Газобетон и пенобетон: Газоблок или пеноблок: что лучше для строительства
Газоблок или пеноблок: что лучше для строительства
В последнее время в строительной среде распространилась сильная путаница по поводу названий блоков из ячеистого бетона. Часто разными словами называют один материал, а иногда объединяют под одним названием материалы совсем с разными свойствами. В этой статье разберемся, чем газобетон отличается от пеноблока, пенобетона, газосиликата и др.
Основные отличия пеноблока от газоблока
Для понимания вопроса нужно обратиться к нормативным документам, которые регулируют производство вышеупомянутых материалов.
Оба вида блоков имеют схожие свойства, похожи внешне и относятся к одному типу материалов – ячеистому бетону. Изделия из такого бетона имеют пористую структуру, что делает их более «теплыми» (низкая теплопроводность), но при этом они сохраняют достаточную прочность для строительства несущих стен.
Слова «пенобетон» и «газобетон» давно вошли в употребление, но фактически эти названия никак не отражают состав материала, потому что эти изделия не являются бетоном. Бетон – это составной материал, в состав которого входит заполнитель и вяжущее. Первая часть названия обычно обозначает заполнитель (железобетон). Части «пено-» и «газо-» тут обозначают способ порообразования. В одном случае — пена, в другом — газ.
Бетон – это составной материал, в состав которого входит заполнитель и вяжущее. Первая часть названия обычно обозначает заполнитель (железобетон). Части «пено-» и «газо-» тут обозначают способ порообразования. В одном случае — пена, в другом — газ.
Пенобетон
Производство этого материала регулируется двумя ГОСТами: «25820-2014 Бетоны легкие. Технические условия» (вступает в силу с 1 января 2020) и «25485-2012 Бетоны ячеистые. Общие технические условия». Из пенобетона изготавливаются пеноблоки, которые используют в качестве строительного стенового материала. Основные компоненты: цемент, вода, песок и пенообразователь.
Пенобетон от газобетона отличается по двум основным признакам.
По способу твердения – все ячеистые бетоны подразделяются на автоклавные и неавтоклавные. Пенобетон относится к последней категории, т.е. он твердеет естественным путем на воздухе (гидратационное твердение) в съемной опалубке. В некоторых случаях опалубка сразу разделяет материал на блоки, иногда пенобетон заливают одним большим блоком, а потом нарезают на части.
Автоклав – герметичная емкость для нагрева под давлением, на изделия внутри воздействует пар и высокая температура, поэтому газобетон сразу после производства получается влажным (влажность по массе у изделий низкой плотности может достигать 50%).
По способу пенообразования – пористой структуры в пенобетоне добиваются путем добавления специальных пенообразователей. В жидком виде материал вспенивают, а после затвердения у него остается пористая структура. В качестве пенообразователей могут использоваться костный клей, скрубберная паста и др.
В ГОСТе, который действовал до 2019 года пенообразователи нормировались, в новом нормативе пенообразователи не указываются.
Газобетон
Правильнее называть газобетон автоклавным ячеистым бетоном. Изготовление регулируется ГОСТом 31359-2007 «Бетон ячеистый автоклавного твердения. Технические условия». Газобетон делают из цемента, песка, воды, извести и газообразователя. Компоненты схожие, но остановимся на отличиях от пенобетона.
Песок измельчается до мелкой фракции (2000 – 3000 см.кв/кг), это необходимо для формирования единой с цементом массы. Песок для пенобетона не измельчают.
Материал нарезается еще до застывания, для этого не используется опалубка. Газоблоки продавливаются через стальные струны.
Застывание происходит за 12 часов в автоклаве. Благодаря этому порообразование происходит более предсказуемо, и блоки получаются более однородными.
Образование ячеек происходит при взаимодействии газообразователя (алюминиевая пудра ПАП-1 и ПАП-2) с известью и водой. В результате этого выделяется водород, который и формирует поры внутри материала.
Газобетон в некоторых регионах называют газосиликатом, но на самом деле это разные материалы. Когда производство ячеистых бетонов только началось, практиковались разные составы: на основе цемента, на основе извести и смешанные. Изделия на основе извести назывались газосиликатными блоками, сейчас такая рецептура практически не применяется.
Рассмотрим достоинства и недостатки каждого из материалов
Как понятно из описания процедуры производства, газобетонный блок изготовить кустарными методами практически невозможно, чего нельзя сказать о пенобетоне. Конечно, такие изделия имеют непредсказуемые физико-технические параметры, поэтому сравнивать их не имеет смысла. Для сравнения мы возьмем усредненные параметры пенобетона, который производится с соблюдением требований нормативов.
Что прочнее?
Марка прочности ячеистых бетонов обозначается буквой B (прочность на сжатие) и выражается в МПа (Н/м.кв). От этого параметра зависит усилие, после которого блок разрушится и потеряет свою несущую способность. Характеристика прочности обычно влияет на плотность. Повышение прочности приводит к повышению плотности, что снижает тепловые характеристики материала, поэтому прочность должна быть рассчитана в соответствии с требованиями конкретной конструкции.
Прочность пенобетона обычно не превышает B1,5, газобетон может иметь марку B1,5 – B7,5. Что позволяет использовать газобетон для более нагруженных конструкций, пенобетон можно использовать для ненагруженных конструкций (перегородки, хозяйственные конструкции) или в качестве теплоизоляционной прослойки.
Что позволяет использовать газобетон для более нагруженных конструкций, пенобетон можно использовать для ненагруженных конструкций (перегородки, хозяйственные конструкции) или в качестве теплоизоляционной прослойки.
По ГОСТам ячеистые бетоны подразделяются на теплоизоляционные, конструкционно-теплоизоляционные и конструкционные.
B0,5 – B1,5 – теплоизоляционные
B1 – B10 – конструкционно-теплоизоляционные
B7,5 – B12,5 – конструкционные
Это разделение достаточно условно, потому что выбор прочности должен быть продиктован расчетами для конкретного проекта. Раньше эта классификация была привязана к плотности материала, поэтому до сих пор ошибочно её продолжают приводить. В ГОСТе 2009 года для автоклавных газобетонов приводились только предельные значения по прочности, с 2020 года классификацию по прочности распространили на все ячеистые бетоны.
Что легче?
Газобетон имеет меньший вес за счет большего количества пустот и более однородной структуры (вес блока 300 мм – 18,5 кг). В пенобетоне (вес блока 300 мм от 35 кг) песок является заполнителем, который не участвует в синтезе, к тому же часто для кладки пенобетона нельзя использовать кладку с тонким швом. Увеличение шва способствует повышению веса всей конструкции.
В пенобетоне (вес блока 300 мм от 35 кг) песок является заполнителем, который не участвует в синтезе, к тому же часто для кладки пенобетона нельзя использовать кладку с тонким швом. Увеличение шва способствует повышению веса всей конструкции.
Что теплее?
Низкая теплопроводность обусловлена количеством пор и их структурой. Плотный материал обладает более высокой теплопроводностью, соответственно постройки из него получаются менее «теплыми». Фактическая плотность пенобетона превышает марку D600, плотность газобетона D300 – D600. Это позволяет использовать последний для возведения однослойных стен с достаточно для средней полосы России тепловым сопротивлением.
Марка плотности блоков обозначается буквой D и цифровым значением (D200 – D700).
Порообразование в газобетоне происходит более равномерно, большинство пор получается закрытыми и маленькими. В пенобетоне больше открытых пор и они более крупные, а соответственно материал имеет более высокую теплопроводность.
Теплопроводность газобетона – 0,05 – 0,2 Вт/(м*С)
Теплопроводность пенобетона начинается от 0,18
Водопоглощение
Главная проблема газобетона заключается в изначально высокой влажности, после обработки в автоклаве она может достигать 50%. В процессе работы на строительной площадке и из раствора материал может дополнительно увлажняться. После возведения здания за 3 – 6 месяцев стены выходят на равновесную с окружающей средой влажностью (5%). До этого момент дом из газобетонных блоков не рекомендуется утеплять и отделывать.
Особенно важно выждать срок высушивания блоков при утеплении с помощью пенополистирола. В противном случае в стене может происходить влагонакопление с последующим разрушением стенового материала при пониженных температурах.
Когда влажность газоблоков выходит на 5 – 8%, то здание может эксплуатироваться в обычном режиме. Для влажных помещений (баня, отапливаемые помещения для домашних животных) на газобетонной стене надо сделать гидро- и пароизоляцию.
Пенобетон в этом отношении более практичен, так как он высыхает в процессе своего изготовления и увлажняется только осадками или раствором.
Что экологичнее?
Оба материала изготавливаются на основе минеральных компонентов (цемент, песок, известь). В изделиях не используются полимерные компоненты. Газобетон и пенобетон не вызывают аллергических реакций и не являются благоприятной средой для распространения плесени. Показатели радиоактивности у ячеистых бетонов тоже ниже, чем у других строительных материалов.
Какие размеры?
Газоблоки могут иметь различную форму и размеры. Максимальный размер крупного блока – 1500 мм, мелкого – 625 мм. Ширина соответственно – 600 и 400 мм, высота 1000 – 300 мм. Пеноблоки могут иметь схожие размеры, но встречаются и изделия большего размера.
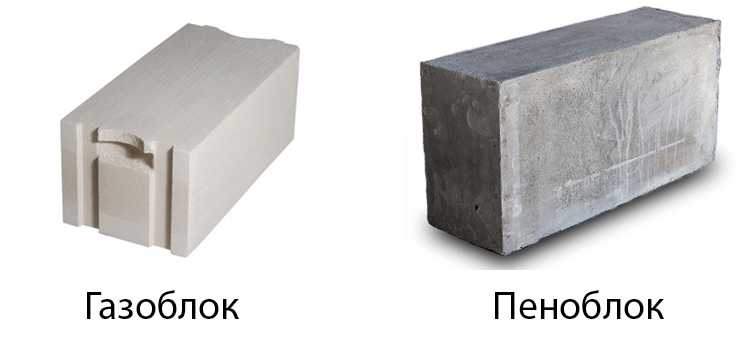
Также пеноблоки и газоблоки могут иметь разнообразную форму. Например, из газобетона делают цельные перемычки для оконных и дверных проемов. По форме тычковой плоскости изделия подразделяют на блоки паз-паз, паз-гребень, плоскость-паз.
По этим параметрам пеноблоки и газоблоки находятся примерно на одном уровне, но пенобетонные изделия существенно проигрывают газобетону по точности размеров. Если у газоблоков первой категории отклонения от вертикалей и горизонталей обычно не превышают +-1 мм, то у пенобетонных блоков отклонения могут быть практически любыми.
Удобство в строительстве
Из прошлого пункта следует, что геометрия пеноблока хуже, чем у газоблока. Кладка с тонким швом (2-3 мм) при больших перепадах становится невозможной. Толстый растворный шов требует использования цементно-песчаных растворов, работа с ними требует определенного опыта каменщика.
Во вставке: Увеличение толщины шва ведет к снижению прочности кладки. С 10 мм до 20 на 20%, с 20 до 30 на 30%. Кладка с тонким швом прочнее на 20 – 30%.
Пенобетонные блоки нельзя класть на клей-пену из-за недостаточно ровной геометрии. Этот простой способ укладки, который используют при строительстве из газоблоков с тонким швом.
Еще одним негативным фактором является больший вес блоков. Из-за этого материал сложнее переносить, поднимать на объект. Это влияет на увеличение транспортных издержек.
Пенобетон более неоднородный, поэтому дает большую усадку 1-3 м/мм, усадка газобетона меньше и составляет 0,4 м/мм.
Вывод
По соотношению прочности и низкой плотности газобетон лучше пенобетона. Пенобетон больше подойдет для хозяйственных построек и зданий, в которых тепловое сопротивление стен не играет принципиальной роли.
Из чего лучше построить дом: из пенобетона или газобетона?
Сегодня вошло в моду строить частные дома из газобетона и пенобетона. Это современные стройматериалы, сделанные на основе ячеистого бетона. Их рекламируют как универсальные, недорогие, легкие и долговечные, хвалят за отличные теплоизоляционные свойства. Многие заказчики домов их даже путают друг с другом. Хотя, на практике — это совершенно разные материалы, каждый со своими достоинствами и недостатками.
В данной статье мы разберем более предметно каждый из них, чтобы определить какой из видов ячеистого бетона лучше всего подойдет для строительства дома.
Пенобетон vs Газобетон. Кто кого?
Несмотря на принадлежность к общему классу ячеистых бетонов и некоторую внешнюю схожесть, и газобетон и пенобетон — это разные материалы, с разным составом, способом производства, и они, разумеется, отличаются по своим характеристикам и применению.
Если вы планируете строить загородный дом из бетонных блоков, мы рекомендуем разобраться с этими свойствами и отличиями. Неверно ожидать от пеноблоков тех же качеств, как у газоблоков, равно как сравнивать их с обычным бетоном или автоклавным газобетоном.
Начнем с общего. С того, что и пенобетон и газобетон — экологически чистые материалы, в отличие от других видов бетонных блоков. При их производстве используются только натуральное сырье и не содержится никаких химических примесей.
И пенобетон и газобетон можно отнести к хорошим звукоизоляторам. Благодаря, высокой способности гасить шум, вы можете не переживать за то, что ваш дом находится в шумном месте или рядом с дорогой.
И пеноблоки и газоблоки существенно легче обычного бетона, так как они почти на 40-50% состоят из воздуха. Из-за пониженной массы материала существенно снижается себестоимость строительства дома. Можно сэкономить как на транспортировке, погрузочно-разгрузочных работах, так и на рабочей силе (для строительства дома из ячеистых бетонов достаточно бригады в 2-3 человека).
Несмотря на множество технологических отличий и совершенно другой структуре, газобетонные и пенобетонные блоки по своей прочности почти не уступают обычному монолитному бетону. Благодаря этому качеству построенные из них дома могут простоять без капитального ремонта по 30-50 лет и более.
Еще одно общее качество пенобетона и газобетона — низкая цена. Они стоят на порядок дешевле кирпича, пенополистиролбетона, ракушечника, керамзитобетона.
Со сходными характеристиками разобрались, теперь переходим к отличиям. Тем более, что разница между этими видами ячеистого бетона довольно существенная.
Первое отличие — прочность и хрупкость. Так, если вы собираетесь строить большой и тяжелый дом, притом высокой этажности, рекомендуется использовать газобетон. Пенобетонные блоки легко разрушаются при избыточном весе на них. Хотя, если речь идет о постройке дома высотой до 3 этажей, вы можете смело их использовать. При условии, что вы подобрали для ваших стен качественную продукцию и ответственного поставщика.
Небольшая прочность пенобетонных блоков связана с особенностями технологии производства.
Пенобетон получают путем смешивания цемента, песка, пенообразователя и воды. К бетонной смеси, для более высокой пористости, добавляются специальные химические компоненты органического происхождения, для возникновения в его незастывшей массе мелких пузырьков воздуха. После того, как бетон становится твердым, образуется пористый материал, который за счет своей структуры имеет прекрасную теплоизоляцию и легкий вес, но проигрывает по прочности другим материалам из бетона.
Чтобы пенобетон отвердел до готовности, достаточно комнатной температуры и обычного давления атмосферы. Благодаря этому качеству, его производство наладить несложно и доступно для многих производителей. Однако с другой стороны — этот факт как раз и создает трудности с обеспечением нужного качества, если вы приобретаете материал у непроверенных производителей изделий из пенобетона. Также осложняет ситуацию отсутствие конкретности по ГОСТ 21520-89, регламентирующего качество этой продукции.
Это кстати объясняет и тот факт, почему на рынке пенобетонных блоков покупатели часто сталкиваются с внешне одинаковой продукцией, но притом с кардинально разными параметрами.
Качество бетонных блоков напрямую зависит от технологии производства. Так, для тяжелых домов и многоэтажного строительства критичен такой параметр, как плотность и прочность на сжатие. Блоки пенобетона 400D в одной и той же партии могут иметь плотность от 351 до 450 кг/м3. Лидер у потребителей – марка 500 и 600D может иметь В1 или В2 класс прочности на сжатие (определяет допустимую этажность строительства). Обязательно уточняйте этот момент, покупая пенобетон.
Обязательно уточняйте этот момент, покупая пенобетон.
При выборе пенобетона для строительства дома следует учитывать, что чем ниже плотность, тем лучше теплоизоляционные свойства ячеистого блока, но тем ниже его прочностные характеристики.
Например, в разных пенобетонных блоках (из одной партии) прочность на сжатие может отличаться практически вдвое (как и плотность, и теплопроводность, соответственно). Это может быть не критично, если в планах построить дом в один-два этажа. Однако какая партия пеноблоков приедет на ваш участок для строительства коттеджа, вы не можете быть уверены соблюдены ли данные параметры. И часто остается лишь гадать, если вы не обратились к проверенному поставщику материалов.
Еще одно свойство пенобетонных блоков — разные размеры. Продавцы на строительных рынках обычно предлагают блоки уже готовой формы и размера. Но несовершенство технологии приводит к тому, что два блока из одной партии могут иметь разные геометрические размеры и формы.
Надо признать, что допустимые зазоры по ГОСТу – отклонения до 2 мм, а по ширине по высоте до 1 мм, сегодня в принципе мало кем выполняются. Еще пеноблоки зачастую маркируют вторым сортом, что еще больше увеличивает допустимость возможных отклонений. Производителям пеноблоков сложно достичь высокой точности, т. к. даже разная температура твердения бетона и влажность воздуха дают разные результаты. Углы блоков, в процессе производства, часто получаются скругленными, а геометрия — неровной.
В отличие от пенобетона, производство газобетона на порядок сложнее. Во-первых, этот материал отвердевает в автоклавных условиях (повышенная температура и влажность). Такой цех могут себе позволить лишь крупные предприятия.
Еще одно отличие газобетона — его изготовлению свойственен высокий уровень стандартизации. Заводские условия производства газобетона позволяют отливать его одной большой формой. Затем, извлеченную готовую массу с высокой точностью нарезают на блоки необходимого размера.
Таким образом производится товар первого сорта, в котором каждый блок практически идеально подходит к другому. Что позволяет получить стройматериал, согласно всем установленным стандартам. В свою очередь, пеноблоки маркируют обычно 2 сортом (вдвое больше допуски отклонений линейных размеров), а вот газобетон обычно первой категории, его можно класть на клей, что положительно сказывается на теплопроводности готовой стены в целом (мы еще об этом поговорим).
Прочность газобетона обычно выше прочности пенобетона. У последнего при плотности 500 кг/м3 класс прочности на сжатие до B1,5. Для аналогичного по плотности газобетона – класс прочности на сжатие гораздо выше — В2,5.
Так что разница очевидна. Выбирая газобетон, вы получаете более высокопрочный стройматериал, при более выдержанных геометрических размерах.
Какой же материал выбрать для строительства коттеджа?
Будем объективны — обычной даче или двухэтажному дому будет достаточна прочность стен, выполненная как из пенобетона, так и из газобетона. Однако для возведения коттеджа выше 2-х этажей уже «пальма первенства» по прочностым характеристикам уходит к газобетонным блокам.
Однако для возведения коттеджа выше 2-х этажей уже «пальма первенства» по прочностым характеристикам уходит к газобетонным блокам.
Второй фактор — коэффициент теплопроводности стен. Основные тепловые потери случаются обычно в местах кладочных швов. Чем точней геометрия блоков, меньше их различие по размерам, тем тоньше швы. Коэффициент тепловодности примерно одинаковый у обоих видов ячеистого бетона. Но дом теплее получится все же из газобетона. Объясняется это тем, что форма блоков газобетона точнее и ровнее. Уложенные в стены дома более ровные блоки газобетона имеют меньше «мостиков холода» – т. е. мест теплопотерь.
Несмотря на все усилия производителей, форма пенобетонных блоков всегда неидеальна. Они всегда немного разной высоты и ширины. Меньшая прочность материала может привести к появлению на стенах сколов и трещин. Если вы используете в строительстве блоки из пенобетона, уделите больше внимания кладочному составу. Он поможет не только скрепить блоки, но и выполнить дополнительную функцию — выровнять их относительно друг друга.
Как правильно выбрать бетонные блоки?
Большинство производителей готовы продавать блоки не только со склада, но и поставлять напрямую на стройплощадку. При заказе стройматериала важно понимать разницу марок пенобетона и газобетона. Блоки бывают маркировки D400-D1200: чем значение выше, тем большей прочностью обладает продукт.
Блоки, маркировка которых D400-500, являются теплоизоляционным материалом. Они слишком хрупкие для того, чтобы использовать их в качестве стен для жилого помещения, однако годятся для нежилой пристройки или гаража.
Блоки с маркировкой D600-1000 обладают высокой прочностью и могут применяться как для теплоизоляции, так и для возведения стен для жилого или офисного здания, высота которого не превышает два этажа.
Если вы собираетесь возводить здание высотой до четырех этажей, то необходимо приобретать пенобетонные блоки маркировки D1100-1200. Они обладают наиболее высокой прочностью и способны выдерживать давление нескольких этажей.
Заключение
Завершая краткий обзор различий между пено- и газобетоном хочется посоветовать внимательно изучать состав и характеристики материала стен для своего будущего дома. Обращайте внимание на ровность и размеры блоков, их соответствие документации. Не торопитесь начать строительство как можно быстрее и купить первый подвернувшийся материал, ведь за прочностью фундамента, следующую нагрузку на себя примут именно несущие стены.
Была ли эта статья для вас полезной? Пожалуйста, поделитесь ею в соцсетях:
Не забудьте добавить сайт Недвио в Закладки. Рассказываем о строительстве, ремонте, загородной недвижимости интересно, с пользой и понятным языком.
Передовые технологии бетона: Газобетон и пенобетон
Запуская любое производство пенобетона и пенобетона, необходимо учитывать спрос на пенобетон и газобетон, стоимость оборудования и технологическую сложность плюс сырье. Это, по словам Елизаветы из Inntechgroup, современного российского предприятия, которое проектирует и производит оборудование для неавтоклавного газобетона.
Оба материала обладают высокой текучестью, малым собственным весом, минимальным расходом заполнителя, контролируемой низкой прочностью и отличными теплоизоляционными свойствами. Так что существенной разницы между газоблоками и пенобетонными блоками для заказчика нет.
Стоимость оборудования Поиск строительства. Uganda Zanzibar North Africa Algeria Egypt Libya Morocco Sudan Tunisia Southern Africa Angola Botswana Eswatini Gambia Lesotho Madagascar Malawi Mauritius Mozambique Namibia South Africa Zambia Zimbabwe West Africa Benin Burkina Faso Cameroon Cape Verde Equatorial Guinea Ghana Guinea Ivory Coast Liberia Mali Mauritania Niger Nigeria Senegal Sierra Leone TogoAmericas Brazil Канада Колумбия Гавайи Перу США Алабама Аризона Арканзас Калифорния Чикаго Колорадо Коннектикут Флорида Георгия, штат Иллинойс, штат Индиана Айова, Канзас Кентукки Лас -Вегас, штат Мэриленд Массачусетс Майами Мичиган Миннесота Миссиспи, Миссорина, Нью -Хенс, Нью -Ганс, Нью -Хэндсина, Нью -Хенс, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэндсина, Нью -Хэзио, Нью -Хэндсина, Нью -Хэзио. Рассмотрим подробнее оборудование, которое используется для производства пено- и газобетонных блоков. Смеситель, предназначенный для производства пенобетона, технически сложнее. Процесс смешивания происходит под давлением с помощью пеногенераторов или в открытом смесителе с помощью насоса героторного типа. Необходимо поддерживать один и тот же уровень давления, но это приводит к чрезмерному износу наполнителей, сальника и т. д. Насос героторного типа более дорогой и технически сложный. Положительным моментом является медленная скорость процесса смешивания и меньшая нагрузка на подшипниковый узел, также вы можете заливать смесь в формы по шлангам на расстоянии. 9Смесители 0040, предназначенные для газобетона, имеют более простую конструкцию и более удобны в эксплуатации, так как перемешивают жидкую смесь. Все, что вам нужно, это просто снабдить миксер маленькими лопастями и высокой скоростью для правильного процесса смешивания. Нет напора и специальных сливных устройств – смесь сливается самотеком. Но есть недостаток – необходимо организовать перемещение форм или миксера, так как нет возможности заливать смесь в формы на расстоянии Основными требованиями к формам являются точность размеров, качественные замки, предотвращающие протечки, и гладкая поверхность. Кассетные формы пользуются популярностью у производителей пенобетона. Эти формы изготавливаются рабочими перед процессом заливки, что занимает много времени. К материалам, используемым для изготовления этих форм, предъявляются строгие требования, так как они напрямую влияют на геометрию блоков и скорость их изготовления. Поэтому формы изготавливают из толстостенного металла, что делает их тяжелее и дороже. Кроме того, сначала эти формы обеспечивают отличную геометрию блоков, но в дальнейшем деформации становятся неустранимыми. Существуют различные виды дозирующих систем как для газобетона, так и для пенобетона. У них схожие характеристики, поэтому существенной разницы нет. При использовании кассетных форм для пенобетона вам не нужно будет резать массив. Читайте также: Использование стеклопластиков для усиления бетона Безусловно, основное отличие пенобетона от газобетона заключается в технологии производства. Пенобетон получают путем смешивания песка, цемента, воды и пенообразователя. Пена подается пеногенератором непосредственно в смеситель с заданной частотой и весом. Основные технологические трудности. Поддержание того же качества пены требует вашего постоянного внимания. Нестабильная пена вызывает нестабильную плотность продукта. Но главная трудность заключается в медленном развитии силы. Производство пенобетона требует использования холодной воды, так как горячая вода разрушает пену. Но холодная вода не способствует набору прочности, к тому же сам пенообразователь замедляет схватывание цемента. Так что развитие отрывной прочности займет 24 часа, дальнейшее развитие прочности также происходит очень медленно. Эти факторы напрямую влияют на расход цемента. Газобетон. Основными компонентами для производства газобетона также являются песок, цемент, вода. Эти компоненты смешиваются и в последний момент добавляется пенообразователь – алюминиевая пудра. Смесь заливается в форму и начинается реакция. Основные технологические трудности. Основная сложность заключается в разработке соответствующего технологического процесса и состава в зависимости от вашего сырья. Какого-то уникального состава для газобетона не существует. Факторами, влияющими на процесс, являются вода, ее количество, щелочность, количество алюминиевой пудры. Как правило, поставщики оборудования предоставляют полный комплекс услуг по обучению и технологическому регламенту для каждого клиента индивидуально. Для ваших клиентов нет разницы, пеноблок это или газобетонный блок, они будут сравнивать качество и цену. Производителям следует иметь в виду, что оборудование для пенобетона технически сложнее, кассетные формы дороже, а из-за медленной циркуляции вам потребуются большие количества. Оборудование для производства газобетона обойдется дешевле из-за меньшего расхода металла. К тому же оборудование для газобетона многофункционально — вы можете производить блоки любых размеров! Вам также потребуется меньшее количество цемента (экономия 20%), так что себестоимость газобетонных блоков намного меньше, поэтому продукт более конкурентоспособен! А конкурентоспособность продукта – это полдела для любого производителя стройматериалов. На этой странице как новый энергосберегающий и экологически безопасный строительный материал, который особенно подходит для теплоизоляции наружных стен зданий. Сообщалось о влиянии различных количеств золы-уноса, активатора зольной пыли, соотношения WC (WC) и пенообразователя (FA) на прочность на сжатие FC. Пенобетон (ПБ) относится к более широкой категории ячеистых бетонов, в которых воздушные пустоты улавливаются в матрице раствора с помощью подходящего аэратора [1–4]. Он легкий, обладает влагозащитой, противопожарной защитой, звукоизоляцией и хорошей теплоизоляцией; поэтому он успешно применяется в проектах цементирования нефтяных скважин, используется в качестве материала для обратной засыпки в проектах земляных работ, а также используется для звуко- и теплоизоляции в строительных панелях, противопожарных стенах, энергопоглощающих прокладках на дорогах, дорожном основании, строительных конструкциях. Исследователи успешно изготовили ТЭ в диапазоне плотностей 300–1800 кг/м 3 [2–4, 8, 9], как тип базовых материалов; методы пенообразования и свойства ФК широко изучены. Ниже приведены некоторые примеры. (i) Компоненты базовой смеси . Помимо обычного портландцемента, в быстротвердеющем портландцементе для сокращения времени схватывания и улучшения ранней прочности пенобетона использовались высокоглиноземистый и сульфоалюминат кальция. В дополнение к цементу, многие типы материалов, такие как летучая зола диоксида кремния, известковый мел, дробленый бетон, зольный остаток мусоросжигательных заводов, переработанное стекло, литейный песок, карьерная мелочь, пенополистирол, скорлупа масличной пальмы и мелочь Lytag использовались для снижения плотности пенобетона и/или использовать отходы/вторсырье [3, 5, 6, 10, 11]. (ii) Способы получения пены . Применялись химическое расширение и механическое вспенивание. (iii) Свойства FC . Физические свойства (усадка при высыхании, плотность, пористость, система воздух-пора и сорбция), механические свойства (прочность на сжатие, прочность на растяжение, модуль упругости и прогнозные модели), долговечность и функциональные характеристики (теплопроводность, акустические свойства, огнестойкость) широко обсуждались [5, 6, 14–19]. Многие из упомянутых выше исследований ТЭ использовали цемент в качестве одного из основных материалов. Однако цемент является строительным материалом с высоким потреблением энергии и серьезным загрязнением окружающей среды. Таким образом, традиционно производимый продукт FC противоречит способу разработки экологически чистых строительных материалов, хотя многие экспериментальные и теоретические исследования были выполнены путем добавления в цемент определенного количества промышленных отходов, таких как летучая зола и шлак; например, Nambiar и Ramamurthy [10] использовали летучую золу для производства FC с плотностью 1000, 1250 и 1500 кг/м9.0103 3 . Кирсли и Уэйнрайт [5, 6, 17] пришли к выводу, что долгосрочные свойства ТК можно улучшить, заменив 75% цемента летучей золой. До сих пор было проведено мало экспериментальных исследований влияния высокого содержания летучей золы на прочность на сжатие сверхлегких (<300 кг/м 3 ) FC. Однако по мере того, как сфера применения ТЭ становится все шире и шире, все более и более сверхлегкие (<300 кг/м 3 ) ТЭ необходимы, например, теплоизоляционный материал для возведения наружных стен, материал для засыпки теплосберегающих труб, фундамент для шоссейных дорог и так далее. В этом исследовании был произведен тип сверхлегкого (<300 кг/м 3 ) FC, который можно использовать в качестве нового энергосберегающего и защищающего окружающую среду строительного материала, и который особенно подходит для теплоизоляции. возведения наружных стен. Сообщалось о влиянии различных количеств золы-уноса, активатора зольной пыли, соотношения WC и FA на прочность на сжатие FC. (i) Цемент . Цемент, используемый в этом исследовании, представлял собой портландцемент китайского стандарта 425 [20]. Его плотность составляет 3100 кг/м 3 , а его химический состав приведен в Таблице 1. (ii) Летучая зола . Односортная зола (PFA) с электростанции Yaomeng в Пиндиншане, Китай, которая использовалась как сухая и просеянная для удаления некоторых крупных частиц. (iii) Пенообразователь (FA) . Имеет концентрацию перекиси водорода 27,5%; он реагирует с катализатором (MnO 2 ) с образованием газообразного кислорода в процессе изготовления FC. Уравнение реакции выглядит следующим образом:  Texas Utah Virginia Washington West Virginia Wisconsin WyomingAustralasia Abu Dhabi Afghanistan Australia Azerbaijan Bahrain Bangladesh Cambodia China Hong Kong India Indonesia Iran Iraq Israel Japan Jordan Kazakhstan Kuwait Laos Lebanon Malaysia Myanmar Nepal Norway Oman Pakistan Palestine Philippines Qatar Saudi Arabia Se RBIA Сингапур Южная Корея Тайвань Таиланд Турция Оаэ Узбекистан Вьетнамероп Албания Австрия Чешская Республика Дания Финляндия Франция Германия Греция Венгрия Италия Латвия Нидерланды Норвегия Румыния Россия Шотландия Швейна Швейцальская Швейцария Узбекистаннайрби 9 Румыния.0022
Texas Utah Virginia Washington West Virginia Wisconsin WyomingAustralasia Abu Dhabi Afghanistan Australia Azerbaijan Bahrain Bangladesh Cambodia China Hong Kong India Indonesia Iran Iraq Israel Japan Jordan Kazakhstan Kuwait Laos Lebanon Malaysia Myanmar Nepal Norway Oman Pakistan Palestine Philippines Qatar Saudi Arabia Se RBIA Сингапур Южная Корея Тайвань Таиланд Турция Оаэ Узбекистан Вьетнамероп Албания Австрия Чешская Республика Дания Финляндия Франция Германия Греция Венгрия Италия Латвия Нидерланды Норвегия Румыния Россия Шотландия Швейна Швейцальская Швейцария Узбекистаннайрби 9 Румыния.0022 Сектор
Все секторассоциациям Церкви/мечети/храмы Центр обработки данных Остеры Отели Промышленные торговые центры/парки Музеи/театры Офисы. Аэропорты Мосты Железная дорога Дороги Морские порты ТуннельТуннельОбращение с отходамивода и канализация Резервуары Поставка
 Формы изготовлены из тонкостенного листового металла с каркасом из профильных труб. Эти формы легкие, простые в использовании, передвижные и их производство не требует больших вложений.
Формы изготовлены из тонкостенного листового металла с каркасом из профильных труб. Эти формы легкие, простые в использовании, передвижные и их производство не требует больших вложений. Но некоторые производители используют технологию резки как для пенобетона, так и для газобетона.
Но некоторые производители используют технологию резки как для пенобетона, так и для газобетона.
Пенобетону требуется больше времени для набора достаточной прочности перед расформовкой, это занимает от 8 до 20 часов в зависимости от использования нагревательных приборов. Что касается газобетона – его можно резать уже через 1,5 – 3 часа после заливки. Есть еще одно отличие в технологии резки: газобетон режут струнными пилами вручную или на автоматическом отрезном станке. Для резки пенобетона необходимо использовать циркулярные или ленточные пилы. Разумеется, устройство для резки струны стоит меньше, чем комплект пил, к тому же пилы имеют ускоренный износ. В процессе смешивания частицы цемента и песка обволакивают пузырьки пены. Смесь заливают в собранную и смазанную форму. Масса набирает прочность на отрыв в течение 12-24 часов.
В процессе смешивания частицы цемента и песка обволакивают пузырьки пены. Смесь заливают в собранную и смазанную форму. Масса набирает прочность на отрыв в течение 12-24 часов. Пузырьки воздуха образуются в результате химической реакции и взрывают газобетонную смесь. Через 20-30 минут реакция прекращается и массив начинает набирать отрывную прочность. Для производства используется горячая вода, ее температура составляет около 40-60 С. При реакции также выделяется тепло, так что температура массива составляет около 50-60 С, что обеспечивает быстрое развитие прочности. Через 2-3 часа массив следует разрезать на блоки.
Пузырьки воздуха образуются в результате химической реакции и взрывают газобетонную смесь. Через 20-30 минут реакция прекращается и массив начинает набирать отрывную прочность. Для производства используется горячая вода, ее температура составляет около 40-60 С. При реакции также выделяется тепло, так что температура массива составляет около 50-60 С, что обеспечивает быстрое развитие прочности. Через 2-3 часа массив следует разрезать на блоки.
Резюме. Поскольку качество такое же, они выберут более дешевый.
Поскольку качество такое же, они выберут более дешевый. Экспериментальное исследование сверхлегкого пенобетона (3)
 Экспериментальное исследование показало, что (1) добавление летучей золы снижает прочность FC и что соответствующее количество золы при смешивании в этой сверхлегкой системе FC не должно превышать 45%; (2) с увеличением содержания активатора летучей золы прочность образца FC заметно повышается, и соответствующее количество активатора летучей золы при смешивании составляет 2,5%; (3) оптимизированная пропорция соотношения WC составляет 0,45, и ТК, полученный в соответствии с этой пропорцией, имеет относительно высокую прочность на сжатие; (4) при увеличении количества FA в смеси заметно снижается прочность FC на сжатие, и оптимальное количество FA в смеси в этом эксперименте составляет 3,5%.
Экспериментальное исследование показало, что (1) добавление летучей золы снижает прочность FC и что соответствующее количество золы при смешивании в этой сверхлегкой системе FC не должно превышать 45%; (2) с увеличением содержания активатора летучей золы прочность образца FC заметно повышается, и соответствующее количество активатора летучей золы при смешивании составляет 2,5%; (3) оптимизированная пропорция соотношения WC составляет 0,45, и ТК, полученный в соответствии с этой пропорцией, имеет относительно высокую прочность на сжатие; (4) при увеличении количества FA в смеси заметно снижается прочность FC на сжатие, и оптимальное количество FA в смеси в этом эксперименте составляет 3,5%. 1. Введение
 насыпи, фундаменты, а также геотехнические и шахтные насыпи [5–7].
насыпи, фундаменты, а также геотехнические и шахтные насыпи [5–7].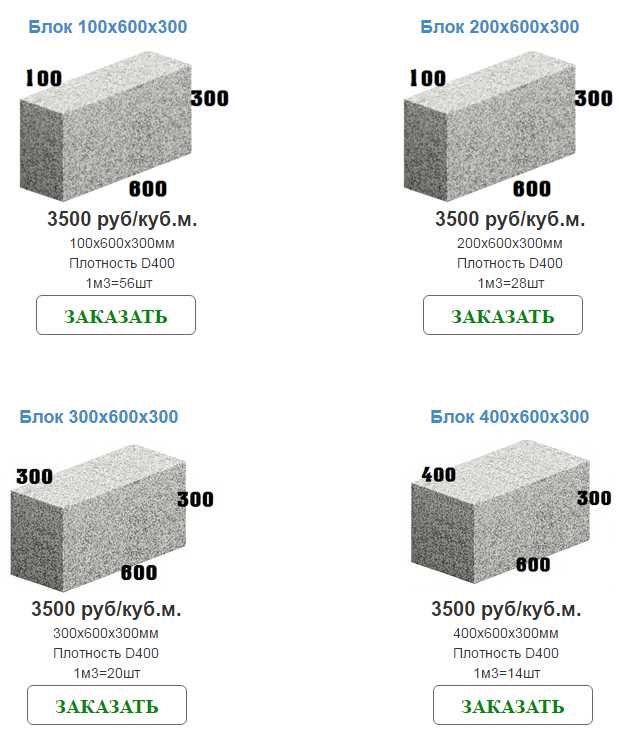 При химическом пенообразовании пенообразователь (FA), такой как алюминиевый порошок, CaH 2 , TiH 2 или MgH 2 , смешивают с ингредиентами базовой смеси, и в процессе смешивания пена получается из химические реакции, формирующие ячеистую структуру бетона. При механическом пенообразовании пена готовится заранее с помощью специального устройства — пеногенератора, в котором вода и химическая добавка смешиваются в определенной пропорции, а предварительно изготовленная пена механически смешивается с бетонной смесью. После формования бетон твердеет при нормальных атмосферных условиях [3, 12, 13].
При химическом пенообразовании пенообразователь (FA), такой как алюминиевый порошок, CaH 2 , TiH 2 или MgH 2 , смешивают с ингредиентами базовой смеси, и в процессе смешивания пена получается из химические реакции, формирующие ячеистую структуру бетона. При механическом пенообразовании пена готовится заранее с помощью специального устройства — пеногенератора, в котором вода и химическая добавка смешиваются в определенной пропорции, а предварительно изготовленная пена механически смешивается с бетонной смесью. После формования бетон твердеет при нормальных атмосферных условиях [3, 12, 13]. В этих применениях требования к прочности на сжатие не очень высоки; обычно 0,3~0,5 МПа будет достаточно.
В этих применениях требования к прочности на сжатие не очень высоки; обычно 0,3~0,5 МПа будет достаточно. 2. Экспериментальные программы
2.1. Материалы
Количество частиц диаметром более 45 мм контролировалось на уровне менее 12,5%. Его технические характеристики соответствовали результатам, полученным в тесте «летучая зола, используемая в цементе и бетоне» GB/T159.6-2005 [21], а химический состав показан в таблице 1.
(v) Активатор летучей золы . Это самодельный; основным компонентом является белый порошок CaO (80%), остальные компоненты включают NaOH (8%) и Na 2 SO 4 (12%). Принцип активации CaO следующий: химическая активность летучей золы обусловлена растворимыми SiO 2 и Al 2 O 3 в стекловидном теле, и они могут реагировать с CaO в присутствии воды с образованием гидратированных силикат кальция, и после этого появится прочность. Уравнения реакции следующие: Функция NaOH состоит в том, чтобы превратить раствор в щелочную среду, что может стать основой для реакции золы. ОН — вызовет разрыв связи Si-O, Al-O, что ускорит скорость гидратации. Функция Na 2 SO 4 в основном заключается в ускорении скорости и повышении уровня активации возбуждения летучей золы. Это связано с тем, что он может реагировать с AlO 2− , когда существует Ca 2+ , с образованием гидратированного алюмината кальция. Он может покрывать частицы летучей золы и образовывать волокнистый слой, а степень закрытия меньше, чем у C-S-H, что более полезно для Ca 9.0103 2+ диффундирует в частицы летучей золы.
(vi) Катализатор. Это порошок диоксида марганца (MnO 2 ); его молекулярная масса составляет 86,94 (г/моль).
2.2. Испытательное оборудование
(i) Высокоскоростной смеситель: автоматическое управление со скоростью вращения 0~1200 об/мин. (ii) Стандартный тестер для определения консистенции и времени схватывания цемента (аппарат Вика) . (iii) Воронка для консистенции цементного раствора: производства Hebei Guanghua Weiye Construction Instrument Factory, вместимостью 1725 мл. (iv) Многофункциональная машина для механических испытаний горных пород (RMT): серия систем RMT была разработана в нашем институте. Машина имеет уникальный многофункциональный дизайн и технологию управления; он может проводить множество типов испытаний, таких как одноосное сжатие, трехосное сжатие, растяжение, сдвиг и испытания на усталость. Его максимальная нагрузка составляет 1 МН, а максимальное ограничивающее давление составляет 50 МПа. (v) Электротермическая дутьевая сушильная печь типа OL-103. (vi) Камера для отверждения с постоянной температурой и влажностью: Пекинский экспериментальный аппарат Huachuang Northern Ко, ООО
2.3. Приготовление FC
(i) Добавьте воду в другие материалы, такие как цемент, зольная пыль, стабилизатор пены и активатор зольной пыли, за исключением FA, и равномерно перемешайте, поддерживая температуру суспензии примерно на уровне 45°C. В целом, этот процесс длится примерно 5 минут. (ii) При перемешивании на высокой скорости быстро добавьте FA и продолжайте перемешивание в течение приблизительно 30 секунд. (iii) Вылейте равномерно перемешанную суспензию в форму размером 1200 мм × 900 мм × 350 мм и подождите, пока он вспенится; процесс пенообразования показан на рис. 1. (iv) Разберите форму через 2 часа и держите ее в камере для отверждения при постоянной температуре и влажности до окончания испытательного срока. Используйте образец размером 100 мм × 100 мм × 100 мм для проведения теста; структура пор представлена на рис. 2.
Весь процесс приготовления FC с использованием химического вспенивания можно описать как процесс динамического баланса. Процесс проектирования эксперимента должен тщательно учитывать плотность раствора, скорость вспенивания, скорость конденсации раствора, количество добавки FA и другие влияющие факторы для получения относительно высококачественного продукта. Ключом к формированию структуры FC с помощью химического вспенивания является обеспечение того, чтобы скорость вспенивания соответствовала скорости схватывания и затвердевания суспензии.
3. Результаты и обсуждение
3.1. Влияние смешиваемого количества летучей золы на прочность на сжатие
Прочность FC напрямую связана с долей загущенного материала. Чем больше доля бетона в гелеобразном материале, тем выше прочность продукта. В системе цемент-уноса массовое использование золы-уноса резко снизит прочность бетона, что особенно очевидно в сверхлегких ТЭ на основе цемента-золы-уноса [5, 6, 18]. Поэтому количество летучей золы в сверхлегких продуктах FC сильно ограничено. Тем не менее, умеренное количество активатора летучей золы может эффективно улучшить начальную прочность продуктов [22], что также полезно для сокращения времени очистки продуктов и повышения эффективности производства. Для ТЭ с фиксированным содержанием активатора золы-уноса 2,5% и насыпной плотностью в сухом состоянии 290 кг/м 3 , прочность продуктов 28 d уменьшается по мере увеличения содержания летучей золы, как показано на рисунке 3.
Когда содержание летучей золы меньше 45%, тенденция к снижению прочности продукта умеренная: при изменении количества смешивания с 30% до 45% прочность снизилась на 0,14 МПа. Однако при содержании летучей золы более 45 % тенденция к снижению прочности продукта усиливается: при изменении количества смешивания с 45 % до 55 % прочность снижается на 0,37 МПа, а прочность продукта составляет всего 0,15 МПа при содержание летучей золы составляло 55%. Таким образом, с практической точки зрения, соответствующее количество летучей золы в этой сверхлегкой системе FC не должно превышать 45%.
3.2. Влияние количества активатора летучей золы в смеси на прочность на сжатие Прочность
FC напрямую связана с долей цемента в вяжущих материалах, и многие исследователи изучали активацию реакционной способности природных пуццоланов и летучей золы [22–22]. 25]. В этом исследовании активатор летучей золы изготавливается самостоятельно, и его основным компонентом является CaO. Механизм активации летучей золы СаО можно объяснить следующим образом. Вещество в извести, которое в конечном итоге влияет на активность летучей золы, — это Ca(OH)9.0121 2 ; Ca(OH) 2 может обеспечить OH – для раскрытия химических связей между Si-O и Al-O и Ca 2+ для получения гидравлических вяжущих материалов путем гидратации летучей золы. Однако в реакции должно быть умеренное количество сульфата, чтобы быстро, полностью и экономично активировать летучую золу при нормальной температуре и давлении. Таким образом, смешивание количества самодельного активатора летучей золы имеет решающее значение для активации прочности летучей золы.
Влияние смешиваемого количества активатора золы-уноса на прочность на сжатие FC, который имеет фиксированное содержание золы-уноса с внутренним легированием 45% и сухую объемную плотность 290 кг/м 3 , показано на рисунке 4. Как показано на рисунке 4, прочность образца FC заметно повышается с увеличением количества активатора летучей золы. Когда смешиваемое количество активатора зольной пыли составляет более 2,5%, увеличение прочности FC имеет тенденцию к выравниванию, что означает, что смешиваемое количество активатора зольной пыли имеет оптимальное значение. В этой сверхлегкой системе FC соответствующее количество активатора летучей золы составляет 2,5%.
3.3. Влияние отношения WC на прочность на сжатие
Еще одним важным фактором, влияющим на эффективность ТЭ, является коэффициент WC [5, 6]. При приготовлении ФК химическим вспениванием скорость загустевания и скорость вспенивания суспензии должны сильно совпадать, что указывает на то, что вспенивание и статическое поддержание суспензии синхронизированы. В процессе приготовления ФК соотношение WC существенно влияет на всю технологию приготовления: при чрезмерно низком содержании WC и слишком густой суспензии это препятствует полному диспергированию ТВС и приводит к частично интенсифицированному пенообразованию и большим пузырям; кроме того, начальное время схватывания суспензии заметно короче, если соотношение WC низкое. Если суспензия схватится до окончания процедуры вспенивания отделки ТВС, то внутри изделия возникнет перенапряжение и появятся дефекты. Когда соотношение WC слишком велико, а плотность раствора слишком низкая, конденсация и затвердевание раствора отстают от вспенивания FA, что приведет к разрушению FC на более поздней стадии. Влияние соотношения WC на прочность на сжатие FC показано на рис. 5. При увеличении соотношения WC от 0,40 до 0,50 прочность образца на сжатие сначала увеличивается, а затем снижается, поскольку в этом диапазоне соотношений WC консистенция шлам умеренный, и газы равномерно рассеиваются в шламе; таким образом, ТВС полностью вспенивается, и объем суспензии неуклонно увеличивается. Между тем, пористая структура хорошо затвердевает, поскольку начальная скорость затвердевания суспензии соответствует скорости вспенивания FA. Таким образом, прочность на сжатие образца относительно высока. Когда отношение WC увеличивается с 0,45 до 0,50, плотность суспензии слишком низкая, и газ очень легко вырывается с поверхности образца и оставляет трещины и сквозные отверстия в образце, что снижает прочность образца. Кроме того, из-за слишком большого соотношения WC время коагуляции больше, чем время вспенивания везиканта; на более поздней стадии вспенивания части пор сливаются, что снижает равномерность и значительно снижает прочность пористой структуры в образце. Поэтому в эксперименте оптимальное соотношение WC равно 0,45. ТЭ, изготовленный с таким соотношением WC, имеет относительно высокую прочность на сжатие.
3.4. Влияние FA на прочность на сжатие
FA является одним из основных сырьевых материалов для получения FC. FA вызывает химические реакции в равномерно перемешанной суспензии, в результате которых образуется много газа. Газ рассеивается внутри раствора и постепенно фиксируется в затвердевшем бетоне по мере его конденсации; наконец, газ образует ровную и устойчивую везикулярную структуру. На рис. 6 показано влияние количества смеси ТВС на прочность на сжатие ФК через 28 дней. Из рисунка 6 видно, что прочность на сжатие ТЭ снижается по мере увеличения количества смеси ТВС, поскольку количество воздушных отверстий внутри ТЭ также увеличивается, а стенки воздушных отверстий становятся тоньше. Поэтому сухая насыпная плотность ФК уменьшается, а вместе с ней и прочность. Замечено, что стенка пор образца с H 2 O 2 примеси в количестве 3% наиболее густая, почти без перекрывающихся пор; таким образом, этот образец имеет максимальную прочность на сжатие. Стенка пор образца с количеством замеса H 2 O 2 4,5% является самой тонкой с большим количеством взаимосвязанных пор; таким образом, он имеет минимальную прочность. Для образца, изготовленного из ТВС с содержанием примеси H 2 O 2 3,5 %, толщина стенок пор и структура пор являются относительно подходящими, а прочность также квалифицирована с учетом требования теплосбережения внешняя стена. Таким образом, оптимальное количество добавки ФК в данном эксперименте составляет 3,5%.
4. Выводы
Изготовлен тип сверхлегкого (<300 кг/м 3 ) ТЭ. Влияние различных количеств летучей золы, активатора летучей золы, содержания WC и FA на прочность на сжатие FC было изучено экспериментально и может быть резюмировано следующим образом. (1) Плотность суспензии, скорость пенообразования, конденсация скорость суспензии, количество добавки FA и другие влияющие факторы должны быть тщательно рассмотрены для получения относительно высококачественного продукта. При формировании структур FC с использованием химического вспенивания скорость вспенивания должна соответствовать скорости схватывания и затвердевания суспензии. (2) При содержании летучей золы менее 45% прочность продукта умеренно снижается, тогда как при содержании летучей золы превышает 45%, прочность изделия быстро снижается. С практической точки зрения соответствующее количество летучей золы в этой сверхлегкой системе FC не должно превышать 45%. (3) С увеличением количества активатора золы-уноса прочность образца FC заметно повышается. Когда смешиваемое количество активатора летучей золы составляет более 2,5%, увеличение прочности FC имеет тенденцию к выравниванию. В этой сверхлегкой системе FC подходящее количество активатора летучей золы составляет 2,5%. (4) В эксперименте оптимальная доля WC составляет 0,45.
(1) Плотность суспензии, скорость пенообразования, конденсация скорость суспензии, количество добавки FA и другие влияющие факторы должны быть тщательно рассмотрены для получения относительно высококачественного продукта. При формировании структур FC с использованием химического вспенивания скорость вспенивания должна соответствовать скорости схватывания и затвердевания суспензии. (2) При содержании летучей золы менее 45% прочность продукта умеренно снижается, тогда как при содержании летучей золы превышает 45%, прочность изделия быстро снижается. С практической точки зрения соответствующее количество летучей золы в этой сверхлегкой системе FC не должно превышать 45%. (3) С увеличением количества активатора золы-уноса прочность образца FC заметно повышается. Когда смешиваемое количество активатора летучей золы составляет более 2,5%, увеличение прочности FC имеет тенденцию к выравниванию. В этой сверхлегкой системе FC подходящее количество активатора летучей золы составляет 2,5%. (4) В эксперименте оптимальная доля WC составляет 0,45. ТЭ, полученный с такой пропорцией, имеет относительно высокую прочность на сжатие. (5) С увеличением количества добавки ТВС прочность на сжатие ТЭ заметно снижается. Толщина стенок пор и структура пор образца, полученного с использованием ТВС с H 2 O 2 количество добавки 3,5% является относительно подходящим, а прочность также удовлетворяет требованиям по сохранению тепла внешней стены. Таким образом, оптимальное количество добавки ФК в данном эксперименте составляет 3,5%.
ТЭ, полученный с такой пропорцией, имеет относительно высокую прочность на сжатие. (5) С увеличением количества добавки ТВС прочность на сжатие ТЭ заметно снижается. Толщина стенок пор и структура пор образца, полученного с использованием ТВС с H 2 O 2 количество добавки 3,5% является относительно подходящим, а прочность также удовлетворяет требованиям по сохранению тепла внешней стены. Таким образом, оптимальное количество добавки ФК в данном эксперименте составляет 3,5%.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Благодарности
Работа выполнена при поддержке Национальной программы ключевых фундаментальных исследований (973) (грант № 2013CB036006), Национальный фонд естественных наук Китая (гранты № 51208499, 41102193 и 51109207), Китайский фонд постдокторских наук (2014M550365) и Национальный научный фонд для выдающихся молодых ученых Китая. (Грант № 51225902).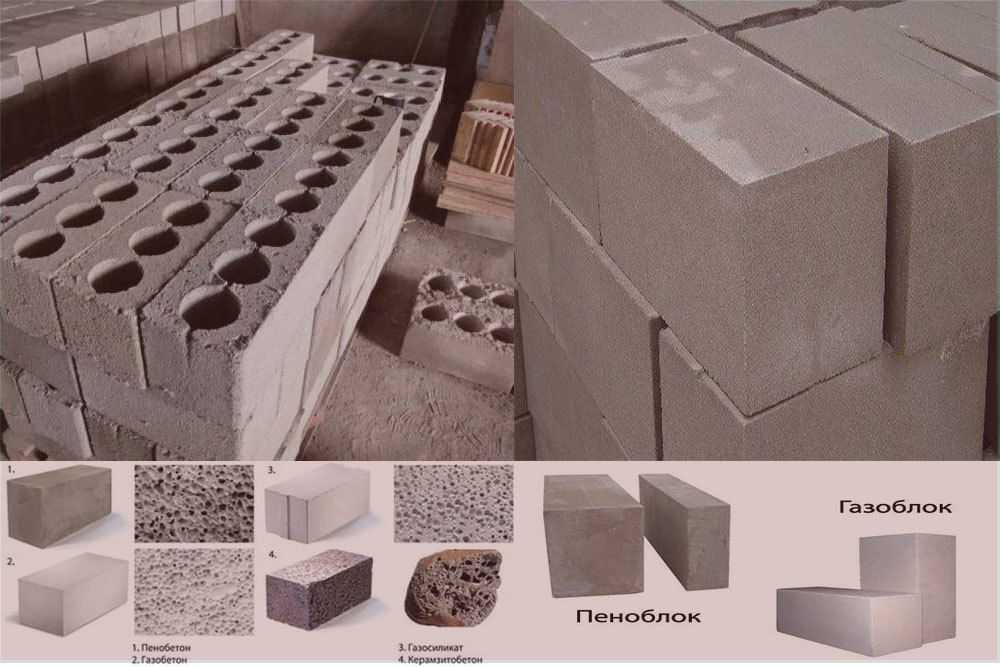
Ссылки
Н. Нараянан и К. Рамамурти, «Микроструктурные исследования газобетона», Исследование цемента и бетона , том. 30, нет. 3, стр. 457–464, 2000.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Н. Нараянан и К. Рамамурти, «Структура и свойства газобетона: обзор», Cement and Concrete Composites , vol. 22, нет. 5, стр. 321–329, 2000.
Посмотреть по адресу:
Сайт издателя | Google Scholar
K. Ramamurthy, EKK Nambiar и GIS Ranjani, «Классификация исследований свойств пенобетона», Cement and Concrete Composites , том. 31, нет. 6, стр. 388–396, 2009 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
У. Дж. Аленгарам, Б. А. Аль Мухит, М.
 З. бин Джумаат и М. Л. Ю. Цзин, «Сравнение теплопроводности пенобетона из скорлупы масличной пальмы с обычными материалами», Materials and Design , vol. 51, стр. 522–529, 2013.
З. бин Джумаат и М. Л. Ю. Цзин, «Сравнение теплопроводности пенобетона из скорлупы масличной пальмы с обычными материалами», Materials and Design , vol. 51, стр. 522–529, 2013.Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Влияние высокого содержания летучей золы на прочность на сжатие пенобетона», Исследование цемента и бетона , том. 31, нет. 1, стр. 105–112, 2001.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Пористость и проницаемость пенобетона», Cement and Concrete Research , vol. 31, нет. 5, стр. 805–812, 2001.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Мыдин М.А.О., Ван Ю.
К. Механические свойства пенобетона при воздействии высоких температур.0115 Строительство и строительные материалы , вып. 26, нет. 1, стр. 638–654, 2012 г.Посмотреть по адресу:
Сайт издателя | Google Scholar
Л. де Роуз и Дж. Моррис, «Влияние состава смеси на свойства микроячеистого бетона», в Specialist Techniques and Materials for Construction , R.K. Dhir and N.A. Handerson, Eds., стр. 185–197, Томас Телфорд, Лондон, Великобритания, 1999.
Посмотреть по адресу:
Google Scholar
М. Тернер, «Быстро схватывающийся пенобетон для восстановления проемов на автомагистралях в тот же день», в материалах однодневного семинара по пенобетону: свойства, применение и последние технологические разработки , стр. 12–18, 2001.
Просмотр по адресу:
Google Scholar
E.
K.K. Nambiar and K. Ramamurthy, «Влияние типа наполнителя на свойства пенобетона», Cement and Concrete Research , vol. 28, стр. 475–480, 2006.Посмотреть по адресу:
Google Scholar
У. Дж. Аленгарам, Х. Махмуд и М. З. Джумаат, «Сравнение механических и связующих свойств бетона из скорлупы масличной пальмы с бетоном нормальной массы», International Journal of Physical Sciences , том. 5, нет. 8, pp. 1231–1239, 2010.
Просмотр по адресу:
Google Scholar
Лаукайтис А., Жураускас Р., Керине Дж. Влияние гранул пенополистирола на свойства цементного композита.0115 Цементно-бетонные композиты , том. 27, нет. 1, стр. 41–47, 2005 г.
Посмотреть по адресу:
Сайт издателя | Google Scholar
С.
Б. Парк, Э. С. Юн и Б. И. Ли, «Влияние обработки и изменений материалов на механические свойства легких цементных композитов», Cement and Concrete Research , vol. 29, нет. 2, стр. 193–200, 1999.Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. М. Хунаити, «Комбинированное действие пенобетона и легкого заполнителя», Журнал материалов гражданского строительства , вып. 8, нет. 3, стр. 111–113, 1996.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Ю. М. Хунаити, «Прочность композитных секций с пенобетоном и легким заполнителем», Journal of Materials in Civil Engineering , vol. 9, нет. 2, стр. 58–61, 1997.
Посмотреть по адресу:
Сайт издателя | Google Scholar
C.
T. Tam, T. Y. Lim, R. Sri Ravindrarajah, and S. L. Lee, «Взаимосвязь между прочностью и объемным составом ячеистого бетона, затвердевающего во влажном состоянии», Журнал исследований бетона , вып. 39, нет. 138, стр. 12–18, 1987.Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Зольность для оптимальной прочности пенобетона», Cement and Concrete Research , vol. 32, нет. 2, стр. 241–246, 2002.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Э. П. Кирсли и П. Дж. Уэйнрайт, «Влияние пористости на прочность пенобетона», Исследование цемента и бетона , том. 32, нет. 2, стр. 233–239, 2002.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Тан X.
Дж., Чен В. З., Тиан Х. М. и Юань Дж. П., «Характеристики деградации пенобетона с легким заполнителем и полипропиленовым волокном при циклах замораживания-оттаивания», Magazine of Concrete Research , vol. 65, нет. 12, стр. 720–730, 2013.Посмотреть по адресу:
Сайт издателя | Академия Google
GB175-2007, «Портландцемент и обычный портландцемент», Национальный стандарт Китайской Народной Республики, 2007 г. (китайский).
Посмотреть по адресу:
Google Scholar
GB/T1596-2005, Летучая зола, используемая в портландцементе и бетоне , Национальный стандарт Китайской Народной Республики, Пекин, Китай, 2005. C.
- 2
2 Ши, «Пуццолановая реакция и микроструктура химически активированных паст известковой золы», Журнал материалов ACI , том. 95, нет. 5, pp. 537–545, 1998.
Посмотреть по адресу:
Google Scholar
J.
S. Qian, C. J. Shi, and Z. Wang, «Activation of blended цементы, содержащие летучую золу», Cement and Concrete Research , том. 31, нет. 8, стр. 1121–1127, 2001.Посмотреть по адресу:
Сайт издателя | Google Scholar
C. Ши и Р. Л. Дэй, «Ускорение реактивности летучей золы путем химической активации», Исследование цемента и бетона , том. 25, нет. 1, стр. 15–21, 1995.
Посмотреть по адресу:
Сайт издателя | Google Scholar
Р. Л. Дэй и К. Ши, «Влияние крупности пуццолана на прочность известковых цементных паст с натуральным пуццоланом», Cement and Concrete Research , vol. 24, нет. 8, стр. 1485–1491, 1994.
Посмотреть по адресу:
Сайт издателя | Google Scholar
 З. бин Джумаат и М. Л. Ю. Цзин, «Сравнение теплопроводности пенобетона из скорлупы масличной пальмы с обычными материалами», Materials and Design , vol. 51, стр. 522–529, 2013.
З. бин Джумаат и М. Л. Ю. Цзин, «Сравнение теплопроводности пенобетона из скорлупы масличной пальмы с обычными материалами», Materials and Design , vol. 51, стр. 522–529, 2013. К. Механические свойства пенобетона при воздействии высоких температур.0115 Строительство и строительные материалы , вып. 26, нет. 1, стр. 638–654, 2012 г.
К. Механические свойства пенобетона при воздействии высоких температур.0115 Строительство и строительные материалы , вып. 26, нет. 1, стр. 638–654, 2012 г. K.K. Nambiar and K. Ramamurthy, «Влияние типа наполнителя на свойства пенобетона», Cement and Concrete Research , vol. 28, стр. 475–480, 2006.
K.K. Nambiar and K. Ramamurthy, «Влияние типа наполнителя на свойства пенобетона», Cement and Concrete Research , vol. 28, стр. 475–480, 2006. Б. Парк, Э. С. Юн и Б. И. Ли, «Влияние обработки и изменений материалов на механические свойства легких цементных композитов», Cement and Concrete Research , vol. 29, нет. 2, стр. 193–200, 1999.
Б. Парк, Э. С. Юн и Б. И. Ли, «Влияние обработки и изменений материалов на механические свойства легких цементных композитов», Cement and Concrete Research , vol. 29, нет. 2, стр. 193–200, 1999. T. Tam, T. Y. Lim, R. Sri Ravindrarajah, and S. L. Lee, «Взаимосвязь между прочностью и объемным составом ячеистого бетона, затвердевающего во влажном состоянии», Журнал исследований бетона , вып. 39, нет. 138, стр. 12–18, 1987.
T. Tam, T. Y. Lim, R. Sri Ravindrarajah, and S. L. Lee, «Взаимосвязь между прочностью и объемным составом ячеистого бетона, затвердевающего во влажном состоянии», Журнал исследований бетона , вып. 39, нет. 138, стр. 12–18, 1987. Дж., Чен В. З., Тиан Х. М. и Юань Дж. П., «Характеристики деградации пенобетона с легким заполнителем и полипропиленовым волокном при циклах замораживания-оттаивания», Magazine of Concrete Research , vol. 65, нет. 12, стр. 720–730, 2013.
Дж., Чен В. З., Тиан Х. М. и Юань Дж. П., «Характеристики деградации пенобетона с легким заполнителем и полипропиленовым волокном при циклах замораживания-оттаивания», Magazine of Concrete Research , vol. 65, нет. 12, стр. 720–730, 2013. S. Qian, C. J. Shi, and Z. Wang, «Activation of blended цементы, содержащие летучую золу», Cement and Concrete Research , том. 31, нет. 8, стр. 1121–1127, 2001.
S. Qian, C. J. Shi, and Z. Wang, «Activation of blended цементы, содержащие летучую золу», Cement and Concrete Research , том. 31, нет. 8, стр. 1121–1127, 2001.Copyright
Copyright © 2014 Xianjun Tan et al.