Фреза на станок по дереву: Дисковая фреза — купить по выгодной цене в Москве
Фреза для станка по дереву: виды, характеристики
Современное производство требует повышения качества оборудования. Это позволит изготавливать самые разнообразные элементы из любых материалов. Древесина требует применения особого вида фрез для станков. Это обеспечивает качество готовой продукции, ее долговечность, а также позволяет придать изделию эстетичный облик. Фреза для станка по дереву, в зависимости от конфигурации, обладает рядом характеристик. Это учитывает мастер, выполняя обработку материала. Подробнее ознакомиться с подобным инструментом позволит классификация фрез по различному групповому признаку.
Общее понятие
Независимо от вида, фрезы для фрезера по дереву обладают общим строением. У них есть хвостовик и рабочая часть, на которой расположена режущая кромка. Для изготовления этих комплектующих используется высоколегированная сталь, которая обладает повышенной прочностью.
Форма узора фрезы, будь то дисковая или прямая ее разновидность, всегда точно выверена. Заточку производят при помощи специального оборудования с очень небольшим ударным воздействием. Это улучшает функциональные качества инструмента.
Заточку производят при помощи специального оборудования с очень небольшим ударным воздействием. Это улучшает функциональные качества инструмента.
Имеет много разновидностей внешнего вида фреза для станка по дереву. Это дает возможность выполнять в соответствии со всеми нормами и требованиями черновую и финишную обработку заготовок. При этом обязательно учитывается сор древесины, ее плотность.
Группы фрез
Существуют две большие группы фрез по дереву, которые в диаметре хвостовика чаще всего бывают 32, 12 и 8 мм:
- насадные;
- концевые.
В первом случае их применяют под шпиндель диаметром 32 мм. Это комплектующие для стационарного фрезера.
Концевая, или пальчиковая, фреза 8 мм по дереву (бывает также 12 мм) применяется для изготовления деталей как на стационарном станке, так и на ручном оборудовании.
По типу конструкции эти детали могут быть сварные, цельные, напайные или сборные. А по функциональности их разделяют на дисковые, кольцевые, цилиндрические и торцевые.
Фреза может применяться на фрезерно-гравировальном, горизонтальном или вертикальном оборудовании, на станках с ЧПУ.
Конструкция зубьев
Фрезы по дереву условно можно разделить и по типу конструкции. Они могут быть цельными или сборными. Если подобный элемент оборудования небольшой, производитель может сделать его цельным. Это не так существенно повлияет на стоимость элемента. Но большие изделия имеют более мягкий стержень и очень прочную кромку.
Достоинством сборной фрезы для фрезера по дереву является возможность подобрать ее диаметр под нужный для заготовки размер. По мере истирания подобный элемент можно будет заменить новыми резцами.
Существует всего два вида заточки зубьев. Она может быть затылованная и остроконечная. Чаще применяют первый вариант. Эти изделия при заточке не уменьшаются в высоту, что часто случается при натачивании остроконечных зубьев. Подобное просто недопустимо в технологическом процессе.
По твердости существует группа фрез серии А для профессионалов и серии N для домашнего применения. В первом случае стоимость такого изделия будет значительно выше. Но долговечность и функциональность профессионального инструмента выше. Для домашних целей более чем достаточно более дешевых разновидностей подобных элементов.
В первом случае стоимость такого изделия будет значительно выше. Но долговечность и функциональность профессионального инструмента выше. Для домашних целей более чем достаточно более дешевых разновидностей подобных элементов.
Форма изделий
По форме разделяют несколько групп деревообрабатывающих орудий. Они могут быть пазовые, кромочные, комбинированные и фигирейные.
Первая группа предназначена для изготовления всевозможных пазов. К пазовым относятся:
- фреза по дереву прямая;
- галтельная;
- конструкционная;
- фасонная.
Для точной обработки кромок и торцов изделий из древесины мастер применяет кромочные разновидности. Они могут быть прямые, калевочные, фальцевые, конусные, фигурные, полустержневые.
Комбинированные разновидности содержат в своем составе пазовую и шиповую деталь. Их используют для сращивания или соединения деталей. Для тонкого материала или проведения работ повышенной точности используют фигирейные фрезы. Они могут быть горизонтальные и вертикальные.
Отдельной группой стоят насадные фрезы, которые используют для резки материала твердосплавные пластины.
Оборудование для фрезерно-гравировального станка
Фреза для станка по дереву представленного типа бывает нескольких разновидностей. Она может быть концевая, торцевая, угловая или дисковая. Первые две разновидности используются для обработки обычного материала.
Концевые сверла обладают поверхностью, которая совершает обработку во всех направлениях. Для плоских поверхностей подходят торцевые экземпляры.
Угловая и дисковая фреза по дереву используется для твердых пород. Ныне они имеют две или три стороны, что предотвращает быстрое истирание.
Если на подобном станке необходимо изготовить сложный профиль, то используют фасонные разновидности. Они обладают затылованными зубьями, что обеспечивает хорошую чистоту поверхности.
Станок с ЧПУ
Автоматизировать обработку материала позволяют фрезы для ЧПУ по дереву. Участие оператора при этом совершенно не требуется, если установить автоматический сменщик насадок. И это при том, что производить подобным методом получится даже очень сложные детали.
И это при том, что производить подобным методом получится даже очень сложные детали.
Оборудованию задается программа, которая включает в себя описание материалов, инструментов и действий. Это оборудование позволяет достигнуть высокой точности заготовки. Специальная программа рассчитывает исходя из трехмерного изображения детали ее плоскостные проекции. Это позволяет избежать ошибок при вычислении.
Причем подобную программу можно установить на любой тип станка. Фрезы для ЧПУ по дереву подбираются при этом в соответствии с типом оборудования.
Вертикальные и горизонтальные станки
Для вертикальных и горизонтальных станков учитываются особенности подобной обработки при выборе рабочего инструмента. Если шпиндель и насадка закрепляются горизонтально, существуют определенные принципы выбора оборудования.
Для горизонтальных поверхностей используют цилиндрические разновидности фрез. При обработке узких, наклонных плоскостей следует отдать предпочтение угловым разновидностям. Дисковая фреза по дереву выполняет нарезание пазов. Если же их форма сложная, то следует использовать фасонные виды.
Дисковая фреза по дереву выполняет нарезание пазов. Если же их форма сложная, то следует использовать фасонные виды.
В том случае, когда шпиндель размещен вертикально, следует выполнять следующие рекомендации. Поверхности нужно обрабатывать насадными торцевыми или концевыми фрезами. Если их плоскость наклонена, применяются угловые насадки.
Шпоночные пазы изготавливаются при помощи концевой фрезы. Также используются фасонные разновидности инструмента.
Уход за фрезами
Все фрезы по дереву, виды которых были рассмотрены выше, нуждаются в постоянном контроле со стороны обслуживающего персонала. Регулярно следует проверять степень заточки, а также целостность изделий.
После проведения работы фрезы очищают от грязи, смол и мусора. Их хранят в специально выделенном для этого месте. Если предполагается длительно не использовать эти детали, на них наносят машинное масло.
Быстрорежущую сталь допускается затачивать шлифовальными брусками или при помощи станка. Если же у насадки есть пластины из твердосплавных материалов, производить затачивание лезвий следует только на станке. Причем это оборудование должно обладать малой частотой оборотов.
Если же у насадки есть пластины из твердосплавных материалов, производить затачивание лезвий следует только на станке. Причем это оборудование должно обладать малой частотой оборотов.
Разрешается обрабатывать только плоские части рабочей поверхности резцов. Идентичность высоты в процессе выполнения такой работы остается в приоритете.
Ознакомившись с таким инструментом, как фреза для станка по дереву, можно правильно подбирать требуемый тип для существующих условий работы. Множество видов представленных изделий позволяет осуществлять работы наивысшей сложности. Готовые изделия при этом получаются наиболее качественными.
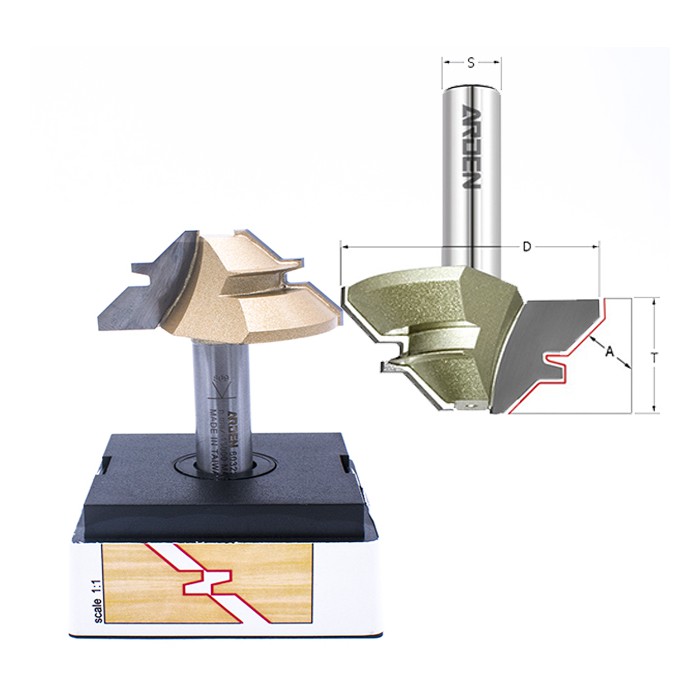
Фреза конусная по дереву R0.25
Конусная фреза по дереву – используемый при работе фрезерных деревообрабатывающих станков режущий твердосплавный инструмент двухзаходного типа 75-миллиметровой длины. Он имеет хвостовик 6-миллиметрового диаметра, конусную форму режущей части 30-миллиметровой длины и сферическое завершение радиусом 0,25 мм. Угол конуса составляет 5,2 градуса на каждую сторону.
Угол конуса составляет 5,2 градуса на каждую сторону.
Конусные фрезы по дереву задействуется в мебельном производстве, при изготовлении деревянных лестниц и в ином связанном с деревообработкой кустарном промысле.
При изготовлении деревянных моделей, икон, сувенирных и иных изделий с помощью конусной фрезы по дереву модели R0.25 выполняются требующие повышенной точности сложные чистовые работы. Глубокие рельефные линии детали обрабатываются инструментом сразу начисто без черновой обработки. Высокая точность фрезерования обеспечивается наличием малого диаметра вершины рабочей фрезы.
Фрезы от проверенного производителя характеризуется длительным сроком службы, так как имеет поверхностное упрочняющее ALTiN напыление. Инструментом можно работать не только по дереву, но и по иным материалам, включая пластик и цветные металлы. Он отличается качественной внутренней структурой, в составе наличествует карбид вольфрама HRC55.
Покупатель имеет возможность выбора фрезерующего инструмента двух классов, отличающихся между собой используемыми при их изготовлении различными марками стали.
Менеджеры профильного сайта консультируют по всем интересующим потенциальных покупателей темам, включая вопросы оплаты и доставки. Приобретение конусных фрез по дереву возможно в значительных объемах. Оплачивать товар можно любым удобным способом. Доставка обычно выполняется партнерскими транспортными компаниями. Возможен самовывоз.
Данной фрезой можете добиться высокого качества изделия, как представлено на фото ниже:
Советуем прочитать: “Как выбрать фрезу” “Режимы резания для станков с ЧПУ”
Оплата
Вы можете выбрать любой удобный для Вас способ оплаты: банковский перевод, оплата банковской картой или наличные деньги в офисе компании.
Доставка по России
Доставка товара осуществляется ТК: СДЭК, Деловые линии, ПЭК, КиТ, ЖелДорЭкспедиция. ) — см. доставка
Доставка и отгрузка товара осуществляется транспортными компаниями, после оплаты заказа. Стоимость доставки будет рассчитана менеджером после оплаты заказа. Доставка оплачивается полностью заказчиком при получении груза.
Стоимость доставки будет рассчитана менеджером после оплаты заказа. Доставка оплачивается полностью заказчиком при получении груза.
Самовывоз
Вы можете самостоятельно забрать Ваш заказ на складе по адресу Россия, Ростовская область, г. Каменск-Шахтинский, пер. Полевой 43 (координаты для навигатора 48.292474, 40.275522). Для крупногабаритных заказов воспользуйтесь транспортным средством.
инженер поможет — Фрезы по дереву для станков с ЧПУ
Фрезерование, как всем известно, это механическая обработка, при которой фреза, вращаясь, способствует снятию слоя материала с обрабатываемой поверхности. Современные фрезерные станки с ЧПУ имеют три степени свободы, что позволяет проделывать сложную фигурную обработку изделия.
Если рассматривать фрезерование древесины, то отметим, что на станках возможно изготовление предметов мебели, фасадов, декоративных накладок, лестниц, сувениров и многое другое. Благодаря скорости и точности на станках с ЧПУ можно обрабатывать сложные контуры деревянных заготовок.
Благодаря скорости и точности на станках с ЧПУ можно обрабатывать сложные контуры деревянных заготовок.
Снятие стружки
Для более удобного описания этого процесса, разобьем его на несколько этапов. Первый этап заключается в том, что совершаются черновые проходы фрезой по дереву; второй этап – снятие значительного слоя материала цилиндрической концевой фрезой; и третий этап – это осуществление чистового прохода концевой сферической, либо же конусной фрезой для обеспечения чистоты поверхности.
Принцип работы, в общем-то, основан на глубоком погружении фрезы в деревянный материал, но при этом, важен и быстрый отвод стружки, дабы не было поломки инструмента. Обработку глубоких пазов, обычно, следует проводить в несколько этапов и при этом, желательно использовать систему для улавливания стружки, так как сам процесс обработки материала сопровождается мелкой пылью и стружкой, что приводит к загрязнению деталей и неправильной работе станка.
Твердые породы древесины.
 Обработка
ОбработкаПрочность и долговечность отличает изделия из твердых пород дерева, таких как акация, бук и др. Фрезеровать заготовку можно и на высокой скорости при черновых проходах, однако, не стоит перебарщивать, так как чрезмерная скорость ведет к снижению качества обрабатываемой поверхности. Особенность обработки твердых пород дерева заключается в том, что резание выполняется поперек волокон древесины, либо же вдоль. Применяют специальные фрезы, позволяющие сглаживать отличие, однако не до конца. Сама же обработка является энергозатратной.
Мягкие породы древесины. Обработка
Особенность обработки мягких пород древесины заключается в сложности программы, которая содержит вложения, коих достаточно много. Это необходимо для того, чтобы позиция фрезы на этапах обработки была точно определена. Минимальная скорость обработки способствует снижению производительности выпуска. И еще, если после обработки образуется мельчайший ворс, то его следует своевременно удалять, чтобы не нарушать геометрию рисунка.
Чистовая обработка
Переход к чистовой обработке сопровождается переналадкой станка. При данной операции снижается производительность. И так как скорость резания небольшая, то это влияет на увеличение цены на готовое изделие.
Гравировка
Сферическая фреза или гравер позволяют осуществлять процесс гравировки – т.е. нанесение рисунка на заготовку. Так, коническим гравером можно нанести U-образную гравировку, а V-гравер(специализированную фрезу) можно использовать для самостоятельного стиля.
Типы фрез по дереву для станков с ЧПУ
Существует несколько типов фрез по дереву, используемых на станках с ЧПУ. Фреза по дереву может быть:
— цельная, в основе которой высокопрочная сталь, либо такая фреза может быть изготовлена из инструментальной стали, имеющей специальное напыление;
— со сменными ножами. Обычно, представлены в виде комплекта инструментов, в основе которых разные сорта металлов для различных сортов древесины в зависимости от твердости;
— с твердосплавной напайкой, изготовляют данную фрезу из износоустойчивого материала.
Безусловно, обработка на древесины на станках с ЧПУ приводит к обильному расширению возможностей. Ну, как следствие, на станках с ЧПУ исключен ручной труд, что привело к более точной обработке материала, нанесению сложнейшего узора на заготовку непосредственно без участия человека. Ручным же трудом можно лишь доработывать кое-какие моменты. Все это привело к тому, что стоимость изделий становится значительно дешевле, при этом не теряя в качестве.
Фреза по дереву своими руками: технология изготовления самодельных фрез
Вопрос о том, как может быть изготовлена фреза по дереву своими руками, волнует не только домашних мастеров, которые самостоятельно занимаются плотницкими работами и моделированием, но и профессиональных отделочников. И главное тут не только в желании сэкономить, а в том, что серийные инструменты для обработки дерева, которые сегодня несложно приобрести в специализированных магазинах или на строительных рынках, часто не имеют требуемую конфигурацию рабочей части.
Самодельные фрезы по дереву
Технология изготовления и рекомендации
Самодельная фреза имеет ограничения по материалам, которые могут быть обработаны с ее помощью. Изготовление фрез для собственных нужд, как правило, связано с работой со сталью мягких сортов. Именно поэтому такой самодельный инструмент способен достаточно эффективно резать дерево, но при обработке более твердых материалов быстро затупляется.
Для того чтобы изготовить свой фрезерный инструмент, мастера используют обрезки стальных прутков или арматуры. Если в качестве заготовки применяться арматура, то ее ребристую поверхность выравнивают при помощи токарного станка.
Схема самодельной фрезы
Технология изготовления самодельной фрезы по дереву из такой заготовки заключается в следующем:
- На той части цилиндрической заготовки, где будет формироваться режущая часть самодельного инструмента, срезается половина диаметра.

- Между частями заготовки с разными диаметрами формируется плавный переход.
- С обработанного участка заготовки снимается еще четверть диаметра, с необработанной частью прутка такой участок заготовки также соединяют плавным переходом.
- Обработанной части заготовки придается прямоугольная форма, для чего срезается ее нижняя часть. Толщина той части заготовки, на которой будет сформирована рабочая часть инструмента для обработки дерева, должна составлять 2–5 мм.

Для подрезки стержня можно приспособить болгарку и дрель, а формирование рабочей части выполнить на заточном станке
Самодельная фреза может быть использована для обработки дерева, при этом ее внутренний угол должен совпадать с центром вращения.
Чтобы фреза по дереву, изготовленная своими руками, могла быть использована для выполнения эффективной обработки, при ее изготовлении надо придерживаться следующих рекомендаций.
- Режущую кромку нужно затачивать под углом 7–10°. Если сделать ее более острой, то она будет слабо держать заточку и обладать низкими режущими свойствами.
- Для придания режущей части инструмента требуемой конфигурации используются надфили с алмазным напылением или угловые шлифовальные машинки с дисками, специально предназначенными для выполнения работ по металлу.
- Если самодельная фреза по дереву должна отличаться сложной конфигурацией, то допускается выполнять ее загиб или расплющивание.
 Если сделать ее более острой, то она будет слабо держать заточку и обладать низкими режущими свойствами.
Если сделать ее более острой, то она будет слабо держать заточку и обладать низкими режущими свойствами.Доводка режущей кромки производится алмазным диском, затем поверхность доводится шлифбумагой
При небольшой толщине режущей части фрезерный инструмент, сделанный своими руками, имеет достаточно невысокий рабочий ресурс. Чтобы несколько увеличить срок эксплуатации такой фрезы по дереву, угол на нижней части инструмента, расположенный напротив его режущей кромки, можно немного закруглить.
Самодельная фреза не может сразу справиться с большим объемом древесины, снимаемой с поверхности обрабатываемого изделия, поэтому обработку выполняют за несколько заходов.
Фрезы конусной конфигурации
Фрезы по дереву, рабочая часть которых имеет конусную конфигурацию, используются для обработки поверхностей сложного рельефа. В частности, при помощи таких фрез выполняется финишная обработка пазов в элементах мебельных конструкций. Для изготовления подобных фрез по дереву в производственных условиях применяются заготовки сложной формы, которые проблематично обрабатывать в домашних условиях. Такая фреза своими руками может быть изготовлена из сверла, рабочей части которого придается требуемая конфигурация.
За счет того, что самодельная фреза по дереву используется для обработки достаточно мягкого материала за несколько заходов, дополнительно упрочнять структуру материала, из которого изготовлен такой инструмент, нет необходимости.
Варианты изготовления конусных фрез
Типы самодельных фрез для обработки древесины
Конусные фрезы, обработка при помощи которых осуществляется на средних и высоких оборотах, используются для того, чтобы снимать лишний слой дерева с торцевых элементов заготовки. Оптимальным вариантом самостоятельного изготовления инструмента данного типа является фреза из сверла.Такая фреза из сверла изготавливается в домашних условиях следующим образом: инструмент обрезается ближе к его хвостовику (от половины до четверти его длины), затем каждая режущая кромка обрезанного сверла стачивается на величину 1/2 – 1/3 его диаметра. Если режущие кромки сточить на большую величину, то не только оголится его тело, но он также утратит свои режущие свойства. Восстановить своими руками режущие кромки самодельных фрез по дереву, которые имеют спиралевидную форму, сложно.
Оптимальным вариантом самостоятельного изготовления инструмента данного типа является фреза из сверла.Такая фреза из сверла изготавливается в домашних условиях следующим образом: инструмент обрезается ближе к его хвостовику (от половины до четверти его длины), затем каждая режущая кромка обрезанного сверла стачивается на величину 1/2 – 1/3 его диаметра. Если режущие кромки сточить на большую величину, то не только оголится его тело, но он также утратит свои режущие свойства. Восстановить своими руками режущие кромки самодельных фрез по дереву, которые имеют спиралевидную форму, сложно.
Из сверла можно делать фрезы с различными рабочими головками
Фреза по дереву торцевого типа может быть изготовлена и из тонкостенной трубки. Как сделать фрезу из такой заготовки? Следует придерживаться следующих рекомендаций.
- В качестве заготовки берется отрезок трубы, длина которого составляет 15–20 см.
- Со стороны будущей режущей кромки (на расстоянии 2–3 см от нее) с двух сторон трубы выполняются проточки овальной формы.
- Будущей режущей части фрезы по дереву придается конусная форма, ее стачивают под углом 2–3°.
- Зажав заготовку в тисках, на ее торцевой части выполняют крестообразный надрез, для чего используется угловая шлифовальная машина.
- Со стороны режущей части на заготовке прорезаются пазы – вплоть до овальных отверстий.

Самодельные трубчатые фрезы
Используя самодельную торцевую фрезу, изготовленную из тонкостенной трубки, можно создавать в изделиях из дерева глухие или сквозные отверстия. При этом внутреннюю поверхность глухих отверстий необходимо дорабатывать с помощью стамески.
Многих домашних мастеров интересует вопрос о том, как сделать конусную фрезу большого диаметра своими руками. Следует иметь в виду, что изготовить такой инструмент для обработки дерева непросто, для этого надо использовать специальные заготовки и сложное металлорежущее оборудование.
 youtube.com/embed/gjacGUCYuJE»/>
youtube.com/embed/gjacGUCYuJE»/>Винтовые или прямые режущие инструменты?
Производители изделий из дерева часто сталкиваются с дилеммой выбора режущего инструмента с прямой или винтовой кромкой. Как правило, режущий инструмент со спиральной кромкой стоит дороже на начальном этапе и в обслуживании; но производит поверхность более высокого качества, чем режущий инструмент с прямой кромкой. Спиральная фреза создает лучшую поверхность, перенаправляя и/или перераспределяя силы резания и напряжения, не обязательно уменьшая их. Прямая режущая кромка захватывает заготовку одновременно по всей ширине реза.Спиральная режущая кромка постепенно захватывает заготовку на всю ширину и постепенно отсоединяет заготовку. Результатом является снижение напряжения вдоль режущей кромки.
Термины «спираль» и «спираль» часто взаимозаменяемы, но они очень разные. Спираль огибает цилиндр постоянного радиуса и проецируется как окружность на плоскость, перпендикулярную/нормальную к оси цилиндра; тогда как спираль огибает конус с переменным радиусом и проецируется как плоская спиральная кривая на плоскость, перпендикулярную/нормальную к оси конуса. Прямые ребра проецируются в виде точек по окружности на плоскость, перпендикулярную оси их цилиндра. Эти определения полезны для понимания режущих действий различных типов фрез.
Прямые ребра проецируются в виде точек по окружности на плоскость, перпендикулярную оси их цилиндра. Эти определения полезны для понимания режущих действий различных типов фрез.
Ударное или постепенное зацепление
Прямые режущие кромки обычно сотрясают заготовку внезапной нагрузкой на зуб, что может вызвать вибрацию и привести к вибрации, неконтролируемому состоянию вибрации. Удар поверочной линейки также может вызвать чрезмерный шум, как это обычно бывает со строгальными и формовочными станками.
Постепенное зацепление винтовой режущей кромки снижает начальную ударную концентрацию напряжений. Постепенно вся длина режущей кромки входит в зацепление с заготовкой, а затем уменьшается до нуля, когда кромка (зуб) покидает заготовку. Находясь в заготовке, каждая точка винтовой кромки находится на разной глубине резания в заготовке.
Снижает вероятность появления дефектов обработки; особенно при обработке против неблагоприятных наклонов волокон. Направление и величина сил резания уменьшаются, что, в свою очередь, снижает напряжения, вызывающие неконтролируемое разрушение древесины, т.е.е. дефекты обработки древесины. Постепенное зацепление и отсоединение спиральной кромки также снижает шум, связанный с первоначальным внезапным ударом линейки о заготовку.
Направление и величина сил резания уменьшаются, что, в свою очередь, снижает напряжения, вызывающие неконтролируемое разрушение древесины, т.е.е. дефекты обработки древесины. Постепенное зацепление и отсоединение спиральной кромки также снижает шум, связанный с первоначальным внезапным ударом линейки о заготовку.
Силы, действующие на заготовку
Инструмент с прямой кромкой имеет горизонтальную и вертикальную составляющие силы, действующие на заготовку относительно направления подачи. Винтовая фреза имеет осевой компонент, параллельный оси фрезы и перпендикулярный направлению подачи. Точно так же на инструмент действуют равные и противоположные силы вдоль траектории движения инструмента.
Дополнительный осевой компонент обеспечивает механическое преимущество винтовой фрезы. Хотя направление и величина сил изменяются по траектории движения инструмента при периферийном фрезеровании по мере увеличения спирали; осевая сила увеличивается, радиальная сила остается постоянной, а тангенциальная сила уменьшается.
При обработке древесины все преимущества, как правило, незаметны для спирали менее 10 градусов для режущих головок меньшего диаметра, таких как фрезы, и менее 20 градусов для режущих головок большего диаметра, таких как строгальные головки.Кроме того, для предотвращения бокового перемещения заготовки требуется надлежащий зажим, прижим или трение между механизмом подачи и заготовкой.
Осевой компонент позволил разработать компрессионную фрезу, поскольку противоположные спирали на одном и том же валу нейтрализуют (уравновешивают) осевой компонент и минимизируют влияние на глубину резания. Следовательно, можно свести к минимуму сколы или разрывы кромок на ламинированных или неламинированных панелях. Кроме того, может быть желательна одна спираль, которая поднимает или давит на заготовку.Подъемное действие может помочь удалить стружку из зоны резания; в то время как прижимное действие может помочь удерживать заготовку и уменьшить отрыв верхней кромки.
Передние углы винтовых фрез
Косой передний угол, измеренный в плоскости, перпендикулярной к режущей кромке, меньше, чем радикальный передний угол (а), измеренный в плоскости, перпендикулярной оси фрезы. Сход стружки примерно перпендикулярен наклонной режущей кромке; следовательно, косой передний угол (w) в этой плоскости следует учитывать при выборе инструмента.Простое тригонометрическое соотношение между косым (w) и радиальным (a) передним углом:
Сход стружки примерно перпендикулярен наклонной режущей кромке; следовательно, косой передний угол (w) в этой плоскости следует учитывать при выборе инструмента.Простое тригонометрическое соотношение между косым (w) и радиальным (a) передним углом:
tan w = tan r cos a
Где:
w = косой передний угол в плоскости, перпендикулярной к режущей кромке, в градусах.
r = радиальный передний угол в плоскости, перпендикулярной оси фрезы, град.
а = угол винтовой линии, градусы.
Передние углы (w) и (r) равны только тогда, когда угол подъема (a) равен нулю, т. е. прямой край. Отличным источником по фрезерованию является «Трактат о фрезерных и фрезерных станках», 1951, Cincinnati Milling Machine Co., 910 стр. Цинциннати, Огайо, который, к сожалению, больше не издается, но может быть доступен в некоторых библиотеках.
Как и во всех процессах фрезерования, следует выбирать и поддерживать умеренную геометрию инструмента. Спирали, как правило, дороже на начальном этапе и в обслуживании, но обычно обеспечивают более высокое качество краев и поверхностей.
Иногда спиральные режущие кромки ограничиваются меньшими передними углами. Аналогичным образом, радиальный передний угол увеличивается по мере увеличения угла наклона спирали и уменьшения заднего угла.Обеспечение достаточного зазора является еще одним важным фактором при выборе инструмента. Оптимальные параметры обработки, такие как скорость подачи, об/мин и т. д., также необходимы для соответствия фрезе.
Использование различных источников аналогичных фрез и ведение точной истории износа инструмента имеет первостепенное значение; часто существует широкое невидимое разнообразие в производстве инструментов, обслуживании и материалах. Как и в любой ситуации обработки, их можно оптимизировать.
Применение: Деревообработка
Что такое глубинные кольца и какие инструменты могут их иметь?
Кольца регулировки глубины представляют собой пластиковые кольца, которые надежно прижимаются к 1/8 дюйма.хвостовик сверла, концевой фрезы, фрезы или аналогичной фрезы. Там есть
за добавление колец плата не взимается, но пользователь должен убедиться, что его оборудование совместимо с его использованием.
Там есть
за добавление колец плата не взимается, но пользователь должен убедиться, что его оборудование совместимо с его использованием.
Большинство битов PreciseBits с хвостовиком 1/8 дюйма доступны с кольцами для регулировки глубины или без них. Биты, которые не могут иметь кольца:
- Концевые фрезы меньше 0,005 дюйма (0,127 мм)
- Хвостовики длиннее 1,50 дюйма OAL
- Глубина резания или шейки длиннее 0.50 дюймов
- Прорезные фрезы SRD (MM5D8)
Как они работают и зачем они мне?
Сторона хвостовика кольца (верхняя сторона на рисунке справа) расположена точно ( d ±0,004 дюйма)
относительно кончика инструмента. Если сторона хвостовика кольца прижата к цанге, когда инструмент нагружен, кончик биты будет находиться на известном расстоянии.
( d ) с лицевой стороны цанги.Зная это расстояние, программист может погрузить инструмент, будучи уверенным, что
глубина резания будет ожидаемой и останется неизменной независимо от того, сколько раз менялся инструмент. Если все инструменты в журнале программиста
оснащены кольцами для регулировки глубины, устройство автоматической смены инструмента может загружать и выгружать инструменты, кончик каждого из которых находится на одинаковом расстоянии от торца цанги.
Если все инструменты в журнале программиста
оснащены кольцами для регулировки глубины, устройство автоматической смены инструмента может загружать и выгружать инструменты, кончик каждого из которых находится на одинаковом расстоянии от торца цанги.
Это особенно полезно для микроинструментов, когда «касание» на какой-либо эталонной поверхности для калибровки высоты инструмента может повредить или сломать кончик инструмента.Кольца также находят широкое применение при вырезании карманов инкрустации, когда фрезы относительно большого диаметра используются для «выемки» основных форм с последующей чистовой обработкой гораздо меньшего диаметра. насадки, очищающие края, заостряющие углы и добавляющие мелкие детали готовой детали.
LPKF и T-Tech
Наиболее распространенное значение для d составляет 0,800 дюйма (отраслевой стандарт). Однако с появлением механически
при травлении печатных плат в середине 1970-х годов был введен новый стандарт для инструментов специального назначения, разработанных для этого приложения.
Сегодня этому специальному стандарту соответствуют только машины производства LPKF и T-Tech. Системы от AccurateCNC, MITS, Sun и EverPrecision совместимы с оригинальными Промышленная стандартная глубина 0,800 дюйма
Примечание. Пользователи LPKF и T-Tech должны указать марку и номер модели своих фрезерных станков с ЧПУ, чтобы убедиться, что кольца установлены правильно!В чем разница между левыми и правыми концевыми фрезами?
Фреза является наиболее важным инструментом станков с ЧПУ.Существует множество видов фрез, которые мы используем в повседневной жизни, и концевые фрезы являются наиболее распространенными. Концевые фрезы можно разделить на левосторонние и правосторонние фрезы. Вы до сих пор не представляете себе, как фреза поворачивается влево и вправо? Как поставщик металлорежущего инструмента, UKO специализируется на производстве твердосплавных пластин с ЧПУ, металлокерамических пластин с ЧПУ, концевых фрез и т. д. Сегодня мы собираемся обсудить разницу между левосторонней и правосторонней концевой фрезой.
Как оценить левостороннюю и правостороннюю концевую фрезу?
Чтобы определить, является ли фреза левосторонним или правосторонним, мы можем использовать следующие методы.Ставим край фрезы вертикально вверх. Если направление подъема режущей кромки низкое влево и высокое вправо, то есть слева направо, это правосторонняя фреза. Мы можем сжимать кулаки и вытягивать большие пальцы. Направление подъема канавки режущей кромки такое же, как у большого пальца правой руки, а это означает, что если канавка режущей кромки поднимается снизу справа вверх влево, это левое вращение.
Схематическая диаграмма, как различать левое и правое вращение концевой фрезыМы видим, что при вращении винта, если его заставить не «вкручиваться», гайка войдет.По сравнению с фрезой, это резка металлического мусора. Следовательно, когда направление вращения фрезы не изменяется, направление удаления стружки левой и правой фрезы будет разным.
При фрезеровании направление вращения левой фрезы должно совпадать с направлением вращения правой фрезы, чтобы можно было изменить направление удаления стружки. Для изменения направления удаления стружки направление режущей кромки левосторонней фрезы должно быть таким же, как и у правосторонней фрезы, т. е. «правостороннее резание», т. е. можно сказать, что режим удаления стружки правосторонней фрезой противоположен режиму левосторонней фрезы.
Для изменения направления удаления стружки направление режущей кромки левосторонней фрезы должно быть таким же, как и у правосторонней фрезы, т. е. «правостороннее резание», т. е. можно сказать, что режим удаления стружки правосторонней фрезой противоположен режиму левосторонней фрезы.
| Пункт 0 | Пункт | End Flant Mill | Left-Ware End Mill 9019 |
| Форма | Правый Helix | Левая спираль | |
| Направление вращения | по часовой стрелке | ||
| Направление корма инструмента | на левую сторону | на правую сторону | на правую сторону |
| Приложение | Общее измельчение | Высокоточные требования к обработке чипа Удаление |
Применение левосторонней фрезы
Как правило, левосторонняя фреза представляет собой инструмент, который может быть выбран только для высокоточных требований обработки по удалению стружки, таких как панель переключения пленки, обработка ключей мобильного телефона, акриловой линзы и ЖК-панели. Но есть некоторые высокие требования, особенно некоторые кнопки мобильного телефона или обработка электрических панелей, высокие требования к отделке также очень высоки, вам нужно выбрать левостороннюю фрезу с удалением стружки.
Но есть некоторые высокие требования, особенно некоторые кнопки мобильного телефона или обработка электрических панелей, высокие требования к отделке также очень высоки, вам нужно выбрать левостороннюю фрезу с удалением стружки.
Каковы преимущества удаления стружки под левой фрезой? Таким образом, поверхность заготовки не очищается. Усилие резания сильное, заготовку не поднять, заготовку нелегко сдвинуть. Нижнее удаление стружки также позволяет избежать явления побеления лезвия ножа и пропуска кромки обработанных деталей.
Применение правосторонней фрезы
Во всей обрабатывающей промышленности для обработки обычно используется правосторонний инструмент. Клиенты UKO, будь то отечественные или зарубежные, покупают большую часть правого режущего инструмента. Для фрезы канавка корпуса инструмента определяет направление выброса режущего остатка. Однако, если детали изготовлены из прецизионных деталей и внизу имеется пространство для удаления стружки, рекомендуется использовать левостороннюю фрезу. Левосторонняя фреза имеет определенные преимущества при обработке прецизионных деталей с особыми требованиями.
Левосторонняя фреза имеет определенные преимущества при обработке прецизионных деталей с особыми требованиями.
По поводу левого и правого вращения концевой фрезы, если у вас есть другие мнения, поделитесь с UKO. Если у вас есть спрос на концевые фрезы, вы также можете связаться с нами в любое время. Мы производим не только концевые фрезы из твердого сплава, но и концевые фрезы из быстрорежущей стали. Кроме того, наши твердосплавные фрезерные вставки имеют хорошие отзывы клиентов, добро пожаловать на запрос.
Отбраковка хвостовика фрезы# деревообрабатывающий инструмент (sanhomt)
Не размещать заказ автоматически, свяжитесь с менеджером по продажам для получения дополнительных скидок
Свяжитесь со мной
Производитель: SANHOMT Woodworking Tools Co., ООО
Адрес: Шунде, Город Фошань, Гуандун провинция, Китай (528300)
WhatsApp: +8613392270290
Wechat: +8613392270290
E-mail: [email protected]
Контакт: Овен, WU
Бренды: sanhomt, yongjili, SHT, YJL. деревообрабатывающего инструмента, алмазный инструмент, твердосплавный инструмент, в том числе: алмазные фрезы, инструменты для гравировки PCD, фрезы из сплавов, спиральные фрезы, шпиндели, шипорезные фрезы, фрезерные станки с ЧПУ, рядовые сверла, строгальные станки, алмазные пилы, пильные диски из сплава, лента из сплава пилы и другие различные инструменты.Он широко используется в деревообрабатывающем оборудовании, производстве мебели, рекламном оформлении, алюминиевых профилях, изделиях ручной работы, акриле и других областях производства.
деревообрабатывающего инструмента, алмазный инструмент, твердосплавный инструмент, в том числе: алмазные фрезы, инструменты для гравировки PCD, фрезы из сплавов, спиральные фрезы, шпиндели, шипорезные фрезы, фрезерные станки с ЧПУ, рядовые сверла, строгальные станки, алмазные пилы, пильные диски из сплава, лента из сплава пилы и другие различные инструменты.Он широко используется в деревообрабатывающем оборудовании, производстве мебели, рекламном оформлении, алюминиевых профилях, изделиях ручной работы, акриле и других областях производства.
Услуги: OEM, ODM, OEM могут быть настроены.
MOQ: 1 шт. алипай; Western Union; Кредитные карты;
Преимущества: возможна нестандартная кастомизация.
Доставка: Обычно мы предлагаем вам наиболее разумный способ доставки в зависимости от вашей страны, хороших типов, веса и требуемого времени доставки.
Мы будем признательны, если вы напишите нам детали вашего заказа, страны, морского порта/воздушного порта, прежде чем отправить нам запрос. Таким образом, мы можем предложить вам лучшую и наиболее точную цену.
Таким образом, мы можем предложить вам лучшую и наиболее точную цену.
Дата поставки: 7 дней после подтверждения заказа
Упаковка: в деревянном ящике или в любой другой упаковке по вашему запросу ,Твердосплавный формовочный нож;5,Фрезерная насадка с ЧПУ;6,Фрезерная насадка ARDEN;7,Фрезерная насадка на заказ;8,Спиральная режущая головка;9,Кромкооблицовочный станок;10,Шиповые станки;11,711 Дисковая пила;12,Пила лезвие;13,Дрель;14,Шлифовальный круг
Токарные инструменты с ЧПУ Токарные станки по дереву Ножи для продажи
Токарные станки с ЧПУ Токарные ножи по дереву на продажу
Токарный станок с ЧПУ по дереву и копировальный токарный станок с ЧПУ широко используются в деревообрабатывающей промышленности в эти годы.Долговечный токарный инструмент по дереву очень помогает в производстве, повышает эффективность и снижает стоимость, а также намного безопаснее.
RicoCNC уже более 8 лет специализируется на токарных станках с ЧПУ и поддерживает производителей токарных станков с ЧПУ и токарных станков по дереву превосходными токарными ножами по дереву. И становится известным брендом на рынке токарных станков с ЧПУ.
Есть в основном 4 типа Вудрючные резцы для станок ЧПУ или скопированные станки токарные станки:
| 0 | RC-V карбид из карбида 2 | RC-X карбид дерева поворота с ЧПУ | 3 в 1 из 1 легированной стали CNC Woodturning Cutters | HSS V нож для резки токарного станка |
модели | RC-V20R0.75 (20*20*150 мм, R0,75) | RC-X20R0.9 (20*20*150 мм, R0.9) | 25 * 25 * 200 мм R0.59 | 10x10x200mm, R0,5 12x12x200mm, R0.5 14x14x200mm, R0.5 16x16x200mm, R0.5916x200mm, R0.5 18x18x200mm, R0.59 9000mm, R0.5200mm, R0.52 22x22x200mm, R0.5 20x20x300mm, R0.5 9000 мм, R0.5 25x25x300mm, R0.5 |
Технические характеристики | 1, Держатель ножа: 40cr Сталь, Размер 20 * 20 * 150 мм или 25 * 25 * 150 мм 9000 мм или 25 * 25 * 150 мм 2, Нож Blade: Высококачественный твердый карбид Длина: 40 мм или 28 мм 3, угол резания: 17 градусов 4, радиус кончика лезвия: 0. 5, Толщина лезвия: 13 мм 6, Твердость лезвия: 91–91,5 HRC | 1, Токарное лезвие: с твердосплавным наконечником | 1, державка ножа: инструментальная сталь 2, лезвие ножа: легированная сталь 3, размер: 25*25*200 мм 4, лезвие | 1, 2 в 1, одно лезвие с зажимом для крепления. |
1, супер износостойкие 2, высокая точность 3, Простота установки и замены режущей головки | 1, Легкость заточки 2, Блестящее острое лезвие 3, Несколько комбинаций установки 4, Разумный угол резания, более удобное удаление стружки 5 , Доступный, экономичный и рентабельный. | 1, сверхтвердое лезвие ножа 2, длина лезвия 200 мм, можно затачивать и использовать в течение длительного времени 3, быстрое и легкое шлифование | 1, все тело изготовлено из быстрорежущей стали, высокой жесткости 2, имеют небольшой размер на выбор 3, широко используются с копировальным токарным станком с ЧПУ 4, сверхтвердые HSS для длительного использования. |
 75 (25*25*150 мм, R0,75)
75 (25*25*150 мм, R0,75)  75 мм или 1 мм или 1,5 мм
75 мм или 1 мм или 1,5 мм
Ножи токарные твердосплавные широко применяются для токарной обработки твердой и полутвердой древесины, а также для чистовой резки; Токарные ножи
3 в 1 и HSS широко используются для токарной обработки мягкой и полутвердой древесины, а также для грубой резки и копировальной токарной обработки.
Пожалуйста, выберите подходящую модель.
Кроме того, RicoCNC является оригинальным поставщиком твердосплавных токарных инструментов FWCD на китайском рынке для следующих моделей:
FWCD-R1. 5
5
FWCD-R1
FWCD-R0.75
FWCD*L40*R1.5
FWCD*L40 *R1
FWCD*L40*R0.75
FWCD*L28*R1.5
FWCD*L28*R1
FWCD*L28*R0.75
FWCD-X
как красный дуб, бук, гевея, арбор, сапеле, тоона цилиата роем, айлантус альтиссима, секта.Leuce, Cupressus funebris Endl, береза, лиственная древесина, клен, африканский падук, китайский самшит, сосна, сосна монтерейная, сосна лучистая, персиковое дерево, Juglans regia, научное дерево, ясень, Tectona grandis LF, бамбук, черный палисандр и т. д. Резак для лестниц , лестничные балясины, лестничные стойки, ножки обеденного стола, ножки торцевого стола, ножки стола дивана, ножки барного стула, ножки стула, подлокотники стула, носилки стула, ножки дивана, поручни кровати, фонарные столбы, бейсбольная бита и т. д.
Наши токарные станки с ЧПУ по дереву широко используются с автоматическим ЧПУ, ЧПУ cosen, Intorex, Unique CNC, StyleCNC, Laguna, автоматическим ЧПУ, Intorex, AccTek и т. д., а также со всеми токарными станками с ЧПУ китайского производства.