Как выглядит фреза: Фреза по металлу – все виды фрез для фрезерного станка
Пальчиковая фреза — применение, классификация, заточка, эксплуатация и ГОСТ
Пальчиковые фрезы – это концевой или шпоночный металлорежущий инструмент цилиндрической формы с рабочей боковой и торцевой поверхностями. Основные отличия заключаются в форме режущей части, которая определяет конфигурацию обрабатываемой поверхности. Как правило, пальчиковая фреза имеет от 3 до 5 рабочих кромок, на боковой части которой производится основной съём металла. Торцевая часть выполняет зачистку поверхности. Данный тип фрез применяется на металлорежущих станках и в электроинструменте.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.


Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
Метод заточки
Правильная и своевременная заточка пальчиковой фрезы позволяет значительно продлить срок эксплуатации инструмента. Метод заточки зависит от материала инструмента, пример работы вы можете посмотреть на приведенном ниже видео.
При простой форме зубьев можно использовать для заточки алмазные круги или бруски с разными абразивными частицами. При сложной конфигурации режущих кромок не обойтись без специальных станков. При заточке необходимо полностью устранить заусенцы. Неровные края приводят к быстрому затуплению зубьев и низкому качеству обработки.
Особенности эксплуатации
Срок эксплуатации инструмента во многом зависит и от качества охлаждения. Для работы с деталями из конструкционных и легированных сталей рекомендуется применение эмульсолам типа ЭТ 1, с концентрацией от 5 до 10%.Для более прочных материалов, жаропрочных и нержавеющих сталей, рекомендованы масляные смазывающе-охлаждающие жидкости или эмульсол ЭТ 2 с концентрацией от 10 до 15%.
Все параметры обработки, такие как скорость, ширина и глубина должны соответствовать материалу инструмента, его твердости и диаметру. Для этого необходимо воспользоваться технической литературой и рекомендациями производителя. Так, для обработки деталей из сталей твердостью HRC 47 скорость реза должна быть в пределах 25 – 35 м/мин. для инструмента диаметром от 3 до 6 мм. При использовании того же инструмента для обработки жаропрочных сталей скорость необходимо уменьшить до 10 – 15 м/мин.
ГОСТы
Параметры пальчиковых фрез с цилиндрическим хвостовиком определяет ГОСТ 17025. Для конических действует ГОСТ 17026.
Для конических действует ГОСТ 17026.
Фреза Энкор 9249
Стружка вверх — спиральные фрезы с верхним выбросом стружки. Стандартный вариант для станков, т. к. система аспирации (вытяжка) при их использовании работает наиболее эффективно.
Стружка вниз — спиральные фрезы с нижним выбросом стружки. Создают прижим материала и могут быть полезны при фрезеровании тонких листов, в том числе, нескольких одновременно. Применяются также на станках без вакуумного стола.
Прямые — фрезы с прямыми ножами. (Прямые ножи — имеющие нулевой угол наклона от оси инструмента.) Это классика деревообработки и первый выбор для раскроя ручным фрезером. На станках с ЧПУ находят применение, главным образом, при резке фанеры и других многослойных материалов.
Компрессионные — спиральные фрезы с разнонаправленными лезвиями. Нижние ножи при этом имеют верхний выброс стружки, а верхние ножи — нижний. В совокупности это гарантирует отсутствие сколов на ЛДСП, поскольку режущие кромки всегда прижимают плёнку к плите. Важно понимать, что для корректной работы фрезы нижний нож должен быть полностью погруженным в материал, чтобы не создавать давление на верхний слой ламината.
Важно понимать, что для корректной работы фрезы нижний нож должен быть полностью погруженным в материал, чтобы не создавать давление на верхний слой ламината.
Рашпильные («кукуруза») — фрезы с разделёнными режущими точками вместо единой кромки. Эффективно снижают силы резания, поэтому применяются, в основном, для фрезерования стеклотекстолита и других подобных материалов.
Фрезы-свёрла — универсальный металлообрабатывающий инструмент. Позволяет сверлить, раскраивать, снимать фаску.и формировать V-образую канавку по необходимости.
Со стружколомом — фрезы для чернового раскроя больших объёмов материала. Оставляют шероховатую поверхность, но выделяются высокой скоростью и длительной стойкостью лезвий. Их чаще ломают по ошибке, чем дают возможность выработать весь ресурс.
С прямыми ножами и стружколомом — получистовой инструмент. Может быть компромиссом в выборе между производительностью и чистотой поверхности.
Конусные фрезы с плоским торцом оставляют наклонную кромку, что бывает полезно при изготовлении пресс-форм или в других специфических случаях.
Сферические спиральные — фрезы с верхним выбросом стружки и сферическим торцом. Используются для создания рельефов и трёхмерных форм с относительно крупной детализацией.
Сферические с прямыми ножами — применение фрез аналогично предыдущим, но отсутствие спирали делает их более устойчивыми к вибрациям. Это особенно важно при увеличенной длине рабочей части (т. е., для фрез по пенопласту).
Виды фрез и приспособлений для работы по дереву, камню, металлу ручным фрезером
Фреза является режущим инструментом, с помощью которого ручная фрезерная машина или стационарный агрегат производят обработку поверхности различных материалов (дерево, пластик, металл). Поскольку оснастка рассчитана на вращательное движение, то и базовая форма у нее будет дискообразной либо цилиндрической.
 В то же время, режущие кромки инструмента могут иметь довольно замысловатую форму. Фрезы для ручного фрезера делятся на несколько видов. Наиболее распространенные среди них – для обработки древесины. При этом фрезы по дереву также имеют свою классификацию. Рассмотрим, какие виды фрез предназначены для обработки деревянных поверхностей, и как их правильно выбирать.
В то же время, режущие кромки инструмента могут иметь довольно замысловатую форму. Фрезы для ручного фрезера делятся на несколько видов. Наиболее распространенные среди них – для обработки древесины. При этом фрезы по дереву также имеют свою классификацию. Рассмотрим, какие виды фрез предназначены для обработки деревянных поверхностей, и как их правильно выбирать.Пазовые фрезы
Если нужно выбрать паз какой-либо глубины и ширины, то для этой цели как нельзя лучше подойдет пазовая фреза. Ее конструкция позволяет производить данную операцию как на пласти (грани) детали, так и на ее кромке. Пазовая фреза в основном используется при соединении деталей на шип. Также, применяя насадки для фрезера по дереву, идущие по линейке, можно прорезать ровные пазы любой ширины.
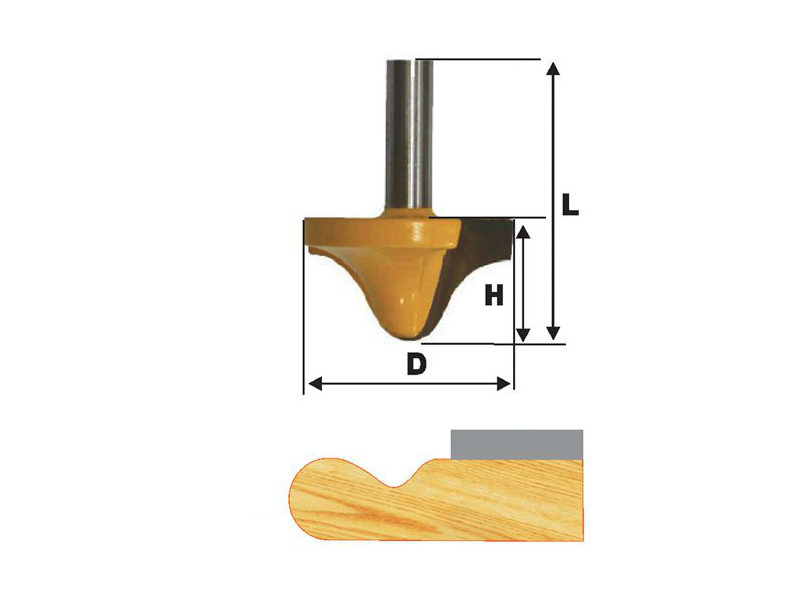
Фасонные
Позволяют придавать пазу определенные формы, похожие на фигурные скобки. Инструментом выбирают не только пазы внутри заготовки, но и изменяют форму ребер кромки. Изготавливая сложный рисунок на пласти заготовки, сначала делается проход по нему прямым резаком (пазовым). В дальнейшем это упрощает центровку фасонной оснастки.
В дальнейшем это упрощает центровку фасонной оснастки.
На следующих рисунках показаны основные разновидности пазовых фасонных фрез.
Конструкционные
После обработки заготовки данной оснасткой получается паз, похожий на трапецию (ласточкин хвост) или перевернутую букву “Т”.
Этот метод соединения деталей считается одним из самых надежных, поскольку шипы задвигаются в пазы такой же формы, и другим методом их не разъединить.
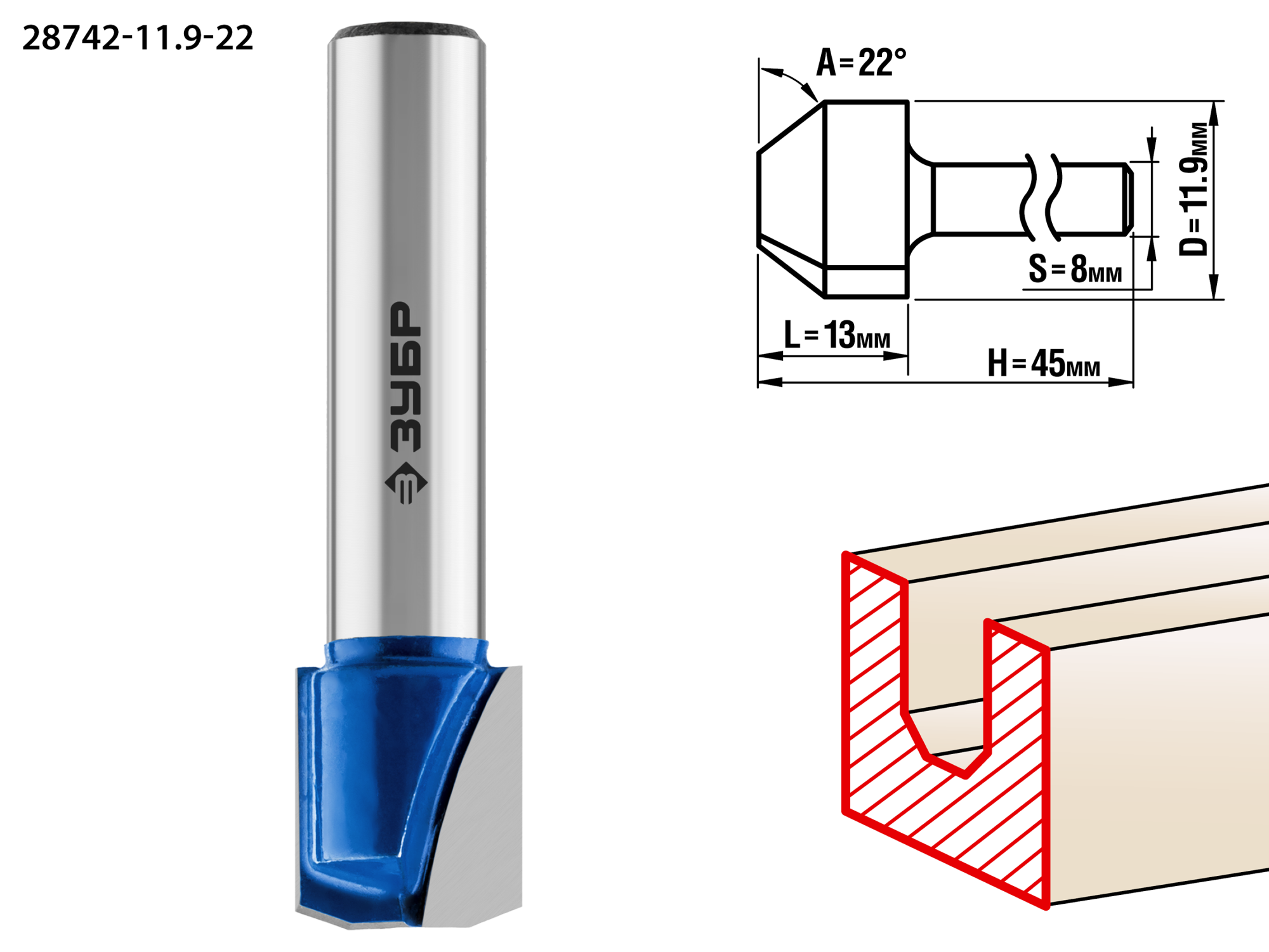
Галтельные V-образные
Несмотря на то, что слово “галтель” обозначает какую-либо полукруглую выемку или желобок, V-образные резаки также относятся к данной категории. Инструмент позволяет выбирать не только вертикальные пазы, но и пазы под определенным углом. Также галтельная фреза часто используется для декоративной резьбы и изменения геометрии кромок в мебельном производстве.
Галтельные
Имеют скругленную режущую часть. Если посмотреть на паз после ее прохождения в разрезе, то он будет напоминать литеру “U”.
Фрезу применяют для декоративной отделки кромок и торцов изделий из дерева, создания сложных рисунков на пласти заготовки либо различных галтельных выемок (желобков) на пласти изделия и на его ребрах.
Прямые
Это самый простой инструмент, имеющий форму цилиндра. Паз, полученный в заготовке, имеет прямоугольное сечение.
Оснастку чаще всего используют с погружными фрезерами.
Прямые пазовые (пальчиковые) фрезы применяют, если требуется выбрать прямоугольный паз с чистым дном, например, для врезки дверных замков и петель.
Правила безопасности
Приемы безопасной работы с устройством обязательно прописываются в инструкции производителя, не стоит пренебрегать ими, чтобы не получить травму. К основным правилам безопасной работы можно отнести:
- Обязательно работайте в защитной одежде без свисающих частей, которые может намотать на фрезер.
- Защищайте глаза от попадания стружки, для этого применяйте защитные очки или маску.
- Защищайте органы дыхания с помощью респиратора.
- Обязательно выдергивайте прибор из розетки на время перерыва в работе.
- Крепко держите инструмент в руках, чтобы избежать его выскальзывания при касании с обрабатываемой деталью.
- Обязательно изучите и соблюдайте все требования инструкции завода-изготовителя.

Выполнение этих простых требований позволит избежать травм при работе с фрезером, ведь это довольно опасный аппарат. Обучение работе с деревом требует не только сильного желания, но и особого терпения и внимательности. Только сочетание всех этих качеств позволит набраться опыта и достичь высоких вершин мастерства.
Ручной фрезер — это универсальный механический инструмент в домашней мастерской. Чтобы правильно им пользоваться, необходимо получить основные уроки работы фрезером по дереву. На рынке много фрезеров китайского производства, все они одинаковой конструкции и отличаются только мощностью двигателя. Специалисты рекомендуют приобретать более мощный инструмент, так как перечень выполняемых работ значительно расширится. Мастер сможет вырезать узор, делать выборку под четверть, нарезать шипы и выполнить другие операции, связанные с изготовлением мебели.
Мастер сможет вырезать узор, делать выборку под четверть, нарезать шипы и выполнить другие операции, связанные с изготовлением мебели.
Кромочные фрезы
В большинстве случаев кромочные фрезы имеют упорный подшипник. Благодаря ему появляется возможность вести инструмент по шаблону, обрабатывая кромки и ребра заготовок.
Полустержневые
Инструмент создает выступы полукруглой формы на кромках заготовок.
Если использовать полустержневую фрезу в паре с калевочной или галтельной, то можно изготавливать шарнирные соединения. Также полустержневым инструментом изготавливают стержни круглого сечения. В этом случае заготовка обрабатывается с обеих сторон.
Фигурные
Данные фигурные фрезы еще называют мультипрофильными. В зависимости от задач мастер может использовать часть профиля оснастки или задействовать его полностью. Во втором случае потребуется устанавливать инструмент в агрегат, который имеет мощность не менее 1600 Вт.
Галтельные
Предназначаются для придания ребрам заготовки внутреннего радиуса или выборки пазов с круглым сечением.
Галтельные фрезы оснащаются одним или двумя подшипниками, исключающими перекос инструмента.
Конусные
С помощью конусных резаков можно:
- снимать фаску на ребре заготовки;
- декорировать кромку столешницы;
- создавать угловой срез на ребрах заготовки перед их склеиванием (можно получать изделия многоугольной формы).
Также к этой категории можно отнести кромочную фрезу, угол наклона лезвий у которой 45 градусов.
Фальцевые
Применяются для выборки четверти и пазов прямоугольного сечения. Благодаря упорному подшипнику фальцевая фреза может использоваться как на ровных, так и на криволинейных заготовках.
Для регулировки глубины паза применяют упорные подшипники разных диаметров.
К этой же категории относится и пазовая дисковая фреза. С ее помощью в заготовке прорезается паз под установку Т-образной ПВХ кромки.
Калевочные
Калевочные фрезы позволяют получить дугообразную, прямую, а также фигурную кромку на заготовке. Работая какой-либо частью одной и той же оснастки, можно:
Работая какой-либо частью одной и той же оснастки, можно:
- скруглить ребро детали;
- получить кромку с фальцем;
- сделать полустержневой выступ;
- получить кромку с губкой;
- сделать декоративную обработку ребер, к примеру, изготавливая оконные рамы.
Также калевочными резаками можно создавать орнаменты сложной формы на ребрах и торцах детали из дерева.
Оснастка данной серии может быть и двойной, как показано на следующем рисунке.
На двойном резаке расстояние между элементами можно менять в соответствии с толщиной заготовки. Благодаря двум элементам заготовка обрабатывается в один проход, одновременно с обеих сторон.
Прямые
Прямая кромочная (обгонная или торцевая) фреза применяется при чистовой обработке торцов заготовки или создания идеального угла в 90 между пластью детали и ее кромкой (торцом). Подшипник может быть установлен в верхней или нижней части инструмента.
При нижнем расположении подшипника шаблон закрепляется под заготовкой, а при верхнем расположении – над заготовкой.
Кроме функции торцевания, оснастку с верхним подшипником можно использовать как пазовую и прорезать паз прямоугольного сечения на пласти заготовки, конечно же, используя шаблон определенной высоты. Диаметр подшипника обычно равен диаметру инструмента, то есть он находится заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший по диаметру, чтобы расширить возможности оснастки.
Фреза “кукуруза”
Фреза кукуруза также является кромочной. Основное ее предназначение – это шлифовка и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) обеспечивается легкое удаление стружки и плавный ход инструмента.
Технические параметры гравера
- Число оборотов вала за единицу времени
— «об/мин» — это скорость вращения вала. Обычно она колеблется между 15000 и 35000 об/мин. Покупка гравера осуществляется, исходя из того, какие функции он должен выполнять. При отрезании и сверлении заготовок из плотного материала, пригодится мини-дрель с высокой скоростью. Низкая скорость идеальна для полирования и шлифования. - Мощность
– «Вт» — определяет эффективность электромотора, варьируемый от 35 до 300 Вт. При продолжительных и интенсивных работах на стройплощадке следует приобрести высокомощный инструмент, ювелирные операции больше подходят маломощному граверу. - Вес
– «г, кг». Он редко бывает больше 0,5 кг, но встречаются граверы весом до 2 кг! Работая таким гравером приходится регулярно давать отдыхать натруженным рукам и плечам.
 Низкая скорость идеальна для полирования и шлифования.
Низкая скорость идеальна для полирования и шлифования.Комбинированные фрезы
Сращивание заготовок считается наиболее эффективным, если использовать комбинированную оснастку. Данные типы фрез состоят одновременно из шиповых и пазовых элементов: благодаря такой конструкции оснастки за один проход аппаратом получают оба профиля. В результате площадь кромки, предназначенная для склеивания, увеличивается, что положительным образом сказывается на прочности соединения.
Рамочные
Рамочные фрезы являются составными инструментами. Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
Все режущие элементы устанавливаются на основу, и мастер может размещать их в нужном порядке. Наборные фрезы имеют следующие составляющие:
- основание;
- режущие элементы;
- подшипник;
- шайба;
- фиксирующая гайка.
При смене расположения режущих элементов вынимать хвостовик из цанги агрегата не требуется. Достаточно лишь открутить крепеж, расположенный в нижней части оснастки, и все ее элементы снимаются. Благодаря разборной конструкции оснастки величина вылета инструмента остается прежней, и повторная ее регулировка не требуется.
Пазо-шиповые
Комплект содержит 2 фрезы, одна для выборки паза, а вторая – для шипа.
Пазо-шиповые фрезы имеют зеркально-идентичный профиль режущих элементов, благодаря чему обработанные детали сращиваются максимально точно.
Единственный минус данной оснастки в том, что пазы и шипы изготавливаются разными резаками, которые приходится менять и снова корректировать их вылет относительно подошвы агрегата.

Для изготовления вагонки
Фрезы для изготовления вагонки по своему принципу действия похожи на пазо-шиповой инструмент, но с той лишь разницей, что при соединении деталей образуется V-образный паз между ними для имитации бруса. Чтобы изготовить соединение, также требуется комплект из 2 элементов.
Универсальные
После прохода инструмента получают 2 плоскости, полностью совместимые между собой, имеющие паз и шип. Оба последних располагаются под углом друг к другу.
Для сращивания деталей также применяется микрошиповая фреза.
Оснастку можно применять как для продольного сращивания заготовок (при изготовлении щитов), так и для торцевого сращивания деталей.
Для углового сращивания древесины также используется оснастка из серии комбинированных, позволяющая подготовить места соединения под углом 45 градусов.
Следует отметить, что для обработки заготовок, которые необходимо срастить, применяют одну и ту же комбинированную фрезу. Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также значительно экономит время, поскольку менять инструмент не нужно.
Обработка деревянных деталей
Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки.
При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом.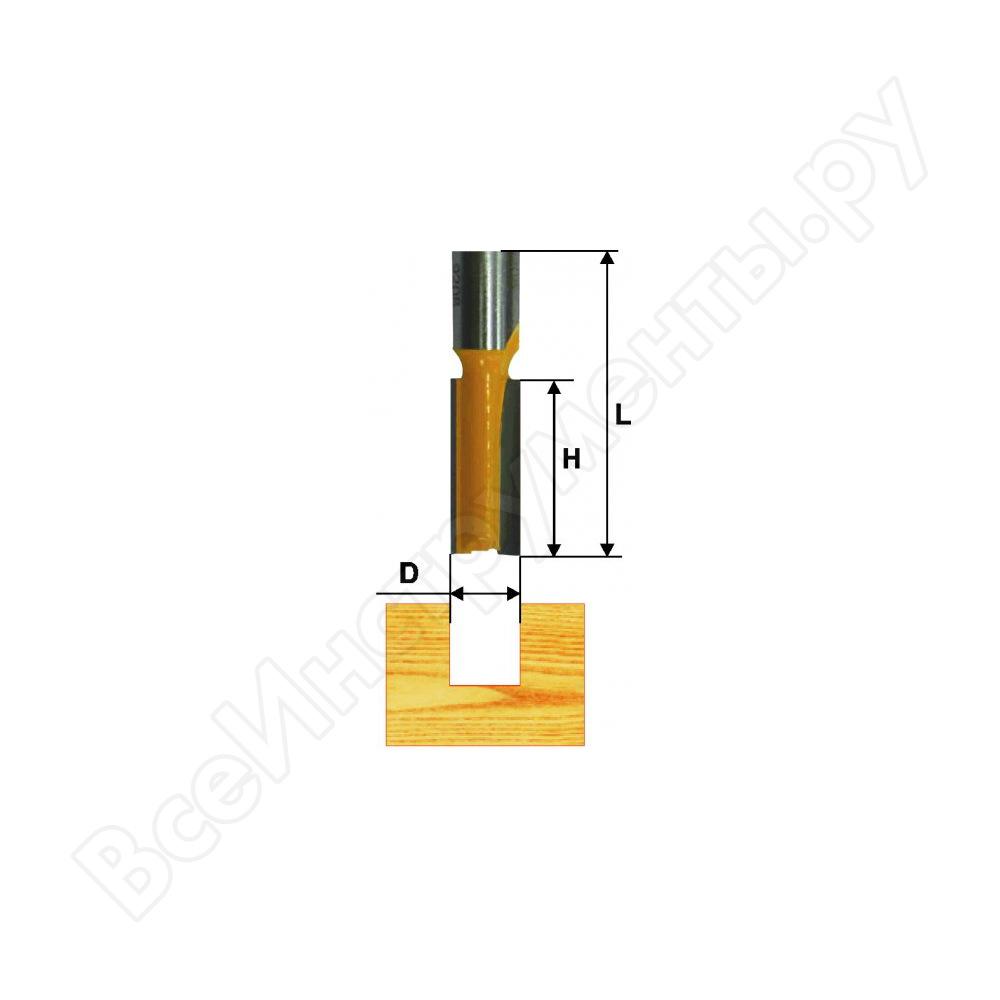 Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Читать также: Как правильно держать стеклорез
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность. Проблема заключается в том, что на узкой стороне заготовки фрезер удержать очень трудно. Если он качнётся во время работы, паз получится неточный.
Чтобы избежать этой проблемы, брусок нужно зажать струбциной, параллельно положить точно такой по размеру брусок. Тогда фрезерная машина приобретет две точки опоры и шататься не будет.
Работа ручным фрезером способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Фигирейные фрезы
Применяют инструмент при изготовлении филенок, а именно для декоративной обработки ребер деталей. Вся оснастка имеет упорный подшипник, закрепленный снизу. Фреза с подшипником может обрабатывать не только прямоугольные заготовки, но и фигурные. Следует знать, что инструменты для филенок имеют диаметр от 50 до 70 м, поэтому, чтобы их эффективно использовать, необходимо иметь аппарат с мощностью не менее 1500 Вт. Для бытового фрезера обработка филенки данным типом оснастки станет непосильной задачей.
Для изготовления дверей ручным фрезером (имеется ввиду кухонных фасадов) потребуется приобрести специальный набор, состоящий из трех элементов.
В наборе имеются следующие фасадные фрезы: одна филенчатая и две оснастки для мебельной обвязки (профиль-контрпрофиль).
Горизонтальные
Применяют для предварительной обработки филенки. Чтобы сформировать шип для вставки в паз рамы, потребуется дополнительно обрабатывать кромку.
Вертикальные
Чаще всего вертикальные фигирейные резаки используют для изготовления плинтуса.
Горизонтальные двухсторонние
Данный тип оснастки заметно упрощает производственный процесс, поскольку за один проход инструмента на кромке появляется соединительный шип и часть филенки определенной конфигурации.
Кроме вышеперечисленных разновидностей оснастки, многие мастера применяют и самодельные фрезы. Обычно они представляют собой стандартные слесарные сверла, переточенные особым образом. Как это делается в домашних условиях, можно узнать из видео.
Дёшево и сердито
Резьба по дереву — это всегда красиво, богато и дорого. Этим занимаются талантливые люди, художники или скульпторы. Но есть такие способы резьбы, которыми может заниматься любой человек. Например, вырезать узоры ручным фрезером по дереву очень легко.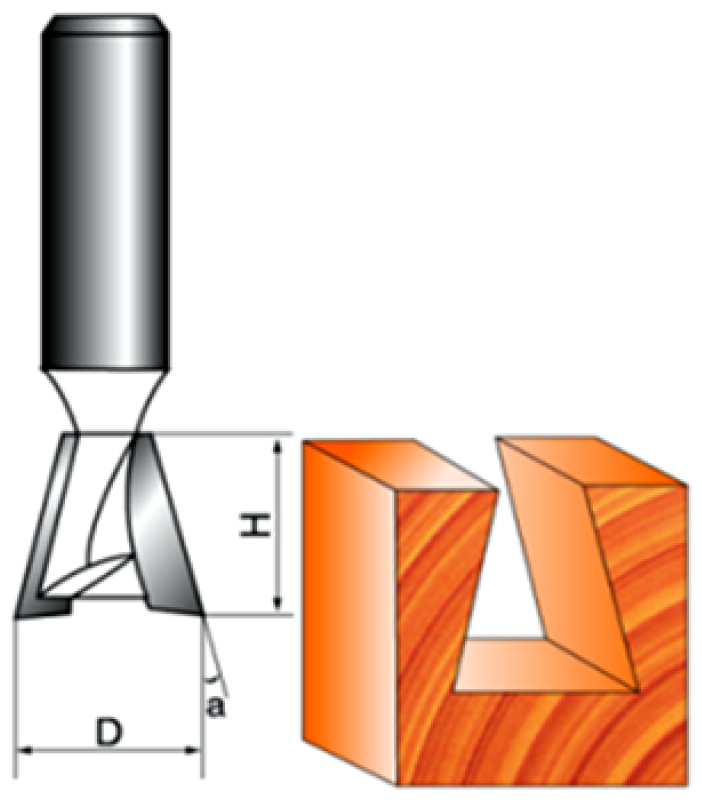 Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Для работы подойдёт фрезерная машинка любой мощности. Желательно, чтобы она была лёгкая и удобная, тогда проще будет копировать рисунок. Поэтому не нужно заморачиваться, какой выбрать фрезер для начинающих, главное — подобрать фрезы диаметром от 2 миллиметров. При работе нужно проявить усердие, чтобы ровно пройти тонкой фрезой по контуру рисунка и не сломать её. Следующий шаг — углубление фона, для этого применяется фреза-флажок большого диаметра.
Критерии выбора режущего инструмента по дереву
При выборе фрез по дереву для ручного агрегата, следует уделить внимание следующим параметрам оснастки.
Диаметр и размер хвостовика
Следует учитывать, что некоторые зарубежные производители фрез могут указывать диаметр хвостовика в дюймах. В большинстве случаев, если на агрегате установлен цанговый зажим, то проблем с установкой оснастки не будет, конечно же, при условии, что диаметр цанги соответствует диаметру хвостовика.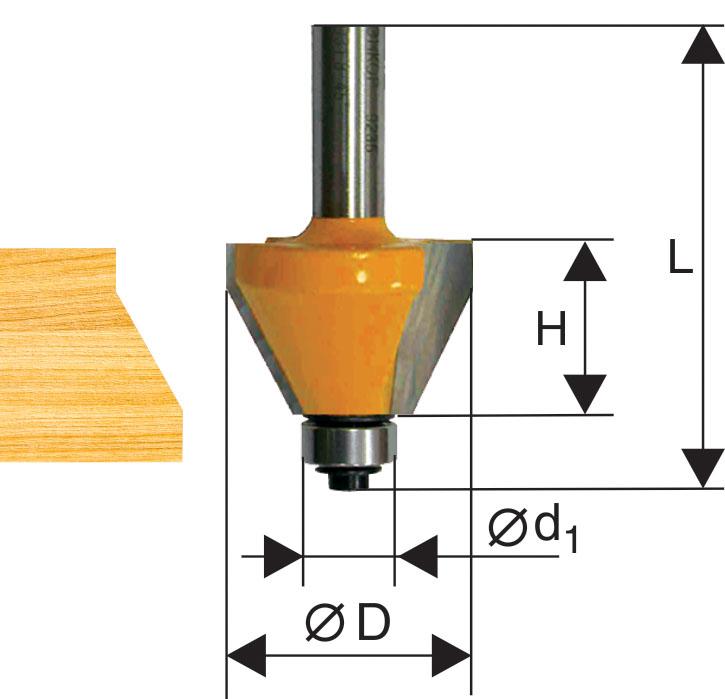
Важно знать, что цанга ручного агрегата – это не кулачковый патрон дрели, в который можно зажимать инструмент разного диаметра. Внутренний диаметр цанги должен строго соответствовать диаметру хвостовика оснастки. Трудности могут возникнуть, если купить оснастку с хвостовиком 1/2ʺ (12,7 мм) и попытаться ее вставить в цангу с диаметром 12 мм. В то же время, хвостовик с диаметром 6 мм без проблем зажмется в цанге на 1,4ʺ (6,35 мм).
Перед покупкой фрезы, особенно дорогостоящей, изучите инструкцию к агрегату и узнайте, какая цанга на нем установлена.
Длина хвостовика оснастки также имеет большое значение. Не вся она имеет удлиненные хвостовики, и порой их размеров не хватает, чтобы использовать инструмент, например, при расширении глубоких пазов. Также длинные хвостовики оснастки могут понадобиться при закреплении агрегата под столом. В таком случае принято использовать удлинитель фрезы, который зажимается в цанге агрегата.
Материал лезвий
Это важный критерий при выборе оснастки. Изделие может быть изготовлено из быстрорежущей стали (HSS) или из твердосплавной (HM). Лезвия из быстрорежущей стали без труда справляются с мягкими породами древесины невысокой плотности. Но для обработки твердых пород дерева данные резаки не подойдут. В таком случае их можно заменить оснасткой с твердосплавными лезвиями.
Изделие может быть изготовлено из быстрорежущей стали (HSS) или из твердосплавной (HM). Лезвия из быстрорежущей стали без труда справляются с мягкими породами древесины невысокой плотности. Но для обработки твердых пород дерева данные резаки не подойдут. В таком случае их можно заменить оснасткой с твердосплавными лезвиями.
Расположение режущих элементов
Лезвия на инструменте могут располагаться вертикально, то есть параллельно оси хвостовика, либо под определенным углом к ней. Вертикально расположенные лезвия работают по принципу рубанка и в большей мере рубят древесину, чем ее режут. Поэтому, если лезвия немного затупились, они будут оставлять следы на обработанной ими поверхности, которые придется вышлифовывать.
Лезвия, расположенные под углом к оси инструмента, работают намного чище и не образовывают сколов.
Настройка аппарата + (Видео)
Перед запуском инструмента необходимо правильно установить его глубину. Для этого следует:
- Установить инструмент на деталь.
- Установить револьверный упор рядом с торцом ограничителя.
- Освободить стопорный винт, для перемещения фрезера в нужном направлении.
- Опустить двигатель до обрабатываемой поверхности.
- На нужном уровне выставляется ограничитель глубины.
- Зажимается стопорный винт.
- Настройка глубины закончена.

Читать также: Циатим 221 состав и свойства
Выбор скорости вращения фрезы необходимо определять исходя из плотности обрабатываемой поверхности, диаметра самой фрезы. Обычно для обработки деревянных изделий применяют скорость порядка 10000 оборотов в минуту, что позволяет получить ровный и гладкий срез. Очень высокая скорость вращения фрезы может послужить причиной обугливания обрабатываемой поверхности и привести к поломке детали.
Очень твердые поверхности обрабатывают на малых оборотах фрезы, причем время от времени нужно прогонять двигатель без нагрузки на максимальных оборотах, что позволит ему охладиться.
Выбор линейной скорости перемещения фрезы основывают на ее диаметре, чем он больше, тем меньше применяемая скорость, которая выставляется регулятором. При установке фрезы нужно руководствоваться инструкцией ее производителя, в которой обязательно будет указана скорость вращения и рекомендуемая линейная скорость.
При установке фрезы нужно руководствоваться инструкцией ее производителя, в которой обязательно будет указана скорость вращения и рекомендуемая линейная скорость.
Фрезы по камню
Чтобы обработать искусственный камень фрезером (ручным), можно применять традиционные виды фрез, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь имеется одни нюанс: искусственный камень – это композитный материал, имеющий в составе мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала не была сделана фреза, ее хватит лишь на обработку не более 10 погонных метров заготовки из камня. Далее, затупившиеся лезвия не будут давать требуемую чистоту, например, склеиваемых поверхностей, что повлияет на качество соединения.
Поэтому профессионалы советуют использовать лучшие фрезы от известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
“Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Фрезы для дерева и камня имеют сходство по своему виду и даже имеют одинаковые названия. Некоторые из них очень часто используются для выполнения операций по камню. Но существуют резаки, специально разработанные для обработки изделий из композита.
Фреза “антиперелив”
С помощью данной фрезы по камню можно создавать отливные бортики на кухонных (туалетных) раковинах и столешницах из композита. Обычно полное образование бортика происходит за 2 прохода инструмента.
Также есть модификация резака “антиперелив”, имеющая упорный подшипник.
Фреза “волна”
Этот инструмент предназначен для подготовки поверхностей перед сращиванием. Режущая часть оснастки имеет волнообразный профиль.
Пазовая под инкрустацию
Оснасткой выбирается паз, в дальнейшем предназначенный под инкрустацию композитными материалами.
Ремонтный набор для камня
Данный набор применяется для устранения повреждений на поверхности изделий из искусственного камня. В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее.
В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее.
Также для обработки композитов можно использовать фрезы от компании CERATIZIT.
Это алмазные фрезы, которые отличаются своей износоустойчивостью. Изготавливаются они методом спекания нескольких слоев алмазной крошки. Многослойность покрытия позволяет продлить срок службы инструмента, поскольку во время его работы на замену сработавшимся слоям проступают новые слои абразива.
Особенности работы с дрелью
При использовании дрели вместо фрезера надо учитывать особенности работы с этим инструментом. Важно помнить:
- Число оборотов дрели меньше, чем у фрезера, поэтому резка будет идти медленнее.
- Мотор электродрели перегревается при длительной работе. Требуется делать перерывы для охлаждения инструмента.
- Подшипники вала редуктора рассчитаны на продольные нагрузки и могут выйти из строя при поперечном фрезеровании. Нельзя прикладывать большие усилия в поперечном направлении. Это увеличивает продолжительность обработки.
- Патрон электродрели может не выдержать боковых нагрузок, что приводит к порче детали.
 Это увеличивает продолжительность обработки.
Это увеличивает продолжительность обработки.Безопасность при работе фрезером обеспечивается упорной пластиной. Можно сделать фрезер из дрели своими руками. Дрель нужно закрепить на самодельном основании, что позволит сделать конструкцию более безопасной и увеличить точность обработки.
Фрезы по металлу
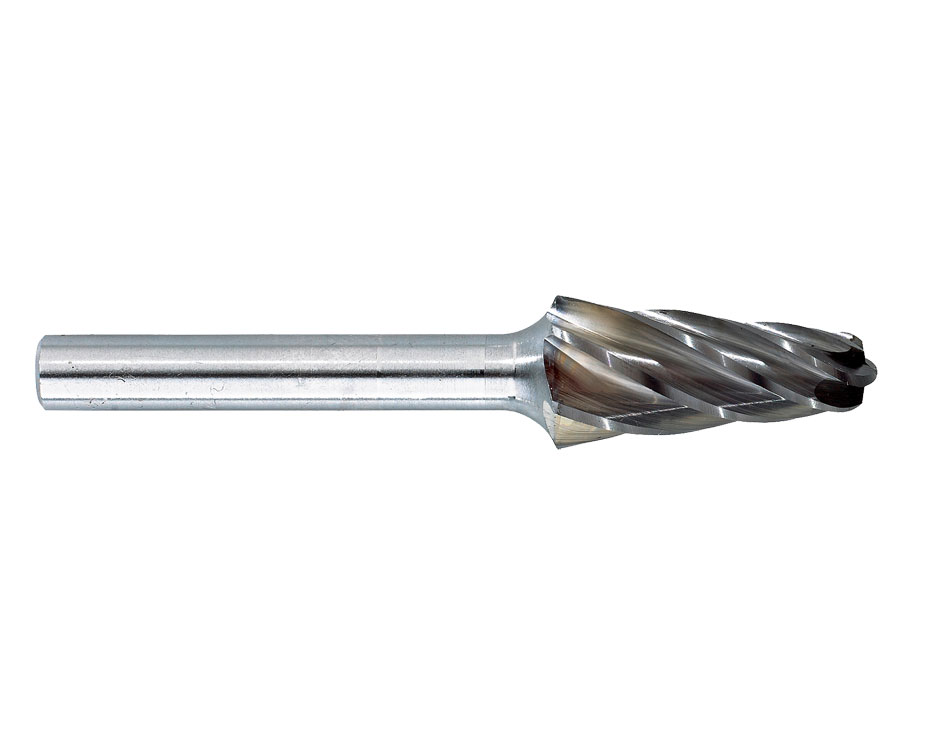
Специально созданной оснастки по металлу для ручного фрезера не существует. Обычно мастера используют оснастку, предназначенную для станков, с подходящим диаметром хвостовика. Чаще всего на ручных агрегатах используют концевые фрезы для создания пазов. Но следует знать, что фрезер является машиной, развивающей высокие обороты, что не очень подходит для концевых резаков. Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.
Также на фрезерах можно устанавливать борфрезы различной конфигурации, которые без труда справляются со сталью, чугуном, нержавеющей сталью, латунью и даже титаном. Но поскольку они чаще всего имеют малый диаметр хвостовика (6 мм), то для установки в восьмимиллиметровую цангу потребуется переходник.
Борфрезы по металлу бывают следующих видов.
- Дисковые. Можно выполнять всевозможные надрезы и обрабатывать пазы.
- Конические (60°). Применяют для зенкования отверстий.
- Конические с обратным конусом. Оснастку применяют для расшлифовки пазов, обработки острых углов заготовки, снятия сварных швов в углах изделия, обработки труднодоступных мест отверстий.
- Конические с закруглением. Применяют для обработки сопряжений, зачистки сварных швов, обработки плоскостей.
- Конические заостренные. Инструментом можно обрабатывать острые углы, места сопряжения деталей, а также производить фрезеровку в труднодоступных местах.
- Овальные. Ими обрабатывают и расширяют отверстия, а также выравнивают сварные швы в углах деталей.
- Пламевидные. Благодаря универсальной форме инструмент используют для создания галтелей, а также для их обработки.
- Сферические. Оснастку можно применять для обработки отверстий, создания сопряжений полукруглой формы и обработки пазов.
- Сфероконические заостренные. Можно проводить обработку меду соединенными под острым углом плоскостями.
- Сфероконические закругленные. Обрабатываются сопряжения с внутренними радиусами.
- Сфероцилиндрические. Можно обрабатывать кромки, профили, сварные швы, радиусные пазы. Также данной оснасткой снимают фаски и заусенцы и подготавливают поверхность для сварки.
- Цилиндрические с гладким торцом. Используются для обработки контуров, швов после сварки, кромок, для снятия фасок и удаления заусенцев.
- Цилиндрические с зубьями. Оснастку с зубьями на торце используют для тех же целей, что и оснастку с гладким торцом. Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.

 Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.
Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.В каком направлении работают
Действия с лезвиями направлены, чтобы добиться:
- черновой или декоративной металлообработки;
- оформления сложной конфигурации;
- точной разрезки;
- создания борозд, уступов;
- отверстий;
- резьбовой нарезки.
Для черновых действий используют разные размеры:
- увеличенный диаметр рабочих стержней;
- зубья с меньшей частотой оборотов;
- но с малой величиной перьев.
В декоративной отделке устанавливают фрезу с меньшим:
- диаметром;
- длиной;
- составом лезвий, но большим числом перьев.
Режущие механизмы
Производители создали универсальные режущие механизмы по новым технологиям, их используют для разных операций.
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.
Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).
Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.
Если отверстие в шаблоне превышает размеры подошвы аппарата, то его можно установить на площадку подходящих размеров.

Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).
Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.
Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.
Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.
Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.
С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.
Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.
Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.
Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Уход
Ручной фрезер является неприхотливым устройством, которое не нуждается в сложном или особенном обслуживании. Основной уход – это очистка от пыли и стружки, своевременная замена щеток на двигателе и проверка подшипников на валу и фрезах. Следует обязательно следить за чистотой направляющей штанги, а также за легкостью перемещения фрезера по ним.
Основной уход – это очистка от пыли и стружки, своевременная замена щеток на двигателе и проверка подшипников на валу и фрезах. Следует обязательно следить за чистотой направляющей штанги, а также за легкостью перемещения фрезера по ним.
Определенные специалисты рекомендуют покрывать штанги слоем смазки, но совет спорный, потому что к ней начнут прилипать пыль и древесные частицы. Правильнее будет чистить штанги кистью, которая вымочена в скипидаре, и которая растворяет древесную смолу и удаляет мелкую пыль.
В конце отметим, что ручной фрезер является многофункциональным и универсальным станков, который имеет множество возможностей и способный выполнять сложные операции. При его помощи делают сложные детали, художественные панно и остальные изделия, поделки, которые требуют опыта и высокой квалификации
Как заточить фрезу в домашних условиях
Заточка фрезы должна проводиться только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов.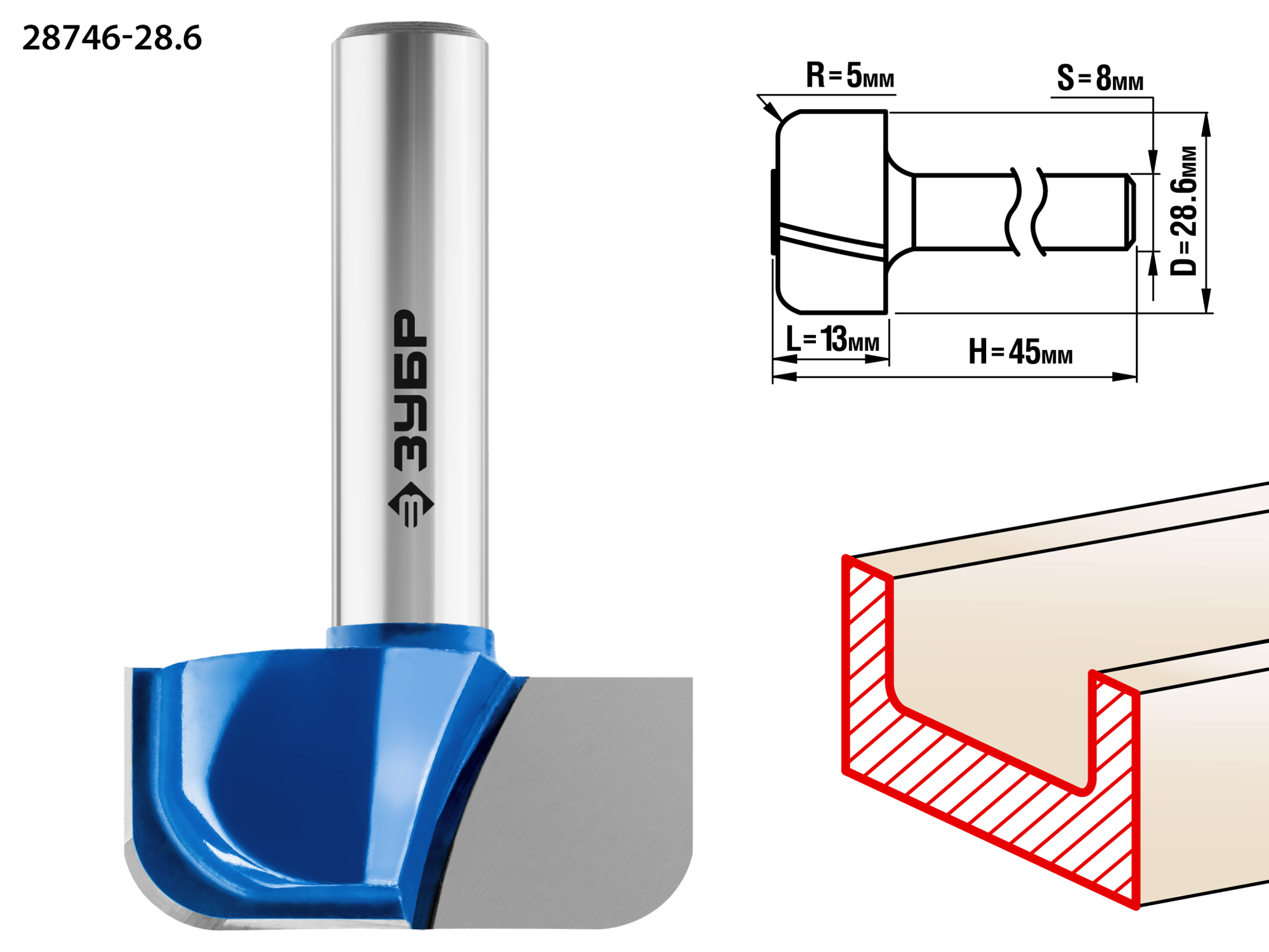 Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).
Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).
Нанесите средство на режущие части оснастки и подождите несколько минут, чтобы оно растворило нагар. Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшихся загрязнений. После очистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях предварительно потребуется приобрести комплект алмазных брусков, отличающихся зернистостью.
Для грубой заточки применяют бруски с более крупным зерном. Но процесс правки лезвий должен всегда завершаться полировкой самым мелким абразивом.
Чтобы заточить фрезу, выполните следующие действия:
- разместите брусок на краю стола и смочите его водой. Если потребуется, зафиксируйте приспособление;
- уложите оснастку на брусок так, чтобы ее режущая кромка соприкасалась с бруском по всей длине;
- водите фрезой по наждаку плавными движениями с одинаковой силой нажима, периодически смачивая его водой;
- делайте одинаковое количество движений для каждого лезвия оснастки, чтобы стачивание кромок происходило равномерно.

Если приготовленная под заточку оснастка имеет упорный подшипник, то его необходимо снять до начала процесса.
Конечно же, если есть такая возможность, фрезу лучше сдать на заточку в специализированную мастерскую, где ее восстановят на точном оборудовании. Эта процедура стоит недорого, если сравнивать со стоимостью алмазных брусков.
Конструкция инструментов
По форме зуба фрезы разделяются на остроконечные и затылованные. У остроконечных зубья имеют плоские переднюю и заднюю поверхности, а у затылованных плоская только передняя поверхность, задняя же имеет форму архимедовой спирали. Затачивание остроконечных зубьев производится по задней поверхности и при этом меняется размер инструмента. Поэтому их не рекомендуется часто перетачивать. Затылованные зубья затачиваются по передней поверхности и могут перетачиваться многократно.
Фрезы для дрели могут производиться цельными или сборными. Цельные изготавливаются из одной заготовки. Материал тела инструмента и режущей части один и тот же. Производство таких изделий более экономично. Тело сборной фрезы изготавливается из недорогих марок стали, а для режущей части используют твердосплавные пластины. Это делает инструмент дороже, но улучшает его рабочие характеристики.
Материал тела инструмента и режущей части один и тот же. Производство таких изделий более экономично. Тело сборной фрезы изготавливается из недорогих марок стали, а для режущей части используют твердосплавные пластины. Это делает инструмент дороже, но улучшает его рабочие характеристики.
Фрезерование концевыми фрезами — РИНКОМ
Содержание
Фрезерование концевыми фрезами
-
Конструктивные особенности и виды концевых фрез
- Шпоночные концевые фрезы
- Угловые концевые фрезы
- Т-образные концевые фрезы
-
Оборудование для фрезерования концевыми фрезами
- >Патроны для концевых фрез с цилиндрическими хвостовиками
- Патроны для концевых фрез с коническими хвостовиками
- Цанговые патроны
- Патроны с регулируемыми эксцентриками
- Выбор скорости подачи фрез
- Основные технологии фрезерования концевыми фрезами
-
Фрезерование уступов концевыми фрезами
- Основные параметры
- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
- Фрезерование сквозных пазов концевыми фрезами
-
Фрезерование замкнутых пазов концевыми фрезами
- Выбор инструмента
- Расчет режима резания
- Выполнение операции
-
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
- Фрезерование с поворотом заготовок
- Фрезерование с поворотом шпинделя станка
- Фрезерование наклонных плоскостей угловыми концевыми фрезами
-
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
- Выбор инструмента
- Расчет режима резания
- Подготовка к работе и выполнение операции
-
Обработка концевыми фрезами специальных пазов
- Фрезерование Т-образных пазов
- Фрезерование паза типа «ласточкин хвост»
-
Контурное фрезерование концевыми фрезами
- С комбинированием ручных подач
- С использованием круглого поворотного стола
- Правила фрезерования и полезные советы
Фрезерование концевыми фрезами
Фрезерование концевыми фрезами применяется для:-
обработки пазов, уступов;
-
объемного копирования;
-
фасонной обработки поверхностей;
-
снятия свесов у щитов, облицованных различными материалами;
-
контурной обработки деталей;
-
выполнения иных операций.

В этой статье мы расскажем в деталях о концевых фрезах и технологиях обработки уступов, скосов, а также пазов различных форм.
Фотография №1: фрезерование концевой фрезой
Конструктивные особенности и виды концевых фрез
Монолитные и сборные обычные (цилиндрические) и иные концевые фрезы состоят из рабочих частей и хвостовиков. Они могут быть цилиндрическими и коническими, а зубья — нормальными и мелкими. Инструменты с нормальными зубьями применяют для получистовой и чистовой обработки, а крупнозубые фрезы — для черновой.
Изображение №1: концевая фреза с конусом Морзе (коническим)
Важно! Концевые фрезы имеют небольшие диаметры (3–60 мм). Из-за этого для обеспечения оптимальных скоростей резания инструменты вращаются с высокими частотами. При относительно небольших скоростях подачи нагрузка на 1 зуб минимальна. Это обеспечивает высокое качество обработки.
Это обеспечивает высокое качество обработки.
Монолитные концевые фрезы могут быть:
-
целиком изготовлены из быстрорежущей или легированной стали;
-
целиком выполнены из твердых сплавов;
-
спаянными (материал хвостовика — конструкционная сталь, а рабочей части — твердый сплав).
Кроме этого существуют концевые фрезы с твердосплавными пластинами.
Изображение №2: цилиндрическая концевая фреза с твердосплавными пластинами
Главное преимущество таких фрез — возможность смены пластин без снятия режущего инструмента. Твердосплавные концевые фрезы (с пластинами и без) применяют для получения пазов и уступов в заготовках из закаленных и труднообрабатываемых сталей.
Инструменты могут иметь затылованные и остроконечные зубья.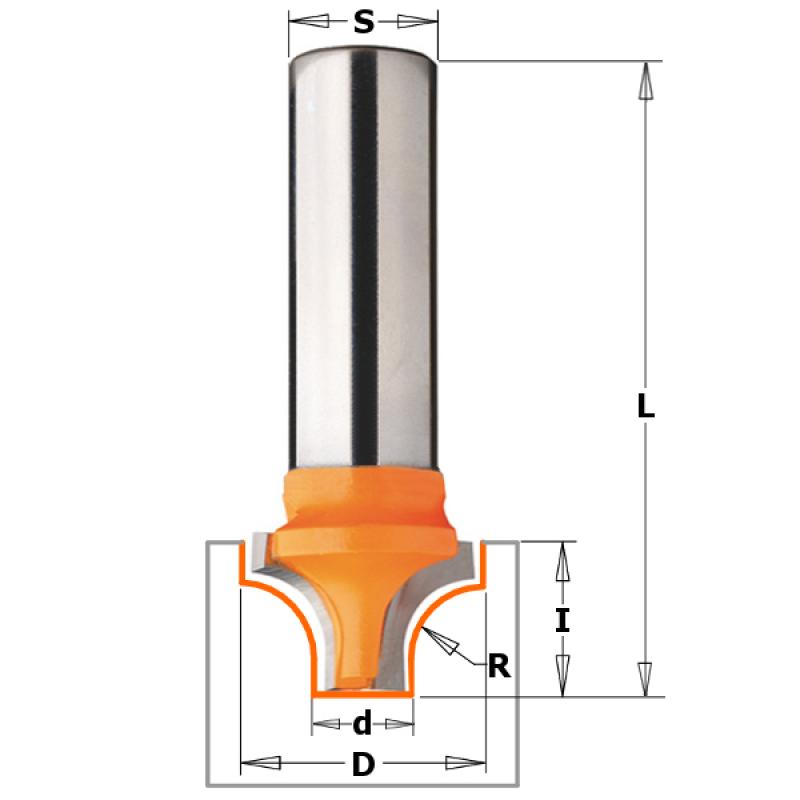 Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Такие модели называют обдирочными. Их применяют для черновой обработки заготовок, полученных литьем и свободной ковкой.
Изображение №3: обдирочная концевая фреза с затылованными зубьями
Инструменты с острозаточенными зубьями имеют неравномерный окружной шаг. Такие обдирочные фрезы отличаются более высокими производительностью (+ 60–70 %), вибростойкостью и сроком службы.
Изображение №4: обдирочная концевая фреза с остроконечными зубьями
Кроме цилиндрических инструментов существуют концевые фрезы специального назначения. К ним относятся шпоночные, угловые и Т-образные модели.
Шпоночные концевые фрезы
Их применяют для фрезерования шпоночных пазов. Инструменты имеют 2 режущих зуба и торцевые режущие кромки. Они направлены не наружу (как у сверл), а внутрь инструментов.
Изображение №5: шпоночная концевая фреза
Шпоночная фреза может углубляться в материал при осевой подаче (высверливается отверстие), а затем двигаться в сторону при продольной. В результате получается шпоночный паз.
В результате получается шпоночный паз.
Важно! Переточку таких фрез производят по задним поверхностям торцевых кромок. После операций диаметры инструментов не изменяются.
Угловые концевые фрезы
Их применяют для фрезерования наклонных плоскостей и пазов, имеющих угловые профили. Инструменты бывают одноугловыми и двухугловыми. У первых режущие кромки расположены на конических поверхностях и торцах, а у вторых — только на конических поверхностях. Причем двухугловые фрезы могут быть симметричными. У таких инструментов усилия, возникающие при работе угловых кромок зубьев уравновешиваются. Такие фрезы работают более плавно.
Изображение №6: рабочие части угловых концевых фрез
Вершины угловых фрез закругляют. Это продлевает срок службы инструментов.
Т-образные концевые фрезы
Их применяют для обработки Т-образных пазов.
Изображение №7: конструкция и характеристики Т-образных концевых фрез
Эти фрезы часто ломаются. Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Это обусловлено сложностью обработки Т-образных пазов, при которой отвод стружки сильно затрудняется. Такие фрезы имеют разнонаправленные зубья и угловые поднутрения.
Оборудование для фрезерования концевыми фрезами
Для фрезерования концевыми фрезами применяются горизонтальные и вертикальные фрезерные станки. Инструменты устанавливают в различные по конструкции патроны.
Патроны для концевых фрез с цилиндрическими хвостовиками
Концевые фрезы с цилиндрическими хвостовиками фиксируют при помощи таких патронов.
Изображение №8: патрон для концевых фрез с цилиндрическими хвостовиками
Они состоят из корпусов (1), гаек (2) и кулачков (3). Корпус устанавливается в шпинделе и затягивается шомполом. Кулачки зажимают инструмент при помощи кольцевой (4) и промежуточных пружин.
Патроны для концевых фрез с коническими хвостовиками
Имеют такую конструкцию.
Изображение №9: патрон для концевых фрез с коническими хвостовиками
Корпус (3) закрепляется в шпинделе станка при помощи шомпола. В сменной втулке (4) имеется винт (5), предназначенный для фиксации фрезы. Пояски втулки проходят через отверстия навернутой на корпус гайки (2) и вставляются в имеющиеся на торце пазы. Положение гайки регулируется при помощи специального винта (6).
Важно! Сменные втулки имеют стандартные размеры, соответствующие конусам Морзе.
Цанговые патроны
Предназначены для крепления концевых фрез с цилиндрическими хвостовиками.
Изображение №10: цанговый патрон
Конический хвостовик такого патрона затягивается в шпинделе станка при помощи шомпола. Спереди имеется выточка. В нее входит цанга (1). Это коническая разрезная втулка имеющая отверстие, диаметр которого соответствует диаметру хвостовика закрепляемой фрезы. Для ее фиксации цанга сжимается гайкой (2).
Для ее фиксации цанга сжимается гайкой (2).
Патроны с регулируемыми эксцентриситетами
Состоят из корпусов (1), колпачковых гаек (3) и втулок (2).
Изображение №11: патрон с регулируемым эксцентриком
Втулка в таком патроне эксцентрично закреплена по отношению к оси вращающейся фрезы (4). Она крепится при помощи двух винтов (5). При поворачивании втулки регулируется ширина паза.
Выбор скорости подачи фрез
Выбор скорости подачи фрезы напрямую зависит от материала заготовки.
-
Алюминий и сплавы на его основе — 200–420 м/мин.
-
Бакелит — 40–110 м/мин.
-
Нержавеющая сталь — 45–95 м/мин.
-
Термопласты и древесина — 300–500 м/мин.
-
Латунь — 130–320 м/мин.
-
Бронза — 90–150 м/мин.
-
ПВХ — 100–2500 м/мин.

Основные технологии фрезерования концевыми фрезами
Расскажем об основных технологиях фрезерования концевыми фрезами на примере конкретных операций.
Фрезерование уступов концевыми фрезами
Рассмотрим фрезерование двух уступов в бруске. Цель — получение ступенчатой шпонки.
Основные параметры
-
Ширина фрезерования — 5 мм.
-
Глубина резания — 12 мм.
-
Чистота поверхности — 5.
Выбор инструмента
Для этой операции отлично подойдет концевая фреза (диаметр — 16 мм) с нормальными зубьями и цилиндрическим хвостовиком. Чтобы стружка отводилась вверх, винтовые канавки должны быть направлены вправо.
Расчет режима резания
Рассчитаем частоту вращения шпинделя. При скорости подачи 25 м/мин. она будет равна:
n = (1000*v)/(π*d) = (1000*25)/(3,14*16) = 500 об./мин.
Подача на один зуб — 0,03 мм. Вычислим минутную подачу.
s = sзуб*z (чистота поверхности)*n = 0,03*5*500 = 75 мм/мин.
Подготовка к работе и выполнение операции
Фрезерование каждого уступа проходит по следующей схеме.
-
Закрепите заготовку в тисках, а фрезу — в патроне шпинделя станка.
-
Установите лимб коробки подач на 80 мм/мин., а лимб коробки скоростей — на 500 об./мин.
-
Запустите вращение шпинделя.
-
Подведите заготовку под фрезу.
-
Поднимите стол до легкого касания фрезой верхней плоскости заготовки.
-
Установите кулачки выключения продольной подачи на длину фрезерования.
-
Обработайте деталь с двух сторон.

Изображение №12: фрезерование уступов концевой фрезой
Фрезерование сквозных пазов концевыми фрезами
Для фрезерования сквозных пазов обычно берут концевые фрезы, диаметры которых соответствуют чертежным размерам пазов с допустимыми отклонениями.
Важно! Так делают в случаях, если концевые фрезы не имеют радиального биения. При его наличии ширина паза получится больше заданной. Итог— брак.
Для обработки сквозных пазов чаще всего берут новые концевые фрезы. При работе с переточенными инструментами для соблюдения точности пазов можно использовать патроны с регулируемыми эксцентриками. Технология фрезерования сквозных пазов не отличается от описанной выше.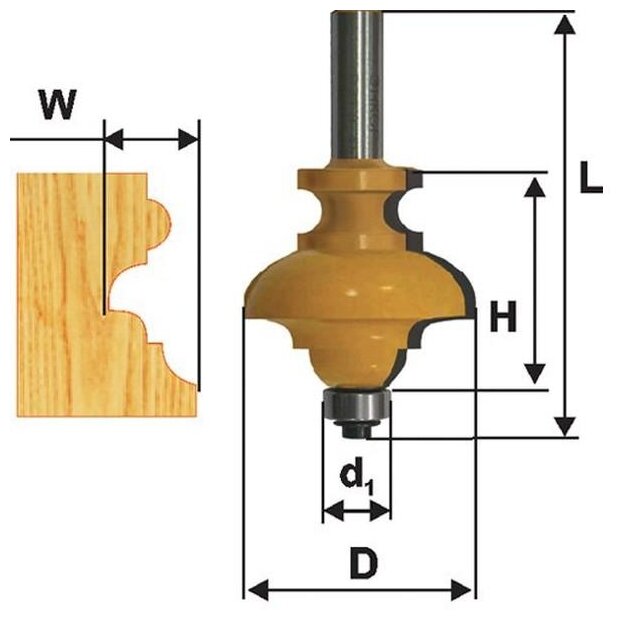
Фрезерование замкнутых пазов концевыми фрезами
Задача — профрезеровать в планке замкнутый паз. Длина — 32 мм. Ширина — 16 мм.
Изображение №13: чертеж планки
Выбор инструмента
Подойдет та же самая фреза с пятью зубьями (z = 5).
Расчет режима резания
Заданная подача фрезы — 0,01 мм/зуб. Скорость резания — 25 м/мин. Частота — 500 об./мин. Вычислим минутную подачу.
s = sзуб*z*n = 0,01*5*500 = 25 мм/мин.
Минимальная подача на станке — 31,5 мм/мин. Устанавливаем именно ее. Рассчитаем фактическую подачу на один зуб.
sзуб= s/(z*n) = 31,5/(5*500) = 0,013 мм/зуб.
Выполнение операции
При фрезеровании сквозных пазов:
-
сначала дают ручную вертикальную подачу для того, чтобы фреза врезалась в материал на 4–5 мм;
-
после этого включают механическую продольную подачу и вырезают глухой паз нужной длины;
-
постепенно поднимают стол до получения сквозного отверстия.

Изображение №14: закрепление заготовки и фрезерование сквозного паза
Фрезерование наклонных плоскостей цилиндрическими концевыми фрезами
Для фрезерования наклонных плоскостей концевыми фрезами применяют две технологии.
1. Фрезерование с поворотом заготовок
Эта технология предполагает использование универсальных поворотных тисков. Заготовки в них крепятся так же, как и в обычных.
Изображение №15: фрезерование наклонной плоскости концевой фрезой с поворотом заготовки
Важно! Обрабатываемая наклонная плоскость должна располагаться параллельно столу.
2. Фрезерование с поворотом шпинделя станка
Это возможно как на вертикальных, так и на горизонтальных фрезерных станках. Первые для этого должны обладать функцией поворота бабки со шпинделем вокруг горизонтальной оси, а вторые — накладными вертикальными головками. Для фрезерования просто устанавливают нужные углы наклона.
Для фрезерования просто устанавливают нужные углы наклона.
Изображение №16: фрезерование наклонной плоскости концевой фрезой под углом 60°
Фрезерование наклонных плоскостей угловыми концевыми фрезами
Выполняется на горизонтальных фрезерных станках. Обработка заготовок угловыми фрезами происходит на меньших скоростях подачи и резания. Это связано с трудными условиями работы.
К примеру, при глубине фрезерования 12 мм назначают скорость резания 11,8 м/мин. Частота вращение шпинделя — 50 об./мин.
Изображение №17: фрезерование наклонной плоскости угловой концевой фрезой
Обратите внимание! Чтобы избежать брака при фрезеровании наклонной плоскости:
-
перед операцией удостоверьтесь в точности разметки;
-
закрепите заготовку максимально надежно;
-
тщательно очистите тиски и стол от стружки;
-
проверьте угол наклона инструмента или универсальных тисков.
Фрезерование закрытых шпоночных канавок шпоночными концевыми фрезами
Выполняется на горизонтальных и вертикальных фрезерных станках. Рассмотрим фрезерование шпоночной канавки с шириной 10 мм и глубиной 4 мм.
Изображение №18: фрезерование закрытой шпоночной канавки
Выбор инструмента
Для этой операции возьмем шпоночную фрезу с диаметром 10 мм. Если она перетачивалась, необходимо проверить диаметр рабочей части микрометром.
Расчет режима резания
Заданная скорость резания — 25,2 м/мин. Частота вращения — 800 об./мин. Подача — 0,03 мм/зуб. Количество зубьев — 2. Рассчитаем минутную подачу.
s= 0,03*2*800 = 48 мм/мин.
Подготовка к работе и выполнение операции
После закрепления фрезы в патроне проверьте ее радиальное биение по индикатору. Ширина канавки не должна выйти из допуска. Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Фрезерование шпоночных канавок происходит так же, как и рассмотренная выше обработка замкнутых пазов.
Обработка концевыми фрезами специальных пазов
К ним относятся Т-образные пазы и пазы типа «ласточкин хвост». Их фрезерование обычно выполняется на вертикальных фрезерных станках.
Фрезерование Т-образных пазов
Фрезерование простых Т-образных пазов включает в себя 2 этапа.
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
-
При помощи Т-образной фрезы делают паз Т-образным.
Если необходимо получить паз с заваленными кромками, делают третий переход. Фаски снимают при помощи угловой фрезы.
Изображение №19: три этапа фрезерования Т-образного паза с заваленными кромками
Фрезерование паза типа «ласточкин хвост»
Также происходит за 2 этапа.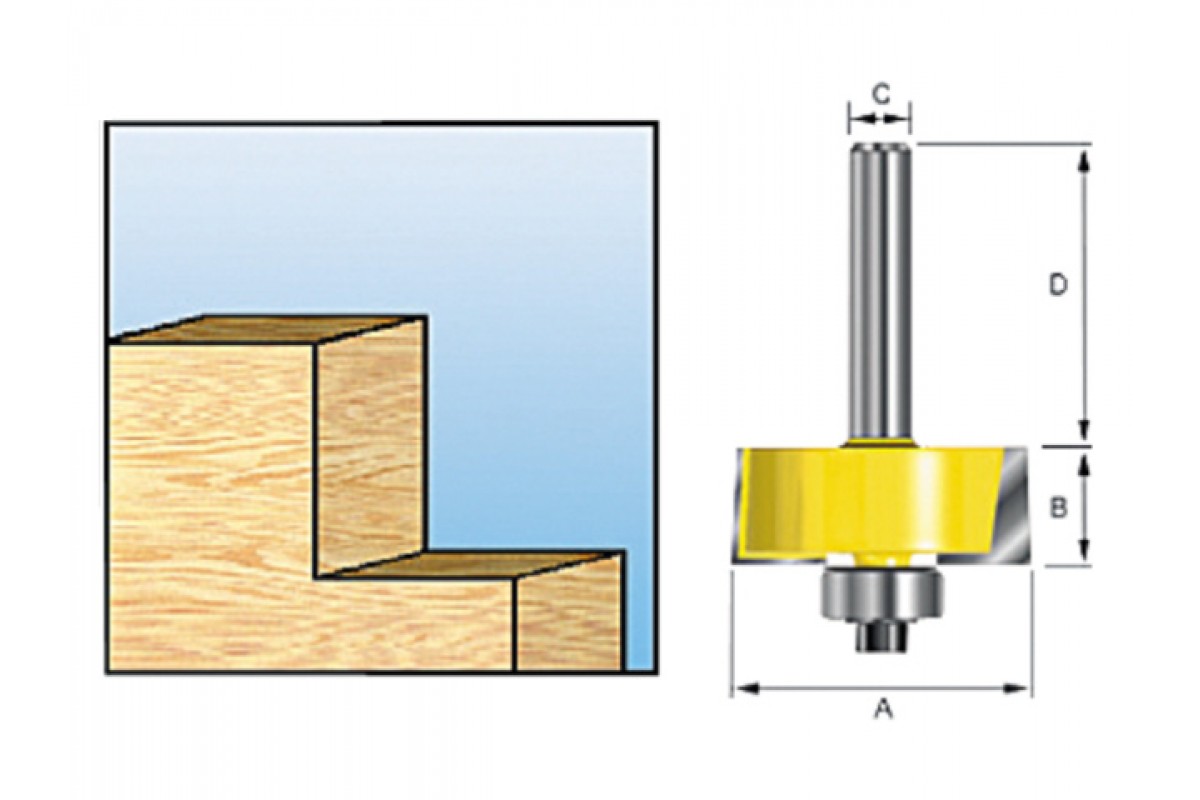
-
При помощи цилиндрической концевой фрезы получают прямоугольный паз.
-
При помощи угловой фрезы типа «ласточкин хвост» завершают операцию.
Изображение №20: фрезерование паза типа «ласточкин хвост»
Контурное фрезерование концевыми фрезами
Существуют две основные технологии контурного фрезерования концевыми фрезами.
С комбинированием ручных подач
Технология выглядит так.
-
Заготовка фиксируется на столе или в тисках.
-
Деталь обрабатывается концевой фрезой по размеченному контуру (стол при этом перемещается в продольном и поперечном направлениях).
Обратите внимание! За один раз профрезеровать контур невозможно. Деталь сначала обрабатывают начерно, а затем — начисто.
Изображение №21: фрезерование криволинейного контура с комбинированием ручных подач
С использованием круглого поворотного стола
При фрезеровании заготовок на круглых поворотных столах контуры дуг образуются за счет их круговых подач. Приспособления бывают ручными и механическими. По этой технологии получают высокоточные контуры.
Изображение №22: круглый поворотный стол с ручной подачей
Обратите внимание! Выше мы рассмотрели лишь основные сферы применения концевых фрез. Об иных операциях и особенностях их выполнения читайте в специальной литературе.
Правила фрезерования и полезные советы
-
Станок, его шпиндель и стол должны быть чистыми.
-
Не используйте неподходящие рукоятки и ключи.
-
При фиксации в тисках поковок, черных отливок и заготовок из проката одевайте на губки накладки из латуни, меди или алюминия.
-
Накладки также нужны при фрезеровании обработанных деталей и заготовок.
-
Заготовки и зажимные приспособления должны быть очищены от стружки.
-
Не забывайте снимать заусенцы после переходов.
-
Не зажимайте слишком сильно тонкие заготовки.
-
Перед опусканием и поднятием стола не забывайте проверять затяжку.
-
В процессе фрезерования следите за инструментом. О том, что фреза затупилась, можно понять по вибрациям станка и чрезмерному нагреву стружки.
-
Не подводите детали под фрезы резко.

типы, виды и их назначение, прямые пазовые, концевые, дисковые, кромочные, как выбрать, спиральные
Фрезеровка — универсальная операция, способная заменить большинство других видов обработки.
 Для опытного мастера она намного важнее, чем большинство других процедур. Качественный фрезерный станок способен к выполнению как простейших, так и самых сложных видов резки материалов, созданию изделий сложной конфигурации, копированию деталей или иным специфическим операциям.
Для опытного мастера она намного важнее, чем большинство других процедур. Качественный фрезерный станок способен к выполнению как простейших, так и самых сложных видов резки материалов, созданию изделий сложной конфигурации, копированию деталей или иным специфическим операциям.Такие возможности появляются только благодаря режущему инструменту, сам станок представляет собой электродвигатель с патроном и близок по конструкции к обычной электродрели. Сменный инструмент, обеспечивающий универсальность и многогранность фрезерного станка, обладает большим разнообразием видов и вариантов конструкции. Рассмотрим его внимательнее.
Применение в работе
Главной проблемой, ограничивающей использование дрели при фрезеровании, выступает эргономика. Вся конструкция электроинструмента нацелена на обработку материала, производимую вдоль оси вращения. При фрезеровке требуются движения, направленные перпендикулярно. Обеспечить позиционирование дрели, особенно при удержании одной рукой, в большинстве случаев невозможно. Поэтому уделом владельцев только одного инструмента остаются сверление и легкие виды работ, например шлифовка кромок.
Поэтому уделом владельцев только одного инструмента остаются сверление и легкие виды работ, например шлифовка кромок.
Хорошим выходом из создавшейся ситуации выступает использование специальных приспособлений, аналогичных применяемым во фрезерах по обработке дерева. Сегодня можно найти различные варианты приставок для дрели в виде опорного стола, скользящего основания или вертикальной станины. При отсутствии таковых достаточно закрепить электродрель к столу с помощью хомутов. После этого остается установить фрезу для дрели и можно приступать к фрезеровке.
Бытовые электроприборы не предназначены для выполнения тяжелых операций, поэтому использовать дрель для металлообработки вряд ли получится. В некоторых случаях с ее помощью можно выполнить раскрой листового материала или подправить кромку. Гораздо более широкий спектр работ обеспечивается при обработке древесины. Если не требуется большой производительности, то можно выполнять практически все виды фрезерных операций. То же самое можно сказать и о работах по пластику. Некоторым недостатком в обоих случаях станет сложность подбора режимов, так как далеко не все дрели обеспечат требуемую частоту вращения инструмента. Также следует обращать внимание и на мощность двигателя электроинструмента. Этот параметр в бюджетных моделях может значительно ограничить диаметр используемой оснастки.
То же самое можно сказать и о работах по пластику. Некоторым недостатком в обоих случаях станет сложность подбора режимов, так как далеко не все дрели обеспечат требуемую частоту вращения инструмента. Также следует обращать внимание и на мощность двигателя электроинструмента. Этот параметр в бюджетных моделях может значительно ограничить диаметр используемой оснастки.
Фрезы комбинированные
Изделие представляется собой конструкцию из нескольких видов фрез, собранных на одном хвостовике. При этом можно менять их положение, с помощью втулок, прокладок увеличивать/уменьшать расстояние между ними. Технология позволяет получать заданные по чертежу профили, сделать нужную форму с учетом габаритов заготовки.
Сборка не занимает много времени, важно правильно по размерам подобрать комплектующие, поскольку изменить расстояние от оси вращения до крайней точки устройства нельзя.
Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования. Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми.
Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми.
Конструкция
Конструкция фрез для дрели классическая. На цилиндрический хвостовик установлена режущая часть, оснащенная обрабатывающими лезвиями. В зависимости от их расположения и формы выделяют торцевые, пазовые и фасонные модели, используемые в соответствующих видах работ.
Фрезы по дереву можно зажимать практически в любой электродрели.
Хвостовики современной оснастки имеют диаметр до 8 мм, что позволяет их устанавливать в большинство патронов. Исключение могут составить только самые маленькие модели электроинструмента. Для них подойдут фрезы по дереву для бормашины. Использование шуруповерта также допустимо, но следует иметь в виду низкое число оборотов его шпинделя. Он вряд ли сможет обеспечить качественное фрезерование и использование инструментов с большим диаметром режущей части.
Классификация и предназначение
Функции, которые способна выполнять фреза, обусловлены диаметром и формой лезвия.
В их числе присутствуют многофункциональные образцы, способные выполнять массу разнородных операций.
Используются и специализированные виды, предназначенные только для одной единственной функции.
По типу обработки бывают следующие виды фрез:
- пазовые;
- кромочные;
- концевые;
- копировальные;
- торцевые;
- дисковые;
- фасонные и т.д.
Специфика и приемы работы с фрезами разных категорий принципиально отличаются друг от друга. Для работы с ними необходим опыт, умение пользоваться комплектующими или изготавливать вспомогательные приспособления самостоятельно. Рассмотрим их по порядку.
Пазовые
Пазовые фрезы представляют собой обширную группу.
Они предназначены для изготовления углублений заданной формы и размера.
Часто их используют для врезки замков и петель.
Рабочими поверхностями являются боковые и торцовые стороны.
Используется несколько разновидностей пазовых фрез:
- прямые. Используются для получения паза с плоским дном;
- галтельные. Образуют паз с круглым днищем, подходящим для укладки трубок соответствующего диаметра;
- V-образные. Образуют паз с дном, сходящимся вод углом;
- конструкционные. Это Т-образные или фрезы «ласточкин хвост». Они применяются при изготовлении соединений высокой прочности — мебельных ящиков, коробов и т.п.;
- фасонные. Используются для нанесения рамок на филенках, орнаментов или декоративных элементов на деталях мебели или столярных изделий.
Общим признаком пазовых фрез можно считать отсутствие упорного подшипника на торцовой части инструмента. Они выпускаются в нескольких типоразмерах, с различным диаметром рабочей части. Для работы с ними необходимо наличие дополнительных приспособлений — шаблонов, упоров, циркульной штанги и т.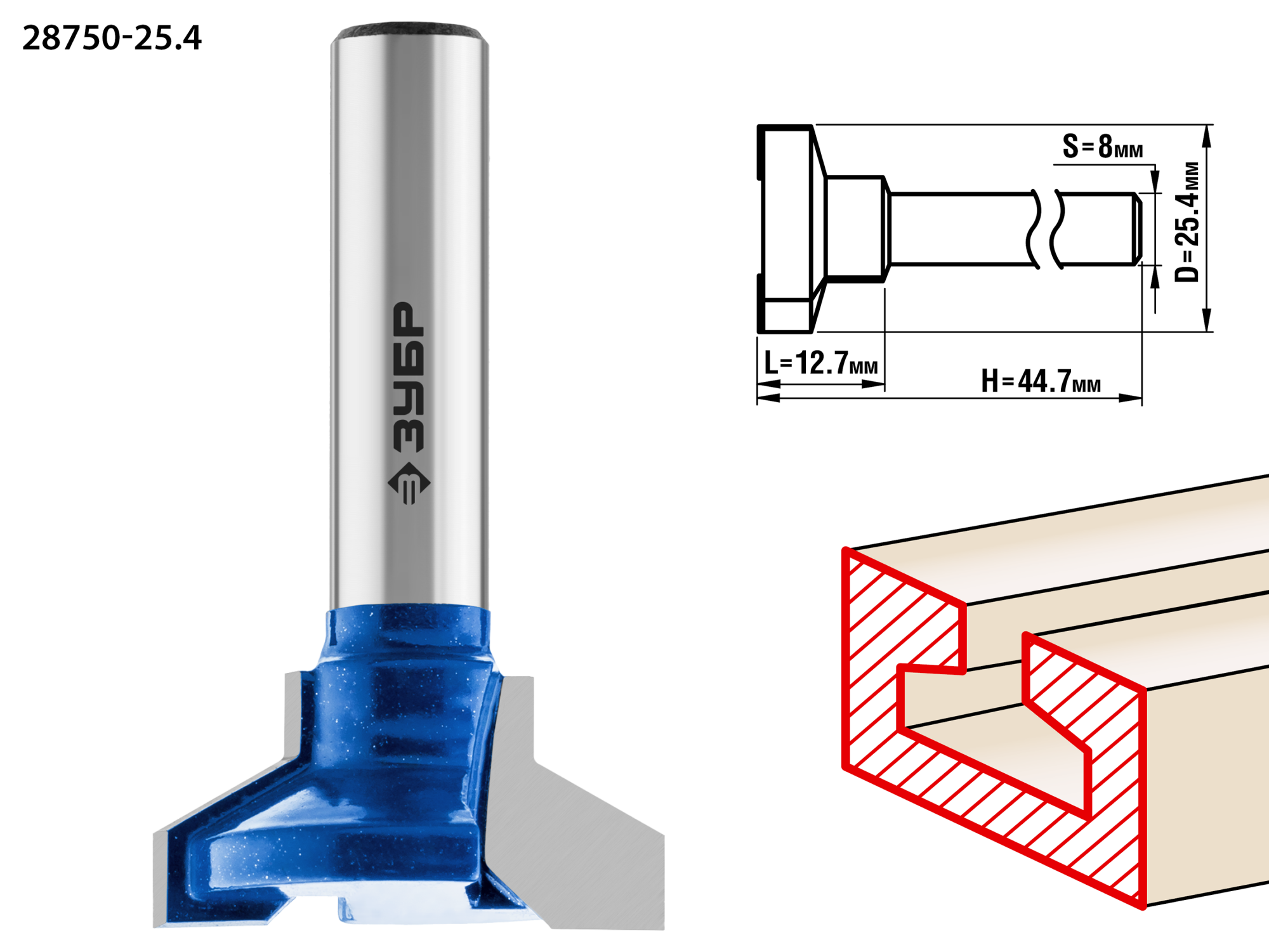 д.
д.
Кромочные
Отличаются от остальных видов наличием подшипника в нижней (торцовой) части.
Рабочая поверхность — только боковая, создать углубление в пластике такой фрезой невозможно.
Различают следующие виды кромочных фрез:
- прямые. Предназначены для создания ровной плоской кромки детали;
- калевочные. Обрабатывают верхнюю часть кромки, скругляют или придают ей фигурный профиль;
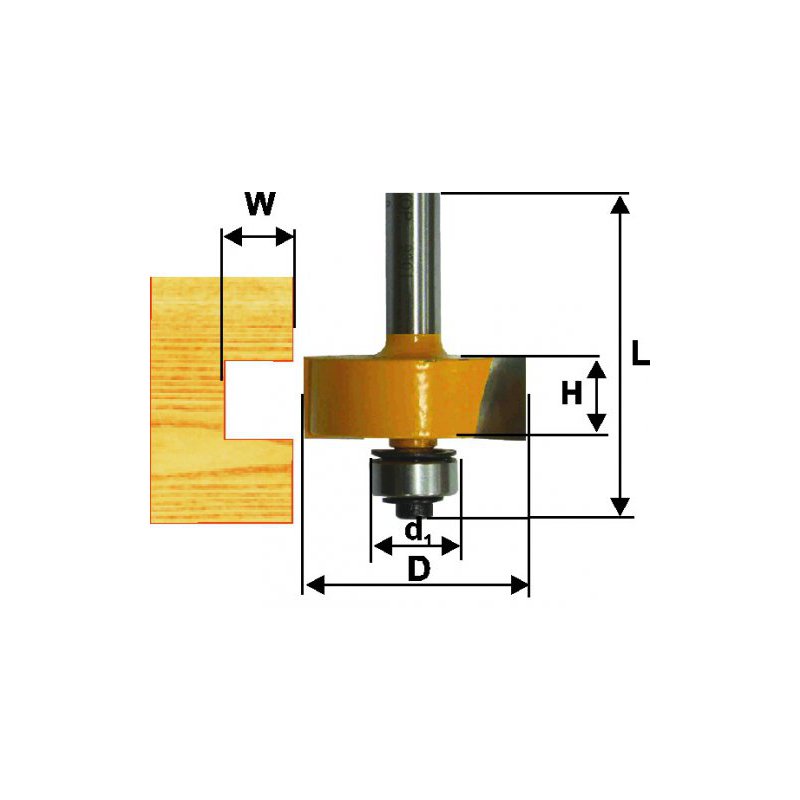
- фальцевые. Используются для создания четверти. Диаметры подшипника и рабочей части отличаются на определенную величину, определяющую размер ступеньки. Удобны тем, что не нуждаются в создании и установке шаблона. Некоторые образцы продаются в комплекте с набором подшипников, меняя которые добиваются разного размера четверти;
- конусные. Предназначены для снятия фасок, подготовки деталей для склейки под углом и прочих нужд;
- галтельные. Образуют полукруглый паз или фаску на кромке детали;
- фигурные (фасонные, мультипрофильные). Образуют определенный рельеф, занимающий всю площадь или только часть кромки;
- полустержневые (полувалик). Создают на кромке фигуру, представляющую собой продольную половину цилиндрического стержня. Если пройти фрезой с противоположной стороны по заготовке, толщина которой равна диаметру валика, можно получить стержень круглого сечения;
- комбинированные. Это довольно большая группа инструмента, представляющего набор из нескольких режущих элементов на одном хвостовике. Они могут быть предназначены для изготовления рам, филенок (фигарейные), пазов с шипами. Широко используются специальные зубчатые наборы для сращивания древесины как в продольном, так и в поперечном направлении.
 Образуют определенный рельеф, занимающий всю площадь или только часть кромки;
Образуют определенный рельеф, занимающий всю площадь или только часть кромки;Виды фрез по дереву
Для обработки мягких материалов разработано большое число модификаций режущих инструментов. Разделяют их по результирующей геометрии поверхности изделия.
Простые концевые фрезы применяются для раскроя листового материала и выборки пазов небольшой ширины. Конструкция такой оснастки напоминает сверло, обработка ведется как торцевыми, таки боковыми лезвиями. Количество лезвий в моделях для дерева невелико. Наибольшее распространение получили однозаходные и двухзаходные модели.
Конструкция такой оснастки напоминает сверло, обработка ведется как торцевыми, таки боковыми лезвиями. Количество лезвий в моделях для дерева невелико. Наибольшее распространение получили однозаходные и двухзаходные модели.
Пазовые фрезы используются для формирования длинных выемок в массиве заготовки. В зависимости от геометрии, такая оснастка делится на прямоугольную, v-образную и галтельную. При использовании фасонных моделей совместно с фрезерными насадками на дрель, в заготовках из дерева можно получить и более сложную геометрию.
Кромочные фрезы нацелены на обработку боковых поверхностей плоских заготовок. Их главная особенность заключается в подшипнике, установленном на конце фрезы. Данный элемент позволяет упереть инструмент в край заготовки для выборки соответствующей части. Кромочные модели выпускаются для получения как прямых, так и фасонных кромок.
Инструмент типа шип-паз применяется при формировании на кромке доски соединения соответствующего типа.

Такие фрезы поставляются комплектом из двух штук. В зависимости от конкретной модели, отличается геометрия и количество лезвий. Устанавливать такие фрезы в электродрель не рекомендуется по причине малой мощности двигателя. Аналогично не рекомендуются к применению фигирейные и классические дисковые фрезы.
Фрезеровка сложных рисунков или скульптур на деревянных заготовках доступна при использовании шарошек. Поверхность этих фрез усеяна множество режущих зубцов и в первом приближении напоминает рашпиль. Для финишной отделки могут используются шлифовальные насадки. Вместо режущих лезвий, рабочая часть этого инструмента покрыта наждачной бумагой.
Что это такое?
С точки зрения конструкции, фрезерный станок чрезвычайно прост.
Вся его универсальность обусловлена возможностями режущего инструмента и оснастки.
При осевом вращении с высокими скоростями, рабочая кромка входит в соприкосновение с поверхностью детали и срезает слой материала определенной толщины.
Используя различные приспособления и приемы работы, фрезеровщики получают результаты высокого качества и точности. Инструмент погружается в заготовку и образует выемку, соответствующую своей конфигурации и размерам.
Основным преимуществом ручного фрезера считается простота и безопасность обработки деталей большого размера и площади. Стационарные станки предназначены для работы со стальными заготовками, но ручные рассчитаны на обработку более мягких видов материала:
- древесина разных видов;
- ДСП, ламинированная или обычная;
- МДФ, ДВП, фанера;
- алюминий;
- мягкие виды пластмассы.
Большинство фрез имеют несколько рабочих поверхностей и способны выполнять свои функции при подаче заготовки в разных направлениях. На стационарных станках перемещается обрабатываемая деталь, ручные фрезеры сами движутся по поверхности заготовки, но общий принцип от этого не меняется. Набор функций, доступный ручным станкам, намного шире, чем у стационарного оборудования. В арсенал ручных фрезеров входят следующие операции:
В арсенал ручных фрезеров входят следующие операции:
- обработка кромок;
- изготовление пазов или гребней;
- создание декоративных элементов, рельефного орнамента;
- копирование деталей различной формы и конфигурации;
- изготовление гнезд под элементы фурнитуры, механизмы, ручки и прочие мебельные комплектующие.
Важно! Приведен далеко не исчерпывающий список возможностей этого ручного инструмента. В умелых руках он превращается в многофункциональное устройство, позволяющее создавать изделия сложной конфигурации и с высокой точностью и чистотой обработки. Качество работы зависит от квалификации мастера и от наличия необходимого режущего инструмента.
Параметры выбора
При выборе того или иного способа фрезерования дерева, в первую очередь следует обратить внимание на возможность установки фрезерной насадки на дрель. Для этого электроинструмент должен иметь цилиндрическую шейку, в продолжении которой установлен патрон. При отсутствии таковой, не рекомендуется использовать конкретную модель дрели для фрезерования. Если на специализированное приспособление для дрели, предназначенное для фрезерования, установлено, то можно выбирать фрезы. В первую очередь следует обратить внимание на вид работ. Фрезерный инструмент не является универсальным, поэтому для каждой операции потребуется своя модель оснастки. Диаметр хвостовика должен обеспечивать возможность зажима в конкретном патроне дрели. Не рекомендуется применять крупные фрезы, так как они могут потребовать значительной мощности шпинделя.
При отсутствии таковой, не рекомендуется использовать конкретную модель дрели для фрезерования. Если на специализированное приспособление для дрели, предназначенное для фрезерования, установлено, то можно выбирать фрезы. В первую очередь следует обратить внимание на вид работ. Фрезерный инструмент не является универсальным, поэтому для каждой операции потребуется своя модель оснастки. Диаметр хвостовика должен обеспечивать возможность зажима в конкретном патроне дрели. Не рекомендуется применять крупные фрезы, так как они могут потребовать значительной мощности шпинделя.
Также необходимо учесть режимы обработки. Многие инструменты для дерева требуют высокого числа оборотов, недостижимого для дрелей. Следует помнить, что любая электродрель не рассчитана на длительные нагрузки. Поэтому не рекомендуется прикладывать к ней большие усилия, и выполнять работы непрерывно, в течение длительного времени.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Вопросы совместимости
Прежде чем начать обзор по функционалу, рассмотрим вопросы совместимости
На валу электроинструмента установлен цанговый зажим. Он прочно удерживает фрезу во время обработки. К этому узлу предъявляются высокие требования безопасности: если фреза выскочит в процессе работы, можно запороть заготовку, или получить травму. Кроме того, требуется высокая точность центровки – осевое биение недопустимо. Поэтому разница в диаметрах зажима и хвостовика фрезы минимальна.
Существует два стандарта: метрический и дюймовый. При переводе из одной системы измерений в другую, появляются значения в сотые доли миллиметра. Например, точный диаметр хвостовика ¼ дюйма составит 6,35 мм. В метрической системе диаметр округляется до целого значения. В результате, мы получаем зазор почти в полмиллиметра.
Такие допуски нежелательны. Поэтому при покупке рабочих наконечников, следует выбирать систему измерений вашего фрезера. В продаже имеются фрезы как дюймового, так и миллиметрового размера.
Набор для ручного фрезера
После покупки электроинструмента возникает вполне нормальный вопрос, какие фрезы лучше выбрать для ручного фрезера и на что обратить внимание. При покупке дополнительного комплекта фрез для ручного электроинструмента есть небольшие нюансы, влияющие на качество работы:
- Качество режущего механизма.
- Каким образом соединена режущая часть с валом.
- Термические характеристики.
По возможности режущий механизм должен быть съемным. Как показывает практика, такая фреза будет работать довольно долго, а в случае поломки механизм можно заменить.
Если режущая часть соединена с хвостовиком сварным швом, а не пайкой, то покупка такой фрезы будет не лучшим вариантом. Необходимо проверить качество металла, из которого изготовлен нож. Для этого следует провести напильником по острию ножа. Если на нем останется зазубрина, то качество металла оставляет желать лучшего. В случае когда нож выглядит нормально и зазубрин нет, то марка стали соответствует стандарту.
Использование ручного фрезера со съемными фрезами позволяет значительно расширить спектр выполняемых работ и облегчить работу с деревянными изделиями.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.
Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.
Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.
Это интересно!
Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
Устройство и принцип работы инструмента
Из всех видов инструментов для обработки металла, фрезы представляют самую большую и разнообразную группу. Их конструкция и принцип работы отличается от всех остальных резцов и сверл. Инструмент, закрепленный на шпинделе, вращается. Деталь перемещается относительно него поступательно по трем осям и под углом в любом направлении. Острые кромки и пластины снимают стружку. В результате на заготовке:
- обрабатываются плоскости;
- зачищаются и делаются фигурные торцы;
- вырезаются шпоночные пазы;
- делаются прорези;
- отрезаются части проката и детали;
- снимаются фаски;
- нарезаются зубья и шлицы;
- делаются т-образные и фигурные пазы;
- сверлятся и растачиваются отверстия.

Фреза относится к многорезцовым инструментам и состоит из корпуса, на котором расположены режущие кромки. Для крепления в патрон имеется конусный или цилиндрический хвостовик. На оправке деталь крепится шайбами, надевая для вращения пазом на выступ. Она может иметь для фрезеровки по металлу вставные пластины и режущие кромки, заточенные из цельной заготовки.
Фрезы фигирейные
Специальный вид изделия для изготовления филенок и похожих на них деталей. Бывают односторонние и двухсторонние. Глубокий заход в тело заготовки создает сложности в работе. Режущая кромка в процессе обработки захватывает большую массу древесины.
Фреза вязнет, либо начинает вибрировать. Опытные мастера проходят сначала деталь кромочным, пазовым аналогом, оставляя небольшой припуск. Чистовую обработку делают затем фигирейной фрезой, которая легко справляется с подавленной задачей. Двухсторонние модели данного изделия могут создавать рисунок различной формы на лицевой и обратной стороне заготовки.
Шпоночная фреза и ее конструктивные особенности
Сходство со сверлом по металлу имеют шпоночные фрезы, конструктивно представленные в виде стального стержня с рабочими кромками на боковой части. Боковые кромки кроме режущей части имеют углубления, выполненные в виде витков. Они предназначены для формирования режущих кромок и отведения стружки при выполнении работ.
Для изготовления шпоночных фрез используется легированная быстрорежущая сталь. Шпоночная фреза имеет конструктивное сходство с концевыми насадками. Главное отличие шпоночной оснастки в том, что у нее рабочими гранями являются боковые кромки. Предназначается оснастка непосредственно для изготовления шпоночных пазов в металлических заготовках. Выпускаются насадки с цилиндрическими и конусными хвостовиками согласно стандарту ГОСТ 9140.
Это интересно!
За счет своей конструкции, шпоночные оснастки позволяют выполнять фрезерование в двух направлениях.
наборы для станков и для ручного фрезера.
 Описание видов деревообрабатывающих фрез 45 градусов и других
Описание видов деревообрабатывающих фрез 45 градусов и другихРучное или автоматическое фрезерование деревянных заготовок могло бы ограничиться подбором фрез по стали и цветмету, если бы не некоторые особенности дерева, не дающие качественно обработать заготовки. Острота заточки фрезы – решающий, но не единственный фактор.
Особенности
Отличием фрезы по дереву служит значительное количество разновидностей прорезающих заготовки кромок. Присутствует способность обработать древесину сбоку или по направлению, совпадающему с осью вращения инструмента.
На неподвижных фрезерах в основном применяют конкретный метод обточки дерева. Ручной фрезерующий станок, в отличие от жёстко закреплённого в помещении, расширяет этот выбор, позволяя применить для конкретной разновидности работ свой особый резак. Некоторые несквозные пропилы в дереве производятся исключительно мобильным фрезером – ручным станком.
Некоторые несквозные пропилы в дереве производятся исключительно мобильным фрезером – ручным станком.
Ручной фрезерный станок, кроме функционально-технологической обработки дерева, даёт возможность создать художественный профиль заготовки. Это значит, что на дощечке или планке, бруске вырезается узор, наносится рисунок, создаётся некая повторяющаяся текстура, возможно изготовить герб или надпись.
Все эти элементы легко размножаются при помощи копировальных приспособлений и числового программного управления (ЧПУ), блоком которого оснащается высокопрофессиональный станок.
Материалы изготовления
Для фрезы по дереву достаточно использование быстрорежущей стали. Победитовый сплав и алмазное напыление – прерогатива фрез по камню, стали, твёрдому цветмету, бетону, кирпичу и другим особо твёрдым стройматериалам. Даже твёрдые породы дерева – бук, дуб, самшит – режутся фрезами, изготовленными из тех же марок и сортов стали, что применяются для некоторых фрез по металлу.
Победитовый сплав и алмазное напыление – прерогатива фрез по камню, стали, твёрдому цветмету, бетону, кирпичу и другим особо твёрдым стройматериалам. Даже твёрдые породы дерева – бук, дуб, самшит – режутся фрезами, изготовленными из тех же марок и сортов стали, что применяются для некоторых фрез по металлу.
Классификация
Определившись с характером работ и сталью, из которой сделана фреза, мастер обращает внимание на назначение изделия. По его области применения та или иная фреза относится к одному из следующих видов и разновидностей резаков:
-
торцевые резаки применяют для обработки торцевых граней заготовки;
-
конические – служат для обточки древесины любого сорта и породы под произвольным углом;
-
V-тип используется для вырезания надписей и стачивания фасок под углом в 45°, прорезания V-пазов в заготовках;
-
дисковые – прорезают горизонтальные пазы и канавки произвольной ширины и глубины, облегчающие отрезную работу по дереву;
-
профилированные – позволяют художественно дополнить изготавливаемый элемент интерьера, декора;
-
фальцевые – фрезеруют четверти;
-
калёвочные, в свою очередь, сглаживают острые кромки и рёбра;
-
резаки типа «ласточкин хвост» формируют шипы под конкретный паз;
-
фигирейные – позволяют обработать филёнки для дверей старого образца, выполненных из сплошных сборных элементов, но филёнка – не только элемент двери или дверцы шкафа;
-
галтельные – формируют желоба на узких гранях и кромках деталей и заготовок.

Кроме вышеописанных видов резаков, выпускают и комбинированные – сочетание фрезы для формирования шипа и паза. Это позволяет, к примеру, прошпунтовать одинаковые по ширине и толщине обрезные доски, чтобы те при сборке легко входили одна в другую и создавали непродуваемые ветром и сквозняками соединения, применяемые, скажем, при сборке потолочного настила в жилых помещениях.
Шаровой, или сферический со скруглённой головкой, резак служит для декоративной резьбы по дереву. Несколько отличающиеся по расположению режущих элементов, их структуре фрезы дают возможность обработать (Л) ДСП, ламинат, ДВП, МДФ-композит, а также сформировать деревянные ручки и «набалдашники», оформить планки тумб и шкафов, облагородить перила, поручни и деревянные парапеты.
Наконец, погружаемые резаки дополнительно подфрезеровывают пазы на нужную глубину.
Чтобы паз вышел идеально ровным и не испортил товарный вид заготовки или готового изделия, используют погружные резаки с несколько более длинным, чем в предыдущих случаях, хвостовиком.
Виды по конструкции
С модульным наконечником фрезы дороже по стоимости, чем монолитно исполненные. Тем не менее пользователи предпочитают именно первый вариант – работа с такими резаками даёт определённую степень свободы по сравнению с монолитными изделиями.
Тем не менее пользователи предпочитают именно первый вариант – работа с такими резаками даёт определённую степень свободы по сравнению с монолитными изделиями.
Сборные
Сборные деревообрабатывающие резаки содержат установленную в инструмент опорную часть стандартного формата. Режущие острия размещены на её конце.
Монолитные
Монолитный резак обладает остриями, выточенными непосредственно на рабочей основе инструмента. Деформироваться настолько, чтобы отделиться окончательно, остриё не имеет возможности, несмотря на повышенные обороты привода и особо твёрдые сорта древесины. Но монолитный резак нельзя заточить повторно – при затуплении он попросту выбрасывается. Быстрорежущая сталь при обработке дуба или самшита способна затупиться уже после трёх сеансов резки заготовок.
Со сменными режущими кромками
Резаки этого подвида обладают гораздо большим сроком службы из-за особенностей геометрии построения. Кромки двусторонние – мастеру это позволяет перевернуть рабочую часть резака наоборот, когда одна из сторон затупилась и режет заготовки хуже. Сменно-режущая фреза выгоднее вдвое для пользователя, чем односторонняя.
Кромки двусторонние – мастеру это позволяет перевернуть рабочую часть резака наоборот, когда одна из сторон затупилась и режет заготовки хуже. Сменно-режущая фреза выгоднее вдвое для пользователя, чем односторонняя.
Разновидности по геометрии
Конкретные резаки с определёнными станками совместимы в основном за счет геометрии построения первых. Хвостовик повлияет на возможность закрепления цанги на этом станке, диаметр которой выбирается из трёх значений – 6, 12 или 18 мм. Прикинуть, подходит ли фреза к станку, можно лишь в каждом из конкретных случаев. Бывает, что фреза не до конца подходит к станку – мастера подчас подстраивают конкретный станок под неё. Дело в том, что, работая на не подстроенном под фрезу станке, поначалу кажется, что работа идёт штатно, план выполняется, но уже спустя несколько минут станок и резак начнут заметно вибрировать, и качество резки заготовки упадёт. Чтобы не допустить подобного брака в деталях, и существует возможность подрегулировать станок точно под конкретную фрезу – колебания даже на десятую часть миллиметра недопустимы, в отдельных случаях фреза может выпасть.
Чтобы не допустить подобного брака в деталях, и существует возможность подрегулировать станок точно под конкретную фрезу – колебания даже на десятую часть миллиметра недопустимы, в отдельных случаях фреза может выпасть.
В худшем случае сместившийся – и выскальзывающий из цанги – резак вырвет на полном ходу, отчего зажим расцентруется, что, в свою очередь, повлечёт за собой новые неисправности на фрезере.
Эксперты напоминают: при использовании станка с ЧПУ рабочий или мастер должен вовремя предотвратить работу фрез, не совместимых с конкретным станком. Например, нельзя закреплять в цанге с дюймовым отсчётом фрезы с хвостовиком, измеряющимся в миллиметрах по рабочему диаметру.
Способ монтажа резака в цанге указывает на следующее: насадочные резаки в основном применяются для неподвижного станка с приводом на 32 мм, а пальчиковые – с диаметром от 6 мм. Не соблюдая это правило, малоопытный новичок столкнётся со скорым выходом резака из строя.
Типы лезвий
Лезвия ответственны за высокое качество работы как таковое. Они определяют, насколько оперативной и эффективной окажется обработка заготовок у мастера.
Твердосплавные лезвия (HSS, высокоскоростная сталь) или быстрорежущие (HM, трудно поддающийся затуплению металл) – зависит от того, насколько больший, к примеру, перегрев заготовки и резака при работе образуется в ходе работ. Так, HSS легче переносят перегрев – их рабочий диапазон температуры значительно выше. Из-за этого их острия труднее затупить, а значит, работают они заметно дольше, позволяя обслужить большее количество заготовок. Деревянные заготовки не требуют твердосплавных резаков: допустимо применить и обычные быстрорежущие изделия.
Так, HSS легче переносят перегрев – их рабочий диапазон температуры значительно выше. Из-за этого их острия труднее затупить, а значит, работают они заметно дольше, позволяя обслужить большее количество заготовок. Деревянные заготовки не требуют твердосплавных резаков: допустимо применить и обычные быстрорежущие изделия.
Обработка и у этих, и у других допускается либо перпендикулярная по отношению к плоскости расположения и движения заготовки, либо под произвольным углом, если общетехнологический процесс нацелен на резку именно наклонных канавок, выемок и отверстий.
В частности, вертикальные фрезы режут дерево на части, наклонные – отшлифовывают детали, удалив в процессе обточки лишние слои древесины. Для тонкой шлифовки применяются спирально-ножевые резаки. У срезающих резаков обработка в итоге дает идеально гладкую плоскость детали, где сколов и неровностей практически нет – дошлифовывание не нужно.
Для тонкой шлифовки применяются спирально-ножевые резаки. У срезающих резаков обработка в итоге дает идеально гладкую плоскость детали, где сколов и неровностей практически нет – дошлифовывание не нужно.
У пазовых фрез присутствует возможность проделать на выпиливаемой заготовке центральные или расположенные ближе к краю отверстия или канавки – так, идеально они подходят для формирования шипов и пазов. Достоинство пазных резаков – выставление ширины реза при неизменном диаметре хвостовика. Пазные резаки подразделяются, в свою очередь, на дополнительные подтипы.
-
Прямой резак – наиболее простое изделие. Его форма – ровный цилиндр. При работе образуется строго прямоугольная канавка в древесине.
-
Галтельная фреза: в продольном разрезе этот инструмент обладает U-образной формой.

Однако есть и V-образная разновидность галтельного резака. Стенки в обоих случаях обладают небольшим наклоном, что важно при прорезании непрямоугольных пазов.
Пазовые конструкционные – Т-образные и «ласточкин хвост» – рассчитаны на прорезание фигурных канавок с плавными и резкими гранями одновременно. Первая обладает продольным разрезом изделия в виде буквы «Т», вторая – лепестками, в совокупности с остальными частями изделия напоминающими реальный хвост ласточки.
Фигурная фасонная фреза имеет строение рабочей части, напоминающей фигурные скобки. Паз, выемка, прорезаемые ею, обладают характерным для изделия заглубленной и заострённой центральной вогнутостью. Обработка заготовки фигурной фрезой производится по краям или ближе к центру детали: инструмент справится и с той, и с другой задачей.
Размеры и диаметр хвостовика
Без хвостовика фреза не закрепится надёжно в зажимном патроне привода устройства. Выпускаются фрезы с коническим и цилиндрическим хвостовиками. Для предупреждения лишнего прокручивания на хвостовик наносится лыска. Дело в том, что, когда фреза – да и любой инструмент, даже обычное сверло – начинает прокручиваться, она в этом месте перегревается. Слои стали снимаются один за другим. Инструмент расцентровывается, и появляется вибрация, быстро довершающая своё чёрное дело – резак в итоге сломан. Для зацепления за лыску цанги предусмотрен специальный промподшипниковый комплект, служащий упором. В ходе износа обнаружив, что фреза всё же понемногу скользит в патроне, мастер заменяет сам подшипник. Диаметр фрезы – 6-12 мм, у определённой модели фрезера он свой. Промежуточное значение диаметра хвостовика фрезы – к примеру, 8 мм. Нестандартный диаметр – 4, 7 или 20 мм. Заграничные аналоги резаков измеряются по хвостовику в дюймах, в которых, как известно, не десятичная, а двоичная, «пополамная» система: полдюйма, четверть, ?, 1/16 и 1/32 часть.
Диаметр фрезы – 6-12 мм, у определённой модели фрезера он свой. Промежуточное значение диаметра хвостовика фрезы – к примеру, 8 мм. Нестандартный диаметр – 4, 7 или 20 мм. Заграничные аналоги резаков измеряются по хвостовику в дюймах, в которых, как известно, не десятичная, а двоичная, «пополамная» система: полдюйма, четверть, ?, 1/16 и 1/32 часть.
Резаки с «дюймовым» диаметром не рекомендуются для использования в отечественных фрезерах, особенно советского производства. Впрочем, попытки установить в миллиметровую цангу дюймовый хвостовик не дадут никакого результата. К тому же небольшое расцентровывание всей сборки, кроме поломки, способно привести мастера к травме.
Используйте только комплектующие и резаки, подходящие друг другу, а при приобретении изделий проверьте, подходят ли они для вашего фрезера.
 В отличие от патрона цанга не обладает широким ходом зажимания и извлечения фрезы.
В отличие от патрона цанга не обладает широким ходом зажимания и извлечения фрезы.Как выбрать?
Рассмотрим, в чем заключаются условия для выбора подходящей фрезы или набора фрез.
-
Высокое качество. Удостоверьтесь, что деталь идеальна, не содержит насечек и выбоин, заточена наилучшим образом. Установочные канавки должны быть на своём месте.
- Термопрочность изделия – резак должен выдерживать наибольший диапазон температурного перегрева. Это обуславливает его дальнейшую безотказную работу – мастер успеет обработать большое количество заготовок, выточить максимальное количество деталей, прежде чем резак окончательно затупится.

Дело в том, что дерево может при работе нагреться до температуры более 100 градусов – некачественная сталь, прошедшая закалку, «отпустится» при первом же перегреве, и резак превратится в «пластилин», легко тупящийся даже при работе по дереву на повышенных оборотах.
- Резаки, имеющие, к примеру, напаянные режущие кромки из победитового сплава, должны обладать высококачественной спайкой. Даже когда мастер перестраховывается и покупает именно победитовую фрезу, чтобы обрабатывать дерево, камень и другие материалы, не останавливая работу для замены фрезы, этот резак не должен внезапно терять эти режущие кромки в процессе, иначе работа тут же остановится. Обработка деталей из самшита и дуба в целях большей долговечности потребует фрезу именно с твердосплавными наконечниками, так как запас прочности, чтобы работа лишний раз не простаивала, требуется значительный. В паспортном описании конкретных изделий указывается марка, а нередко и состав припоя, которым на стальной основе напаяны твердосплавные микрорезцы. Используйте для большинства работ изделия с припоем марки не хуже, чем ПСр 37.5. Более высокое значение укажет на лучшее качество по прочности. В качестве припоя используют медно-серебряный сплав. Сварка при производстве фрез недопустима. Цветнометаллический припой плохо сваривается со сталью и тугоплавким победитом, так как из-за значительного превышения сварочной температуры возможно растворение цветмета в чермете, и образующийся полиметалл окончательно утрачивает характеристики, присущие твердосплавным элементам, – он превращается в «пластилин», подобно чёрной стали, в результате инструмент попросту не годен к работе. Вместе с тем значительно пострадает безопасность его использования.
 Обработка деталей из самшита и дуба в целях большей долговечности потребует фрезу именно с твердосплавными наконечниками, так как запас прочности, чтобы работа лишний раз не простаивала, требуется значительный. В паспортном описании конкретных изделий указывается марка, а нередко и состав припоя, которым на стальной основе напаяны твердосплавные микрорезцы. Используйте для большинства работ изделия с припоем марки не хуже, чем ПСр 37.5. Более высокое значение укажет на лучшее качество по прочности. В качестве припоя используют медно-серебряный сплав. Сварка при производстве фрез недопустима. Цветнометаллический припой плохо сваривается со сталью и тугоплавким победитом, так как из-за значительного превышения сварочной температуры возможно растворение цветмета в чермете, и образующийся полиметалл окончательно утрачивает характеристики, присущие твердосплавным элементам, – он превращается в «пластилин», подобно чёрной стали, в результате инструмент попросту не годен к работе. Вместе с тем значительно пострадает безопасность его использования.
Обработка деталей из самшита и дуба в целях большей долговечности потребует фрезу именно с твердосплавными наконечниками, так как запас прочности, чтобы работа лишний раз не простаивала, требуется значительный. В паспортном описании конкретных изделий указывается марка, а нередко и состав припоя, которым на стальной основе напаяны твердосплавные микрорезцы. Используйте для большинства работ изделия с припоем марки не хуже, чем ПСр 37.5. Более высокое значение укажет на лучшее качество по прочности. В качестве припоя используют медно-серебряный сплав. Сварка при производстве фрез недопустима. Цветнометаллический припой плохо сваривается со сталью и тугоплавким победитом, так как из-за значительного превышения сварочной температуры возможно растворение цветмета в чермете, и образующийся полиметалл окончательно утрачивает характеристики, присущие твердосплавным элементам, – он превращается в «пластилин», подобно чёрной стали, в результате инструмент попросту не годен к работе. Вместе с тем значительно пострадает безопасность его использования.
- Перед применением монолитные резаки тщательно тестируют. Так, качество сплава и припоя можно определить, попытавшись его надпилить. Подделка легко вычисляется по царапинам, легко появляющимся при поцарапывании, например, остриём быстрорежущего сверла, абразивной материей наждачки или ребристой поверхностью напильника, зубьями пильного полотна. По шкале Роквелла твёрдость резака не должна быть ниже 58. Если она хотя бы на единицу меньше, то резак станет тупиться заметно быстрее, отчего возрастут расходы на замену для него. Качество обработки древесины, цветмета и других материалов непосредственно зависит от использования необходимых для работы приспособлений и доборных (наборных) комплектующих.
Прежде чем пользователь окончательно определится с тем, какая фреза (или несколько фрез) ему нужны для продуктивной и плодотворной деятельности, стоит упомянуть их конкретные разновидности, имеющие обоснованное применение на практике.
-
Так, фреза на болгарку в отличие от резака непосредственно для фрезерного станка выглядит следующим образом. Чашкорез – её второе название, её применяют для вырезания чашеобразных углублений и выемок. Применяется строителями, возводящими дома и бани из скруглённого бруса.
- Борфреза для бормашины имеет коническую рабочую часть, изрезанную «косозубыми» кромками. Многообразие их вариаций позволяет выбрать любую – хоть усечённый конус, хоть изделие со скруглённым носиком. Фрезы для дремеля, а точнее, изделия для станков, выпускаемые европейской фирмой Dremel, многофункциональны: в продаже есть как конические (45 градусов или с иным углом), так и цилиндрические, пламевидные, сфероконические, сферические (круглые) и другие, спектр их применения в высокохудожественной и технологической деревообработке (выборке пазов и канавок) довольно широк.
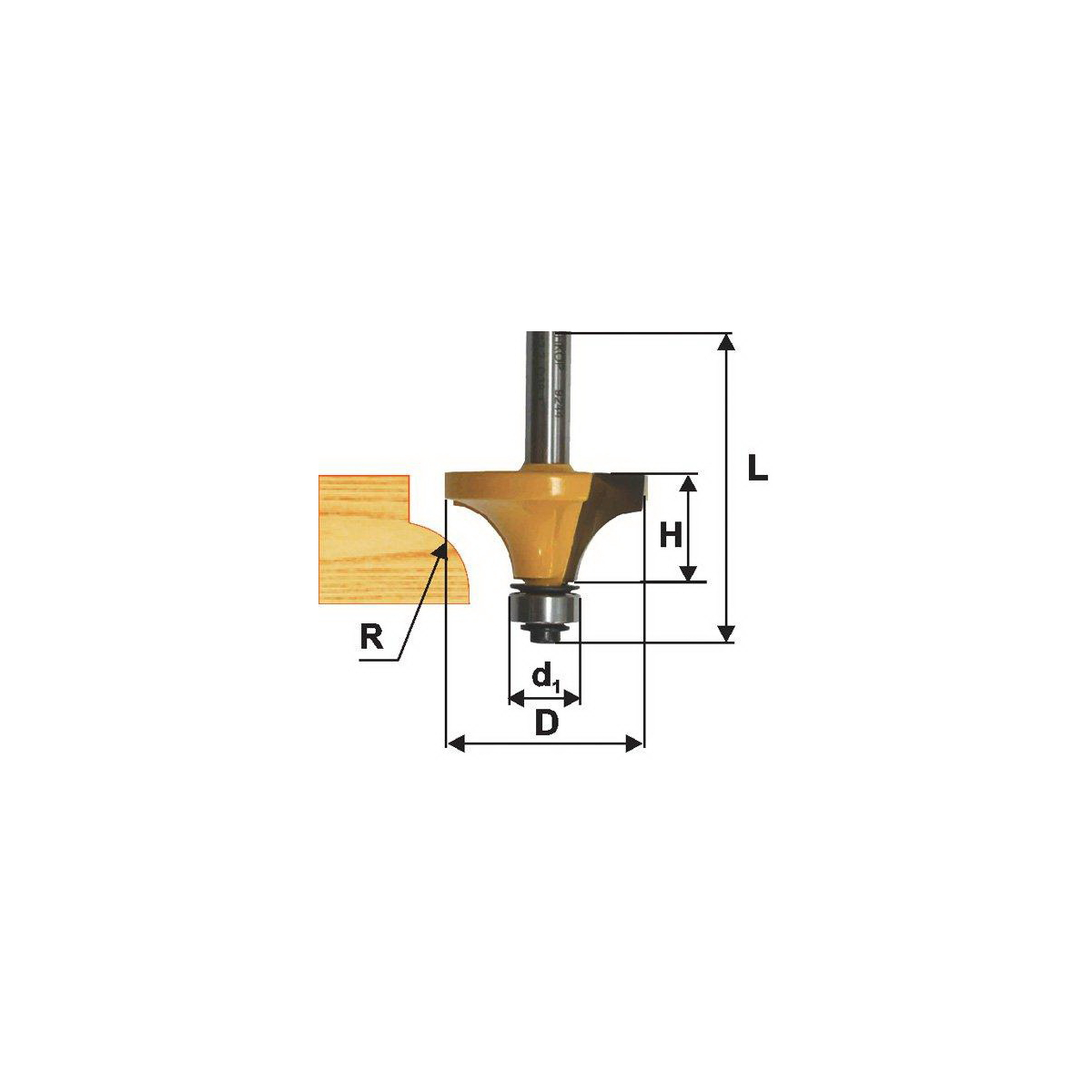
- «Текстурная» фреза, или «кукуруза», шейперная, имеет волнообразно-симметричное или текстурно-спиралевидное в продольном разрезе расположение напаянных кромок. Используется она при обработке стеклотекстолита, композита, пластика, фанеры и другого, например, когда требуется быстро снять несколько слоёв материала с поверхности заготовки. Разновидностью шейперной кукурузы является фреза-шарошка – без неё работу пришлось бы делать шарошечным долотом.
- Насадная – надевается на специальную ось-основу. Применяется она, к примеру, для вырезки кромок вагонки с двумя и большим количеством «шпунтов» (шипов и пазов, идущих по ребру доски параллельно друг другу).

Для ровности хода, идеальности канавки к ручному фрезеру или мобильной пилораме прикрепляются направляющие рельсы-полозья, не дающие канавкам сворачивать в сторону ни на миллиметр.
- Проходная фреза по металлу имеет несколько разновидностей: концевая, дисковая, шпоночная, профильная и так далее. Фрезы по металлу этой категории используются и для деревообработки. Суть проходной фрезы – вырезать продольную канавку, пересекающую обе противолежащие плоскости детали, например, от торца к торцу бруска. Используется в основном как изделие для технологической резки – для изготовления всё тех же пазов под шип конкретной высоты и ширины (толщины). Разновидность – профильно-насадочная (профильная), осуществляющая резку нескольких борозд, например, на профилированном брусе, использующемся для строительства деревянных загородных и дачных домов. Проходная фреза – отчасти собирательное понятие для многих разновидностей резаков, предназначенных для поверхностного надрезания брёвен, досок и брусьев.

Имея представление о многих видах и разновидностях фрез, мастер закупает нужные комплекты резаков и приступает к работе.
Фрезерование большой торцевой фрезой 40 мм на ZAY7045 — отчетик — Китайские хоббийные станки
Господа, это все понятно.Наверно 500об/мин несколько великовато для быстрореза, та ещ и в таком станке.
 Но станок не просто не жесткий, он катастрофически не жесткий.. Не потому, что китай, а потому, что он даже до среднего китая не дотягивает по жесткости: http://www.chipmaker…ost__p__1371222
Но станок не просто не жесткий, он катастрофически не жесткий.. Не потому, что китай, а потому, что он даже до среднего китая не дотягивает по жесткости: http://www.chipmaker…ost__p__1371222
Ну нельзя говорить о жесткости, если станок некондиция даже в хоббийно-китайском понимании. Я же не зря сказал о жесткости, так как знаком с этим станком по другой теме.Вот тогда что-то можно говорить о прочности/хлипкости станков.
При фрезеровании отгиб две десятки. Ну нельзя фрезеровать на нем. Если устранить косяки то жесткость вырастет на порядок, тогда будет фрезеровка как по маслу. Тогда и другие советы по режиму резания будут к месту. Автор не мучтьте станок и себя, займитесь его косяками.
Вы хоть отгиб померьте при нормированном усилии к шпинделю вбок, вдоль стола. 10кг хватит, что бы определить жесткость станка в таком состоянии.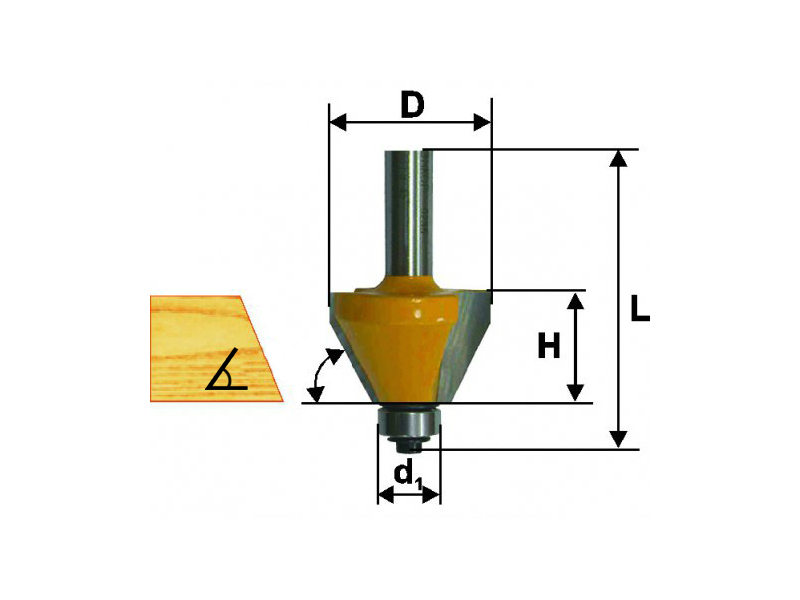 Могу предположить что жесткость будет около 100кг/мм. Для нормального человеческого фрезерования нужно около 1000кг/мм. Более-менее можно фрезеровать при жесткости 500кг/мм если подачи не большие.
Могу предположить что жесткость будет около 100кг/мм. Для нормального человеческого фрезерования нужно около 1000кг/мм. Более-менее можно фрезеровать при жесткости 500кг/мм если подачи не большие.
Для промышленных режимов фрезерования жесткость по ГОСТ 9726-89, должна быть не меньше 1500кг/мм для вертикально-фрезерных с крестовым столом шириной до 250мм.
Работать на таком станке нельзя. Характерно, но фрезеровщик у которого выпрошена фреза, не сказал, что жесткость его ВМ130, легко, на порядок превышает жесткость Вашей некондиции. Если пришабрите колонну и устраните косяки, тогда сможете легко грызть Ст45.Работать такой фрезой нельзя… Характерно, но фрезеровщик у которого я выпросил фрезу сказал, что работал он ей на ВМ130 легко грыз сталь 45. Вот такие дела.
ЗЫ
Вообще меня очень веселят профессиональные советы на первый же вопрос новичка в китайской токарной ветке: Почему плохо точит?
Начинаются советы по режимам, углам заточки, СОЖам, оборотам и прочим нюансам, которые применимы к нормальному станку. Самый главный совет купившим китайский станок, распаковавшим и пробующим на нем работать — Индикатор с безменом в руки и замерить отгибы. Потом шабер, краску, линейку/плиту — и вперед…
Самый главный совет купившим китайский станок, распаковавшим и пробующим на нем работать — Индикатор с безменом в руки и замерить отгибы. Потом шабер, краску, линейку/плиту — и вперед…
То же касается и фрезеров произведенных в китае.
Изменено пользователем TDukeКак бросить грязный резак (10 фотографий захватов)
Главная Статьи Шаг фрезы и захваты
Узнайте о моих программах тренировок для питчеров
Правильно наращивайте функциональную силу. Изучите мои тренировки по подаче и программы бросков для игроков, которые много работают и не ищут оправданий.
Выучить больше
Вы знаете, как бросать обрезанный фастбол?
В этой статье вы узнаете все, что вам нужно знать о броске куттера, который выходит за рамки «грязного» или «неприятного» и обычно включает в себя смущение отбивающего. ..
..
Но сначала взгляните на один из самых красивых каттеров, которые я видел за долгое время, от более близкого к Пиратам Марка Мелансона:
Источник изображения: питчерлист.comВ приведенном выше GIF-файле у нападающего Скипа Шумейкера нет шансов, поскольку подача из Мелансона ломается по коленям на скорости 91 миля в час.
Резак может быть описан как наполовину фастбол и наполовину ползунок и перемещается горизонтально к стороне пластины, обращенной к подающему рычагу, или «режет», и поэтому известен под двумя своими названиями: резак и резаный фастбол.
Полезен для глушения нападающих.
БЕСПЛАТНАЯ ИНФОРМАЦИОННАЯ БЮЛЛЕТЕНЬ
Подпишитесь на рассылку моих ежедневных советов по питчингу по электронной почте
Эксклюзивные советы и идеи, которых нет на сайте.

Нажмите здесь, чтобы подписаться
Захват резака
Так в чем же секрет хорошего резчика?
Давайте подробнее рассмотрим, как захватывать и бросать резак…
Источник изображения: baseball-pitching-tips.com- Возьмите обычную хватку для фастбола и слегка сместите ее от центра, чтобы усилить давление на внешний край бейсбольного мяча. Некоторым питчерам нравится перемещать большой палец внутрь бейсбольного мяча, подобно ползунку.При правильном броске каттер будет похож на слайдер, но с более резким движением.
- Отпустите обрезанный фастбол, как фастбол. Не щелкайте и не поворачивайте запястье, как это делается с изгибом или ползунком.
- Движение вашей руки должно имитировать движение фастбола. Давление, прикладываемое к внешней стороне мяча, должно естественным образом вызывать вращение, необходимое для создания движения.

При правильном броске обрезанный фастбол должен отставать на несколько дюймов от нападающего-правши при броске из питчера-правши.
Цель подачи резака — заставить нападающего ударить по земле; не ожидайте, что резак станет вашей вычеркивающей подачей.
Другие изображения захватов резака
Источник изображения: baseball-pitching-tips.comМоя любимая гифка с метанием резака
Соедините все вместе, и это выглядит так…
Вот отличный фастбол от питчера Кенли Янсена:
Источник изображения: питчерлист.comПросто вау , верно?
В этом GIF-файле может быть сложно что-то уловить, так что возьмите несколько часов — посмотрите, как тонко двигается это поле со скоростью 94 мили в час, когда оно уносится прочь от Джин Сегура.
Теперь это непробиваемый резак.
Узнайте больше о моих программах тренировок для питчеров
Одно из самых больших заблуждений в бейсболе состоит в том, что игра поддерживает вас в форме для подачи. Хотел бы я, чтобы это было правдой. Это не.
Хотел бы я, чтобы это было правдой. Это не.
Для перехода на следующий уровень необходима подготовка. Питчеры высшей лиги тратят гораздо больше времени на подготовку к подаче, чем на саму подачу.
Если вы считаете, что увеличение скорости может иметь решающее значение для вашего успеха, ознакомьтесь с моими программами подготовки и бросков для бейсбольных питчеров всех возрастов.
Выучить больше
Что вы думаете?
Теперь пришло время услышать от вас:
Есть ли какие-либо захваты, советы или методы, которые я пропустил?
Или, может быть, у вас есть идея, как я могу сделать эту статью еще лучше.
В любом случае, оставьте комментарий и дайте мне знать .
ПРОЧИТАЙТЕ ЭТО СЛЕДУЮЩЕЕ: Захваты для подачи (шпаргалка): как бросать 8 разных бейсбольных полей
Что такое каттерная подача — что сделало ее такой эффективной?
Когда Мариано Ривера вступил в игру, скорее всего, болельщики «Нью-Йорк Янкиз» были уверены в своих шансах на победу.В конце концов, фастбол Риверы был одним из лучших в игре, и нападающим было трудно выровнять поле, чтобы установить надежный контакт. Благодаря бейсбольному бейсбольному рейтингу 1,00 Ривера вошел в Зал славы, наряду с выступлениями на Матчах звезд, 5 чемпионатами Мировой серии и наградами MVP. Так что же такое каттерная подача, что она делает и насколько хорошо Ривера подавал эту подачу? Узнайте эти и другие вопросы ниже!
Что такое резак / что он делает?
 youtube.com/embed/3c_cHYBPOy4″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/3c_cHYBPOy4″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Каттер или фастбол — это бейсбольное поле, которое отклоняется в сторону руки питчера в перчатке, когда он выпускает мяч.Например, у питчера-правши, бросающего каттер, мяч разбивается внутрь нападающим-левшам. Точно так же бросок резака правому нападающему оторвется от них, что до последней секунды выглядит как удар по бэттеру. Эффективность подрезанного фастбола — это поздний прорыв или отклонение, которое мяч совершает, когда достигает домашней пластины. Когда отбивающие не могут выровнять мяч стволом биты, они могут промахнуться или сломать свою деревянную биту при контакте с мячом.
Как захватить / бросить каттер?
Режущий захват, который используют питчеры высшей лиги, заключается в том, что указательный и средний пальцы сомкнуты вместе над швами бейсбольного мяча. Затем безымянный палец будет лежать на бейсбольном шве, а большой палец окажется под указательным и средним пальцами. Наконец, бросок подачи требует последовательной подачи рукой питчера, что помогает обмануть нападающих, поскольку позднее движение может выглядеть как традиционный фастбол с четырьмя швами, который может закончиться в зоне удара или немного оказаться немного снаружи.
Наконец, бросок подачи требует последовательной подачи рукой питчера, что помогает обмануть нападающих, поскольку позднее движение может выглядеть как традиционный фастбол с четырьмя швами, который может закончиться в зоне удара или немного оказаться немного снаружи.
Насколько смолы похожи на другие смолы?
Каттер представляет собой нечто среднее между фастболом и слайдером. Шаг среза в перерыве похож на слайдер, но угол более ровный при отпускании, в отличие от слайдера. Например, ползунок будет медленнее, чем резак, но будет больше наклоняться. В то время как фастбол похож по скорости на каттер, брейк каттера идет в сторону перчатки питчера, в отличие от фастбола, который остается прямо. Если питчер бросает фастбол с двумя швами, брейк идет в сторону бросающей руки питчера, которая находится напротив каттера.
Лучшие питчеры в истории бейсбола
Спросите любого в бейсболе, у кого был или есть лучший резак, и он назовет Мариано Риверу. Когда Мариано Ривера вступил в свой последний сезон в 2013 году, команды дарили ему подарки в знак признания невероятного года. По данным ESPN, Миннесотские близнецы, например, сделали Ривере деревянное кресло-качалку из сломанных летучих мышей в честь 724 летучих мышей, которые он сломал.
Когда Мариано Ривера вступил в свой последний сезон в 2013 году, команды дарили ему подарки в знак признания невероятного года. По данным ESPN, Миннесотские близнецы, например, сделали Ривере деревянное кресло-качалку из сломанных летучих мышей в честь 724 летучих мышей, которые он сломал.
Помимо Мариано Риверы, в своей карьере было много отличных питчеров, которые забрасывали мяч.Ниже приведены некоторые из лучших питчеров в игре, у которых в репертуаре подачи был отличный резак.
- Дэн Харен
- Джеймс Шилдс
- Марк Мелансон
- Энди Петтит
- Джерри Ройсс
- Кенли Янсен
- Брайан Шоу
- Ю Дарвиш
- Джон Лестер
Почему Ривера сломал резаком так много летучих мышей?
Каттер заставляет мяч двигаться внутри к противоположной стороне бросающей руки питчера. Например, Ривера был правшой, поэтому его обрезанный фастбол попадал в левых нападающих, когда попадал на домашнюю тарелку. В отличие от традиционной машины с четырьмя швами, которая остается прямой к нападающим, режущая машина будет двигаться с задержкой, когда идет к исходной пластине. При позднем движении (например, при разбивании мяча) отбивающие не смогут подровнять биту к мячу и приблизиться к тому месту, где их руки держали биту. Когда вы вступаете в контакт с мячом в таком месте на бите, вы, как правило, ломаете его, так как это самая слабая часть биты.
Например, Ривера был правшой, поэтому его обрезанный фастбол попадал в левых нападающих, когда попадал на домашнюю тарелку. В отличие от традиционной машины с четырьмя швами, которая остается прямой к нападающим, режущая машина будет двигаться с задержкой, когда идет к исходной пластине. При позднем движении (например, при разбивании мяча) отбивающие не смогут подровнять биту к мячу и приблизиться к тому месту, где их руки держали биту. Когда вы вступаете в контакт с мячом в таком месте на бите, вы, как правило, ломаете его, так как это самая слабая часть биты.
Вывод на каттерную площадку
Подводя итог, можно сказать, что более узкая подача может эффективно вывести нападающих Высшей лиги из стартовых питчеров и питчеров. Точно так же, как чендж-ап, крученый мяч, слёрв-питч, фастбол, грузило, сплиттер и даже наклбол, изменение скорости и направления движения мяча — все это способы повлиять на тайминг нападающего. Все сводится к тому, если питчер правильно чувствует поле и может записывать ауты, когда бросает это поле нападающим.
Похожие сообщения
Что такое сумасшедшее поле?
Что такое ЭРА в бейсболе?
Площадка для мячей
Взорванный бейсбольный мяч Сохранить
Что такое Глаз Бэттера?
Безупречный иннинг
Что такое драфт по правилу 5?
Сжатая игра в бейсбол
Что такое захват в бейсболе?
Что такое качественный старт в бейсболе?
Сколько зарабатывают мальчики-летучие мыши?
Что такое не нападающий?
Что такое TOOTBLAN Бейсбол
Банка кукурузы Бейсбольный мяч
Чем занимается тренер по бейсболу?
Что означает лига Буша в бейсболе?
Даблхедер в бейсболе
Что такое поле для спитбола?
Что такое бейсбольный ас?
ВНИМАНИЕ ПОДАЧИ: Одно из самых больших заблуждений в бейсболе состоит в том, что игра поддерживает вас в форме для подачи. Хотел бы я, чтобы это было правдой. Это не. Чтобы перейти на следующий уровень, важна подготовка. Питчеры высшей лиги тратят гораздо больше времени на подготовку к подаче, чем на саму подачу.
Хотел бы я, чтобы это было правдой. Это не. Чтобы перейти на следующий уровень, важна подготовка. Питчеры высшей лиги тратят гораздо больше времени на подготовку к подаче, чем на саму подачу.Если вы считаете, что увеличение скорости может иметь решающее значение для вашего успеха, ознакомьтесь с моими проверенными программами для питчеров всех возрастов.
Чтобы бросить каттер или подрезать фастбол, вы бросите фастбол, но получите небольшое боковое вращение, которое заставит мяч двигаться внутрь или наружу на несколько дюймов.
Вы делаете это, перемещая рукоятку фастбола (обычно рукоятку фастбола с 4 швами) немного от центра. Некоторые питчеры слегка подводят большой палец к внутренней части мяча, а указательный и средний пальцы — к внешней стороне. Это дает вам подачу где-то между фастболом и слайдером, и при правильном броске поле будет двигаться именно так, как очень жесткий слайдер.
У молодых питчеров, тем не менее, есть тенденция слишком сильно поворачивать руку в сторону положения ползунка, получая движение руки как «дверную ручку», что может привести к нагрузке на локоть.Питчер должен оставить большой палец прямо под мячом и двигать только пальцами немного влево или вправо, в зависимости от того, каким образом вы хотите разрезать мяч. Отпуская его, думайте «быстрый мяч» и сильно вращайте мяч средним и указательным пальцами, как если бы вы делали это при помощи быстрого мяча.
Если вы питчер-правша и держите мяч немного смещенным от центра к внешней части мяча, поле должно сместиться на несколько дюймов от нападающего-правши… ровно столько, чтобы убрать его из ствола летучей мыши. Если у вас нет достаточно большого угла руки (бросок «через верх»), вам будет сложнее научиться заставлять мяч двигаться в другую сторону, но попробуйте. Просто сдвиньте пальцы немного внутрь и бросьте с помощью фастбола.
Как метать резак… как Мариано Ривера
Для начала держите его как фастбол. Рукоятка ножа немного смещена от центра.Бросок похож на фастбол, и прямо здесь, примерно в точке выпуска, переверните запястье.
Идея в том, что у него есть вращение фастбола, и на высоте около 59 футов он превращается в правого питчера для левши. Для питчера-правши он превращается в питчера-левшу.
Почему резак Мариано Риверы так хорош? Потому что так поздно и так быстро, а ротация такая хорошая.Для нападающего это выглядит как быстрый мяч, потому что вы не можете видеть вращение.
Дополнительная информация о том, как метать резак
Обрезанный фастбол и грузило преследуют одну и ту же цель: сделать так, чтобы нападающий ударил по мячу, не попав на него мясом биты. Обе подачи будут более эффективными, если вы сначала установите фастбол. Затем, когда вы бросаете грузило или каттер, нападающий увидит то же самое, что и движение руки и кисти фастбола, и не будет ожидать, что мяч сдвинется.
Обе подачи будут более эффективными, если вы сначала установите фастбол. Затем, когда вы бросаете грузило или каттер, нападающий увидит то же самое, что и движение руки и кисти фастбола, и не будет ожидать, что мяч сдвинется.
Вот еще несколько обрезанных хватов для фастбола, присланных читателями The Complete Pitcher…
Подковообразный шов бейсбольного мяча (вид сбоку)
Разрезанная рукоятка для фастбола (вид сверху)
Разрезанная рукоятка для фастбола (вид сбоку)
Разрезанная рукоятка для фастбола (вид сверху)
Получить мою программу скорости тангажа
Одно из самых больших заблуждений в бейсболе состоит в том, что игра поддерживает вас в форме, необходимой для игры. Хотел бы я, чтобы это было правдой. Это не. Чтобы перейти на следующий уровень, важна подготовка. Питчеры высшей лиги тратят гораздо больше времени на подготовку к подаче, чем на саму подачу.
Хотел бы я, чтобы это было правдой. Это не. Чтобы перейти на следующий уровень, важна подготовка. Питчеры высшей лиги тратят гораздо больше времени на подготовку к подаче, чем на саму подачу.Если вы считаете, что увеличение скорости может иметь решающее значение для вашего успеха, ознакомьтесь с моими проверенными программами для питчеров всех возрастов.
Значение по умолчанию | Как бросать Серия
Добро пожаловать в шестую часть нашей серии «Как бросать»! В нашем заключительном сегменте мы закончим обсуждением и анализом резаков.
Обзор резакаКаттер, также известный как «резак-фастбол», представляет собой поле, которое бросают с высокой скоростью и совершают резкое горизонтальное движение или режущее действие.
Этот тип подачи похож на фастбол с четырьмя швами из-за его захвата и отпускания, но отличается от четырехшовного тем, что он имеет немного меньшую скорость и перемещается со стороны перчатки, а не со стороны руки.
Обычно каттер будет содержать преимущественно обратное вращение и гироскопическое вращение с небольшим количеством бокового вращения.Обратное вращение на поле позволяет ему двигаться как четырехшовная машина, в то время как легкое боковое вращение помогает создать небольшой элемент действия со стороны перчатки, как это сделал бы слайдер, тем самым создавая более высокую скорость шага, который режет, а не бежит.
Этот тип поля по-разному используется питчерами высшей лиги в зависимости от их намерений. Для некоторых каттер становится их основным фастболом, в то время как для других его можно использовать в качестве поля для раскладывания, аналогичного разбивающему мячу или нейтрализатору взвода. В любом случае, эффективный резак может дать вам преимущество, когда вы наступаете на насыпь.
Как держать резак В нашей базе данных отслеживания захвата у нас есть три основных типа захвата для фрез. Ниже показан «CT 1», который используют 80% наших спортсменов.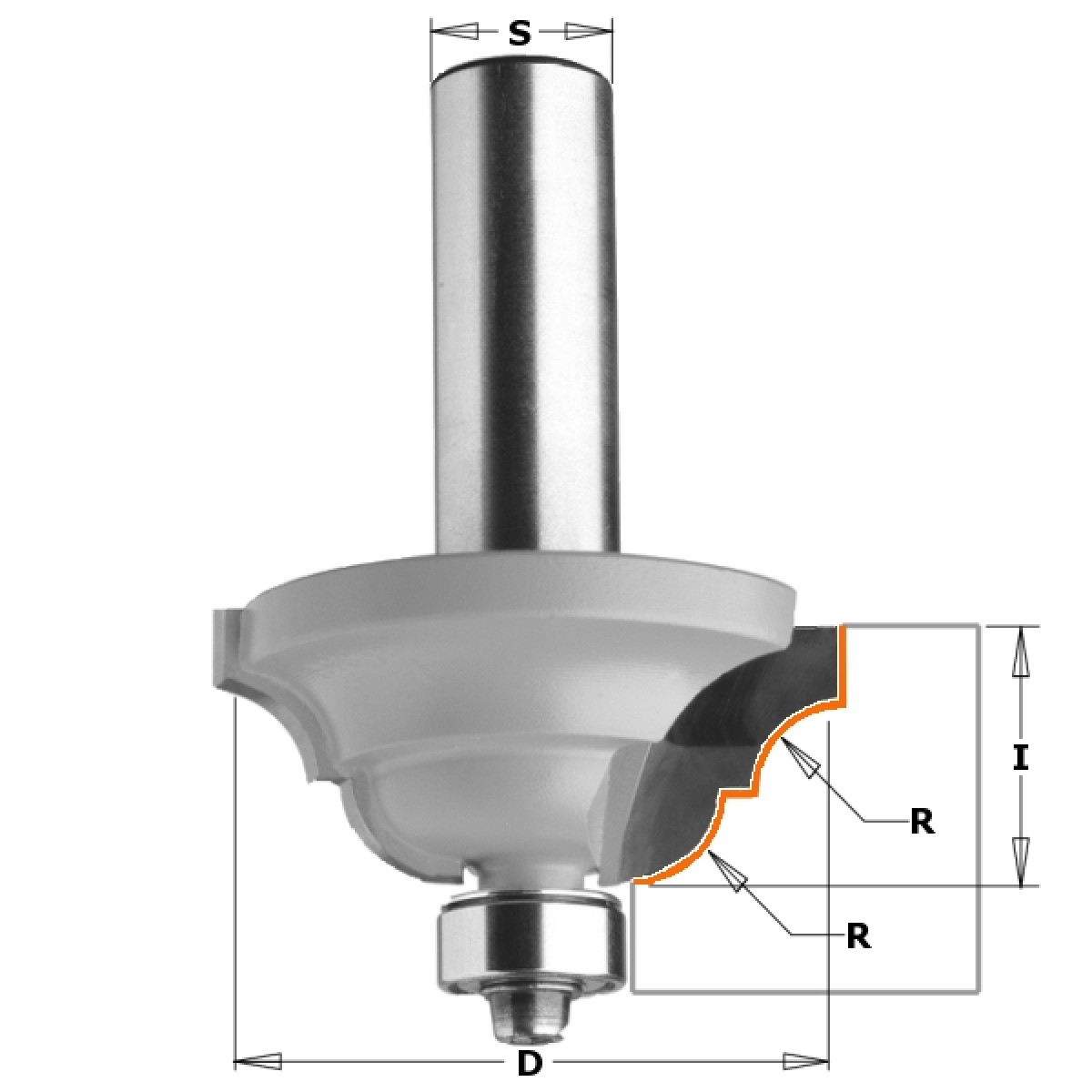
Захват резака аналогичен захвату фастбола с четырьмя швами. Указательный и средний пальцы используются для передачи силы бейсбольному мячу, что приводит к высокой скорости и вращению. В этом примере захвата пальцы располагаются близко друг к другу на верхней части мяча, а подушечки пальцев располагаются непосредственно на швах.
Наиболее важным фактором является то, что эти пальцы смещены к мизинцу мяча, что помогает вызвать обратное вращение с небольшой степенью бокового вращения. Это основной компонент того, как этот шаг создает вертикальное движение с режущим действием.
Поместите большой палец под мяч для контроля, хотя его расположение можно изменить в зависимости от удобства. Мы видим, что большинство питчеров либо кладут большой палец чуть не по центру, либо под мяч.
Поместите безымянный палец сбоку от мяча, чтобы сохранить контроль, а мизинец полностью отсоедините.Но этот хват не является универсальным подходом — вы должны располагать пальцы так, чтобы вам было удобно держать мяч в руке.
После того, как вы нашли удобный хват, вы должны удерживать мяч, сильно нажимая между большим, указательным и средним пальцами.
Как метать ножЧтобы бросить катер, мы хотим подумать «Fastball» и потянуть вниз по швам, используя указательный и средний пальцы, когда вы приближаетесь к релизу.Когда мы бросаем мяч, нам нравится «дергать» мяч вниз как можно сильнее, так как должно быть ощущение, что мяч «вылетает» из вашей руки.
Вот пример скоростной съемки резака. Наблюдайте, как питчер оказывается прямо за мячом, а при отпускании пальцы отрываются от края мяча, помогая придать ему вращательное движение.
Когда мяч движется к цели, мы ожидаем, что поле будет двигаться прямо, но с поздним режущим действием со стороны перчатки.
Кроме того, если вы выполняете бросок из прорези для нижней руки, вы можете рассчитывать на большее горизонтальное движение и меньший вертикальный подъем, в отличие от питчера, который бросает из броска сверху.
Используя Rapsodo, мы можем анализировать профиль движения наших полей. Фрезы, выделенные коричневым цветом, обладают положительной величиной вертикального перемещения, в основном располагаются слева от оси Y и имеют небольшую степень горизонтального излома.
Вы заметите, что резаки находятся между фастболами и ползунками. Интуитивно это имеет смысл, поскольку этот тип тона имеет черты обоих этих питчей.
Если фреза имеет большой ход и небольшую подъемную силу, ее можно считать «неповоротливой». Это прозвище дано полю, обладающему равными качествами как слайдера, так и резака.
Анализ профиля движения даст вам четкое представление о том, как на самом деле движется поле, и, в конечном счете, как его использовать при встрече с нападающими.
Дополнительные захваты и кии Ниже перечислены дополнительные захваты для резака, используемые нашими спортсменами в тренажерном зале.
«Стандартный между», CT 2, использует ориентацию с двумя швами. Поместите указательный и средний пальцы между швами и немного сместите их от центра. Точно так же CT 3 использует ту же ориентацию, но пальцы расположены выше по мячу, ближе к подкове. Опять же, в обоих примерах вы обнаружите, что пальцы находятся не в центре мяча.
Мы рекомендуем попробовать разные хваты, чтобы почувствовать разницу и помочь вам в освоении этой подачи!
Дополнительные подсказки: «Сосредоточьтесь на нажатии средним пальцем», «Представьте, что ладонь обращена к первому основанию», «Подумайте о ползунке»
«Стандартный между» ТТ 2
«Стандарт вокруг» ТТ 3
Сводка На этом мы завершаем серию блогов «Как бросать»! Мы надеемся, что вам понравился каждый сегмент, и вы будете использовать его в качестве руководства, чтобы улучшить свои презентации в будущем.Имейте в виду, что профиль движения каждого шага будет зависеть от ряда факторов.
Вам предстоит практиковаться, понимать различные изменения, которые можно внести, и продолжать открывать то, что ведет к наибольшему успеху!
Майк Тампеллини
Прочтите, как бросать слайдер
Прочтите, как бросать крученый мяч
Прочитайте, как бросить сдачу
Прочтите, как бросать грузило или фастбол с двумя швами
Прочтите, как бросать мяч Fastball с четырьмя швами
Как эволюция резака изменила игру в бейсбол | Отчет отбеливателя
Случайное открытие Мариано Риверы привело к бейсбольной революции.Майкл Хейман/Getty ImagesГоворят, что лучшая подача в бейсболе — это и всегда будет хорошо расположенная фастбол.
Ложь.
Лучшее поле в бейсболе — это правильно расположенный фастбол. Страшная часть для нападающих заключается в том, что все больше и больше питчеров начинают осознавать, насколько на самом деле опасен каттер.
Всем известно, что вратарь лучшего резака в истории Высшей бейсбольной лиги — не кто иной, как давний близкий игрок «Нью-Йорк Янкиз» Мариано Ривера. Его каттер является одним из самых разрушительных мячей, когда-либо заброшенных, и он сделал себе карьеру в Зале славы, используя его, чтобы разбивать летучие мыши и получать слабые мячи.
Его каттер является одним из самых разрушительных мячей, когда-либо заброшенных, и он сделал себе карьеру в Зале славы, используя его, чтобы разбивать летучие мыши и получать слабые мячи.
Некоторое время Ривера был одним из немногих избранных питчеров, в репертуаре которых были каттеры. За последние 10 лет эта группа значительно выросла. Питчеры, которые с самого начала были хороши, начали бросать каттер, а некоторые питчеры обратились к каттеру, чтобы спасти свою карьеру.
Восхождение закройщика было описано Альбертом Ченом в статье для журнала Sports Illustrated , которая была опубликована в июне прошлого года, и за последний год мало что изменилось.Каттер все еще завоевывает популярность, и нападающие высшей лиги все еще пытаются разгадать тайну того, как его поразить.
Как же все это произошло? Как каттер превратился из не очень секретного оружия Мариано Риверы в секретное оружие многочисленных питчеров по всей лиге?
Как и в случае с бейсбольными историями, это довольно длинная история.
Истоки
Мариано Ривера может быть хранителем самого смертоносного бейсбольного резака, но он не изобрел само поле.Резак был на слуху задолго до того, как в середине 1990-х ворвался в высшую лигу.
История Чена для SI утверждает, что до сих пор неизвестно, кто изобрел резаный фастбол. И действительно, сам термин был частью бейсбольного лексикона всего 15 лет или около того. Мы можем поблагодарить Риверу за это.
Однако в рассказе Чена упоминается отрывок из «Руководства Нейера/Джеймса по питчерам» , в котором упоминается описание определенного вида фастбола, написанное бывшим игроком высшей лиги Итаном Алленом еще в 1950-х годах.
Вот описание поля Алленом из его инструкции 1953 года:
[Подающий] бросил фастбол, который был уникальным, потому что он скользил или ломался, как по кривой. Это было чем-то похоже на фастбол, но он в большей степени перебрасывал через сторону указательного пальца.
 Это нецентральное давление стало причиной разрыва.
Это нецентральное давление стало причиной разрыва.Это описание традиционного резака, который вы можете увидеть на этой картинке с сайта TheCompletePitcher.com:
Термины «резак» и «режущий фастбол» не появлялись до 1990-х годов, но вполне вероятно, что Каттер был довольно распространен в бейсболе в 1950-х, 60-х, 70-х и 80-х годах.Один эксперт считает, что поле, вероятно, просто ошибочно приняли за ползунок, когда его бросали.
Это теория, предложенная бывшим игроком высшей лиги Джилом Паттерсоном, который с тех пор зарекомендовал себя как главный сторонник каттера. Вот что он сказал SI :
Хотел бы я посмотреть, какая у Гуся Госсежа скорость на его слайдере. Вы оглядываетесь назад на таких парней, как Ли Смит, Брет Саберхаген, Стив Басби, Дэйв Стиб, и они довольно сильно бросали свои ползунки. Может быть, сегодня это резчики.
Кстати, между резаком и ползунком есть разница. Ползунки имеют больше нисходящего и горизонтального разрыва. Резцы тяжелее и ломаются очень поздно в одном направлении.
Резцы тяжелее и ломаются очень поздно в одном направлении.
Однако невооруженным глазом они выглядят одинаково. В те времена, когда термина «каттер» не существовало, поэтому было очень легко спутать высоту тона, которая на самом деле была резаком, с ползунком.
Сегодня большинство сообразительных бейсбольных фанатов узнают резака с первого взгляда, и все благодаря одному человеку.
Мариано Ривера и его случайное открытие
Когда Ривера впервые ворвался в высшую лигу в 1995 году, он не бросал каттер. Он просто бросал очень сильно, и этого было достаточно.
История, согласно USA Today , гласит, что Ривера случайно наткнулся на разрезанный фастбол, когда играл в мяч с Рамиро Мендосой перед игрой в 1997 году. ранее в этом году:
Внезапно мяч начал двигаться, разрезая так, как я никогда раньше не видел.Я не делал ничего другого, но у этого была своя собственная жизнь. Ну, скажи мне, как ты это объяснишь? [Мендоса] продолжал спрашивать меня, что я делаю, чтобы мяч двигался так, и у меня не было ответа.
 Для меня поле было подарком от Бога.
Для меня поле было подарком от Бога.«Подарок от Бога». В долбанном деле.
Ривера уже был хорошим питчером до того, как в 1997 году открыл для себя своего резака. В 1996 году он показал 2,09 ЭРА в 61 матче, выбив 130 нападающих в 107,2 иннингах и удерживая соперников до 0,05.В среднем 189 мячей. Но как только он добавил резак в свой арсенал, он встал на путь, который в конечном итоге привел его к рекорду Высшей лиги бейсбола за все время.
Согласно Baseball-Reference.com, Ривера встретился с 4121 нападающим с начала сезона 1997 года вплоть до своего последнего появления в этом сезоне 30 апреля. Он держал соперников в среднем на уровне 0,208 и проценте попаданий 0,285.
Его BABIP (среднее количество мячей в игре) за этот промежуток составляет 0,261. В докаттерные дни его BABIP был .285.
Эффективность резака Мо лучше всего демонстрируется его карьерными показателями против нападающих-левшей, которые в течение последних 15 лет сталкивались с почти невыполнимой задачей установления надежного контакта с фирменной подачей Риверы. Это поле, которое попадает прямо в их руки, из-за чего левшам очень трудно подровнять мяч.
Это поле, которое попадает прямо в их руки, из-за чего левшам очень трудно подровнять мяч.
Левши набрали 0,207 с процентом попаданий 0,266 против Риверы. Правши были немного более успешными, поразив 0,214 из .315% попаданий, но многие менеджеры с годами стали наносить удары правой рукой против Риверы из-за его превосходства над левшами.
Доминирование Риверы можно отнести к его резчику, как и его долголетие. Он перестал бросать в середине 90-х годов назад, но он мог продолжать доминировать над нападающими, потому что ему не нужна скорость середины 90-х, чтобы его каттер был неприятным. Движение и расположение делают его противным, а не скорость.
Часто отмечается, что каждый нападающий, который когда-либо встречался с Риверой, знал, что его ждет.Он играл с нападающими, показывая им фастболы с четырьмя швами и фастболы с двумя швами, но он редко (если вообще когда-либо) проходил через летучую мышь, не выбивая каттер хотя бы один раз. Нападающие знали, что они получат это, когда они столкнутся с ним.
…Но они так и не смогли попасть в катер Риверы. Этому есть научная причина.
Физика резака
Нет такой вещи, как неотбиваемая подача, но катер ближе всего к неотбиваемой подачей, которую мы увидим.
Предоставьте это Sport Science ребятам, чтобы объяснить, почему:
Видео с нарушением поперечного движения резака на самом деле не делает ничего, кроме научного объяснения того, что поклонники бейсбола должны уже знать. Что действительно интересно здесь, так это то, что большая часть движения каттера Риверы приходится на последние 10 футов, прежде чем он пересекает домашнюю площадку. Нападающие уже находятся в середине замаха к тому времени, когда мяч начинает ломаться, и у них недостаточно времени, чтобы приспособиться к движению мяча, прежде чем он окажется прямо над ними.
Именно поэтому мы видели, как так много нападающих совершали так много слабых ударов против Риверы, и именно поэтому он за эти годы сломал летучих мышей на тысячу деревьев. Он ставит свой катер в такое место, куда почти невозможно попасть, но также и почти невозможно попасть нападающим. Он сделал себе карьеру в Зале славы, отважившись на попадание на его поле.
Он ставит свой катер в такое место, куда почти невозможно попасть, но также и почти невозможно попасть нападающим. Он сделал себе карьеру в Зале славы, отважившись на попадание на его поле.
Сейчас это общеизвестно, но нельзя недооценивать, насколько уникальной эта динамика делает резак.Слайдеры, крученые мячи, смены, сплиттеры и тому подобное предназначены для того, чтобы заставить нападающих качаться и промахиваться. Даже фастболы бросают в попытке заставить нападающих раскачиваться в воздухе.
Резак не для этого. Как и грузило, это поле специально разработано для контакта с битой нападающего. Кувшин просто должен бросить его в нужное место. А поскольку каттер — это просто модифицированный фастбол, это поле очень легко контролировать.
Практически любой питчер, который может бросить фастбол, может бросить каттер, а это значит, что практически любой питчер может поставить в неловкое положение нападающих, а также Риверу.
Почему больше питчеров не поняли этого раньше — полная загадка.
Эстебан Лоиаса осваивает каттер, почти выигрывает у Сая Янга в 2003 г. . Это была подача Риверы, и только он мог ее эффективно бросить.
То есть, пока Эстебан Лоэза не доказал обратное.
Лоайса провел два худших года в своей карьере за «Торонто Блю Джейс» в 2001 и 2002 годах.Он показал ERA более 5,00, а отбивающие соперника наносили ему более 0,300 ударов за оба сезона. Когда он в качестве свободного агента подписал контракт с «Чикаго Уайт Сокс» перед сезоном 2003 года, мало кто обратил на это внимание.
Пока Лоайза был в Торонто, однако, он начал разрабатывать каттер под бдительным присмотром Гила Паттерсона, который в то время был тренером по подаче «Блю Джейс».
Тренер по питчингу «Уайт Сокс» Дон Купер помог Лоайсе усовершенствовать свой катер, и он применил его с пользой в сезоне 2003 года.
Loiaza пошел 21-9 с 2,90 ERA в 2003 году. Нападающие перешли от ударов более 0,300 против него до отбивания 0,233, а он держал левшей в среднем 0,260. Годом ранее левши нанесли ему 308 ударов.
Годом ранее левши нанесли ему 308 ударов.
Один левша, который был впечатлен, был Тони Гвинн, который написал статью о Loiaza для ESPN.com в том же году. Он похвалил то, как Лоайса заставлял нападающих бить на его подаче , и даже зашел так далеко, что сравнил возрождение Лойасы с возрождением Грэга Мэддукса в начале 1990-х.
В том же году Лоайса начал Матч всех звезд Американской лиги и в итоге занял второе место в голосовании AL Cy Young. Неплохо для парня, который начал год с карьерным рекордом 69-73 и карьерным ЭРА 4,88.
Все благодаря закройщику.
Рой Халладей и другие великие люди следуют примеру Лоайзы
Возрождение карьеры Лоайзы длилось недолго. После 2003 года он никогда не выигрывал более 12 игр за сезон, а с 2008 года он не играл в Высшей лиге бейсбола.
Однако медленная смерть его карьеры не отпугнула других начинающих питчеров от обращения к каттеру. За последние восемь лет или около того катер неуклонно набирал популярность как среди претендентов на звание Сая Янга, так и среди бывших подмастерьев.
Единственным стартовым питчером, который в последние годы лучше всех использовал каттер, является Рой Халладей. Неудивительно, что в начале своей карьеры в Торонто он также начал бросать мяч, когда находился под пристальным вниманием Паттерсона.
После настройки своей механики и освоения резака в 2001 году Халладей выиграл 19 игр с 2,93 ЭРА в 2002 году и выиграл Сая Янга с 22 победами и 3,25 ЭРА в 2003 году. Лоайса, конечно же, финишировал вторым.
По данным FanGraphs, в 2011 году Халладей бросал свой куттер больше, чем когда-либо. Почти 45 процентов его бросков были куттерами, и в итоге он финишировал с рекордными для карьеры 8,47 K / 9 и 2,35 ERA. Он занял второе место в голосовании Сая Янга, уступив Клейтону Кершоу.
Он был не единственным, кто успешно использовал резак в 2011 году.Согласно FanGraphs, Дэн Харен бросал свой резак почти в 48% случаев, а Брэндон Маккарти бросал свой резак в 36,4% случаев.
Вы, наверное, не удивитесь, узнав, что ни один из них случайно не наткнулся на резак. Наоборот, они оба обратились к закройщику ради спасения своей карьеры.
Наоборот, они оба обратились к закройщику ради спасения своей карьеры.
«Пару лет назад я его даже не бросал, а теперь понятия не имею, где бы я был без него», — сказал Харен SI в прошлом году. «Каждый кувшин, который его бросает, влюбляется в него.»
Статистика FanGraphs показывает, что Харен начал регулярно использовать свой каттер в 2009 году, когда он был в Аризоне Даймондбэкс. К тому времени его средняя скорость фастбола начала снижаться, и он сказал SI , что прекрасно об этом знал.
Вот что Харен сказал менеджеру «Лос-Анджелес Энджелс» Майку Скиошиа после того, как его обменяли в «Энджелс» в 2010 году: парень из фастбола, но я больше не бросаю сильно.Я больше никого не сбиваю. И никто не хочет выбрасывать 89, 90 и пытаться определить это по порядку. Это опасно.
Отсюда и каттер, и он творил чудеса с Хареном в 2011 году. Он бросил больше катеров, чем любой питчер в бейсболе, и в итоге выиграл 16 игр с 3,17 ЭРА.
История резака Маккарти похожа, но во многом и совершенно иная. Согласно ESPN.com, Маккарти был убежден превратиться в совершенно другого питчера после того, как взглянул на его саберметрическую статистику, и все это прямо сказало ему в лицо, что он был питчером высшей лиги ниже среднего.
Согласно ESPN.com, Маккарти был убежден превратиться в совершенно другого питчера после того, как взглянул на его саберметрическую статистику, и все это прямо сказало ему в лицо, что он был питчером высшей лиги ниже среднего.
Маккарти решил подражать не кому иному, как Рою Халладею, а это означало, что его репертуар должен быть резцом.
Его тяжелая работа окупилась в 2011 году. Маккарти использовал свой режущий инструмент, чтобы опубликовать лучший в своей карьере результат 3,32 ERA, а статистика FanGraphs PITCHf/x показывает, что режущий инструмент Маккарти вошел в число самых эффективных режущих инструментов Высшей лиги бейсбола в прошлом году.
В конце концов, трое мужчин, которые забросили больше каттеров, чем кто-либо в прошлом сезоне, — Харен, Халладей и Маккарти — оказались в десятке лучших питчеров высшей лиги по версии FIP. похож.
Другими словами, трое питчеров, забросивших в 2011 году больше каттеров, чем кто-либо, были тремя лучшими питчерами в бейсболе.
Взлет каттера… и потенциальное падение каттера
Согласно FanGraphs, 14 разных стартовых питчеров и 16 разных питающих бросали каттеры более чем в 20% случаев в 2011 году.
В 2012 году не многое изменилось. Опять же, 14 разных стартовых питчеров (минимум 70 подач) бросают каттер более чем в 20% случаев, а 14 разных питчеров бросают его более чем в 20% случаев.И это не считая Риверы, который выбыл на сезон.
Среди стартовых питчеров, которые все больше и больше начинают забрасывать каттер, правша из «Бостон Ред Сокс» Джош Беккет, который, по данным FanGraphs, бросает свой каттер почти в 22 процентах случаев в этом сезоне. Он стабильно бросает его с 2010 года. Как и Харен, его более частое использование резака совпало с потерей скорости фастбола.
Это тенденция, которая набирает обороты, и эта тенденция должна продолжать набирать обороты в течение следующих нескольких сезонов.Питчеры, которые больше не могут промахиваться по летучим мышам своим фастболом, могут также сдаться и начать бросать фастбол, предназначенный для попадания летучих мышей в места, отличные от зоны наилучшего результата.
Резак, конечно, не для всех. Джеред Уивер попытался разработать резак после того, как увидел, что Харен добился такого успеха со своим, но он не смог заставить его работать. Сам Харен сказал SI , что он предупредил Уивера, чтобы он не заходил слишком далеко в своих экспериментах:
Это может испортить другие ваши подачи — вы можете потерять чувство подачи.Вы можете потерять контроль над своим крученым мячом. Вы можете начать терять скорость на своем фастболе. Вещи Джереда уже достаточно хороши. Ему это не нужно. Когда он состарится, как я, ему это понадобится.
Урок прост. Если можешь бросить, брось. Если не можешь, не заставляй.
Судя по возросшему количеству метателей каттеров в высшей лиге, это не совсем то, что невозможно освоить.
Это плохие новости для нападающих, но и не конец света.Вот что рассказал Sports Illustrated :
ветеран игры с низов Сент-Луис Кардиналз Лэнс Беркман.
 Ваш мозг учится избавляться от тех, кто против вас. Некоторые из них все еще хороши и непобедимы, но некоторые не так хороши.
Ваш мозг учится избавляться от тех, кто против вас. Некоторые из них все еще хороши и непобедимы, но некоторые не так хороши.Нападающим не нужно было беспокоиться о том, чтобы приспособиться к каттеру, когда Ривера был единственным, кто бросал его. Теперь, когда все бросают каттер, у нападающих нет другого выбора, кроме как внести соответствующие коррективы.
В этом кроется возможность падения резака. Чем больше они это видят, тем больше привыкают к нападающим. Со временем резак будет становиться все менее и менее непобедимым, поскольку он становится все более и более распространенным.
Еще одна причина для питчеров начать бросать каттер сейчас, пока есть хорошие результаты.
Если вы хотите поговорить о бейсболе, напишите мне в Twitter.
Cutter Clother | Библиотека Форбс
Чарльз Амми Каттер
Система расширенной классификации Каттера – это система классификации библиотек, разработанная Чарльзом Амми Каттером, который был библиотекарем в библиотеке Forbes с 1894 по 1903 год. Как и другие системы классификации, она присваивает номер предметным областям, так что, когда книги нумеруются в соответствии с темой, а затем упорядочиваются по этим номерам, книги по схожим темам размещаются на полках вместе. Постепенно она потеряла популярность в публичных библиотеках, уступив место десятичной системе Дьюи; в академических библиотеках она была заменена системой Библиотеки Конгресса, которая частично была разработана на основе идей г-на Каттера.
Как и другие системы классификации, она присваивает номер предметным областям, так что, когда книги нумеруются в соответствии с темой, а затем упорядочиваются по этим номерам, книги по схожим темам размещаются на полках вместе. Постепенно она потеряла популярность в публичных библиотеках, уступив место десятичной системе Дьюи; в академических библиотеках она была заменена системой Библиотеки Конгресса, которая частично была разработана на основе идей г-на Каттера.
Расширенная классификация
Расширенная классификационная система Cutter существует в виде серии все более подразделяемых версий.Первый очень прост и предназначен для использования в самых маленьких библиотеках. Седьмая — самая сложная и предназначена для самых крупных библиотек. Библиотека Forbes использует Седьмую классификацию Каттера. В детском отделении используется шестая классификация, за исключением истории, которая следует за седьмой. Примеры использования этих классификаций в существующей коллекции можно найти по любому предмету в онлайн-каталоге библиотеки.
Предметные области (по первой букве каждого класса)
Список предметов, найденных под каждой начальной буквой, дает приблизительный обзор классификации:
- А
- Общие труды: энциклопедии, альманахи, указатели и цитаты
- Б
- Философия, психология и немного религии
- С
- Христианская и иудейская религии
- Д
- История церкви: история христианской веры и конфессий
- Е
- Биография
- Ф
- История
- Г
- География и путешествия
- Х
- Общественные науки: статистика, экономика, бизнес, инвестиции, информация для потребителей
- я
- Социология, образование и карьера
- Дж
- Политология
- К
- Право и семья
- л
- Общие науки: математика, информатика, Интернет и Всемирная паутина, физика и химия
- М
- Естественные науки: экология, экология, погода, геология, океанография, биология
- Н
- Ботаника
- О-П
- Зоология и поведение животных
- Q
- Медицина: здоровье, гомеопатия, натуропатия, медицинские справочники, психическое здоровье.
- Р
- Технологии/прикладное искусство: изобретения и патенты, сельское хозяйство, садоводство, лесоводство, домашнее хозяйство, питание и продукты питания, кулинария, соблюдение диеты
- С
- Инженерия и строительство: строительство, машиностроение, транспорт, автомобили, железные дороги
- Т
- Ремесла и производство: столярные изделия, шитье, станки, металлообработка, кожа, текстиль, пластмасса
- У
- Война и военные
- В
- Легкая атлетика, отдых, музыка, исполнительское искусство
- Вт
- Искусство: история искусства, архитектура, скульптура, рисунок, живопись, фотография, рукоделие, мебель
- х
- Язык
- Д
- Литература: художественная литература, драматургия, поэзия, очерки, речи
- З
- Книги и история литературы: письмо, печать, публичные библиотеки, библиография, литературная критика, информация об авторах

Порядок номеров расширенной классификации
Хотя г.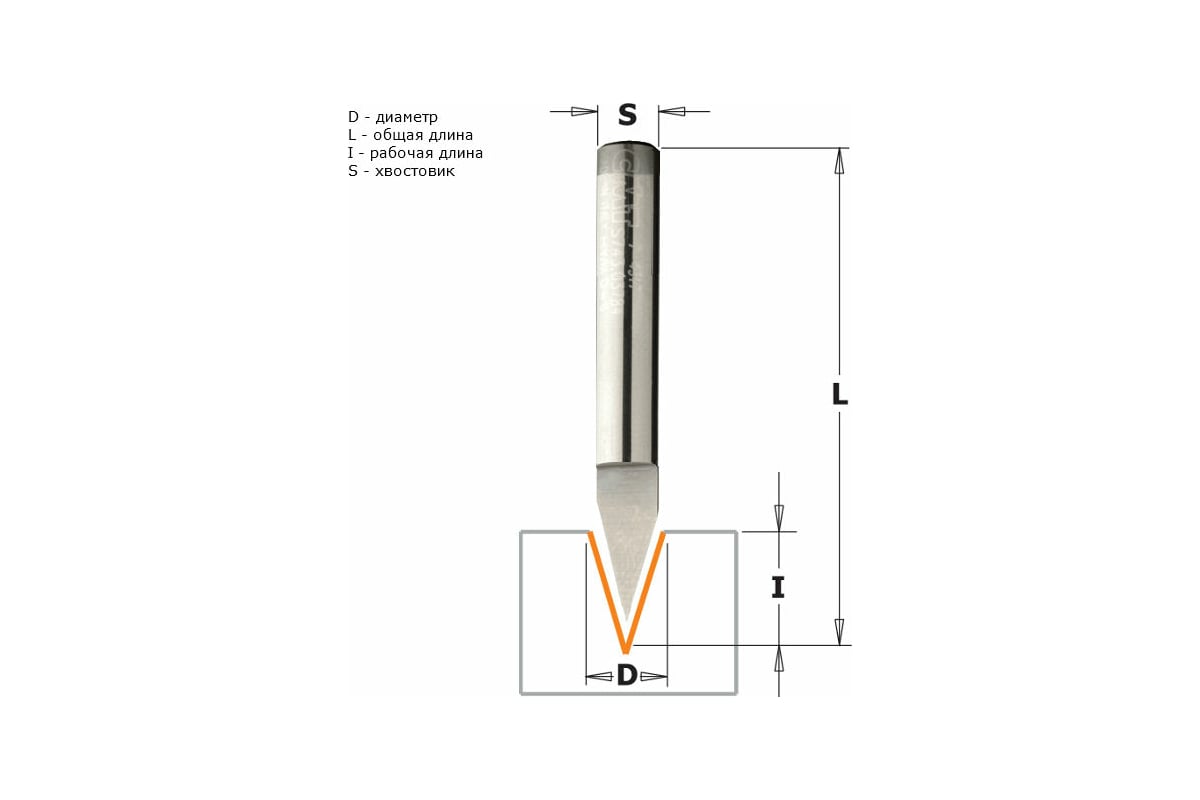 Каттер предложил несколько различных методов упорядочивания номеров расширенной классификации, большинство из них были ответом на жалобы на то, что система слишком сложна; на самом деле есть только один способ упорядочить числа, который имеет смысл, так что похожие предметы появляются вместе. Именно в таком порядке Каттер использовал свои собственные таблицы.
Каттер предложил несколько различных методов упорядочивания номеров расширенной классификации, большинство из них были ответом на жалобы на то, что система слишком сложна; на самом деле есть только один способ упорядочить числа, который имеет смысл, так что похожие предметы появляются вместе. Именно в таком порядке Каттер использовал свои собственные таблицы.
Числа сравниваются по одному символу слева направо, как если бы вы упорядочивали названия в алфавитном порядке. Это просто, пока кто-то сравнивает цифры с цифрами или буквы с буквами, но сложнее, когда цифры, буквы или знаки препинания нужно сравнивать друг с другом.
В нашем разделе по поиску материалов в библиотеке вы можете ознакомиться с правилами заказа перечисляемого номера, с примерами.
Структура номеров расширенной классификации
Первая часть позывного — это знак класса. Обычно он соответствует теме задания, хотя может также соответствовать литературной форме (драма, поэзия, биография и т. д.). Оценка за класс состоит из всего до первого периода (.), плюса (+) или параллельного ( ∥ или //).Оценки класса в библиотеке Forbes всегда начинаются с буквы.
д.). Оценка за класс состоит из всего до первого периода (.), плюса (+) или параллельного ( ∥ или //).Оценки класса в библиотеке Forbes всегда начинаются с буквы.
Вторая часть телефонного номера известна как закладка или авторская отметка. Он служит только для заказа книг внутри класса и ничего не говорит о предмете книги. Закладка состоит из всего, что стоит после первой точки (.), плюса (+) или параллельно (∥ или //). Книга часто представляет собой число Каттера для имени автора (см. Ниже) плюс одну или несколько букв для названия книги.
Закладка может начинаться с числа, чаще всего с одной цифры.Эти групповые книги определенной формы внутри класса, а именно:
- 05
- Справочники по стране или региону (используются только в подклассах класса G)
- 06
- Путеводители по стране или региону (используются только в подклассах класса G)
- 1
- Теория предмета
- 2
- Библиография предмета
- 3
- Биография субъекта с биографиями многих людей
- 31
- Биография субъекта, рассказывающая о жизни одного человека
- 4
- История предмета
- 5
- Словари и энциклопедии по предмету
- 6
- Справочники и т. д., предмета
- 7
- Периодические издания ограниченной тематики
- 8
- Общества, посвященные теме
- 9
- Сборники работ по теме нескольких авторов
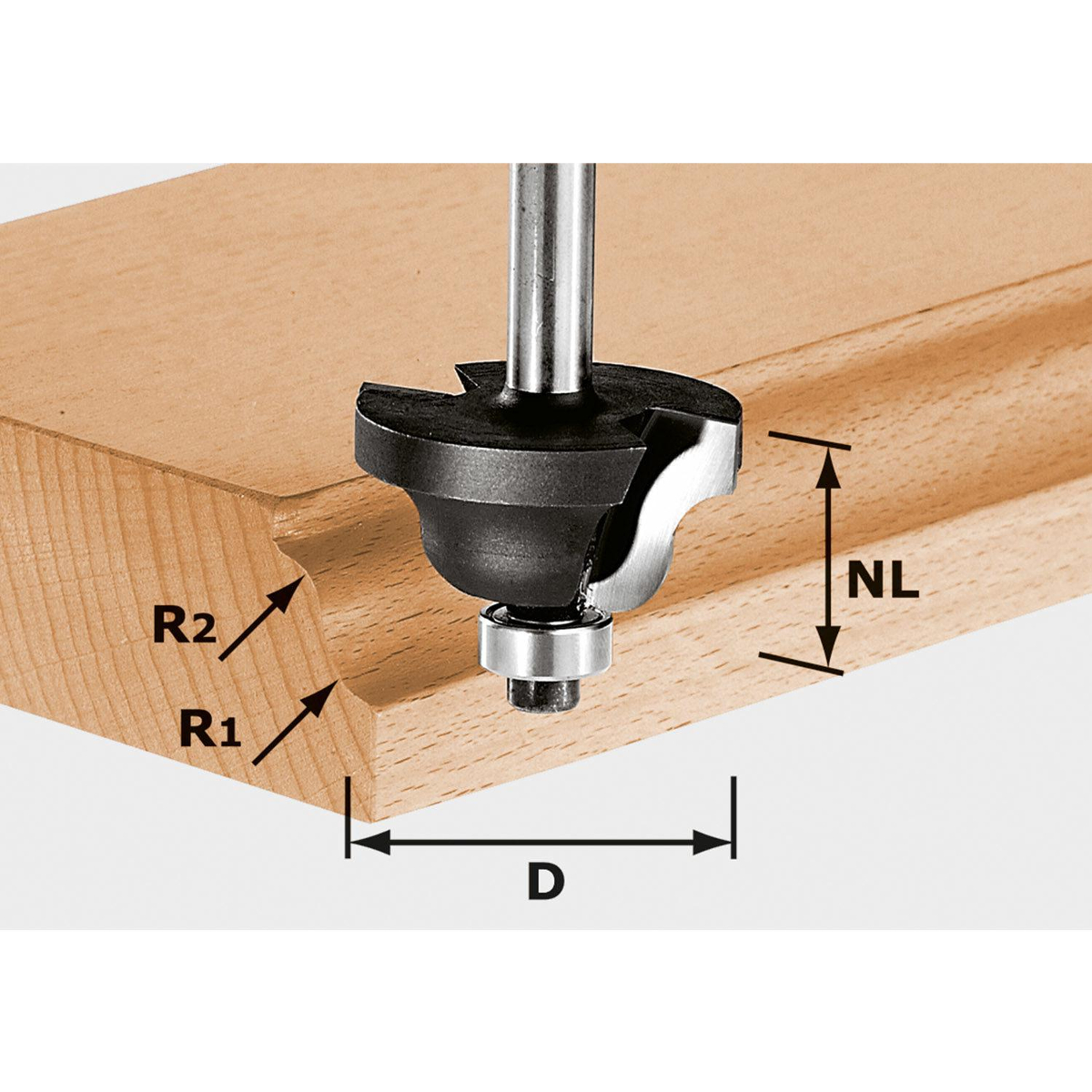 д., предмета
д., предметаНомера фрез
Чарльз Амми Каттер разработал «Таблицу алфавитного порядка», чтобы помочь каталогизаторам преобразовать потенциально длинные слова и фразы в короткие буквенно-цифровые строки, чтобы сортировка по строкам также правильно сортировала исходные слова. Эти строки теперь известны как Cutter Numbers, а сам процесс известен как Cuttering.Числа Cutter, используемые в библиотеке Forbes, состоят из одной-трех начальных букв слова или фразы, за которыми следуют две цифры
или более. Например, Шуберт, Франц может быть сопоставлен с Sch78, а Линкольн, Авраам может быть сопоставлен с L638. Номера резцов часто появляются в закладке, но также могут быть частью знака класса.
Географические подразделения
Числа в знаке класса часто представляют собой географические данные. Например, W66 — это класс китайского искусства, а W40 — класс испанского искусства.Точно так же W83 — это класс американского искусства. Эти цифры одинаковы для разных классов; 66 указывает на Китай, 40 указывает на Испанию, а 83 указывает на Северную Америку, где бы ни использовались географические подразделения, поэтому F40 — это история Испании, а F66 — история Китая. Обратите внимание, однако, что номера могут также отображаться в знаке класса, если он включает номер резака; например, хотя G34 — это класс географии Греции, 34 в знаке класса EY34 не представляет Грецию, а является частью номера резака Y34.(EY34 — это классный балл за биографии Уильяма Батлера Йейтса.)
Например, W66 — это класс китайского искусства, а W40 — класс испанского искусства.Точно так же W83 — это класс американского искусства. Эти цифры одинаковы для разных классов; 66 указывает на Китай, 40 указывает на Испанию, а 83 указывает на Северную Америку, где бы ни использовались географические подразделения, поэтому F40 — это история Испании, а F66 — история Китая. Обратите внимание, однако, что номера могут также отображаться в знаке класса, если он включает номер резака; например, хотя G34 — это класс географии Греции, 34 в знаке класса EY34 не представляет Грецию, а является частью номера резака Y34.(EY34 — это классный балл за биографии Уильяма Батлера Йейтса.)
Рекомендуемое чтение
Расширенная классификация: Часть I: Первые шесть классификаций. Электронная книга размещена на Archive.org (форматирование имеет решающее значение, поэтому обязательно используйте опцию «Читать онлайн» или загрузите PDF-файл).
Включает графики первых шести классификаций, а также подробные примечания о назначении и использовании систем. Обратите внимание, что графики седьмой классификации являются неполными и в настоящее время недоступны в Интернете.
Обратите внимание, что графики седьмой классификации являются неполными и в настоящее время недоступны в Интернете.
Миска, Фрэнсис Л. (ред.). Чарльз Амми Каттер, систематизатор библиотеки . Библиотеки без ограничений. 1977. (Каталог Forbes | WorldCat)
Сборник писем Чарльза Амми Каттера, включая выдержки из его личной переписки, которые нигде больше не публиковались. Также включает биографию и очерки о вкладе Каттера в библиотечное дело.
Микса, Фрэнсис Л. Чарльз Амми Каттер: Систематизатор библиотек девятнадцатого века . Чикагский университет, июнь 1974 г.(Диссертация).
См. также
Типы полей в бейсболе
Как определить типы полей в бейсболе и узнать, что делает каждое поле.
Что такое грузило? Что такое наклбол? Как идентифицировать и ударить подрезанный фастбол? Насколько быстр каждый тип подачи? Как выглядят питч-грипсы?
Захват поля для фастбола с двумя швами
Ответы на эти и другие вопросы приведены в этом обзоре типов полей в бейсболе. Кроме того, питчеры Yankee Кевин Уилан и DJ Mitchell демонстрируют правильное сцепление с бейсбольным мячом на разных типах полей.
Кроме того, питчеры Yankee Кевин Уилан и DJ Mitchell демонстрируют правильное сцепление с бейсбольным мячом на разных типах полей.
Знание различных типов подачи и их движений важно как для питчера, так и для отбивающего. Будучи отбивающим, знание типов подачи и того, как распознать ее при броске, поможет вам более последовательно вступать в контакт с бейсболом.
Понимание того, что делает каждая подача
Разрезанная хватка для фастбола
4-шовный фастбол
- Эта подача является самой сложной из фастболов, она вращается назад, удерживая мяч прямо, без особых движений.
2-шовный фастбол (грузило)
- 2-шовный или грузило — это фастбол, который захватывается иначе, чем 4-шовный. Он держится со швами, а не поперек.
- Эта подача перемещает руку питчера вниз.
- Это движение является результатом того, что швы ловят воздух таким образом, что мяч толкается вниз и попадает в правую руку от питчера-правши.
- На 1–3 мили в час медленнее, чем у 4-шовной машины.

Слайдерная рукоятка
2-шовный фастбол (бег)
- Это тот же шаг, что и грузило, но у некоторых питчеров возникают проблемы с тем, чтобы мяч нырнул к земле.
- Если мяч движется в сторону руки питчера (внутри правша от питчера-правши) и не имеет глубины, то мяч бежит.
- На 1–3 мили в час медленнее, чем у 4-шовной машины.
Разрезанный фастбол
- Этот мяч по-прежнему относится к семейству фастболов и движется в противоположном направлении по сравнению с 2-шовной машиной.
- Из рук он немного похож на бегунок бетономешалки. С более свободным вращением, чем у ползунка, может быть сложно быстро начать вращение, потому что в центре бейсбольного мяча нет красной точки.
- Действует аналогично ползунку, только меньше движения. Также у него больше скорость, чем у слайдера (на 5-8 миль в час медленнее, чем у 4-шовного станка).
- Это поле смещается всего на несколько дюймов в сторону перчатки питчера и обычно не имеет большой глубины.

рукоятка с поворотным кулаком
Слайдер
- Это поле скользит под углом к стороне перчатки питчера с глубиной.
- Обычно он на 9-12 миль в час медленнее, чем 4-шовный фастбол.
- Вы увидите тугое вращение с красной точкой (швы, сходящиеся и вращающиеся), чтобы помочь вам идентифицировать ползунок.
- Обычно имеет разрыв 3-6 дюймов.
Curveball
- Имеет значительно большую глубину, чем ползунок.
- Обычно имеет перерыв 12-6 (как будто смотрит на часы).
- Вращение прямо над вершиной, и мяч будет выглядеть так, как будто он имеет горб, выходящий из руки питчера.
круговая сменная рукоятка
- Кулачковый крученый мяч имеет такое же движение, как и обычный крученый мяч, с той лишь разницей, что захват.
- Обычно по крайней мере на 15 миль в час медленнее, чем фастбол. Время от времени питчер бросает его сильнее, но все же не так сильно, как ползунок.
- Посмотрите, как Гаррет Ричардс делится советами по броску крученого мяча

Slurve
- Смесь слайдера и крученого мяча.
- Обычно большой и закругленный, но его угол разрыва больше 10-4 или 11-5, если смотреть на часы, расположенные справа.
- Ближе к скорости кривой, чем скорость ползунка.
- Слёрв встречается чаще, чем настоящий крученый шар.
Смена хвата
Смена
- Должен иметь такое же вращение, как фастбол.
- 8-15 миль в час медленнее, чем фастбол.
- В зависимости от питчера, некоторые будут бросать изменение, которое имеет небольшую глубину, а некоторые просто плавают там и полагаются на изменение скорости и аналогичное вращение для эффективности.
Раздвоенный палец
- Можно бросать сильнее или мягче, чтобы действовать как переодевание.
- Независимо от скорости броска действие одинаково.
- Бейсбольный мяч падает вниз, что видно из рук питчеров. Бейсбол начинается в зоне и ныряет прямо в землю.
- Это поле имеет очень позднее движение вниз, что делает его остановленным. В большинстве случаев его не бросают для удара.
- Используется в основном в качестве зачеркивания.
 Бейсбол начинается в зоне и ныряет прямо в землю.
Бейсбол начинается в зоне и ныряет прямо в землю.Захват для фастбола с раздвоенными пальцами
Наклбол
- Обычно бросают очень медленно и используют почти на каждом поле.
- Мяч входит в зону практически без вращения. Это заставит мяч трепетать, его движения будут непредсказуемыми, что может затруднить попадание по полю и его ловлю.
- Старая поговорка при ударе по мячу гласит: «Если он высокий, пусть летит, если низкий, пусть летит».
__________________________________________
Я надеюсь, что этот краткий обзор некоторых типов полей будет полезен для вас. Я приглашаю вас задавать вопросы или оставлять отзывы, комментируя ниже.Играй по-взрослому! – Дуг
Узнайте больше об основах игры
Назад к
Все инструкции по бейсболу .