, целостность растягивающейся стенки. Стараться работать с короткими образцами, избегать образования складок на внутренней поверхности сгибаемой заготовки. Брать во внимание, что после деформирования трубному профилю свойственно «отпружинивание» и возвращение в первоначальное состояние. Во избежание этого, готовые изделия снова подгоняются по шаблону.
Влияние материала на изгиб
Существует ряд способов, как согнуть трубу. Если небольшой медный или латунный фрагмент тонкостенной полой заготовки можно согнуть вручную без чрезмерных усилий, то при гибке стальных изделий технология сложнее. Опять же, латунная или медная профтруба предварительно отжигается в зоне загиба.
Стенки металлических профилей при изгибе подвергаются упругим и упругопластическим деформациям. Это меняет физико-механические свойства материала. В результате возникающих напряжений утончается внешняя и утолщается внутренняя стенка, что приводит к ослаблению оболочки. С утончением внешней части в зоне гиба увеличивается твердость и снижается пластичность металла. Поэтому вид материала труб непосредственно влияет на выбор способа деформации.
Основные ошибки при сгибании труб
Чтобы избежать огрехов, выполняя работы с профилем, нужно четко следовать выбранной технологии. Только зная, как согнуть профильную трубу в домашних условиях правильно, можно избежать дополнительных финансовых расходов и брака при изготовлении конструкций. Повреждения профтрубы возникают при таких нарушениях:
- многократное изменение радиуса гиба в разогретом состоянии заготовки;
- резкое и чрезмерное приложение силы для достижения нужной криволинейной формы;
- нарушение технологии процесса в части выбранных температур нагрева, усилий и пр.;
- резкий нагрев или перегрев заготовки – поднимать температуру нагрева стального профиля нужно постепенно до ярко-красного цвета.
Холодные способы сгибания труб
Если изделие имеет небольшие размеры, гибка профильной трубы своими руками может выполняться без нагрева. При этом усилия прикладываются в нарастающем темпе с постепенным увеличением нагрузки. При холодном методе деформация изделия может производиться с наполнителем или без него.
Изделия, высота профиля которых составляет 40 мм и выше, гнут горячим методом. Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку.
Профилегибочный станок
Самое приемлемое и простое решение для изготовления арочных и других конструкций – использовать простейшее приспособление для гибки труб своими руками. Для этих целей лучше всего подойдет профилегиб ручного, гидравлического или электрического типа. Он придает нужную конфигурацию заготовке, изгибая металл между валами под высоким давлением. Общий алгоритм работы приспособления такой:
- установить станок и зафиксировать его анкерными болтами;
- выполнить заземление;
- удостовериться в целостности конструкции;
- в течение получаса на холостом ходу убедиться в отсутствии неисправностей в работе;
- при прохождении заготовки между валами отрегулировать кривизну гиба с помощью поднятия/опускания верхнего вала.
Ручная модель станка – лучшее решение для небольшого объема работ. Имея детальный чертеж, совсем несложно собрать такой агрегат самостоятельно.
Оправка или гибочная плита
Этот способ применяется для труб с высотой профиля до 10 мм небольших размеров с целью получения незначительных радиусов изгиба. Используется горизонтально расположенная плита с отверстиями под жестко фиксированные штыри (упоры). Нужный радиус гиба корректируется сменным шаблоном из фанеры, плотного картона или металлического уголка. Упоры устанавливаются в отверстия по заданному радиусу. Между ними располагают заготовку и, прилагая определенные усилия, сгибают ее, начиная с середины и постепенно двигаясь к краям.
Наполнители
Чтобы согнуть профильную трубу без заломов и складок, придать нужный радиус тонкостенной детали небольшого размера, используются наполнители. Они способствуют равномерной деформации сегмента на участке проведения работ и в месте фиксации трубы тисками. Наполнителем может быть свинец, канифоль (для латунных или медных труб), машинное масло, сухая просеянная песчаная смесь или стальная пружина, сделанная из проволоки толщиной в 2 мм и плотно входящая в отверстие трубы.
Использование песка и деревянных заглушек пробок – самый простой и доступный способ согнуть трубу без трубогиба. Для этого достаточно вбить заглушку из деревянного клина в полое отверстие трубы с одного конца, засыпать в полость песок и заглушить противоположное отверстие другой деревянной пробкой. Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Станок Вольнова
Это приспособление для гибки труб диаметром 1/2 и 3/4″ в холодном состоянии относится к ручному механизму. Методика заключается в изгибе заготовки вокруг статического ролика. Его радиус определяет кривизну изгиба. Труба крепко фиксируется одним (длинным) концом между роликами хомутом. Потребуется совместить метку на трубе (начало гибки) с насечкой на боковой и верхней поверхности неподвижного ролика. Путем поворота скобы вокруг него достигается нужный радиус заготовки. Затем скоба возвращается в исходное положение, труба вынимается. Набивать профиль наполнителем в данном случае не требуется.
Изгиб с помощью физической силы
Если сгибаемый трубный профиль небольшого сечения, достаточно пластичный, ему можно придать нужную кривизну с помощью обыкновенной воды без применения дополнительной оснастки. Обычно это квадратный трубный прокат сечением 10×10 мм или прямоугольный 10×20 мм. Гибка профильной трубы таким методом актуальна зимой при отрицательных температурах. Достаточно только:
- закупорить надежно один конец от возможных протечек;
- залить в трубу воду;
- дождаться, пока она замерзнет – лед не дает трубе мяться под давлением;
- приложить некоторые физические усилия и начать гиб трубы в нужном направлении;
- измерить положение заготовки по осям и по шаблону.
Горячие способы изгиба
Изменение формы металлопрофиля при высоте более 40 мм осуществляется только после его предварительного разогрева. Поскольку многократно эту операцию выполнять не рекомендуется из-за возможного порыва детали, нужно знать, как согнуть профильную трубу своими руками, используя различные доступные способы. Вначале прокат отжигается, затем размягчается при закупоренных пробками концах. Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Как гнуть профильную трубу с помощью паяльной лампы и пружины?
Воспользоваться паяльной лампой и пружиной можно для получения кривизны поверхности с минимальным радиусом, но это не касается оцинкованной трубы. Прочная пружина внутри профиля предотвращает продавливание стенок во время процесса изгибания, формирует аккуратную и ровную конфигурацию поверхности. Заготовка одним концом жестко крепится в тисках. Длина участка нагрева должна быть тождественна шести диаметрам трубы.
По предварительной разметке в зоне сгиба проводится, вначале, разогрев металла лампой до темно-вишневого цвета, а затем – гибка. При неоднократном нагревании заготовки внутри скапливаются газы. Сделанные заранее небольшие отверстия в трубе (до 3мм) помогут избавиться от них.
Как согнуть профиль при помощи сварочного аппарата?
Вначале рассчитывают радиус изгиба и определяются с величиной деформируемого отрезка. Углошлифовальным ручным электрическим станком через равные промежутки делаются пропилы на внутренней стороне трубы. Чем их больше, тем изгиб получится более плавным. В результате место работ приобретает вид ломаной линии с острыми углами у наружной стенки профиля. Зажав один торец в тисках, его сгибают, придав заготовке нужную кривизну. Стыки провариваются сварочным аппаратом, упрочняются. После полного остывания швы зачищаются.
Как видите, сортамент трубного профиля достаточно разнообразен. Всегда можно найти нужный вариант под реализацию конкретного проекта. Мы производим стальной прокат в большом ассортименте и предлагаем купить профильную трубу с гарантированным точным весом по максимально выгодным ценам.
Поставляем в любом объеме только сертифицированную продукцию, пригодную к дальнейшей обработке, в том числе и изгибу горячим или холодным способом. Если возникли затруднения с выбором труб, расчетом их количества, или нужна консультация по другим техническим вопросам, обращайтесь к нашим специалистам. В рабочее время отвечаем моментально.
Как согнуть профильную трубу в домашних условиях без трубогиба?
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.
Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.
После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.
С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму. Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.
Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
Загрузка…Как согнуть профильную трубу
С задачей согнуть профильную трубу сталкиваются частные лица и работники строительно-монтажных предприятий. ООО «ПК «Феррум Ханд» предлагает потребителям большой выбор профильных труб разных размеров, а также услуги по обработке металлоизделий плюс информационную поддержку. Наш ассортимент расширился – в продажу поступил высокосортный металлопрокат, выпущенный российскими металлургическими комбинатами. Качество сделанного по ГОСТ отечественного профиля намного превышает китайские аналоги, он легче обрабатывается и служит дольше.
Достоинства материала, сфера использования
Стальной профиль является одним из самых распространенных строительных материалов на современном рыке. Обладая правильной геометрической формой и ребрами жесткости, он широко используется для сооружения прочных каркасов и опор. Из него делают теплицы, навесы, козырьки над входом в здание, металлические лестницы, стеллажи для инструмента, рамы, заборы, ворота. Основные методы обработки – резка и сварка. Комбинирование этих операций позволяет создавать жесткие, долговечные, прочные конструкции. Нередко требуется гибка профиля – например, без нее не обойтись при создании арочных конструкций, красивых скамеек, навесов из поликарбоната.
Гибка профильной трубы
В процессе работ возникает необходимость согнуть жесткий профиль под углом 45° или 90°. В условиях промышленных предприятий задача решается на профилегибочных станках. Частные лица используют для работы трубогиб – устройство с мощными прессами, роликами, колесами, прокатка под которыми легко гнет металлоизделия. На трубогибе профиль можно согнуть под углом от 0 до 360° с разными формами изгибов:
с плавными закруглениями:
- S-образно;
- спиралью;
- эллипсом.
Прокатываться может любой металлопрокат – круглый или квадратный, разных размеров, толщины стенок. Трубогибы бывают с ручным управлением, электроприводом, пневмогидравлические. Аппарат стоит достаточно дорого. Чтобы избежать расходов на его приобретение, лучше обратиться за услугами по гибке труб в специализированные фирмы.
Обращение за покупкой профильных труб или других видов металлопродукции в «ПК «Феррум Ханд» – правильное решение. Мы не только предлагаем потребителям широкую линейку качественного металлопрофиля, но и услуги по его обработке на специальном оборудовании. Качество и цены наших услуг – одни из лучших на рынке.
Как согнуть профильную трубу в домашних условиях без трубогиба: видео
Создание изгиба профильной трубы профессиональным строителем или обычным хозяином часто может встретиться в процессе стройки или ремонта любого загородного дома и коттеджа. Решившись выполнить сгибание профильной трубы собственными руками в бытовых условиях, хозяин всегда озадачивается о том, как правильно и надежно устроить тепличную конструкцию, крытую террасу или курилку.
При создании таких конструкций используют именно профильные изделия, так как они намного популярнее перед трубами с традиционной круглой формы.
Трубы, имеющие обыкновенное сечение в виде круга сгибаются с помощью обычного гидравлического трубогиба со специальными башмаками и роликами для круглых заготовок. При этом изогнуть профильные детали на таком станке не представляется возможным, так как его исполнительные устройства для круглых форм просто-напросто испортят профиль – заготовка растрескается, поломается, или совсем раздавится.
Способы сгиба профильных элементов
Профильную трубу можно без всяких дефектов изогнуть и своими руками. Для изготовления таких гнутых профильных деталей существует много приемов. Одним из распространенных вариантов является сгибание профильной заготовки с помощью специальных устройств – так называемых профилегибов. Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
как согнуть профильную трубу без трубогибаВ случае редкой необходимости изготовления гнутых профилей в бытовых условиях предлагается приобрести на рынке специальные трубогибы для ручной работы, используемые как для труб с круглым сечением, так и для профильных заготовок. Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
При одноразовой необходимости выполнения сгибов на заготовках покупать даже ручные механизмы нерационально. В этом случае рекомендуется приобрести на рынке уже изготовленный элемент или можно сделать заказ в мастерской либо на соответствующем предприятии, где за сравнительно невысокую плату смогут изготовить любую деталь из собственного профильного материала.
При таком решении задачи можно не только снизить стоимость работ и не потратить личное время и силы, но и достичь необходимого результата – получить деталь с качественным и правильным сгибом определенного диаметра или формы.
В каждом строительном и не только деле всегда существуют народные методы. Изгиб профильных заготовок собственными руками – не исключение. Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.
При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения. Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки.
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.
Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.
Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.
Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Сгибаем без трубогиба
Сделать изгиб прямоугольной заготовки без трубогиба можно еще посредством хорошо высушенного и тщательно просеянного песка. Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
При слишком резких изгибах – когда радиус небольшой, участок сгибания рекомендуется разогреть посредством горелочного устройства. Благодаря набитому до краев в трубу песку сохранится форма сечения изделия.
После выполнения сгибания необходимо выжечь одну из пробок, высыпать песок изнутри и вырвать вторую пробку.
Как согнуть профильную трубу с помощью угловой шлифовальной машины • CIMFLOK.COM
Использование профильных труб (квадратного или прямоугольного сечения) становится все более популярным, так как они обладают высокой прочностью и хорошими показателями надежности. При этом правильно согнуть профильную трубу, не нарушая ее целостности и функциональности, не так уж и просто. Особенно остро стоит вопрос гибки профильных труб своими руками в домашних условиях.
Применение гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной — это ее поперечное сечение. Именно разница в поперечном сечении не всегда позволяет применить обычные стандартные методы гибки и добиться необходимого радиуса кривизны . Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и др., Что влечет за собой использование различных техник гибки.
Также следует помнить, что любые механические воздействия с целью изгиба профильных труб могут внести дефекты, а иногда и привести к нарушению целостности конструкции, поэтому будет полезно позаботиться о возможности растяжения профиля. трубу, когда она изогнута.
Разнообразие применения гнутых труб в эстетических целях
Для достижения необходимого радиуса изгиба при выполнении работы самостоятельно нужно обращать внимание на плавность, неторопливые движения, а также усилия, которые значительно снизят вероятность поломки и помогут получить желаемую изогнутую форму изделия.
Толщина стенок профильной трубы также влияет на выбор необходимого способа гибки. Но если четко представить себе конечный результат, правильно и вдумчиво подойти к выбору способа гибки профильной трубы, то получившаяся конструкция будет отличаться прочностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Напомним, что тепловое воздействие на профильную трубу влечет за собой изменение внутренней структуры материала, из которого она изготовлена, а может существенно повлиять на свойства прочности и надежности. св., повторное воздействие на изменение формы трубы (изгиб, изгиб) приводит к ее разрушению.
Особенности использования трубогиба
Перейдем к вариантам, как согнуть профильную трубу в домашних условиях.Отметим сразу, что согнуть профильную трубу своими руками без применения специальных инструментов довольно сложно, особенно если толщина стенки трубы большая. Самым приемлемым и уместным в домашних условиях будет использование трубогиба. Трубогиб отличается наличием специального приводного колеса, которое при движении по одной из граней позволяет изгибать профильную трубу по мере необходимости для пользователя.
Трубогиб трехвалковый ручной механический для профильной трубы
Трубогибы бытовые и электрические.В первом случае гибка профильной трубы осуществляется вручную путем перемещения колес трубогиба специальной ручкой. Это допустимо, если сечение трубы небольшое, а сама конструкция не громоздкая и вы можете изменить ее форму своими руками.
Видео: как согнуть профильную трубу с помощью угловой шлифовальной машины
В противном случае, когда объем работ и размеры трубы достаточно велики, потребуется трубогиб с электроприводом, приводимый в действие простым нажатием кнопки.Принцип работы аналогичный: движение колеса по краю. Но результат более эстетичный и менее трудоемкий.
Гидравлический трубогиб для круглых и профильных труб
Если работа одноразовая, то покупать спецтехнику и проводить работу на дому нет смысла, лучше обращаться в специализированные компании, можно арендовать станок. Как гнуть профильные трубы без трубогибов, расскажем позже.
Альтернативные варианты гибки труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без использования специальных машин.Следует отметить, что изгиб профильной трубы по радиусу должен удовлетворять следующим требованиям:
- желаемая толщина стенки трубы должна быть более 2 см, иначе изгиб чреват нарушением целостности конструкции трубы;
- положите высоту профиля трубы Z> 2 см, тогда профильная труба, изогнутая на длине 3,5 x Z, не разрушится и не потеряет надежности.
Важна температура продукта при сгибании.Не секрет, что в нагретом состоянии легче изменить кривизну металлического изделия. Но, если работа ведется в домашних условиях, обязательно соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует отметить, что профильные трубы с высотой профиля до 1 см не нуждаются в обогреве для придания им криволинейной формы, тогда как трубы с профилем с высотой профиля более 4 см не гнуть собственными руками и без подогрева.
Гибка профильных труб на угловой шлифовальной машине
Еще один способ добиться нужного радиуса изгиба своими руками — использовать угловую шлифовальную машину. В месте предполагаемого изгиба необходимо сделать несколько поперечных надрезов (обычно их нужно три), затем просто согнуть профильную трубу своими руками и приварить место надрезов сварочным аппаратом.
Так как профильная труба имеет сечение правильной формы, конечный продукт будет иметь полностью эстетичный вид (если тщательно отшлифовать сварные участки) с ненарушенными показателями прочности.
Пружинный метод
Гибка профильной трубы малого сечения с помощью пружины
Способ достаточно простой и реализуется следующим образом: нужно взять проволоку (желательно стальную) толщиной примерно 2 мм, сделать из нее квадратную пружину, который вы вставляете в трубу, то стоит прогреть место, где она будет изгибаться, и загнуть трубу на нужный радиус. Стоит сразу следить за тем, как правильно согнуть профильную трубу, так как нагретая труба долго не сохранит свою пластичность.
Полезный совет! При изготовлении пружины следите за тем, чтобы ее отрезки были на полтора-два миллиметра меньше соответствующей стороны отрезка профильной трубы . В таких условиях поместить пружину внутрь профильной трубы несложно.
Трубогиб для профильных труб любого сечения с электродвигателем
Гибка труб песочная
Когда нет возможности проводить работы в специализированных мастерских, а бизнес ограничивается домашними условиями и делать своими руками, на помощь приходят самые разные идеи, как согнуть профильную трубу, не затрачивая больших финансовых и физических средств. усилие.Рассмотрим подробнее, как гнуть профильную трубу: в домашних условиях можно использовать песок, обязательно просеянный и просушенный. А также деревянные клинья, которые соразмерны сечению трубы и могут быть забиты в нее.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- насыпать внутрь песок; С другой стороны,
- забивает клин, получая таким образом своего рода заглушку.
Далее, закрепив один конец, можно гнуть до нужного радиуса.сверху изгиб также можно нагреть для облегчения работы. Целостность и долговечность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, предварительно выломав деревянные клинья.
Самодельное устройство для гибки профильных труб
Как согнуть профильную трубу водой
Профильные трубы можно гнуть в домашних условиях по мере необходимости по проекту, используя воду. В этом случае труба должна быть из меди или любого другого цветного металла.Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важно обеспечить его наличие при отрицательной температуре, чтобы вода могла замерзнуть. В таком состоянии гнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба квадратного сечения будет легче гнуться ближе к концам, а не к середине.
Как согнуть девятикладчатый профиль? (2 метода)
Что такое девятисложный профиль?Девятигранный профиль назван из-за количества изгибов колонно-балочной конструкции (9 раз), это холоднокатаный стальной лист, прокатанный на профилегибочной машине.
Прежде чем объяснять, как использовать листогибочный пресс для гибки девятислойного профиля, позвольте мне сначала объяснить использование девятигранного профиля.
Применение девяти профилей сгибаДевятигранные профили используются в основном для изготовления шкафов.
Шкафы с девятью профилями — это закрытые колонные и балочные конструкции, преимущества которых заключаются в более высокой прочности, чем у традиционных открытых балок и С-образных профилей, высокой силе, низкой стоимости, занимающих мало места и пользующихся большим спросом у пользователей.
Эта технология является технологией обработки шкафов компании Rittal (Германия), и теперь шкафы с девятикратным профилем скопированы на отечественных предприятиях Китая.
Материалы шкафа девятистворчатого профиля:
Используйте холоднокатаный стальной лист национального стандарта и высококачественную нержавеющую сталь, также можно использовать нержавеющую сталь SUS304L (пищевая промышленность и производство напитков), SUS316L (медицинская и фармацевтическая промышленность) и SUS201 (экономичная нержавеющая сталь).
Толщина:
- Дверная панель: 2,0 мм;
- Корпус шкафа: 1,5 мм;
- Рама: 1,5 мм;
- Задняя и боковые панели: 1,5 мм;
- Монтажная пластина: 3,0 мм (дополнительно 2,5 мм).
Обработка поверхности шкафа с девятигранным профилем:
После 12 процессов предварительной обработки, соответствующих международным стандартам, таких как травление, фосфатирование, депарафинизация, промывка и очистка стального листа, корпуса шкафа, основания и поверхностей дверей, поверхность покрывается пластиком и может быть окрашена в любой цвет в соответствии с требованиями.
Нержавеющая сталь обычно обрабатывается двусторонним волочением.
Стандартная комплектация девятистворчатого профильного шкафа:
- 9-кратная профильная рама
- входная дверь
- монтажная пластина
- задняя панель
- верхняя плита
- боковая пластина
- база
- обруч
- Трехступенчатая оцинкованная опорная плита
- Пара балок перфорированная
- Трехточечный замок с двумя зубьями для рулевой тяги
- Замок для крафт-ручки
- оцинкованная квадратная труба для двери шкафа
- ребра жесткости
- Пенополиуретановая уплотнительная лента
Обычно этот профиль не нужно изготавливать в самом цехе листового проката, его можно купить.
В особых случаях производители листового металла также могут гнуть собственные профили.
Как изгибать девятиугольный профильНиже приведены два метода сгибания девятисложного профиля.
Первый способШаг 1
Шаг 2
Шаг 3
Шаг 4
Шаг 5
Шаг 6
Шаг 7
Шаг 8
Шаг 9
Второй методШаг 1
Шаг 2
Шаг 3
Шаг 4
Шаг 5
Шаг 6
Шаг 7
Шаг 8
Шаг 9
Шаг 10
Шаг 11
Что такое профилегибочный станок? Опыт компании Comac в области производства и продаж, профильных и трубогибочных станков, угловых валков — производство и продажа прокатных станков — продажа бывших в употреблении станков
Профилегибочный станок — это станок для холодной гибки профилей различной формы и размера.Обычно станок используется в области металлообработки для гибки профилей, таких как трубы, прутки, уголки, Т-образные профили, U-образные профили и балки.
Наиболее важной частью станка являются валки (обычно 3), которые прикладывают к профилю комбинацию сил, результирующая которых определяет деформацию в направлении, перпендикулярном оси самого профиля. Различают профилегибочные станки:
• Принцип работы / конфигурация
• Привод
• Размеры
• Контроль
• Аксессуары
Рабочие фазы профилегибочного станка можно обозначить как:
1.Нагрузка сгибаемой детали: на этом этапе профиль вставляется между валками. При необходимости деталь может поддерживаться и не подвергается деформационным напряжениям.
2. Движение валков для достижения положения зажима: на этом этапе профиль блокируется между валками и может перемещаться вперед и назад, вращая валки. Оказываемое давление ниже, чем необходимое для деформации профиля.
3. Рабочая фаза: в этой фазе давление увеличивается и происходит деформация профиля за счет перемещения профиля и перемещения валков.
4. Разгрузка профиля: устраняется давление на профиль и увеличивается расстояние между валками, так что профиль может быть извлечен из станка.
Принцип работы оказывает непосредственное влияние на все фазы, но в основном на вторую и третью. Понятно, что для загрузки профиля на станок должно быть достаточное расстояние между валками. Также ясно, что для того, чтобы заблокировать профиль между валками и оказать давление, необходимо уменьшить это расстояние.Один или несколько бочек должны быть способны двигаться по отношению к другим.
Машины можно разделить, учитывая возможности движения валков:
• Машины двойного зажима
• Пирамидальные машины
• Стиль с одним зажимом
В профилегибочных машинах с двойным зажимом верхний валок имеет фиксированное положение, в то время как два нижних имеют возможность перемещаться и могут перемещаться независимо друг от друга.Этот тип станка является наиболее универсальным и, следовательно, позволяет добиться лучших характеристик. Возможность независимого перемещения нижних валков позволяет наилучшим образом управлять операциями зажима и гибки, позволяя работать симметрично и асимметрично.
В гибочных машинах пирамидального профиля нижние валки имеют фиксированное положение, а верхний может перемещаться вниз.С такой машиной можно работать только симметрично.
В валках с одним прижимным углом может двигаться только один из нижних валков. С таким профилегибочным станком можно работать только асимметрично.
Преимущества и недостатки различных конфигураций профилегибочных машин
Основными аспектами, которые необходимо учитывать при определении преимуществ одной конфигурации профилегибочного станка по сравнению с другой, являются:
• Производственные затраты: трубогибочная машина с двойным зажимом — самая дорогая из всех из возможных, поскольку в ней больше подвижных частей и, следовательно, больше компонентов.Станки для гибки профилей пирамидальной формы и однопозиционного типа имеют более или менее одинаковую производственную стоимость.
• Гибкость: угловые валки с двойным зажимом являются наиболее гибкими. Во время работы можно поддерживать стабильное положение профиля на стороне загрузки машины и использовать только валок на противоположной стороне для изгиба профиля. Таким же образом можно работать и на секционных гибочных станках с одинарным зажимом, но не на станках пирамидальной формы.
• Возможность выполнять предварительную гибку на концах профиля: профильные станки с двойным зажимом могут выполнять предварительную гибку на обоих концах профиля, в то время как для получения того же результата на угловых валках с одним зажимом это необходимо. необходимо вынуть деталь из машины, повернуть и снова вставить с противоположного конца. На машинах для гибки профиля пирамидальной формы предварительная гибка профиля невозможна.
Гибка профилей :: Kersten Europe
Строительные профили бывают самых разнообразных.Kersten использует обширное современное оборудование для гибки стандартных строительных профилей и профилей по индивидуальному заказу. Мы используем методы холодной и индукционной гибки, чтобы изгибать самые разные типы и размеры практически с любым желаемым радиусом с учетом особых требований (допусков).
Профили можно гнуть в 2D и 3D. Компания Kersten специализируется на 3D-изгибе легких и тяжелых профилей, где профиль, а также радиус имеют градиент. Этот метод используется для строительства лестниц, предметов искусства, промышленных смесителей и, в частности, для строительства направляющих для американских горок.
В зависимости от свойств профиля, радиуса и применения изогнутого продукта профиль изгибается в соответствии с одним из следующие методы гибки:
Для прокатки профилей используется полная серия профилегибочных станков.Kersten Europe производит прокат профилей от 80 до 1.000 мм, а также труб от Ø 10 до Ø 610 мм.
Для прокатки не требуется специального инструмента, и станок не нужно переоборудовать для гибки определенного профиля с различными радиусами. Это делает стоимость прокатки технически очень интересной.
Для прокатки всегда требуется большая длина. Однако это может быть ограничено умной классификацией материалов. Мы с радостью проконсультируем вас по этому поводу.
На следующей анимации показан процесс прокатки трубы.Вы можете увидеть, как труба прокатывается на станке, и как определяется дополнительный припуск на изгиб. Затем он автоматически удаляется, оставляя трубу с трехмерным контуром для оптимального соединения трубы с трубкой.
Производительность прокатки профиля
Индукционная гибка
Индукционная гибка — это очень эффективный и точный метод гибки с использованием тепла для гибки труб, труб и секций. Он вступает во владение там, где методы холодной гибки имеют свои ограничения.Комбинация скорости, местного нагрева и охлаждения позволяет изгибать даже более крупные профили. Трубы до Ø1016 мм и стандартные конструкционные профили до 1100 мм.
Подробнее об индукционной гибке
Гибка на оправке — хорошее решение для гибки тонкостенных профилей с очень малым радиусом. По сравнению с прокаткой может быть получен гораздо меньший радиус. Однако этот метод изгиба требует специального оборудования для защиты профиля от разрывов и деформаций, которые могут возникнуть при изгибе на небольшом радиусе.
Оборудование означает, что начальные затраты относительно высоки и, следовательно, менее привлекательны при работе с небольшими партиями. Однако зачастую оборудование для стандартных строительных профилей уже доступно. Для этих стандартных профилей и / или больших серий идеально подходит изгиб на оправке. Это быстро, очень эффективно и обеспечивает неизменно высокое качество.
Краткий обзор гибки профиля
- Холодная гибка стальных, нержавеющих и алюминиевых профилей
- Полный ряд стандартных строительных профилей: от UNP 80 до HEA 1000
- Горячая гибка индукционным способом для еще большего трубы и профили
- Гибка труб, балок и полых профилей различных размеров с малым радиусом
- Прокатка комплектных или профилей вальцов по индивидуальному заказу заказчика
- Трехмерная гибка легких и тяжелых труб и профилей
Мы не можем казаться найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Как спроектировать изогнутые алюминиевые профили
ПроизводствоВ процессе экструзии используется пластичность алюминия — уникальное свойство, которое обеспечивает очень хорошую гибкость алюминиевых профилей.Но не для всех профилей. Что нужно знать при проектировании изогнутых алюминиевых профилей?
Мы используем изогнутые алюминиевые профили в архитектуре, строительстве, транспорте и машиностроении, а также в потребительских товарах, таких как детские коляски, осветительные приборы и дома на колесах. Возможность интегрировать такие профили в конструкцию дает дизайнеру больше свободы при проектировании.
Тем не менее, перед проектированием изогнутых алюминиевых профилей необходимо знать кое-что.
Сплав и условия влияют на изгиб
Давайте начнем с рассмотрения алюминиевых сплавов серии 6ххх.
Сплавы этой серии часто выбирают для гнутых алюминиевых профилей из-за хорошего соотношения прочности и деформируемости. Однако вы должны понимать, что сплавы с более высокой прочностью, такие как EN AW-6082, труднее формировать.
Термическая обработка также затрудняет изгиб профилей. Следовательно, обычно лучше сгибаться в состоянии T4, а затем дорасти до T6.
Влияние дополнительных функций на проектирование гибки и экструзии
Вы также можете добавлять функции в экструдированные алюминиевые профили, такие как защелкивающиеся соединения, винтовые каналы и охлаждающие ребра — вещи, которые могут значительно упростить производство и сборку продукта.
При добавлении таких элементов вы, как дизайнер, должны учитывать, как эти элементы влияют на изгиб.
Например, поскольку толщина различных частей экструзии влияет на изгибаемость секции, одинаковая толщина стенки дает преимущества как при экструзии, так и при гибке.То же самое и с симметрией: создавая профиль, вы должны попытаться добиться максимальной симметрии в профиле.
Профили с толщиной стенки от 2 до 15 мм можно гнуть, и они имеют небольшой радиус изгиба 300 мм. Это возможно. Но варианты гибки различаются в зависимости от профиля, и их нужно рассматривать отдельно.
Анодирование и порошковое покрытие только после гибки
Изогнутые алюминиевые профили также могут выполнять эстетическую функцию. Степень отделки и возможные обработки поверхности могут повлиять на выбор процесса и использование специальных инструментов.
Анодировать или наносить порошковое покрытие на профили рекомендуется только после гибки, поскольку во время гибки в слое анодирования или порошкового покрытия могут возникнуть небольшие микротрещины.
Различия между наиболее распространенными процессами гибки
Наиболее распространенными процессами гибки алюминиевых профилей являются гибка в рулонах, гибка с растяжением и гибка на оправке. Выбранный вами процесс должен зависеть от типа проектируемого профиля, а также от его применения и производственных номеров.
- Валковая гибка. Во многих случаях это наиболее гибкий и экономичный метод. Профиль направляется по трем регулируемым роликам, а затем шаг за шагом контролируемым образом изгибается до желаемого радиуса. Валковая гибка идеально подходит для профилей со сложным поперечным сечением и различным радиусом. Ролики предназначены для определенного типа профиля, поэтому они идеально направляют и поддерживают профиль.
- Растяжка. При этом профиль плотно зажимается с обоих концов. Машина растягивает профиль, затем протягивает его вокруг формы для гибки. Благодаря постоянному натяжению деформация поперечного сечения сведена к минимуму. Этот метод подходит для профилей с высокими требованиями к качеству поверхности. Стоимость пресс-формы для гибки для этого процесса относительно высока, что делает этот процесс интересным для более крупных производств.
- Гибка оправки. При изгибе относительно тонкостенного профиля на очень малый радиус увеличивается риск появления трещин и вздутия. Чтобы этого не произошло, профиль можно согнуть с помощью изгиба на оправке. Гибка на оправке выполняется быстро, точно и с неизменно высоким качеством. Подходит для средних и крупных серий.
Хотите узнать больше?
5 Методы гибки и растяжения для экструзии алюминия
Когда алюминий выдавливается через матрицу, он должен выходить прямо.Разработчики штампов приложили много усилий для достижения этого результата, потому что экструзия изогнутой или скрученной формы бесполезна во многих приложениях. Однако бывают случаи, когда требуется изогнутая или закругленная алюминиевая экструзия. Один пример — это орудия для лодки, другой — компоненты рамы прицепа. Клиенты иногда спрашивают, можем ли мы гнуть алюминиевый профиль: обычно наш ответ — это какой-то вариант: «Это зависит от обстоятельств».
Гибка экструдированного алюминия сопряжена с множеством проблем. Здесь мы объясним, почему это нелегко, и познакомим с пятью методами, как это сделать.Если вы дизайнер, который хочет знать, каких радиусов мы можем достичь на различных участках, вы найдете здесь кое-что из того, что вам нужно, но мы рекомендуем вам связаться с нами для более подробного обсуждения.
Свойства и состав алюминияАлюминий обычно довольно мягкий и пластичный. Это упрощает работу, но не очень полезно для большинства приложений. Чтобы преодолеть это, он сплавлен с другими элементами. Эти алюминиевые сплавы производятся различных марок, называемых «серийными».Есть 1000 серий, 2000 и так далее, до 7000.
Каждая серия имеет немного разный состав и, следовательно, разные свойства. Кроме того, для термообработки подходят сплавы серий 2000, 6000 и 7000. Это увеличивает их прочность при одновременном снижении пластичности.
Большинство алюминиевых профилей относится к серии 6000. Помимо высокой пластичности, он обладает хорошей прочностью и устойчивостью к коррозии. Термическая обработка затрудняет изгиб сплава, поэтому, как правило, это лучше делать после придания окончательной формы.
Соображения по геометрииИзгиб сжимает внутреннюю сторону и растягивает внешнюю. При изгибе тонкой полосы в направлении ее толщины (а не ее ширины) разница в радиусе изгиба достаточно мала, поэтому растягивающие и сжимающие силы невелики. По мере того, как заготовка становится толще, проблемы возрастают.
В качестве примера трудности рассмотрим изгиб двутавровой балки того типа, который обычно используется в трейлерах и архитектурных приложениях.Для начала согнем его в направлении верхнего и нижнего фланцев. В этом случае центральная перемычка легко сгибается, но по мере изгиба внутренних и внешних кромок фланцев на разные радиусы они испытывают большее растяжение и сжатие. Напряжение истончает металл, а сжатие может вызвать коробление.
Теперь, если мы согнем двутавровую балку в направлении полотна, проблемы умножатся. Разные радиусы имеют не только верхний и нижний фланцы, но и верхняя и нижняя части стенки.
Ключ к успешной гибке — это контроль движения каждого элемента экструзии.Это намного проще, когда экструзия симметрична, при условии, что ось симметрии совмещена с радиусом изгиба. Асимметричные профили чрезвычайно сложно согнуть без значительных искажений.
Экструзия полого профиля создает еще одну проблему: при отсутствии каких-либо опор металл при сжатии имеет тенденцию изгибаться внутрь. В некоторой степени это можно преодолеть, если заполнить внутреннюю полость чем-то, что сопротивляется продольному изгибу, но это значительно усложняет изгиб.В качестве альтернативы можно сделать стены более толстыми, увеличить внутренние радиусы и, если возможно, добавить внутренние элементы жесткости.
Методы гибки алюминиевых профилейВ отличие от гибки металлического листа на листогибочном прессе, при гибке прессованием цель состоит в создании кривизны. Для этого экструдированный участок наматывают на матрицу. Обычно требуется некоторый перегиб, потому что экструзия демонстрирует некоторую степень упругости. Пять наиболее распространенных методов гибки и экструзии:
- Плунжерная / нажимная гибка
В этом методе полукруглый плунжер прижимается к экструдированной секции.С обеих сторон пресс-плашки поддерживают секцию, поворачиваясь вокруг гидроцилиндра. Плунжер имеет форму зеркального отражения профиля внешнего сечения, как и штампы давления. Несколько изгибов можно расположить близко друг к другу, хотя за один раз выполняется только один. Наименьший достижимый радиус изгиба примерно в четыре раза больше диаметра секции (или описанной окружности).
- Ротационная гибка с вытяжкой
Этот метод позволяет получить очень малый радиус изгиба — примерно такой же, как диаметр сечения.Гибочная матрица имеет круглую форму с зеркалом внешнего профиля сечения примерно на 270 ° поверхности. Секция прижимается к этой матрице и удерживается на месте прижимной матрицей. Гибочная матрица вращается, охватывая секцию вокруг себя. Точные углы изгиба достигаются за счет управления вращением матрицы.
- Трехвалковая гибка
Это метод, который мы используем в Wiley. Как и при изгибе с помощью плунжера / толкания, секция поддерживается в двух местах, а матрица опускается между ними.Отличие заключается в том, что цилиндр и пресс-плашки заменяют ролики. Имея форму, соответствующую секции, они вращаются, протягивая секцию насквозь и создавая большой радиус. При гибке валков можно даже получить полные круги. Его часто используют для придания формы большим сечениям в архитектурных или строительных приложениях.
- Компрессионная гибка
Здесь экструзия прижимается к стороне неподвижного плунжера, который имеет зеркальный профиль вокруг дуги 180 °.Затем пресс-форма оборачивает экструзию вокруг плунжера. Минимальный радиус примерно в три раза больше диаметра экструзии или описываемой окружности. Гибка сжатием часто выполняется на станках с двумя головками для изготовления форм с симметричными изгибами на каждом конце.
- Растяжка
Этот метод используется для деталей с большим радиусом изгиба. Это влечет за собой зажатие обоих концов экструзии для удержания ее в напряжении (растяжение). Затем закругленная матрица прижимается к средней точке экструзии для создания изгиба.