Фреза для выборки паза – Фрезы по дереву — назначение, классификация, советы по выбору фрез
Фрезы по дереву — назначение, классификация, советы по выбору фрез
Приобретая ручной фрезер для своей домашней мастерской, счастливый обладатель такой обновки получает в свое распоряжение очень функциональный инструмент, который способен вывести обработку деревянных деталей на совершенно иной уровень качества. Ни один другой «представитель» деревообрабатывающий техники бытового класса не имеет столь широких возможностей. В умелых руках ручной фрезер полностью оправдывает название универсального, многофункционального инструмента, открывающего широчайшие горизонты творчества.
 Фрезы по дереву
Фрезы по деревуНо действительно многофункциональным этот инструмент станет только в том случае, если к нему приобретена необходимая оснастка. И в первую очередь это, конечно – фрезы по дереву. Они представлены в продаже в очень широком разнообразии, и начинающему мастеру необходимо научиться ориентироваться в нем и выбирать нужную фрезу для того или иного вида работ.
Сразу оговоримся: рассказать обо всех типах фрез в масштабе одной публикации – попросту невозможно. Да, наверное, и не нужно, так как с приходом опыта работы у постоянно совершенствующегося мастера сложится полное понимание в этом вопросе. Так что предлагаемая вниманию публикация – только лишь для «старта» на этом поприще.
Общие сведения о фрезах
Фреза – это главный сменный элемент оснастки любого фрезера. По сути – она и является тем режущим инструментом, которым осуществляется обработка деревянной детали. Именно от качества фрезы в большей мере зависит и качество получаемого в итоге изделия.
Принцип строения фрез
Разнообразие фрез по их «геометрии», а стало быть и по предназначению – чрезвычайно широкое. Но в любом случае, если рассматривать эти комплектующие именно для ручного фрезера, сохраняется общий принцип их конструкции.
 Общее строение фрез по дереву для ручного фрезера
Общее строение фрез по дереву для ручного фрезераПо сути, обязательных основных элементов конструкции — всего два.
Прежде всего, это хвостовик (поз. 1), который зажимается в патроне фрезера и через который, соответственно, передается вращающий момент.
Рабочая область или головка (поз. 2) – та в которой расположены лезвия (ножи, резаки — их по-разному называют в различных источниках). Режущая кромка может быть прямой или же иметь весьма замысловатую конфигурацию, что и предопределяет возможности конкретной фрезы.
Про разнообразие конфигураций режущих головок фрез в основном-то и пойдет речь ниже – это основной критерий выбора.
Наконец, на фрезе могут быть дополнительные элементы (на данной иллюстрации это опорный подшипник — поз. 3), или упрощающие выполнение фрезеровальных работ, или расширяющие возможности фрезы. Например, подшипники очень помогают при изготовлении или обработке деревянных деталей по имеющимся шаблонам – получается в буквальном смысле слова копирование контуров. Кроме подшипников, это могут быть стопорные муфты, калибровочные втулки или шайбы, винты, позволяющие перебрать разборную фрезу и разместить ее режущие детали в нужной последовательности.
Цены на набор фрез «Bosch»
набор фрез «Bosch»
Размеры хвостовиков фрез
Хвостовики фрезы характеризуются двумя размерами – диаметром и длиной.
Длина во многом зависит от предназначения фрезы. Но порой случаются ситуации, когда при выборе, например, глубоких пазов, длины становится недостаточно. С аналогичной проблемой можно столкнуться и в том случае, если ручной фрезер устанавливается под специальным фрезерным столом, и толщина столешницы также «съедает» некоторую часть длины хвостовика.
 Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.
Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.Это один из моментов, которые следует держать в уме при выборе
Второй параметр хвостовика – это его диаметр. Естественно, он подбирается по патрону имеющегося или приобретаемого фрезера.
Здесь есть важный нюанс. Дело в том, что в продаже могут встретиться как сам инструмент, так и фрезы дюймового и метрического стандарта. Например, в метрическом исчислении это может быть 6; 8; или 12 мм. В дюймовом же приняты два размера ¼ и ½ дюйма. Если перевести это в миллиметры, то получается 6,35 и 12,7. Вроде бы совсем рядышком…
Но именно, что «вроде бы». На фрезерах устанавливается цанговый патрон, который, в отличие, например, от патрона дрели, не терпит «вольностей» с диаметрами. И фреза с полудюймовым хвостовиком способна намертво заклиниться в 12-мм патроне, да так, что придется прибегать каким-то крайним мерам. И наоборот – 12 мм фреза может фиксироваться в патроне на ½ дюйма ненадежно, что крайне опасно, так как есть вероятность получить очень серьёзную травму.
 Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!
Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!Разница между диаметром 6 мм и ¼ дюйма – не столь значительна. Но и в этом случае лучше все же не рисковать, а приобретать то, что прописано в паспорте фрезера.
Не стоит поддаваться на уговоры продавцов – мол, все так делают, и ничего страшного, «приляжется» и т.п. При таком попустительстве имеется вероятность просто угробить свой инструмент, если не случится худшего.
Как быть, если требуется или более длинный хвостовик, или фреза определенной конфигурации, но под цангу другого диаметра, а в ассортименте магазина таковых нет? Иногда в этом плане помогают переходники-удлинители. Они сами имеют хвостовик определенного размера, а на конце – цанговый патрон. Так что можно приобрести подобную оснастку для разных переходов диаметров, которая при необходимости выручит в обоих случаях.
 С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.
С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.
Выбор ручного фрезера – задача ответственная!
Если решено обзавестись этим очень полезным электроинструментом, чтобы самостоятельно или под чьим-то руководством освоить технологию фрезерной обработки деревянных деталей, следует хотя бы в общих чертах представлять устройство ручного фрезера и критерии его оценки при покупке. Подробнее об этих вопросах читайте в специальной публикации нашего портала «Какой ручной фрезер по дереву выбрать».
 Выбор ручного фрезера – задача ответственная!
Выбор ручного фрезера – задача ответственная!Различия по принципу строения режущей части
Даже если пока отставить в сторону конфигурацию режущей головки, можно заметить возможные отличия по самому принципу конструкции.Цены на набор фрез «FIT»
набор фрез «FIT»
- Наиболее распространенными являются сборные фрезы. Суть их конструкции заключается в том, что в процессе производства вначале изготавливается болванка фрезы с хвостовиком. А затем в нужных местах к ней крепятся металлические режущие кромки. Соединение производится по технологии пайки с использованием специальных тугоплавких припоев.
 Хорошо заметно, что режущие кромки напаяны на головки фрез
Хорошо заметно, что режущие кромки напаяны на головки фрезТакая технология хорошо освоена, и поэтому подобные фрезы встречаются чаще всего. Правда, иногда именно узел паяного соединения становится «слабым звеном» — это случается на недорогих моделях или на фрезах и вовсе не известного происхождения. За качество пайки кромок у моделей ведущих брендов обычно переживать не приходится.
- В последнее время набирают популярность фрезы со сменными лезвиями. Режущая кромка у них крепится на болванке одним или несколькими винтами.
 Примеры фрез по дереву со сменными ножами
Примеры фрез по дереву со сменными ножамиТакие лезвия при необходимости несложно демонтировать, чтобы выполнить заточку или сменить на новые. Стоимость новых, безусловно, в любом случае будет ниже стоимости целой фрезы аналогичного качества. Но до полной замены еще, как говорится, «дожить надо». Дело в том, что такие лезвия, как правило, имеют двухстороннюю заточку, а некоторые (как, например, показано на иллюстрации выше в левом ее фрагменте) — даже четырёхстороннюю. То есть если режущие кромки притупились, можно пока не тратить время на их заточку, а просто, сняв крепежные винты, перевернуть лезвия другой стороной наружу и продолжать работу.
Безусловно, стоимость подобных фрез довольно большая, но это вполне оправдывается удобством и длительным сроком их эксплуатации. Поэтому все большее количество мастеров профессионального класса переходит именно на такую оснастку.
- Третий тип – это монолитные фрезы. У них режущая кромка сформирована отточенными выступами на самой болванке, примерно так, как это делается на обычных сверлах.
 Фрезы монолитного типа
Фрезы монолитного типаУ таких фрез практически полностью исключается вероятность отрыва режущей кромки от «тела», что, конечно, является неоспоримым достоинством. Однако, такие лезвия сложнее затачивать, а кроме того, по мере заточки их геометрия постепенно изменяется, что сокращает срок эксплуатации. И приходится выбрасывать всю фрезу полностью.
- Отдельно можно выделить насадные (или наборные) фрезы. У них режущие детали не соединяются намертво с хвостовиком – предоставляется возможность их снять и установить в необходимой последовательности, с чередованием разделительных шайб, муфт или подшипников. Тем самым изменяется и «геометрия» обработки деревянной детали или количество и взаимное расположение одновременно выбираемых пазов.
 Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфт
Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфтВпрочем, это уже в большей степени оснастка для мастеров-профессионалов. Новичку же будет благоразумнее начинать освоение технологии фрезерования с обычных наиболее распространённых сборных фрез с напаянной режущей кромкой.
Различия по материалу и способу заточки режущей кромки
При выборе фрез обращают внимание и на материал самой режущей кромки. Здесь можно встретить два основных варианта.
- Лезвия из быстрорежущей стали, обычно обозначаются аббревиатурой HSS (от английского «High Speed Steel» – дословно «высоко-скоростная сталь»). Это – отличное решение для обработки мягких пород дерева. Как уже понятно даже из названия, такие фрезы обычно используются на высоких оборотах фрезера – именно в таких условиях они показывают свои преимущества, давая очень чистую обработку.
Правда, и затупить подобные кромки – много труда не надо. При встрече с твердой средой они быстро перегреваются, утрачивают свои качества и требуют правки.
- Если же предстоит обрабатывать древесину твердых пород или плотные композитные материалы на ее основе, то предпочтение следует отдавать фрезам с твердосплавными напайками. Принятое обозначение такой оснастки – НМ. В качестве материала для кромок чащ всего используется карбид вольфрама, известный своей прочностью. Но это не означает, что такие фрезы – вечные. Нет, и они тупятся, и так же требуют периодической правки. Просто с их помощью вполне можно обрабатывать очень плотную древесину, но уже на более низких оборотах фрезера.
А вот для мягких пород это, пожалуй, и не самый лучший вариант, так как, по идее, идеальной чистоты обработки с ними добиться бывает довольно сложно. Впрочем, во многом это зависит от качества режущих кромок – в этом вопросе тоже немалый разброс. Твердые сплавы могут серьезно различаться зернистостью: чем она меньше — тем качественнее и долговечнее получается режущий инструмент. Так что качество поверхности после прохода НМ-кромками изделий ведущих производителей бывает ничуть не хуже, чем после быстрорежущих. И по сути – такие твердосплавные фрезы являются универсальной оснасткой для любых пород древесины.
 На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.
На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.Могут быть различия и по конфигурации режущей кромки относительно оси вращения фрезы.
- По большей части встречаются фрезы, у которых режущий край лезвий расположен вертикально или, если это фигурная фреза, в одной плоскости с осью вращения. То есть в боковой проекции все равно становится вертикальным.
 Характерные примеры фрез с вертикальным расположением режущих кромок.
Характерные примеры фрез с вертикальным расположением режущих кромок.Следует заметить, что такие кромки — наиболее непродуктивные и быстро изнашивающиеся. По сути – они работают на скол тонкого слоя древесины, поэтому вскорости на них появляются зазубрины, которые ухудшают качество обработки деталей.
Но зато такие фрезы обладают сравнительно невысокой стоимостью, и проще других поддаются правке и заточке (до определенных пределов, конечно).
Цены на набор фрез «Зубр»
набор фрез «Зубр»
- Более совершенными являются фрезы, режущие кромки у которых расположены под углом к оси вращения. Они уже по большей части работают именно как ножи, обеспечивают не скол, а аккуратный срез волокон древесины и, соответственно, повышенное качество обработки заготовок.
 Фрезы с наклонно расположенными режущими кромками
Фрезы с наклонно расположенными режущими кромкамиТакие фрезы, безусловно, стоят дороже, но и «моторесурс» у качественных изделий подобного типа уже значительно больше. То есть требовать заточки или даже полной замены лезвие будет реже.
- Режущая кромка может иметь и спиральную конфигурацию, так, как это обычно делается на обычных сверлах. Но, в отличие от них, рабочей частью фрезы является не только торцевая заточка, но и вся кромка на ее протяжении снизу доверху.
 Фрезы со спиральной режущей кромкой.
Фрезы со спиральной режущей кромкой.Может иметься разница и по типу заточки режущей кромки – применяется прямая угловая, трапециевидная или радиальная заточки. Но в эти «дебри» новичку пока еще лезть рано, и понимание такого вопроса приходит лишь с достаточным опытом работы по фрезерованию, при выходе на качественно другой уровень мастерства.
Типы фрез по способу обработки материала
Переходим, наконец, к рассмотрению разнообразия фрез, позволяющего подобрать оснастку для тех или иных видов работ с деревянными заготовками.
Концевые фрезы
Такие фрезы можно, в принципе, отнести и просто к пазовым, но их выделяют на общем фоне за схожесть с обычным сверлом. По сути, о них только что рассказывалось, когда речь шла об оснастке со спиральным расположением режущих кромок. И иллюстрация, хорошо показывающая строение таких фрез, уже размещена выше.
Концевые фрезы имеют отличающуюся от обычного сверла заточку торцевой части, но это не мешает им хорошо вертикально погружаться в обрабатываемый материал. А отверстие, получаемое с их помощью, получает практически ровное дно.
 Пример концевых фрез и их возможностей
Пример концевых фрез и их возможностейНо сверление отверстий – это всего лишь одна из функций концевых фрез, обладающих немалой универсальностью. Спиральные кромки обеспечивают качественную выборку материала и при горизонтальном перемещении инструмента. В итоге это позволяет вырезать пазы, например, под установку замков, под пазо-шиповое соединение деталей, выбирать четверти, производить обработку торцов заготовок и т.п.
Одним словом, концевые фрезы в умелых руках становятся вполне многофункциональной оснасткой. Кстати, многие из них нередко применяются, в отсутствие ручного фрезера, и с электрической дрелью – например, при вырезании пазов под замки.
С некоторой долей условности к концевым относят и так называемые бор-фрезы, которые часто именуют шарошками. Это – довольно своеобразная оснастка, резко отличающаяся внешне от других насадок.
 Бор-фрезы или шарошки
Бор-фрезы или шарошкиС помощью шарошечных фрез можно придавать отверстиям или краям вырезанных пазов определенную конфигурацию, проводить их доводку. Используют их и для декоративного оформления плоскостей – для своеобразной «гравировке» по древесине.
Пазовые фрезы
Функциональность понятна из названия. Такими фрезами обычно выбираются пазы различного предназначения, как для создания соединительных узлов деталей, так и для, например, декоративного оформления изделий.
Пазы могут выбираться как от края детали к ее середине, так и в любом месте на плоскости – заточка большинства пазовых фрез позволяет проводить вертикальное погружение режущей части в материал (хотя, в отличие от концевых, эта функция не является превалирующей).
Всю многочисленную группу пазовых фрез можно разделить на несколько подгрупп
Пазовые прямые, галтельные и галтельные V-образные
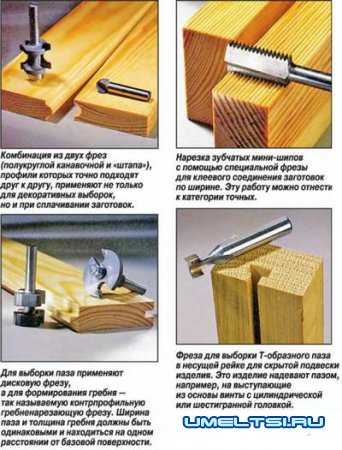
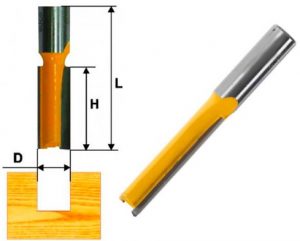 | Одна из простейших фрез – пазовая прямая. Нередко в обиходе ее именуют «пальчиковой». По выборке схожа с погружными концевыми фрезами цилиндрической формы. После прохода образует паз установленной ширины с перпендикулярным расположением стенок и дна. Может различаться шириной выбираемого паза и глубиной выборки (длиной рабочей части фрезы). При необходимости ширину паза можно увеличивать дополнительными проходами со смещением инструмента на нужное расстояние. |
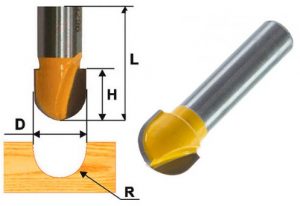 | Пазовая галтельная фреза выбирает канавку с округлым дном (галтель). В зависимости от глубины погружения, стенки паза могут представлять собой дугу вплоть до 180 градусов, либо вначале иметь перпендикулярный поверхности участок с последующим закруглением. Фреза часто используется для декоративного оформления изделий. |
 | Галтельная V-образная. В отличие от обычной галтельной, имеет заострённый наконечник и выбирает паз с направленным вниз углом, по типу латинской буквы V. По применению схожа с рассмотренной выше. Ширина паза и величина угла в вершине может быть различной. |
Пазовые конструкционные
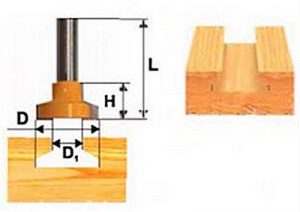
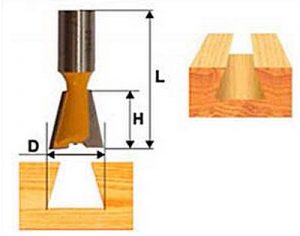 | Фреза для выборки паза типа «ласточкин хвост» — одного из самых надежных соединений деревянных деталей. |
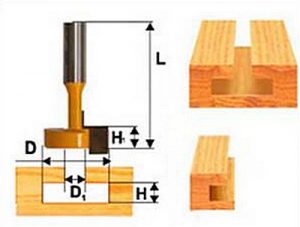 | Фреза для выборки Т-образного паза, нередко применяемого в том числе и в качестве направляющей для перемещения подвижных деталей. Может также использоваться для вырезки срытых петель для навешивания изделий на стену. |
 | Фреза, схожая с предыдущей, но выбирающая скрытый паз трапециевидной формы. |
Пазовые фасонные
Эти фрезы представлены в большом разнообразии – они позволяют выбирать разы сложной симметричной формы. Кроме того, ими можно при необходимости проводить и обработку торцевых кромок заготовки.
Очень часто, если эти фрезы используются для декорирования поверхностей, то их пускают в ход после прохода прямой пазовой фрезой. Так как иначе на режущие кромки выпадает слишком высокая нагрузка, приводящая к быстрому выходу из строя.
Образцы распространенных фасонных фазовых фрез показаны в таблице:
Кромочные фрезы
Это – очень многочисленная группа, которую тоже можно с некоторой долей условности разделить на несколько подгрупп. Отличительная черта большинство кромочных фрез – наличие опорных подшипников. Это позволяет производить обработку торцевых сторон заготовок не только с и использованием направляющих фрезерного стола, но и с применением шаблонов, в том числе – сложной криволинейной формы.
Кромочные прямые
Фрезы предназначены для получения ровных кромок, перпендикулярных плоскостям заготовки. Опорный подшипник может располагаться снизу или сверху. Диаметр подшипника бывает равным диаметру фрезы, но применяются и другие, большего или меньшего размера, что даже несколько расширяет возможности оснастки, например, для пропорционального увеличения или уменьшения деталей относительно шаблона.
Кромочные калевочные
Фрезы позволяют придать торцевым сторонам заготовки выпуклую или, наоборот, вогнутую округлую или волнистую форму различной конфигурации. Широко используются для чистовой обработки заготовок для придания им декоративных качеств. Могут применяться и для созданий сложных художественных орнаментов.
К кромочным калевочным можно отнести и фрезу, скругляющую торец заготовки с обеих сторон за один проход, например, при изготовлении столешницы. В таких фрезах часто предусматривается возможность изменения расстояния между верхней и нижней режущими кромками, расположенными симметрично.
Цены на набор фрез «STAYER»
набор фрез «STAYER»
 Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.
Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.Кромочные фальцевые фрезы
Предназначены для выборки прямоугольных пазов по торцам заготовки или для вырезания четверти. Если применяется два прохода, то есть с обеих сторон заготовки, то таким образом формируется прямой шип.
 Фальцевая кромочная фреза
Фальцевая кромочная фрезаНередко подобные фрезы комплектуются целым набором опорных подшипников различного диаметра. Это существенно упрощает выборку пазов разной глубины.
Кромочные полустержневые
Обработкой такой фрезой на торце заготовки формируется полукруглый профиль. Но этим ее применение не ограничивается. Например, при ее использовании в совокупности галтельной фрезой можно создать шарнирное соединение деталей. Кроме того. Двойной проход с обеих сторон узкой заготовки позволяет сформировать деревянный стержень.
Кромочные галтельные
Формируют на торце заготовки паз округлой формы (галтель) или скруглённые внутрь фаски. Как уже говорилось, при совместном использовании с полустержневыми фрезами такого же диаметра предоставляют возможность создания шарнирных соединений.
 Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.
Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.Кромочные конусные фрезы
Понятно из названия, что при вращении фрезы ее режущие кромки описывают конус, а иногда – даже два со встречным или расходящимся углом. Такая обработка часто используется для точной подгонки деталей при их сплачивании в панель большой площади. Может применяться и для формирования фасок или выемок нестандартной формы. Угол наклона лезвий может быть разным.
Кромочные фигурные
Это – самая многочисленная подгруппа из числа кромочных фрез. Такая оснастка открывает широкие возможности придания торцам заготовок самых разнообразных, в том числе – и довольно замысловатых конфигураций.
Такие фрезы обычно немаленькие по размерам, весьма тяжеловесные, и не любой ручной фрезер «потянет» работу с ними. Они рассчитаны на оборудование профессионального класса мощностью не менее полутора киловатт.
Проводить выборку можно по всей плоскости заготовки, то есть используя всю длину везущей кромки фрезы, либо задействую только определенные участки оснастки. Это еще больше расширяет возможности, поэтому, неверное, подобные фрезы еще часто именуют мультипрофильными.
Разнообразие их – очень широко, и в таблице ниже представлены для примера далеко не все модели.
Комбинированные фрезы
Предназначение комбинированных фрез – формирование «замковых» профилей для соединения деревянных деталей. Например, это монтаж рамок при соединении заготовок по углам, или же склеивание щитов из отдельных досок (ламелей) – в этом случае замковые профили нарезаются по все длине торцевой части. Подобный подход позволяет очень точно подогнать детали одна к другой, а также значительно увеличить площадь контакта, что чрезвычайно важно для качественного склеивания.
Некоторые фрезы из этой группы применяются для создания пазо-шиповых разборных соединений, например, для вагонки или шпунтованной доски.
Здесь тоже можно выделить несколько подгрупп.
Пазо-шиповые фрезы
Про предназначение говорит уже само название.
Это может быть комплект из двух фрез, каждая их которых «ответственна» за свой участок – одна создает паз на одной стороне доски, вторая – шип на противоположной. Такое использование позволяет обойтись без точной подгонки, так как фрезы в комплекте уже идеально совмещены по «взаимной геометрии».
 Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.
Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.Другой вариант: наборная, насадная фреза, которая в одном положении будет выбирать паз, а в другом, с установкой двух режущих головок – формировать шип.
 А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.
А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.Еще одним представителем этой подгруппы может считаться набор из двух фрез для заготовки вагонки. При проходе режущие кромки не только формируют пазы и шипы, но одновременно еще и снимают фаски, характерные именно для вагонки.
 Комплект фрез для самостоятельного изготовления вагонки
Комплект фрез для самостоятельного изготовления вагонкиКомбинированные рамочные фрезы
Как правило, это насадные (наборные) фрезы, предоставляющие мастеру возможность изменять взаимное расположение режущих кромок и расстояние между ними. Нередко это даже комплект из двух фрез подобного типа.
Кстати, переборка таких фрез может осуществляться даже без вытаскивания хвостовика из цанги фрезера – это позволяет не сбивать выставленное положение. Достаточно открутить стопорный винт и изменить расстановку режущих головок, разделительных муфт, подшипников, а затем зафиксировать сборку винтом.
Несколько примеров рамочных комбинированных фрез – в таблице ниже:
Комбинированные универсальные фрезы
Еще одна подгруппа пазо-шиповых комбинированных фрез, оригинальных по конструкции и очень удобных в работе. Дело в том, что меняя положения фрезы можно одним проходом формировать кромки, строго обратно-симметричные друг к другу. То есть при повороте деталей на 180 градусов они идеально стыкуются кромками, становясь полностью готовыми к сборке в единую конструкцию.
Несколько характерных примеров таких универсальных фрез и кромок, ими создаваемых – в таблице ниже:
На иллюстрации ниже показан принцип использования одной из таких универсальных комбинированных фрез.
 Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)
Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)Фигирейные фрезы
Фигирейные фрезы применяются обычно для изготовления крупных деталей, требующих или точной подгонки для сборки, или (и) сложной внешней конфигурации. Характерные примеры – филенки для дверей или мебели, деревянные плинтусы, декоративные планки и другие подобные детали интерьера.
Как правило, фрезы имеют весьма внушительные размеры и массу, поэтому использовать их следует только с мощными фрезерами, не менее 1500 Вт.
Фигирейные горизонтальные фрезы
Предназначены для формирования края филенки. Следует сразу оговориться, что за один проход кромка филенки не получается – требуется дополнительная обработка шипа с противоположной стороны.
Несколько примеров – в таблице:
Фигирейные двухсторонние горизонтальные
Это обычно насадные фрезы, которые позволяют одним проходом и формировать лицевую сторону филенки, и вырезать шип для вставки пазы рамы. Стоимость, безусловно, выше, но и производительно тоже вдвое возрастает.
Фигерейные вертикальные фрезы
Как понятно уже, наверное, по иллюстрации, эти фрезы служат для формирования плинтусов. Впрочем, и у них есть определенная универсальность – если варьировать область контакта фрезы с деревянной заготовкой.
 Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.
Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.* * * * * * *
Выше были рассмотрены далеко не все типы и профили представленных в продаже фрез. А если присовокупить к этому то обстоятельство, что показанная оснастка выпускается еще и в различных размерных сочетаниях, то представить можно представить, насколько широк может оказаться ассортимент.
Рассказать обо всех тонкостях выбора фрез сложно, так как многие критерии для начинающего мастера будут просто недостаточно понятны. Можно лишь порекомендовать начинать свои «творческие поиски» с недорогих моделей, так как с большой долей вероятности первые фрезы будут «убиваться» по неопытности очень быстро.
Кстати, в настоящей публикации в основном показаны фрезы довольно популярного производителя – российской компании «Энкор», которые как раз подойдут для начинающих. У этих фрез весьма приемлемое качество (хотя и не дотягивающее до наиболее именитых брендов) и вполне умеренная цена.
Затем, когда наберется опыт, когда будут учтены первично допущенные ошибки, придёт уверенность в движениях и желание максимально повысить качество обработки деталей, можно буде перейти на более дорогие образцы.
В вопросах выбора фрез для начинающих может оказаться очень полезной подборка видео, снятая опытным специалистов в области обработки древесины.
Видео: Рекомендации новичкам по выбору фрез
Видео: Пазовые фрезы — назначение и советы по выбору
Видео: Кромочные копировальные фрезы и дополнительная оснастка к ним
stroyday.ru
Виды фрез по дереву для ручного фрезера
Фрезеровка предоставляет практически неограниченные возможности по обработке заготовок. Формирование кромок, пазов и канавок различной глубины и формы – для каждой операции есть свои виды фрез по дереву для ручного фрезера, позволяющие выполнять работу максимально эффективно. Какие бывают фрезы по размерам, форме, конструкции и типам лезвий – вся нужная информация в одном обзоре.

Разновидности диаметра хвостовика
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги — втулки, в которых зажимается хвостовик:
- Если они измеряются в миллиметрах, то самые распространённые это на 6, 8 и 12 мм.
- Когда размер указывается в дюймах, то обычно выбирать приходится только из двух из них – это четверть и половина дюйма.
Это важно! При переводе дюймов в единицы СИ получается 6,35 и 12,7 мм, но, несмотря на столь незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой и наоборот. Вал фрезерной машины вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой в лучшем случае порчу инструмента.
Типы конструкции фрез
В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях:
Сборные
В основе такой стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство.
Со сменными режущими кромками
Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают.
Монолитные
Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять.
Типы лезвий фрез
Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки.
По материалу и характеристикам лезвия выпускаются двух типов:
- HM – быстрорежущие. Используются для обработки мягких пород дерева или алюминия.
- HSS – твердосплавные. Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
Пазовые галтельные
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» — в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями.
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.
Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.
Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Фрезы комбинированные
Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу.
Комбинированные универсальные
Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки.
Пазо-шиповые
Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.
Для изготовления вагонки
Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки.
Комбинированные рамочные
Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку.
Фрезы фигирейные
Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
Фигирейные горизонтальные
Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки.
Фигирейные горизонтальные двухсторонние
Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза.
Фигирейные вертикальные
В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение.
Это все основные разновидности фрез по дереву для ручного фрезера, но дополнительно надо учитывать, что каждая из них изготавливается в нескольких размерах, так что у профессионального столяра для их хранения должен быть отдельный шкафчик немаленьких размеров.
Использованы фото известного
производителя фрез Энкор.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
srbu.ru
Выборка паза ручным фрезером
Покупка ручного деревообрабатывающего инструмента может дать толчок для освоения новой и очень увлекательной профессии, с каждым годом собирающей в свои ряды все больше поклонников. В интернете растиражированы многочисленные видео уроки и фото, содержащие авторские приемы работ с ручным фрезером, что еще раз доказывает популяризацию ремесла, которое русский человек облюбовал издавна. Если вы еще не владеете всеми азами ручной обработки древесины и только знакомитесь со специализированным бытовым оборудованием, вам будет полезна следующая информация.
Что можно сделать ручной фрезой?
Конечно же, нам вряд ли удастся перечислить все те полезные вещицы, которые можно изготовить в домашних условиях при наличии ручного фрезера, определенных навыков и желания ввиду неограниченного ассортимента таких поделок, но самые распространенные из них все же упомянем, а при необходимости вы без труда найдете фото таких самоделок в интернете.
Итак, вооружившись ручным фрезером, даже начинающий мастер без проблем справится с изготовлением перил, всевозможных стеллажей и полочек, вешалок и табуретов. Сейчас стало модным вдыхать новую жизнь в старую ветхую мебель в домашних условиях, и этот процесс будет вам однозначно под силу.
Также ручной фрезер будет незаменим там, где необходимо провести выборку пазов под будущие соединения, выполнить врезку замка и даже создать причудливый мудреный узор на поверхности древесины, служащий декоративным украшением. Даже если вы не планируете держать столь универсальный инструмент в руках круглые сутки, он рано или поздно обязательно сослужит вам добрую службу в быту.
Азы в работе
Глубина среза здесь регулируется подъемным механизмом, соединяющим между собой две основные детали фрезера – электропривод и основание. Если быть точнее, то параметры заглубления фрезы в обрабатываемый материал задаются путем выставления определенного расстояния между штифтом и шайбой, расположенными рядом с мотором. Чтобы фрезерный станок при перемещении выдерживал одинаковое расстояние относительно края заготовки, в нем предусмотрена прямолинейная направляющая. Некоторые модели укомплектовываются круговой направляющей, с помощью которой удается фрезеровать окружности с большим радиусом. Для малых окружностей (радиус менее 15 см) на основании оборудования предусмотрены технологические отверстия, в которые вставляется центровочный штифт на заданном от фрезы расстоянии.
Выборка пазов осуществляется при помощи углового упора, закрепленного на корпусе станка под прямым углом. Прежде чем начинать работу, столяр обязан обеспечить заготовке будущего изделия неподвижное положение, ведь отсутствие надежной опоры неизбежно приведет к тому, что края паза будут кривыми, а это негативно скажется на конечном результате работы. Обратите внимание на то, что за один проход не рекомендуется снимать слой древесины, превышающий 5 мм. Достаточно глубокие пазы согласно технологии выбираются в несколько приемов. Работа ручным фрезером по дереву должна выполняться плавно, без спешки и резких движений, иначе придется столкнуться с таким неприятным явлением, как рваные края канавки.
Настройка инструмента и начало работ
Фрезер по дереву, как и любое другое оборудование, перед началом рабочего процесса нуждается в наладке. Прежде всего, снимают предохранительную гайку и зажимную цангу, после чего агрегат запускают и осуществляют контрольный рез. Далее проверяют, хорошо ли зажаты винты и остальные резьбовые детали и удаляют излишки защитной смазки.
Новички нередко допускают ошибку, недостаточно крепко удерживая фрезеровочный аппарат в руках, или прилагают излишнее усилие на обрабатываемый материал. На углах заготовки так же, как и при изменении направления движения фрезера, скорость перемещения агрегата не замедляют дабы не оставлять прожиги от перегрева станка.
Правила работы
В зависимости от характера выполняемых работ столяр выбирает метод их проведения. К примеру, обработка криволинейных поверхностей отличается от украшательства поделки из дерева ажурным узором, и здесь главное соблюдать правило применения той или иной техники, учитывая особенность того или иного процесса. Мы подобрали для вас самые распространенные приемы резки, сопровождая каждый способ тематическим видеоматериалом.
Открытый паз
Если вы планируете обрабатывать заготовку, формируя паз с самой кромки, устанавливайте инструмент таким образом, чтобы режущий элемент нависал над краем древесины. Затем необходимо опустить нож до заданной глубины и зафиксировать положение корзины, после чего запускается двигатель, и начинается подача. Когда кромка обработана до конца, фреза поднимается, а фиксатор ослабляется, и лишь затем мотор можно заглушить. Глухие пазы формируются аналогичным образом, с той лишь разницей, что они начинаются не от края детали.
Глубокий паз
В данном случае после каждого прохода обрабатываемого участка необходимо настраивать новую глубину погружения фрезы в деревянный материал, предварительно выключив фрезер, и желательно, чтобы заглубление не превышало 5 мм. Это правило в особенности касается твердых материалов, которые требуют внимательного подхода к работе. Последний слой не должен превышать 1,5 мм, что даст возможность создавать чистую поверхность.
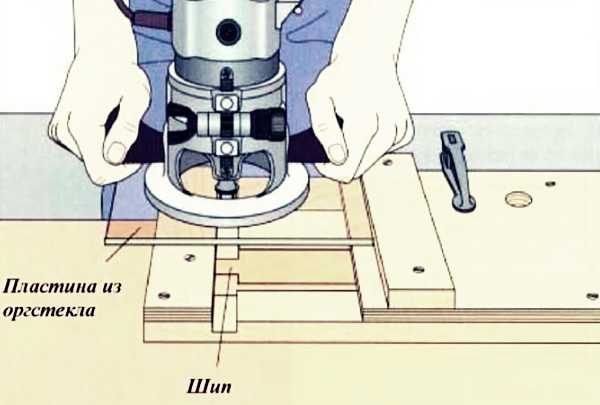
Узкий паз
В данном случае для большего удобства в работе древесина обрабатывается с применением дополнительного приспособления. Выполняемый процесс заключается в прикреплении плоского основания к подошве агрегата. С двух сторон вспомогательной плоскости устанавливают направляющие стержни, обеспечивающие прямолинейную траекторию движения фрезера, главное, чтобы их оси располагались на одной линии с центром ножа. Если с фрезером мастер будет использовать вспомогательное приспособление, его нужно вести так, чтобы стержни равномерно прижимались к бокам заготовки.
Торцевая поверхность
Столярные работы по дереву ручным фрезером нередко сопряжены с обработкой торцов заготовки, и здесь очень важно получить чистый кант. В помощь начинающему мастеру придет проверенное на практике правило, гласящее о том, что изначально выполняется достаточно пологий срез, при этом инструмент ведется по направлению вращения ножа. При таком исполнении основная часть древесного материала будет выбрана равномерно, после чего вы подчистите торец обычным способом, ведя фрезер против направления вращения режущего элемента, а внешний вид заготовки приобретет нужные очертания.
Криволинейные кромки
Фрезерование криволинейных кромок ручным фрезером выполняется несколько иным способом, и здесь мастеру потребуются шаблоны с упорным кольцом. Само кольцо представляет собой круглую пластину с бортиком, перемещающуюся вдоль шаблона, задавая резаку правильную траекторию движения. Фиксируется такая деталь на подошве инструмента при помощи специальных крепежных элементов, после чего он может применяться по назначению.
Шаблон перед началом основного процесса необходимо закрепить на обрабатываемой плоскости, и сделать это можно при помощи обыкновенного двухстороннего скотча, после чего полученная конструкция прижимается струбцинами к рабочему столу. Применение шаблонов позволяет создавать абсолютно одинаковые изделия, из которых можно делать мебель или любые другие интерьерные детали.
Декоративная отделка
Узоры на дереве призваны украсить столярные изделия, придав им декоративную «изюминку». Художественная фрезеровка, пожалуй, является самым интересным методом обработки натурального материала, ведь здесь мастера могут в полной мере дать волю своей фантазии, а ручной станок без проблем поможет справиться с такой задачей. Древесина очень податлива в работе, главное знать, как правильно проводится обработка, чтобы результат был действительно достойным.
Помимо фрезера здесь вам пригодятся тиски, лобзик и стамеска, которыми придется пользоваться в ходе работы. Деревянное полотно с рисунком, перенесенным с понравившейся картинки или фото, закрепляют на устойчивой поверхности. Инструмент со специальной режущей насадкой плавно водят по контуру рисунка, осторожно снимая слой древесины, тем самым придавая ему объем. Использование фрезы разного размера позволит создавать различный орнамент в зависимости от личных предпочтений. Теперь вы знаете, как работать с ручным фрезерным инструментом и можете опробовать его на практике.
Уважаемые участники, озадачился выбором инструмента для работы для себя на даче.
Пока у меня задачи следующие: выбирать пазы для шипов в брусьях 100х100, которые будут стойками и балками в беседке. Размеры шипов будут 50х50х50 см и 100х100х50.
Это работа для фрезера или правильнее долбить стамеской (так делал каркас для бытовки на даче. замучался конкретно)?
В будущем наверняка буду заниматься мебелью на даче. С соединениями типа ласточкин хвост заморачиваться вряд ли буду.
В общем, почитав пару тем на первой странице этого раздела, понял, что вообще не факт, что фрезер мне нужен.
Вообще говоря, фрезер такое сделать сможет. Уточните пожалуйста размеры пазов (в первую очередь глубину). Если 100 мм — то наверное фрезер вам не поможет, это для него очень большая глубина (если паз глухой). Может быть и есть где такие фрезы, но я очень сильно сомневаюсь. Но.
- Глубина 50 мм — весьма неплохая для него задача, нужен мощный фрезер.
- паз после фрезы всегда имеет закругления. Или дорезать их стамеской, или закруглять шип. И то и другое — гемор.
Что я могу посоветовать.
- Поискать что-нибудь специальное пазовальное. Уверен, такая техника бывает .
- А вы уверены, что пазы вам нужны глухие? Если нет, то наверное подойдёт и другая техника вроде лобзиков? (сейчас меня помидорами закидают)
- Фрезером можно исполнить вот такое строительное соединение: . Обратите внимание, что глубина пазов всё равно небольшая (как и длина шипов, соответственно). И это несмотря на то, что фрезер использован могучий — Mafell 2200 Вт.
- Глубина пазов будет 50мм. Будут и глухие, будут и сквозные.
- паз после фрезы всегда имеет закругления. Или дорезать их стамеской, или закруглять шип. И то и другое — гемор.
По сравнению с просто выдалбливанием шипов стамеской — халява, мне кажется
Ролик посмотреть удастся только дома
- Глубина пазов будет 50мм. Будут и глухие, будут и сквозные.
Если так, то фрезер справится. Нужен мощный, с цангой на 12мм и 1800-2000 ватт на борту. Я бы выбирал не хуже Hitachi M12V2 или Freud FT3000. Хотя, «китаем» не пользовался — может, и он справится. Если деньги есть — то можно и дороже, DeWalt DW625E, ну и по нарастающей (Festool OF2200 в конце пути).
Желательно перед покупкой фрезеров пройтись по магазинам — поискать фрезы, а то вдруг не найдёте нужной длины.
Проблему с круглыми углами удобно решать закругляя шипы — сделаете шаблон, примерно так, как показано в ролике. А может быть, и вообще их технологию возьмёте на вооружение — задумка-то явно неплохая Только я бы посоветовал снимать поменьше, чем они делают (не на полный диаметр фрезы, а на полдиаметра, скажем). А то в ролике-то показан Mafell, а эта марка славится неубиваемостью.
littorio написал :
Нужен мощный, с цангой на 12мм и 1800-2000 ватт на борту. Я бы выбирал не хуже Hitachi M12V2 или Freud FT3000.
Уверен, что и Интерскол с такой задачей справится на ура
Ещё, если есть трёхрежимный перфоратор — можно поставить на него стамески с трёхгранным хвостовиком фирмы Narex (видимо, бывают и других фирм). . Один форумчанин даже купил и был доволен. Попробуйте у него спросить — может это будет лучшим вариантом
Eddy21 написал :
Уверен, что и Интерскол с такой задачей справится на ура
m4ksik написал :
В будущем наверняка буду заниматься мебелью на даче.
Хотел посоветовать лучшее Но я и оговорился — китаем не работал. Кстати, в прошлом году тоже состряпал беседку. что забавно, при наличии фрезера обошёлся без него. Как-то всё пилой, лобзиком. Были 4 паза весьма сложной формы, которую понял только нарисовав всё это дело в Sol />
Makita 3612C покатит, как считаете? Судя по параметрам — да.
Покатит. Плюс — три цанги в комплекте, навсегда забудете о «выборе хвостовика», будете просто выбирать фрезу. Это серьёзный плюс. Ну, и надёжная говорят, настоящая рабочая лошадка.
- Говорят, сложно достать прибамбасы. Вроде той же копировальной втулки (для операции показанной в ролике она понадобиться. Правда, может быть она в комплекте уже идёт — проверьте)
- Не фиксируется включение. Ну, фиксируется конечно, но по-партизански — надетой на выключатель резинкой.
- Мне не очень понравились регулировки. Правда, у Hitachi M12 не лучше
littorio написал :
Makita 3612C покатит, как считаете
В своё время когда работал в мебельном цехе, с мужиками сошлись во мнениях (субективно) что фрезеры MAKITA лучше BOSCH, HITACHI.
m4ksik написал :
Пока у меня задачи следующие: выбирать пазы для шипов в брусьях 100х100, которые будут стойками и балками в беседке. Размеры шипов будут 50х50х50 см и 100х100х50.
пазы проще выбирать циркуляркой в 4 прохода и стамеской сбивать перемычки.
Про перф в режиме долбления уже писали.
Фрезер не подойдет, будет чистая выборка , но на фрезах разоритесь
krivoru4ka написал :
В своё время когда работал в мебельном цехе, с мужиками сошлись во мнениях (субективно) что фрезеры MAKITA лучше BOSCH, HITACHI.
Лучше, я ж не спорю. Скорее всего, по надёжности.
А вот в остальном. точных (до десяток) регулировок у многих Макитовских фрезеров нет или неудобные, управление тоже оставляет желать (тот же выключатель дибильный без фиксации, невнятный упор глубины, ну и фиксатор корзины с великолепным Бошевским просто не сравнить), да и комплектация часто бывает не ахти. Ладно хоть на топовый фрезер разорились 3 цанги в комплект засунуть, это конечно гут.
alex_k написал :
пазы проще выбирать циркуляркой в 4 прохода и стамеской сбивать перемычки.
У меня буду 20 штук таких пазов (см. картинку). Их циркуляркой не сделаешь, хотя я её тоже собираюсь брать, т.к. имеющаяся бензопила для других целей.
m4ksik написал :
У меня буду 20 штук таких пазов
А обязательны ли прямоугольные пазы? В некоторых случаях может быть технологичнее проткнуть большой фрезой мм на 40 — 50 отверстия и посадить на круглый шкант — это вместо шипа квадратного. А вместо прямоугольного — 2 шканта по шаблону. Довольно много встречал таких крепежей, стоят достаточно надёжно.
С уважением, Олегыч.
m4ksik написал :
У меня буду 20 штук таких пазов (см. картинку). Их циркуляркой не сделаешь, хотя я её тоже собираюсь брать,
при промышленном производстве такие пазы делаются цепными долбежниками ( » > ), а 20 штук вполне беспроблемно делаются и более гуманным способом.
В вашем случае, действительно, циркулярка будет полезным помощником — как для углового соединения в полдерева, так и для изготовления шипов. Паз при такой конструкции соединения, если неохота орудовать стамеской, проще всего делать электролобзиком. Но вполне удобно будет и фрезером+стамеской, либо только фрезером, но углы шипа скруглить рашпилем (секундное дело)
Eddy21 написал :
Но вполне удобно будет и фрезером+стамеской, либо только фрезером, но углы шипа скруглить рашпилем (секундное дело)
Глухие пазы (а будут и такие, где нет углового соединения балок) только фрезером.
Спасибо всем! С инструментом я определился. Это будут:
Дисковая пила Makita 5704RK
Фрезер Makita 3612C
Рубанок Makita 1911B
m4ksik написал :
С инструментом я определился. Это будут:
Дисковая пила Makita 5704RK
Фрезер Makita 3612C
alex_k написал :
Фрезер не подойдет, будет чистая выборка , но на фрезах разоритесь
Почему? Я так понял, у автора строение скорее всего каркасное, соединений таких будет немного, десятка 2-3 максимум. С чего это на фрезах разоряться? Может, вообще одной китайской за 300-400р хватит
m4sik : ПРоблемка — при чистой выборке фрезером такого глубокого и объёмного паза он будет весь заполнен древесной пылью. Она будет нагревать фрезу (что ей неполезно), забиваться между копирвтулкой и шаблоном (тем самым уменьшая размеры паза) и т.д. Поэтому я бы предложил сразу подумать, как вы будете решать эту проблему.
1.Предварительно выбирать основную массу древесины, насверлив в ней дырок нужной глубины. Хорошо ещё и тем, что уменьшает нагрузку на фрезер. Плохо тем, что на это тратиться время.
- Использованием пылесоса в паре с фрезером (мне больше всего нравится, самый лучший вариант). Но говорят, бытовые пылесосы от древесной пыли быстро дохнут.
- Проходить весь паз не за один, а за 2 -3 прохода, постепенно увеличивая глубину и убирая весь мусор из паза между проходами. Хорошо ещё и тем, что уменьшает нагрузку на фрезер.
Eddy21 написал :
углы шипа скруглить рашпилем (секундное дело)
Или фрезером по шаблону, как показано на моем ролике во втором посте.
Eddy21 написал :
Паз при такой конструкции соединения, если неохота орудовать стамеской, проще всего делать электролобзиком.
+1. И я советую все сквозные по-крайней мере грубо с припуском делать лобзиком. А фрезером по шаблону придавать точную форму.
Домашнему мастеру легко разобраться в том, как сделать шип паз ручными фрезерами. Используемые инструменты, подробная инструкция, как выбрать паз фрезером.
Использование соединений типа шип-паз в домашних условиях позволит самостоятельно создавать красивую мебель, которая так же отличается надёжностью. Даже каркасы малоэтажных домов соединяются при помощи данной схемы, особенно когда речь идёт о серьёзных нагрузках во время эксплуатации. Потому будет полезно разобраться в том, как сделать шип паз ручным фрезерами.
Используемые инструменты
Выборка материала в данном случае проводится на поверхности брусьев и досок сбоку. Главное, чтобы у предполагаемого соединения выдерживались размеры с точки зрения геометрии.
Чтобы закончить процесс при помощи фрезера, допускается применять инструменты, снабжённые хвостовиками с диаметром 8, либо 12 миллиметров. Так называемая пазовая фреза станет универсальным вариантом при выполнении работ любого вида. Устройство снабжается режущей частью, у которой основной принцип работы описывается таким образом:
- Поверхность сбоку участвует в формировании сторон сбоку у шипа, стеновой части пазов.
- Сторона с торцевой частью применяется при обработке дна. После этого необходимый слой материала снимается с основания шипа.
Результат – одновременное формирование на поверхности по бокам и шипов, и пазов. Для размеров допускается индивидуальная регулировка, и у владельца достаточно широкие возможности в этом смысле.
Иногда для пазов и шипов выбирают не форму прямоугольника, а вид так называемого «ласточкиного хвоста». Этот вариант актуален, если к надёжности соединения предъявляются повышенные требования. Соответственно, используемая фреза тоже называется «ласточкин хвост» в этом случае. Такая работа без проблем выполняется ручными инструментами, если возникает необходимость.

Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
Чтобы собрать простейшую конструкцию, способную справиться с задачей, нужно будет использовать:
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.

Существует несколько моментов при изготовлении, требующих отдельного учёта:
- Верхние направляющие имеют высоту, соответствующую сумме толщины для детали под обработкой и небольшого зазора, на котором устанавливают клин, участвующий в фиксации.
- Формирующийся шип обладает определённой длиной, которая учитывается при определении толщины вырезов у боковых элементов по вертикали.
Когда используются подобные приспособлении – работа проводится с участием ручных фрезеров любой современной модели.
Следующим образом изготавливаются приспособления, если требуется использовать соединения типа «ласточкин хвост».
- Внутри листа фанеры с несколькими слоями создаётся отверстие. Часть для резания у самой фрезы выступает из этой детали.
- Заранее готовится фанерный лист, на нижней части которого фиксируют сам ручной фрезер. Хомуты и саморезы отлично подойдут при выполнении работы, как и крепления других видов.
- Доска толщиной на 2,5 сантиметра крепится к фанерному листу, который в дальнейшем участвует при передвижении заготовленной детали. Функция направляющих перенимается конструкцией. Доски относятся к расходным материалам с одноразовым применением.
Создание шипов на брусках и досках
Обработка выполняется при помощи следующей последовательности действий:
- Деталь, подвергаемая обработке, устанавливается на плоскости с нижней стороны.
- Край детали, где происходит формирование шипа, вмещают вырезы у направляющих вверху. Конструкция движется внутрь, пока не упрётся в конец.
- Элемент подвижного типа должен фиксироваться, с сохранением определённого положения.
- Применяем клиновой инструмент, чтобы соединить друг с другом направляющие и плоскость, расположенные вверху.
- Соединение ручного фрезера с верхними направляющими.
- При помощи фрезерного инструмента на домашнем фрезерном столе производится снятие древесины у одной стороны.
- Когда обработана первая сторона заготовки, начинают вторую.
Операция будет успешной только при высоких параметрах производительности и точности. Настройка относится к обязательным действиям перед тем, как инструменты включаются. Для решения вопроса действия выполняются со следующей последовательностью:
- Фрезерный инструмент опускают до тех пор, пока он не дойдёт до поверхности основания.
- Измерение толщины детали.
- Результат по толщине делится на 4. Итог – параметр расстояния, которого придерживаются, поднимая фрезу над основанием.

Фреза по дереву «Ласточкин Хвост»
У пазов и шипов при подобных обстоятельствах: только половина от обычной ширины. Это объясняется особенностями, которыми обладают соединения данной разновидности.
Главное – правильно настроить приспособление, зафиксировать его в подходящем положении.
Соединение в шип паз должно в результате иметь некоторый зазор. Он необходим, чтобы потом можно было удобно воспользоваться клеевым составом.

Как выбрать паз фрезером?
Решение задачи зависит от того, где располагаются пазы, какой размер они имеют. Можно привести несколько рекомендаций домашним мастерам:
- Использование открытых пазов предполагает закрепление у столешницы, проведение заготовки вдоль фрезы.
- Точность определяется высотой фрезы, местом расположения планки.
- Рекомендуется пользоваться древесными отходами для пробных операций. Это позволяет избежать ошибок.
- Выборка проводится поэтапно, при этом осуществляется несколько проходов.
Главное после завершения каждого этапа вовремя избавляться от отходов из древесины. Тогда инструмент точно не будет страдать от перегрева. При выполнении работы легче всего использовать вырезанный из фанеры шаблон. По нему проходят самой фрезой, с установленным подшипником.
Заключение
Лучше всего для тренировок использовать остатки от деревянных брусков. Если отверстия и соединения идеально совпадают, можно переходить непосредственно к реальному строительному материалу.
Если же присутствуют какие-либо погрешности, рекомендуется ещё раз проверить, правильно ли нанесена предварительная разметка. После этого проводится повторная тренировка. Только когда всё будет правильно – начинается непосредственная реализация основной работы.
vi-pole.ru
Выборка четверти ручным фрезером видео
Выбор четверти в деревянной детали – одна из частых операций в столярном и плотницком деле. Для чего это делается и как рассматривается далее.
Древесина как и любой материал обладает специфическими свойствами, которые нужно учитывать. Этот очевидный факт, тем не менее, начинающие мастера часто игнорируют. В результате испорченное настроение, время, потраченное на переделку, а часто и испорченный материал.
Одно из характерных свойств древесины – при изменении влажности линейные размеры деревянной детали меняются. При высыхании древесина сжимается, при увеличении влажности расширяется. Кроме того с течением времени из древесины испаряются смолы. Из-за этого деревянная деталь постепенно уменьшается в линейных размерах независимо от изменений влажности. Об этом явлении говорят: дерево рассыхается. Эти эффекты особенно заметны у древесины хвойных пород, из которых производятся самые ходовые пиломатериалы.
В строительстве и дачном хозяйстве чаще всего используются доски из ели и сосны. Эти сорта древесины при высыхании меняют размер сильнее всего.
К чему приводит рассыхание
Типичный случай: вы сделали у себя на даче сарайчик для хранения хозинвентаря и для прочих нужд. Делали для себя, поэтому сплотили доски, из которых сделаны стены, тщательно, без малейшей щёлочки. Проходит два-три месяца; доски рассыхаются и вся стена светится щелями. Зимой через них задувает снег, летом внутрь сарая ветер наносит пыль.
Усушка достигает 10-13% линейного размера. То есть доска шириной 100 мм после высыхания уменьшается до 88 мм.
Чтобы такого не происходило для обшивки стен нужно использовать доски с четвертью. Стенка, обшитая такими досками никогда не будет иметь сквозных щелей. Своими четвертями соседние доски перекрывают друг друга и при рассыхании сквозных щелей уже не возникает.

К сожалению, пиломатериалы очень редко продаются уже с готовой четвертью. Поэтому мастеру-любителю следует знать способы, которыми дорабатывают доски при необходимости.
Способы изготовления четверти
Выбрать четверть можно несколькими методами с помощью разных инструментов. Например:
- электрическим рубанком,
- фрезером,
- ручной дисковой пилой,
- стационарной циркулярной пилой.

Последний способ – выбор четверти с помощью циркулярной пилы – самый удобный и производительный. Его и рассмотрим.
Если вам требуются строганные доски, то удобнее доски сперва прострогать и только затем переходить к изготовлению четверти.
Последовательность выбора четверти
- Настраиваем вылет пильного диска так, чтобы глубина пропила была равна половине толщины обрабатываемой доски. Проще всего это сделать прямо «по месту». Для этого прикладываем доску к пильному диску сбоку, как показано на фотографии, и регулируем вылет диска.

- Устанавливаем на станок параллельный упор так, чтобы ширина отреза так же равнялась половине толщины доски. Учитываем толщину самого диска. На этом настройка станка завершена.
- Делаем продольные пропилы с противоположных сторон доски.
- Делаем пропилы с торцов доски. Четверть готова. Как побочный продукт получаем штапик )).




Альтернативные способы
Как уже говорилось, стационарная циркулярная пила очень удобна для выбора четверти. (О разновидностях дисковых пил и особенностях их выбора на нашем сайте есть отдельная статья.) Но она не всегда есть в арсенале мастера, а иногда использовать её невозможно чисто физически.
Если нужно выбрать четверть в толстых длинных досках, можно воспользоваться ручной дисковой пилой. Принцип изготовления и последовательность операций те же самые. Отличие в том, что в этом случае обрабатываемая доска и инструмент меняются местами. Доска закрепляется неподвижно, а дисковую пилу с параллельным упором мастер перемещает вдоль вручную.
Если под рукой у вас нет ни циркулярной, ни ручной дисковой пилы, можно воспользоваться болгаркой с диском по дереву либо ручным фрезером с подходящей цилиндрической фрезой. Оба способа очень медленные и не годятся для большого объёма работ. Кроме того, выбирать четверть болгаркой неудобно, опасно и получается неровно.
Ещё один способ – использовать электрический рубанок. Однако большинство современных моделей рубанков из-за особенностей конструкции для этого не годятся. Посмотрите видео, в котором показан как раз этот способ выбора четверти.
Несколько советов
- Не забывайте о технике безопасности.
- Если доски длинные, работайте с помощником.
- Доски должны быть одинаковой толщины.
- Не используйте свежезаготовленные пиломатериалы. Дайте им просохнуть не менее 1 года.
В следующих статьях продолжим рассказ о приёмах деревообработки и используемых инструментах.
Фрезы классифицируют в основном по их назначению и форме. Наиболее распространённые из них — профильные, пазовые, для выборки четвертей, для снятия фасок, конические для выборки пазов и шипов соединения «ласточкин хвост». Кроме того, домашнему столяру хоть и реже, но приходится иметь дело с такими фрезами по дереву для ручного фрезера, как торцовая, пригоночная, шрифтовая, для обработки кромок и торцов под склейку, а также — для выборки Т-образного паза.
Профильные фрезы для ручного фрезера
Профильная фреза — понятие довольно широкое, которое распространяется на многие базовые виды фрез: для выборки желобка (канавки), четвертную и как один из вариантов — для закругления углов и кромок.
Для формирования сложных профилей можно использовать последовательно несколько различных фрез по дереву для ручного фрезера этого типа или только так называемую многопрофильную фрезу.
Среди фрез по дереву для ручного фрезера для закругления углов и кромок бывают и трёхрадиусные, способные формировать закругления по любому из их радиусов или всеми одновременно.

Фрезы для снятия фасок могут быть различного диаметра с углами наклона режущих кромок к оси вращения 45, 55 и 60°. Эти фрезы имеют только боковые режущие кромки и, как правило, — нижнюю упорную цапфу или упорный подшипник. В отличие от них фрезы для выборки канавок имеют режущие кромки и на нижнем торце.
Пазовые фрезы по дереву для фрезера
У пазовых фрез есть боковые и торцовые режущие кромки, что позволяет внедрять их в обрабатываемую заготовку в любом месте и вести обработку, смещая фрезерную машинку в нужном направлении. Основные и вспомогательные режущие кромки обеспечивают чистую обработку боковых стенок и дна паза.

Из всех пазовых фрез наиболее часто применяют фрезы цилиндрической формы, в частности, для выборки пазов, четвертей и прорезей, сверления отверстий, нарезки прямых шипов, выборки углублений (гнёзд) в заготовках, соединений врубкой вполдерева, а также при работах с копировальными втулками и шаблонами.
фрезы по дереву для ручного фрезера с прямыми режущими кромками могут быть диаметрами от 2 до 30 мм, а фрезы со спиральными режущими кромками — диаметрами от 3 до 8 мм (с хвостовиком 08 мм). Спиральные фрезы лучше отводят образующуюся при обработке заготовок стружку.
К группе пазовых относятся и фрезы для нарезки шипов (в том числе шипов «ласточкин хвост», режущая головка которых сужается в направлении хвостовика под углом 15°).

Для выборки пазов на кромках заготовок применяют дисковые пазовые фрезы по дереву для ручного фрезера, работающие по принципу дисковой пилы. Их толщина обычно в пределах — 1,5-6 мм при диаметре 40-60 мм. При необходимости выбрать более широкие пазы фрезой совершают несколько проходов.
При выборке паза в середине кромки заготовку после первого прохода поворачивают на другую сторону. Тогда расстояние от стенок паза до пластей заготовки будет одинаковым.
Фрезы для выборки четверти (ФАЛЬЦА)
Такие фрезы отличаются от цилиндрических пазовых наличием упорных цапф или подшипников, направляющих фрезу вдоль кромки, обеспечивая тем самым одинаковую ширину выбираемой четверти. При необходимости выбрать более узкую или более широкую четверть заменяют упорный подшипник на другой соответствующего диаметра или используют другую фрезу.

Если фреза и её упорный подшипник — одинакового диаметра, то такая фреза рассматривается уже как пригоночная (иногда её называют «обгонная»), которой обрабатывают заподлицо с заготовкой кромочные накладки, фанеровку и пр.
При наличии у фрезы вращающейся вместе с инструментом упорной цапфы на обработанной базовой поверхности остаются следы от этой цапфы, с чем приходиться мириться. Упорные подшипники таких следов за собой не оставляют.
Кроме того, выпускают сборно-разборные фрезы и комплекты фрез для разных целей (например, для получения и последующего соединения деталей со сложным профилем).
Специальные фрезы
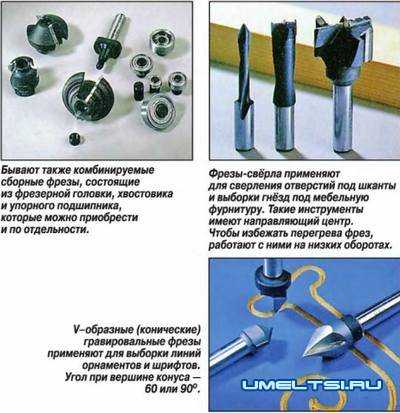
При выполнении декоративных выборок, например, орнаментов, шрифтов пользуются V-образными (коническими) гравировальными фрезами. При этом фрезерную машинку перемещают по разметке свободно от руки.
Для сверления и выборки отверстий применяют фрезы-свёрла с упорным центром и подрезателем. Отверстия под шканты сверлят фрезами 06, 08 и 012 мм. Гнёзда под мебельную фурнитуру выбирают фрезами 015-35 мм. При работе с фрезами большего диаметра фрезерную машинку следует переключать на более низкие обороты.
С помощью некоторых фрез можно формировать два взаимно сочетающихся профиля, один из которых — ответный. Это может быть комплект из двух отдельных фрез, дополняющих друг друга («профиль-контрпрофиль»), или одна фреза, создающая свой ответный профиль при повороте заготовки на другую сторону.
Материал для фрез по дереву
Фрезы делают из быстрорежущей стали (более доступные по цене), из твёрдого сплава (дорогие) и с твердосплавными напаянными пластинами. Стойкость твердосплавных лезвий превышает аналогичный показатель лезвий из быстрорежущей стали почти в 25 раз. Такие фрезы могут применяться также для обработки материалов с высоким содержанием клея (например, ДСП и плит MDF), трудно обрабатываемой древесины (например, тикового дерева), пластика и алюминия. Однако при обработке мягких пород дерева лучший результат дают фрезы из быстрорежущей стали, лезвия которых можно затачивать.
Достойная альтернатива двум этим видам фрез — фрезы со съёмно-поворотными неперетачиваемыми пластинами из твёрдого сплава, которые в сравнении с фрезами с затачиваемыми пластинами — более экономичны (достаточно сказать, что заточка фрезы обходится порой чуть ли не вдвое дороже её стоимости). Снять и поставить режущие пластины в другое положение — дело весьма простое.
Преимущество фрез со съёмно-поворотными пластинами и в том, что их рабочий диаметр остаётся постоянным. При заточке же лезвий он постепенно уменьшается.
Со съёмно-поворотными пластинами бывают фрезы: пазовые (08,010 и 012 мм), для фрезерования по периметру — 016 мм, пригоночные, для снятия фаски и выборки четверти. Ввиду высокой окружной скорости фрезы большого диаметра используют только на стационарных фрезерных устройствах.
Конечно, номенклатура фрез постоянно расширяется, а благодаря этому могут расшириться и технологические возможности домашних мастеров.
Это довольно таки не все фрезы для ручного фрезера. Их много и мы о всех постараемся поведать.
Посоветуйте, каким инструментом выбирать четверть в досках. Работа не регулярная, по мере надобности. Доски предполагается использовать для обшивки.
V.G. написал :
Посоветуйте, каким инструментом выбирать четверть в досках
ручной циркуляркой в два прохода,
стационарной циркуляркой, если ставить два диска через шайбу то за один проход .
рубанком в 4-6 проходов ( четверть выбирают не все модели, глубина за один раз 2 мм. )
пазовой фрезой ручным фрезером. -1 проход . (недостаток фрезы практически незаточишь, садятся быстро. )
дисковой фрезой на универсальном станке.
ну и вручную рубаночком
вот вам фреза » >
на циркулярку чтобы за один проход .
Спасибо за подробный ответ. Есть ручная циркулярка и электрорубанок. Не очень понятно, как циркуляркой проходить толщину (если в два прохода). Например, если доска 20 -ка.
Фреза для циркулярки, для изготовления в один проход — подходит для ручной или нет?
Никогда такую не встречал в магазине. Интересно продают в Питере?
Еще вопрос по фрезеру (думаю покупать или нет). Если им выбирать четверть на сколько метров (ориентировочено) хватит фрезы.
Вообще есть смысл покупать его для этого и работ типа: изготовления плинтуса, половой шпунтованной доски и т. д. при небольших объемах — 20-30 м.?
V.G. написал :
Фреза для циркулярки, для изготовления в один проход — подходит для ручной или нет?
не пробовал
но редуктор должен потянуть .
V.G. написал :
Если им выбирать четверть на сколько метров (ориентировочено) хватит фрезы.
метров на 50 должно хватить
потом кромку нужно править
V.G. написал :
ориентировочено)
Вообще есть смысл покупать его для этого и работ типа: изготовления плинтуса, половой шпунтованной доски
точно нет . не потянет такие фрезы даже двухкиловатный
там диаметр фрез нужен большой.
вот шип паз им выбирать хорошо
V.G. написал :
очень понятно, как циркуляркой проходить толщину (если в два прохода). Например, если доска 20 -ка.
Уже сто раз писали, первый проход всех досок по плоскости. Потом перенастраиваете циркулярку на пару мм, доску на ребро, чтоб циркулярка на 20мм ребре не заваливалась собираете несколько досок в пачку струбцинами или прикрепляете к доске ровный брусок. Но я лично делаю так.
Первый проход
» >
Второй проход
» >
Лично я выбираю четверь Диолдовским фрезером и просто писаю от восторга.
Алексейй написал :
выбираю четверь Диолдовским фрезером
а чего пазовые фрезы не используете
Для четверти и шпунт-паз нужен мощный фрезер или достаточно попроще и полегче?
V.G. написал :
Для четверти и шпунт-паз нужен мощный фрезер или достаточно попроще и полегче?
Достаточно попроще и помощнее. т.к. прецезионной точности не требуется .
смотрите только чтобы боковой упор был нормально сделан , а не угогая железка .
alex_k написал :
рубанком в 4-6 проходов ( четверть выбирают не все модели, глубина за один раз 2 мм. )
Кроме того, что четверть выбирают не все рубанки, есть ещё ограничение по максимальной глубине выборки четверти, у рубанков её выбирающих.
А вот глубина выборки может достигать до 4 мм за один проход.
alex_k написал :
Достаточно попроще и помощнее. т.к. прецезионной точности не требуется .
смотрите только чтобы боковой упор был нормально сделан , а не угогая железка
Не подскажете модели фрезеров, подходящих под это определение. Я в этой теме пока плаваю.
Поизучал форум, но ясности пока нет.
Так никто и не может подсказать? На следующей недели хочу купить фрезер, а так и не определился.
Для ,,неопределившегося,, по русски же написал- покупаем самый дешевый фрезер что есть в продаже -Диолд на 1,1 кВт за 1100 р. и выбираем четверти сколь влезет. Я выбирал им четверть в дверной коробке, в оконой коробке. Выбирал четверть в досках 40мм для полотна двух дверей. Выбирал пазы сечением 50*25 мм в досках на 50 мм. Тяма не хватило использовать даный фрезер для пазов при изготовлении окосячки,но как только освоил инстумент первым делом стали те пазы на 50*25 о которых написал выше. В процесе чтения форума думал что фрезер это нечто для рамочек и профего кружевного ,,девичьего,, На даный момент уверен что фрезер это Плотницкий инструмент который может ВСЕ/возможно с Бошем по другому-только рюшечки/
Пазовые фрезы-я только учусь,да и дорогие зараза,комплект фрез в два раза дороже фрезера .
morflot.su
выборка паза и нарезка шипов, изготовление мебели
 Ручной фрезер — это универсальный механический инструмент в домашней мастерской. Чтобы правильно им пользоваться, необходимо получить основные уроки работы фрезером по дереву. На рынке много фрезеров китайского производства, все они одинаковой конструкции и отличаются только мощностью двигателя. Специалисты рекомендуют приобретать более мощный инструмент, так как перечень выполняемых работ значительно расширится. Мастер сможет вырезать узор, делать выборку под четверть, нарезать шипы и выполнить другие операции, связанные с изготовлением мебели.
Ручной фрезер — это универсальный механический инструмент в домашней мастерской. Чтобы правильно им пользоваться, необходимо получить основные уроки работы фрезером по дереву. На рынке много фрезеров китайского производства, все они одинаковой конструкции и отличаются только мощностью двигателя. Специалисты рекомендуют приобретать более мощный инструмент, так как перечень выполняемых работ значительно расширится. Мастер сможет вырезать узор, делать выборку под четверть, нарезать шипы и выполнить другие операции, связанные с изготовлением мебели.
Творчество без границ
Фрезерное оборудование незаменимо при обработке древесины. С его помощью можно превратить деревянную заготовку в изящное декоративное изделие. Это оборудование чаще всего используют профессионалы, но и любители с опытом тоже смогут его освоить. Использование механизмов — задача не из лёгких, поэтому прежде чем приступить к работе с их применением, необходимо обеспечить себе комфорт и безопасность. Очень важна организация рабочего места. Домашний мастер должен помнить о том, что во время работы есть вероятность повреждения не только фрезы или механического устройства, но и здоровья.

Деревообработка — это не только работа за станком, но и подготовка рабочего места, планирование последовательности выполняемых работ. Прежде чем начать фрезерование, нужно подобрать подходящий тип фрезы для конкретной задачи, с учётом её формы и размера. Следует подобрать скорость работы машины и глубину резки и не забывать о том, что обрабатываемый материал необходимо надёжно прикрепить к столу.
В зависимости от конкретного типа фрезерного устройства правила их использования во многих аспектах разные. На сегодняшний день широко используются вертикально-фрезерные машины, в которых шпинделя расположены над рабочим столом. Они отлично зарекомендовали себя при такой операции, как фрезерование по дереву при обработке краёв полок и круглых столешниц, изготовлении паза, выполнении соединения деревянных деталей. При обработке круглых конструкций незаменимым дополнением является специальный циркуль с опорной пластиной, который обеспечивает точность обработки.
 Работая с фрезером, необходимо научиться вести его спокойно, плавными движениями. Ключевым моментом является правильное и безопасное перемещение обрабатываемого материала. Нельзя это делать слишком медленно, поскольку на древесине могут появиться пятна от ожогов, что может привести к повреждению материала.
Работая с фрезером, необходимо научиться вести его спокойно, плавными движениями. Ключевым моментом является правильное и безопасное перемещение обрабатываемого материала. Нельзя это делать слишком медленно, поскольку на древесине могут появиться пятна от ожогов, что может привести к повреждению материала.
Сколы появляются при выполнении фрезерных работ по дереву против направления волокон древесины. За один проход надо выполнять фрезерование на глубину до 8 мм, некоторые модели дают возможность настройки с точностью до 0,1 мм. Глубокие пазы и четверти нужно фрезеровать в несколько проходов.
Обработка деревянных деталей
Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки.

При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом. Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность. Проблема заключается в том, что на узкой стороне заготовки фрезер удержать очень трудно. Если он качнётся во время работы, паз получится неточный.
Чтобы избежать этой проблемы, брусок нужно зажать струбциной, параллельно положить точно такой по размеру брусок. Тогда фрезерная машина приобретет две точки опоры и шататься не будет.
Работа ручным фрезером способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Полезные самоделки своими руками
Для того чтобы сделать что-нибудь полезное, например, шкатулку необязательно иметь целый арсенал сложного оборудования и дорогостоящего инструмента. Можно обойтись минимумом инструментов и механизмов. Для выполнения столярных работ понадобятся:
- фрезер;
- электрический лобзик;
- шлифовальная машинка;
- несколько струбцин;
- набор фрез.
 фрезер;
фрезер;В качестве материала использовать можно абсолютно всё — например, обрезки паркетной доски, куски фанеры и отходы плиты ДСП, но обязательно с прямым углом. Для упрощения работы нужно сделать простенький фрезерный стол. Для обработки заготовок понадобится прямая пазовая фреза большого диаметра. Процесс выглядит примерно так. На самодельном столе построгать торцы обрезков паркетной доски. Разметить боковины шкатулки и при помощи лобзика убрать всё лишнее.
Полученные заготовки необходимо обработать рейсмусом, чтобы выдержать размер всех боковин. При отсутствии рейсмуса можно воспользоваться фрезерным столом. Для этого установить упор по размеру заготовки и двигать деталь между упором и вращающейся фрезой по направлению к себе. Следующую операцию по калиброванию боковин по длине выполнить лобзиком.
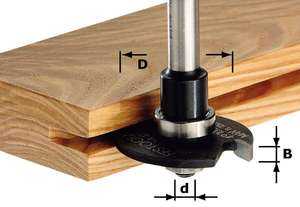 Соединить боковины между собой можно на ус. Для этого нужно фрезеровать торцы боковин конической фрезой с углом в 90 градусов. Сделать это можно с помощью фрезера. Таким образом, торцы боковин имеют одинаковые скосы в 45 градусов. Далее нужно сделать пазы в боковинах для донышка. Для этого применяется торцевая фреза диаметром 6 миллиметров, равная толщине фанеры. Соединяются детали при помощи клея. Изделие выглядит аккуратно и красиво как снаружи, так и внутри. Что ещё можно сделать ручным фрезером по дереву? Всё что угодно: например, полку для вещей, ящики для хранения овощей или инструментов, кухонную мебель.
Соединить боковины между собой можно на ус. Для этого нужно фрезеровать торцы боковин конической фрезой с углом в 90 градусов. Сделать это можно с помощью фрезера. Таким образом, торцы боковин имеют одинаковые скосы в 45 градусов. Далее нужно сделать пазы в боковинах для донышка. Для этого применяется торцевая фреза диаметром 6 миллиметров, равная толщине фанеры. Соединяются детали при помощи клея. Изделие выглядит аккуратно и красиво как снаружи, так и внутри. Что ещё можно сделать ручным фрезером по дереву? Всё что угодно: например, полку для вещей, ящики для хранения овощей или инструментов, кухонную мебель.
Ящик для инструментов
Для того чтобы изготовить ящик для инструментов, необходимо укрепить столярное соединение боковин, вставив дополнительные шипы. Операция называется нарезка шипов ручным фрезером. Выполнить её вручную очень сложно, поэтому нужно изготовить несложное приспособление — фрезерный стол. Принцип его изготовления простой:
- Собрать простой деревянный стол, состоящий из столешницы и ножек.
- Снизу к столешнице прикрепить ручную фрезерную машинку, проделав в столешнице отверстие для выхода фрезы.
- Изготовить из толстослойной фанеры по размерам столешницы каретку с упорной планкой. В каретке прорезан паз для выхода фрезы.
Устройство для нарезки шипов в доске работает следующим образом. Разметить место фрезерования и, прижав доску к упорной планке, выполнять движение кареткой, направляя её на режущий инструмент. Полученное шиповое соединение деталей будет прочным и надёжным.
Как изготовить филёнку
Одна из наиболее часто выполняемых столярных операций — это изготовление филёнки. Оно выполняется специальной фрезой. Для качественного выполнения работы необходимо к столешнице фрезерного устройства изготовить простое приспособление. Для этого понадобится толстослойная фанера размером 500 х 300 х10 миллиметров. Для выхода фрезы вырезается отверстие диаметром 100 миллиметров. К столу струбцинами крепится параллельный упор. Фреза выставляется с учётом расстояния от поверхности стола до острой кромки режущего инструмента в один миллиметр. Обрабатываются последовательно все стороны заготовки. Толщина филёнки регулируется подъёмом фрезы.
Используя ручной фрезер, очень просто создать мебельный фасад на дверках. Для этого потребуются фигурная торцевая фреза, копировальная втулка и шаблон из фанеры. Технологический процесс очень простой:
- прикрепить шаблон к заготовке, применяя тонкие гвоздики;
- установить и зафиксировать глубину погружения фрезы в древесину;
- установить копировальную втулку на фрезерный механизм;
- фрезерную машинку, прижимая к шаблону, вести по его контуру.
В результате получается аккуратный рисунок мебельного фасада.
Дёшево и сердито
 Резьба по дереву — это всегда красиво, богато и дорого. Этим занимаются талантливые люди, художники или скульпторы. Но есть такие способы резьбы, которыми может заниматься любой человек. Например, вырезать узоры ручным фрезером по дереву очень легко. Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Резьба по дереву — это всегда красиво, богато и дорого. Этим занимаются талантливые люди, художники или скульпторы. Но есть такие способы резьбы, которыми может заниматься любой человек. Например, вырезать узоры ручным фрезером по дереву очень легко. Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Для работы подойдёт фрезерная машинка любой мощности. Желательно, чтобы она была лёгкая и удобная, тогда проще будет копировать рисунок. Поэтому не нужно заморачиваться, какой выбрать фрезер для начинающих, главное — подобрать фрезы диаметром от 2 миллиметров. При работе нужно проявить усердие, чтобы ровно пройти тонкой фрезой по контуру рисунка и не сломать её. Следующий шаг — углубление фона, для этого применяется фреза-флажок большого диаметра.
Опасные факторы
 Фрезерные станки требуют соблюдения полной безопасности и высокой квалификации работника. При применении электрических машин могут произойти несчастные случаи, вызванные выбросом материала при фрезеровании. Поэтому исполнитель работ должен иметь специальную рабочую одежду.
Фрезерные станки требуют соблюдения полной безопасности и высокой квалификации работника. При применении электрических машин могут произойти несчастные случаи, вызванные выбросом материала при фрезеровании. Поэтому исполнитель работ должен иметь специальную рабочую одежду.
Если в процессе фрезерования выделяется сильная пыль, нужно иметь защитные очки. Максимальную безопасность в этой ситуации предоставляют специальные струбцины и тиски, эффективно удерживающие заготовку, предотвращая её выброс. Нельзя руками удерживать заготовку в зоне вращения фрезы или непосредственно касаться вращающегося инструмента. Необходимо применять специальные прижимные приспособления для продвижения детали во время фрезерования.
pochini.guru
Выбор фальцев, пазов и шпунтов
Эти простые с виду элементы соединений нередко оказываются сложными в изготовлении. Неплотная подгонка, неровные края и сколы указывают на небрежность и ошибки в работе. Все, что требуется для хорошего результата, наверняка есть в вашей мастерской.
Без пазов, фальцев и шпунтов трудно представить многие столярные конструкции, начиная от простой рамки для фото до большого шкафа. Они с древнейших времен считаются фундаментом столярно-плотницкого ремесла и до сих не потеряли своего значения как стандартные элементы деталей корпусной мебели и других проектов, в которых есть полки, ящики или перегородки. Мы познакомим со всеми этапами их изготовления, что позволит вам создавать проекты с безупречными соединениями.
Какими инструментами вы пользуетесь?
Методы изготовления пазов, шпунтов и фальцев отличаются в зависимости от арсенала инструментов, которыми вы располагаете, а также от того, будет ли готовое соединение находиться на виду после окончательной сборки проекта. (Сравнить преимущества и недостатки этих методов поможет прилагаемая таблица.) Помните, что некоторые соединения можно спрятать за фасадными рамами, а более-менее ровный паз сделать ещё лучше с помощью специальных фрез (см. раздел «Фрезы для зачистки пазов уберут огрехи пильного станка»).

Имея много общего, эти выборки тем не менее различаются в зависимости от их расположения в деревянной заготовке. Фальц образует Г-образное углубление вдоль кромки или торца. Паз имеет два плечика (стенки) и расположен поперек направления волокон. У шпунта также есть две стенки, но он располагается вдоль волокон.
ПЯТЬ СПОСОБОВ ВЫБОРКИ ПАЗОВ, ШПУНТОВ И ФАЛЬЦЕВ
| ИНСТРУМЕНТ | ОЦЕНКА РЕЗУЛЬТАТА | СТОИМОСТЬ | ДРУГИЕ ВАРИАНТЫ ПРИМЕНЕНИЯ | |
| Наборный пазовый диск | Преимущества: пилит чище, чем большинство обычных дисков; точная регулировка толщины с помощью прокладок | Недостатки: оставляет треугольные борозды в углах выборки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $80-$250 | Формирование шипов, ящичных соединений, соединений вполдерева и др. |
| Регулируемый пазовый диск | Преимущества: простая и быстрая настройка; доступная цена | Недостатки: неровное дно выборки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $50-$80 | Формирование шипов, соединений вполдерева и т. п., но с невысокими требованиями к качеству |
| Комбинированный пильный диск с 40 или 50 зубьями | Преимущества: позволяет обойтись без пазового диска; при работе поперек волокон делает чистые фальцы | Недостатки: необходимость делать несколько проходов, что отнимает много времени и часто приводит к ошибкам; следы зубьев требуют зачистки; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $10-$80 | Продольное и поперечное пиление в обычных операциях на пильном станке |
| Прямая фреза | Преимущества: делает чистые и прямоугольные выборки; отличная точность, когда диаметр фрезы совпадает с шириной шпунта или паза | Недостатки: глубокие выборки делаются за несколько проходов; при работе поперек волокон для предотвращения сколов требуется подпорная доска | $5-$20 за одну фрезу или $30-$100 за набор из 6-9 фрез | Выборка гнезд, фрезерование по шаблону, выравнивание грубых поверхностей |
| Фальцевая фреза | Преимущества: делает чистые фальцы при ручном фрезеровании и на фрезерном столе; настройка быстрее и проще, чем у прямой фрезы | Недостатки: глубокие фальцы делаются за несколько проходов; при работе поперек волокон для предотвращения сколов требуется подпорная доска; может отрывать края шпона с облицованных поверхностей | $10-$40 за одну фрезу или $20-$60 за комплект с несколькими подшипниками | Не предназначена для других операций |
Пильный станок работает аккуратно и быстро
Когда нужно выбрать пазы, фальцы или шпунты, все работники мастерской в первую очередь вспоминают о пильном станке. Как правило, для установки пазового диска и настройки требуется меньше времени, чем на подготовку фрезера. Кроме того, нравится то, что пильный станок быстро справляется с такой работой и на нём удобно работать с досками и щитами разной ширины и длины.
Пазовые диски бывают двух типов: наборные и регулируемые (так называемые «пьяные»). Мы предпочитаем наборные, которые делают прямоугольные чистые пропилы. Конечно, самые дорогие наборные диски режут чище, и дно выборки получается плоским, а боковые поверхности параллельными и без сколов. Однако большинство наборных дисков оставляют в нижних углах небольшие треугольные бороздки, образующиеся из-за скошенных граней зубьев на внешних дисках. Регулируемые («пьяные») диски подкупают низкой ценой и быстротой настройки, но у них есть серьёзный недостаток — дно выборки получается вогнутым, а углы не прямыми, и после работы с ними приходится прибегать к зачистке.
Вы можете также делать все три разновидности выборок комбинированным пильным диском с 40 или 50 зубьями. Выбирая паз или шпунт, сделайте сначала крайние пропилы, а затем за несколько проходов удалите материал между ними. Мелкие неровности на дне выборки можно зачистить острой стамеской или фрезой.
Таким же способом удаётся выпиливать и фальцы, но мы предпочитаем делать их с помощью двух пропилов. Сначала делается пропил, формирующий плечико фальца. Затем на продольном (параллельном) упоре закрепляется высокая накладка (150-200 мм в зависимости от ширины заготовки), регулируется вылет диска и делается второй пропил под прямым углом к первому. Чтобы избежать отдачи при заклинивании диска и выброса обрезка, убедитесь, что обрезок не окажется между диском и упором.
Как добиться хороших результатов с пильным станком
СОВЕТ 1: Настройте станок для чистого и аккуратного пиления.
Прежде чем начать работу с заготовками, убедитесь в правильности всех настроек вашего станка, чтобы распилы были чистыми и прямоугольными. Продольный упор и пазы для поперечного (углового) упора должны быть параллельны диску, а головка поперечного упора установлена точно под углом 90° к диску. Даже небольшие отклонения могут сказаться на качестве изготовления соединений и их последующей сборке.
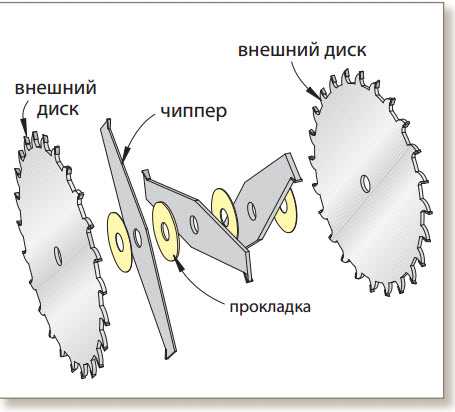 СОВЕТ 2: Для получения лучших результатов выберите хороший пазовый диск.
СОВЕТ 2: Для получения лучших результатов выберите хороший пазовый диск.
Наборные пазовые диски обычно состоят из двух внешних дисков, нескольких центральных режущих элементов (чипперов)и металлических или пластиковых шайб-прокладок (вы можете сами изготовить прокладки из бумаги или картона). Определите требуемую ширину выборки, затем установите соответствующее число чипперов между внешними дисками (см. рисунок), наденьте всю стопку на шпиндель пильного станка и затяните гайку. Не беспокойтесь, если на шпинделе не хватит места для штатного фланца, просто отложите его в сторону. Гораздо важнее, чтобы гайка была навернута целиком.
СОВЕТ 3: Делайте пробные проходы, добиваясь аккуратности.
Выпиливайте пазы и шпунты на пробных обрезках и проверяйте правильность настроек. Для изменения ширины добавляйте или вынимайте шайбы-про- кладки и чипперы. Мы предпочитаем выпиливать шпунты и пазы чуть меньшей, чем требуется, ширины (буквально на несколько долей миллиметра), а затем шлифовать вставляемую деталь по толщине, чтобы она входила плотно. Не забывайте шлифовать всю деталь одними и теми же номерами абразива, чтобы при отделке изделия не выявились различия в гладкости поверхностей. И будьте осторожны, чтобы на верхних слоях фанерного шпона не появились протёртые насквозь участки.
СОВЕТ 4: Применяйте противосколь- ный вкладыш, чтобы края выборки не получились рваными.
Вы можете самостоятельно сделать противоскольный вкладыш для своего пильного станка. Настройте пазовый диск на требуемую ширину и опустите его ниже поверхности стола. Вставьте в проем стола остроганную и выпиленную по форме проёма деревянную пластину, которая должна располагаться вровень с поверхностью стола. Надёжно прижмите пластину сверху, расположив прижим вдоль неё и чуть в стороне от диска. Включив станок, медленно поднимайте диск до высоты, примерно соответствующей глубине выборки. Выключите станок и измерьте вылет диска, затем сделайте пробный проход на обрезке.
СОВЕТ 5: Точите весь комплект, а не отдельные диски.
Твердосплавные зубья со временем становятся тупыми и требуют заточки. Всегда точите каждый диск и каждый чиппер, даже если никогда ими не пользовались, чтобы все зубья имели одинаковую высоту. Если это правило не соблюдать, некоторые чипперы будут погружаться в материал глубже.
СОВЕТ 6: Наклейте скотч, чтобы избежать сколов тонкого шпона.
При пилении листовых материалов, облицованных шпоном, всегда есть риск образования сколов. Для сохранения целостности шпона наклейте полосу малярного скотча вдоль линии распила и на задний торец заготовки, чтобы обеспечить поддержку древесных волокон. Сначала сделайте проход минимальной глубины, чтобы только надрезать шпон, затем поднимите диск и сделайте второй проход до окончательной глубины, как показано на фото.
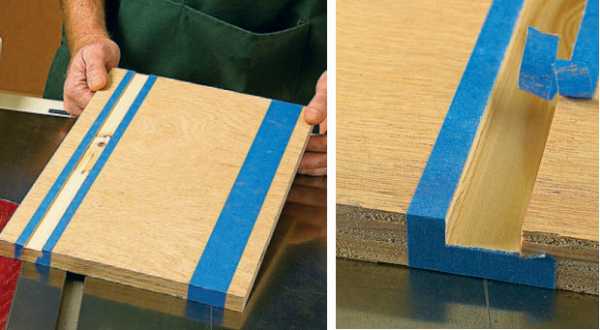
Первым проходом глубиной 1,5 мм чисто перерезан шпон (слева). После выборки паза требуемой глубины осторожно удалите скотч, чтобы избежать отрыва волокон шпона.
Уменьшайте подачу соответственно количеству удаляемого материала.
СОВЕТ 7: Пользуйтесь толкателем и подпорными досками

Левый паз в этой дубовой доске мы выпиливали, подпирая кромку заготовки обрезком, но не применяли его для правого паза. Подпорный обрезок помогает избежать сколов.
При поперечном пилении диск будет вырывать волокна в месте выхода из заготовки, если не предпринять некоторые меры. Закрепите на поперечном (угловом) упоре деревянную накладку, которая послужит подпорной доской, как показано в следующем совете, или вставляйте ненужный обрезок между заготовкой и головкой упора.
СОВЕТ 8: Продольный упор в роли ограничителя.

Делая паз или поперечный фальц, используйте продольный упор вместо ограничителя и деревянную накладку, чтобы уменьшить сколы. Наждачная бумага не дает заготовке скользить.
Для пазов и фальцев на конце заготовок используйте продольный и поперечный упоры одновременно, как показано на фото. Так как пропил не проходит заготовку насквозь, нет риска её защемления и обратного отскока. Добавьте высокую накладку для выпиливания фальцев, чтобы диск не касался продольного упора.
Для быстрого монтажа закрепите накладку на продольном упоре двухсторонним скотчем. Установите пазовый диск, толщина которого больше ширины фальца. Сделайте вырез для диска в накладке, как показано на рисунках. Затем с помощью продольного упора отрегулируйте ширину фальца и обработайте заготовку.
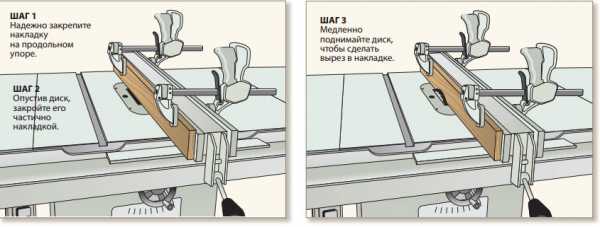
Универсальность фрезера позволяет добиться лучших результатов

Этот комплект позволяет делать фальцы разной ширины одной фрезой. Чем меньше подшипник, тем шире фальц, и наоборот.
Ничто не сравнится с фрезером, делающим прямоугольные и чистые пазы, шпунты и фальцы с плоским дном, в аккуратности изготовления соединений, которые будут видны в готовом изделии. Управляя фрезером с помощью рук или закрепив его в стол, вы в любом случае получите отличный результат. Фрезер особенно незаменим при выборке глухих пазов, шпунтов и фальцев (не выходящих за один или оба края детали). При работе с фрезером вы можете видеть метки начала и конца выборки, а также саму фрезу, в отличие от пильного станка, где диск закрыт сверху заготовкой, что затрудняет работу по меткам.
Фрезерование аккуратных фальцев вручную или на фрезерном столе
Для выборки фальцев почти с одинаковым успехом можно использовать фальцевую, прямую или спиральную фрезы. Фальцевые фрезы продаются по отдельности или в наборе с подшипниками разного диаметра для получения фальцев разной ширины. Держа фрезер в руках, перемещайте его вдоль внешних кромок заготовки в направлении против часовой стрелки. Для лучшей устойчивости одну из ручек фрезера следует располагать над заготовкой. Чтобы при обработке поперёк волокон древесины избежать сколов на углах, применяйте подпорную доску или остановите операцию, не доходя до угла, а затем осторожно фрезеруйте в обратном направлении, начав с угла (такой метод называется попутным фрезерованием).
При обработке листовых материалов фальцевая фреза часто оставляет рваные волокна в виде ворса на краях лицевого шпона, а не срезает их чисто. Чтобы это исправить, сначала отфрезеруйте фальц требуемой глубины и ширины, а затем удалите ворс с помощью прямоугольной шлифовальной колодки, направляя её вдоль волокон в сторону фальца. Фальцевые фрезы также отлично подходят для фрезерного стола, имеющего много преимуществ перед фрезером, который управляется вручную. Вам не нужно менять подшипники для изменения ширины фальца. Можно установить продольный упор вровень с передней стороной подшипника, чтобы выбирать фальц максимальной ширины, или сдвинуть упор вперед для выборки более узкого фальца. Когда ширина фальца контролируется только с помощью подшипника, фреза точно повторяет контуры кромки (в том числе и дефекты), и они будут копироваться в соединении.
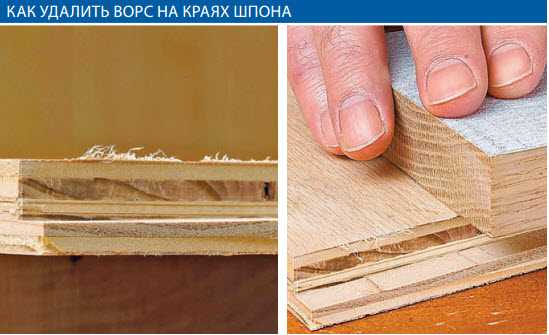
Фальцевые фрезы часто оставляют край шпона ворсистым, а не срезают его чисто, поэтому приходится применять шлифовальную колодку для удаления торчащих волокон. Если отдельные ворсинки согнутся внутрь фальца, аккуратно отшлифуйте вертикальную грань, стараясь не скруглить острое ребро.
Если у вас нет фальцевой фрезы, вы можете с успехом выбирать фальцы прямыми или спиральными фрезами. Используйте их в фрезерном столе или в сочетании с боковым упором при фрезеровании вручную. Избегайте тупых фрез, оставляющих прижоги или мшистые поверхности вместо гладких и чистых.
Реальную толщину листов не указывают на ярлыках
Листовые и плитные материалы, такие как фанера или МДФ, обычно имеют меньшую толщину, чем она обозначена на кромке или наклейках. Например 19-миллиметровая фанера часто бывает толщиной чуть более 18 мм. Что из этого следует? Если вы планируете делать пазы, шпунты или фальцы в этих материалах, прежде всего необходимо их тщательно измерить. Толщина может быть разной даже у листов из одной стопки. Всегда делайте пробные образцы из обрезков и проверяйте плотность соединений. Для таких случаев выпускаются специальные фрезы с уменьшенным диаметром.
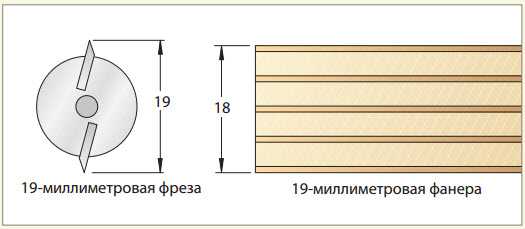
Чтобы получить по-настоящему хороший результат, применяйте прямую или спиральную фрезу, диаметр которой меньше толщины фанеры, и делайте выборки за два прохода с помощью самодельных или фабричных приспособлений.
Если вы, подобно нам, предпочитаете не фрезер, а пильный станок с наборным диском, используйте такой метод: прежде всего пометьте все шайбы-прокладки литерами (А, В, С и т. д.) с помощью несмываемого маркера или гравировки. Затем точно настройте ширину, установив соответствующие диски, чипперы и прокладки. Снимая набор со шпинделя, запишите в блокнот, какие чипперы и прокладки были установлены. В следующий раз, когда будете работать с фанерой аналогичной толщины, вы сможете собрать диск в такой же комбинации, ориентируясь на свои записи. Однако не нужно полностью им доверять. Всегда делайте для проверки пробные проходы.
Фрезы для зачистки пазов уберут огрехи пильного станка
Название этих фрез точно соответствует их назначению: они срезают неровности на дне, делая шпунт или паз идеально ровным и прямоугольным.
Вот как они применяются: сначала выпилите паз нужной ширины с помощью пильного станка, оставив припуск около 1 мм по глубине. Сделайте такие выборки на всех деталях. Теперь установите в цангу фрезу для зачистки пазов и настройте фрезер на окончательную глубину. Проведите фрезу вдоль выборки, прижимая подшипник сначала к одной стенке, а затем к другой.
Не путайте эти фрезы с похожими фрезами для гнезд, имеющими более длинную режущую часть (10-13 мм высотой), из-за которой подшипник будет расположен выше стенки 10-миллиметрового паза, и это потребует применения направляющей.

Внешние зубья наборных пазовых дисков оставляют в углах треугольные бороздки, избавиться от которых поможет фреза для зачистки пазов.

Фреза удаляет со дна слой толщиной чуть больше миллиметра, делая поверхности выборки чистыми и ровными.

Этим фрезам постоянно находится применение в нашей мастерской. Они работают чисто и подходят для шпунтов шириной 10 мм.
Используйте преимущества фрезерного стола для выборки пазов, шпунтов и фальцев
Для фрезерования этих элементов соединений мы в большинстве случаев предпочитаем использовать фрезерный стол, более безопасный по сравнению с ручным фрезером и обеспечивающий лучший контроль благодаря продольному упору, прижимам-гребёнкам, поперечному упору и системе пылеудаления.
Чтобы добиться лучших результатов, следует учитывать возможности и ограничения вашего фрезера и самих фрез. Выборка шпунта сечением 19×10 мм в дубовой доске приводит к перегрузке электродвигателя и быстрому затуплению фрезы, поэтому такую операцию следует выполнять за два прохода, каждый раз погружая фрезу на половину требуемой глубины.

Фрезы с нисходящей спиралью режут чисто, но направляют стружку вниз, а не выталкивают её. Удалите мусор с помощью компрессора и сделайте ещё один проход.
Иногда стружки и пыль скапливаются в глубине выборки или под доской, слегка приподнимая её, в результате чего на дне образуются неровности. Выполнив все проходы до окончательной глубины, удалите стружки и пыль со стола и заготовки и сделайте ещё один проход для зачистки стенок и дна выборки, не меняя настройки. Фреза с нисходящей спиралью может приподнимать заготовку при выборке шпунта или паза на фрезерном столе. Эти твердосплавные фрезы лучше всего работают при фрезеровании материала насквозь, когда стружки проваливаются в образующийся просвет.
Фрезы с восходящей спиралью, наоборот, хорошо удаляют стружки из глубины шпунта, но могут отрывать края лицевого шпона на фанере. Наш совет: применяйте фрезу с восходящей спиралью везде, где можно использовать прямую фрезу, а фрезу с нисходящей спиралью оставьте для тех случаев, когда выборка имеет открытый край или когда фреза прорезает материал насквозь.
Фрезеруя пазы и шпунты вручную, применяйте направляющие
Если шпунт или паз нужно выбрать так далеко от кромки, что это нельзя сделать на фрезерном столе с продольным упором, приходится прибегать к фрезерованию в ручном режиме. При этом у вас есть выбор между тремя вариантами: можно перемещать фрезер, прижимая край его подошвы к направляющей, или использовать копирующую фрезу и направляющую, или установить на фрезер боковой упор.
Для первого варианта закрепите в цангу прямую фрезу или фрезу с восходящей спиралью и настройте глубину фрезерования. Измерьте расстояние от края подошвы фрезера до лезвий фрезы. Зафиксируйте направляющую на таком же расстоянии от линий разметки, стараясь выровнять её как можно точнее. Включив фрезер, передвигайте его вдоль направляющей, чтобы выбрать шпунт или паз.

Чтобы шпунт или паз получились прямыми, подошва фрезера должна перемещаться вдоль направляющей, касаясь её одной и той же точкой.

Так как режущая часть фрезы и подшипник имеют одинаковый диаметр, вам нужно только выровнять направляющую с линией разметки, не прибегая к измерениям.
Второй вариант (с копирующей фрезой) избавляет вас от ошибки, связанной с измерением и установкой расстояния, так как подшипник фрезы, расположенный над режущей частью, движется по кромке направляющей. Вам нужно только закрепить направляющую точно по линии разметки.
Если заготовка слишком большая и её неудобно обрабатывать на фрезерном столе, используйте боковой упор, который поможет сделать паз или шпунт параллельно краю заготовки на расстоянии, обычно не превышающем 200 мм. Для этой операции лучше установить в цангу прямую фрезу или фрезу с восходящей спиралью.

Возможно, Вас заинтересует:
stroyboks.ru
Виды фрез по дереву для ручного фрезера — novaso
Фрезы классифицируют в основном по их назначению и форме. Наиболее распространённые из них — профильные, пазовые, для выборки четвертей, для снятия фасок, конические для выборки пазов и шипов соединения «ласточкин хвост». Кроме того, домашнему столяру хоть и реже, но приходится иметь дело с такими фрезами по дереву для ручного фрезера, как торцовая, пригоночная, шрифтовая, для обработки кромок и торцов под склейку, а также — для выборки Т-образного паза.
Профильные фрезы для ручного фрезера
Профильная фреза — понятие довольно широкое, которое распространяется на многие базовые виды фрез: для выборки желобка (канавки), четвертную и как один из вариантов — для закругления углов и кромок.
Для формирования сложных профилей можно использовать последовательно несколько различных фрез по дереву для ручного фрезера этого типа или только так называемую многопрофильную фрезу.
Среди фрез по дереву для ручного фрезера для закругления углов и кромок бывают и трёхрадиусные, способные формировать закругления по любому из их радиусов или всеми одновременно.
Фрезы для снятия фасок могут быть различного диаметра с углами наклона режущих кромок к оси вращения 45, 55 и 60°. Эти фрезы имеют только боковые режущие кромки и, как правило, — нижнюю упорную цапфу или упорный подшипник. В отличие от них фрезы для выборки канавок имеют режущие кромки и на нижнем торце.
Пазовые фрезы по дереву для фрезера
У пазовых фрез есть боковые и торцовые режущие кромки, что позволяет внедрять их в обрабатываемую заготовку в любом месте и вести обработку, смещая фрезерную машинку в нужном направлении. Основные и вспомогательные режущие кромки обеспечивают чистую обработку боковых стенок и дна паза.
Из всех пазовых фрез наиболее часто применяют фрезы цилиндрической формы, в частности, для выборки пазов, четвертей и прорезей, сверления отверстий, нарезки прямых шипов, выборки углублений (гнёзд) в заготовках, соединений врубкой вполдерева, а также при работах с копировальными втулками и шаблонами.
фрезы по дереву для ручного фрезера с прямыми режущими кромками могут быть диаметрами от 2 до 30 мм, а фрезы со спиральными режущими кромками — диаметрами от 3 до 8 мм (с хвостовиком 08 мм). Спиральные фрезы лучше отводят образующуюся при обработке заготовок стружку.
К группе пазовых относятся и фрезы для нарезки шипов (в том числе шипов «ласточкин хвост», режущая головка которых сужается в направлении хвостовика под углом 15°).
Для выборки пазов на кромках заготовок применяют дисковые пазовые фрезы по дереву для ручного фрезера, работающие по принципу дисковой пилы. Их толщина обычно в пределах — 1,5-6 мм при диаметре 40-60 мм. При необходимости выбрать более широкие пазы фрезой совершают несколько проходов.
При выборке паза в середине кромки заготовку после первого прохода поворачивают на другую сторону. Тогда расстояние от стенок паза до пластей заготовки будет одинаковым.
Фрезы для выборки четверти (ФАЛЬЦА)
Такие фрезы отличаются от цилиндрических пазовых наличием упорных цапф или подшипников, направляющих фрезу вдоль кромки, обеспечивая тем самым одинаковую ширину выбираемой четверти. При необходимости выбрать более узкую или более широкую четверть заменяют упорный подшипник на другой соответствующего диаметра или используют другую фрезу.
Если фреза и её упорный подшипник — одинакового диаметра, то такая фреза рассматривается уже как пригоночная (иногда её называют «обгонная»), которой обрабатывают заподлицо с заготовкой кромочные накладки, фанеровку и пр.
При наличии у фрезы вращающейся вместе с инструментом упорной цапфы на обработанной базовой поверхности остаются следы от этой цапфы, с чем приходиться мириться. Упорные подшипники таких следов за собой не оставляют.
Кроме того, выпускают сборно-разборные фрезы и комплекты фрез для разных целей (например, для получения и последующего соединения деталей со сложным профилем).
Специальные фрезы
При выполнении декоративных выборок, например, орнаментов, шрифтов пользуются V-образными (коническими) гравировальными фрезами. При этом фрезерную машинку перемещают по разметке свободно от руки.
Для сверления и выборки отверстий применяют фрезы-свёрла с упорным центром и подрезателем. Отверстия под шканты сверлят фрезами 06, 08 и 012 мм. Гнёзда под мебельную фурнитуру выбирают фрезами 015-35 мм. При работе с фрезами большего диаметра фрезерную машинку следует переключать на более низкие обороты.
С помощью некоторых фрез можно формировать два взаимно сочетающихся профиля, один из которых — ответный. Это может быть комплект из двух отдельных фрез, дополняющих друг друга («профиль-контрпрофиль»), или одна фреза, создающая свой ответный профиль при повороте заготовки на другую сторону.
Материал для фрез по дереву
Фрезы делают из быстрорежущей стали (более доступные по цене), из твёрдого сплава (дорогие) и с твердосплавными напаянными пластинами. Стойкость твердосплавных лезвий превышает аналогичный показатель лезвий из быстрорежущей стали почти в 25 раз. Такие фрезы могут применяться также для обработки материалов с высоким содержанием клея (например, ДСП и плит MDF), трудно обрабатываемой древесины (например, тикового дерева), пластика и алюминия. Однако при обработке мягких пород дерева лучший результат дают фрезы из быстрорежущей стали, лезвия которых можно затачивать.
Достойная альтернатива двум этим видам фрез — фрезы со съёмно-поворотными неперетачиваемыми пластинами из твёрдого сплава, которые в сравнении с фрезами с затачиваемыми пластинами — более экономичны (достаточно сказать, что заточка фрезы обходится порой чуть ли не вдвое дороже её стоимости). Снять и поставить режущие пластины в другое положение — дело весьма простое.
Преимущество фрез со съёмно-поворотными пластинами и в том, что их рабочий диаметр остаётся постоянным. При заточке же лезвий он постепенно уменьшается.
Со съёмно-поворотными пластинами бывают фрезы: пазовые (08,010 и 012 мм), для фрезерования по периметру — 016 мм, пригоночные, для снятия фаски и выборки четверти. Ввиду высокой окружной скорости фрезы большого диаметра используют только на стационарных фрезерных устройствах.
Конечно, номенклатура фрез постоянно расширяется, а благодаря этому могут расшириться и технологические возможности домашних мастеров.
Это довольно таки не все фрезы для ручного фрезера. Их много и мы о всех постараемся поведать.
www.umeltsi.ru
Зачем нужен фрезерный станок?

Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
 Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
 Копирование деталей – одна из функций любого электрического фрезеровального станка.
Копирование деталей – одна из функций любого электрического фрезеровального станка.Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
 Основные элементы ручного фрезерного устройства и их предназначение.
Основные элементы ручного фрезерного устройства и их предназначение.В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством
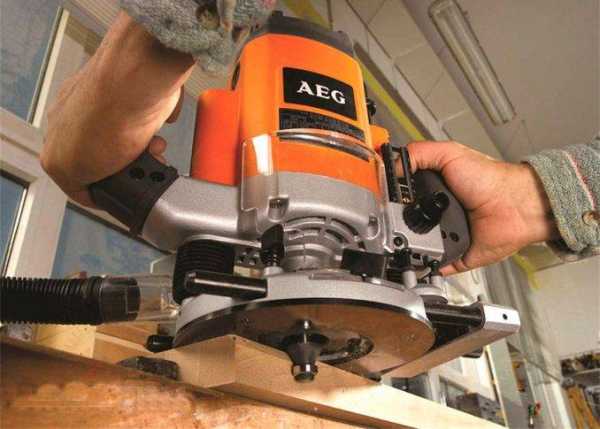
Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
 Показатели скоростей обработок при применении различных фрез.
Показатели скоростей обработок при применении различных фрез.Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
 Установка фрезы на устройство перед началом работ.
Установка фрезы на устройство перед началом работ.Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:
 Таким образом, заготовка выфрезеруется на заданную глубину.
Таким образом, заготовка выфрезеруется на заданную глубину.На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
 С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента
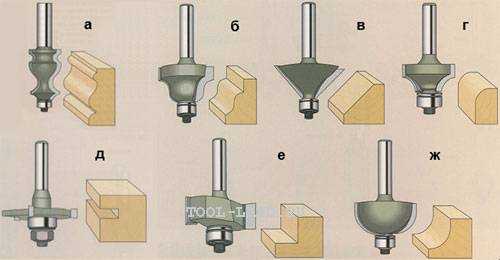
Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:
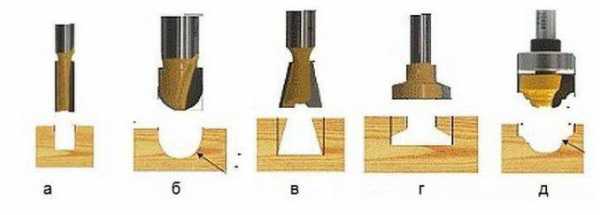 Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
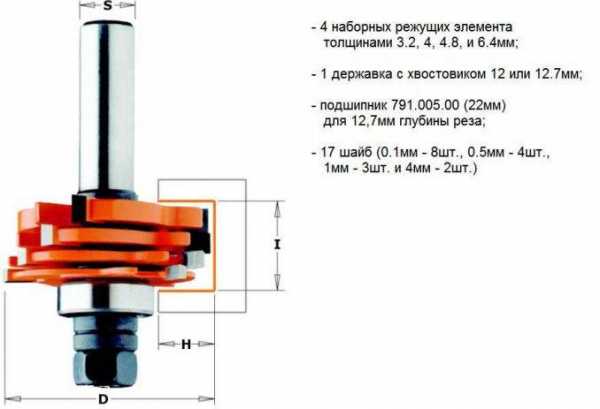 Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
 На фото представлена модель, где подключается пылесос для отвода стружки.
На фото представлена модель, где подключается пылесос для отвода стружки.Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:
Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
 Фрезы для обработки кромок.
Фрезы для обработки кромок.За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
- Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон крепко монтируется к столу или другой поверхности.
- Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Фреза устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
- Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
 Четверть, снятая на мебельном фасаде.
Четверть, снятая на мебельном фасаде.Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
 Нанесение на заготовку продольного фигурного рисунка.
Нанесение на заготовку продольного фигурного рисунка.Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
 Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
- После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
 Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
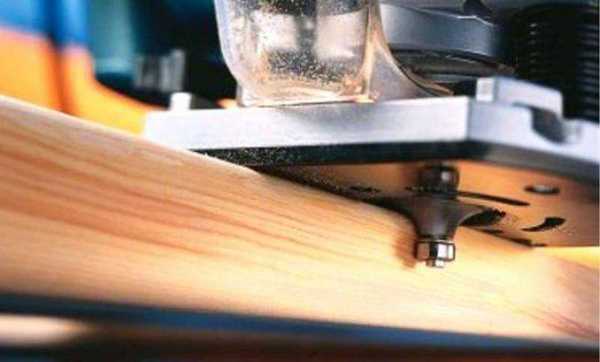 Округлая кромка.
Округлая кромка.Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.
 Нанесение рисунка на фанеру.
Нанесение рисунка на фанеру.Чтобы выфрезеровать криволинейную кромку, сначала используют фрезер без шаблона, осуществляя так называемую грубую обработку. После этого закрепляется шаблон, и заготовка обрабатывается окончательно. Если имеются места, где нужно много снимать материала фрезой, то эти места можно выпилить лобзиком.
stroyday.com
Разновидности диаметра хвостовика
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги — втулки, в которых зажимается хвостовик:
- Если они измеряются в миллиметрах, то самые распространённые это на 6, 8 и 12 мм.
- Когда размер указывается в дюймах, то обычно выбирать приходится только из двух из них – это четверть и половина дюйма.
Это важно! При переводе дюймов в единицы СИ получается 6,35 и 12,7 мм, но, несмотря на столь незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой и наоборот. Вал фрезерной машины вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой в лучшем случае порчу инструмента.
Типы конструкции фрез
В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях:
Сборные
В основе такой стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство.

Со сменными режущими кромками
Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают.

Монолитные
Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять.

Типы лезвий фрез
Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки.
По материалу и характеристикам лезвия выпускаются двух типов:
- HM – быстрорежущие. Используются для обработки мягких пород дерева или алюминия.
- HSS – твердосплавные. Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.

Пазовые галтельные
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» — в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
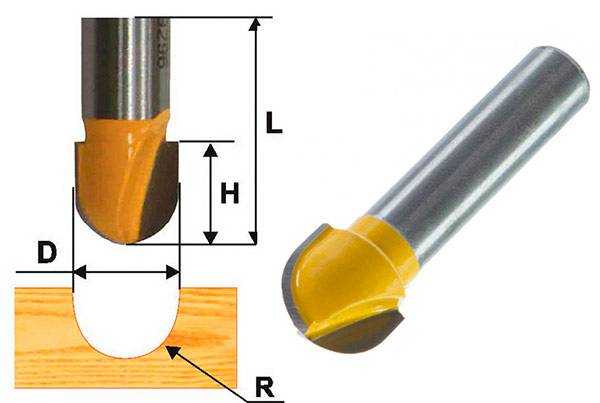
Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
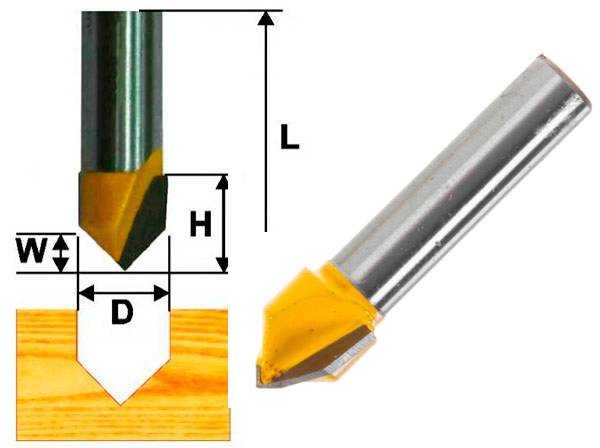
Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями.
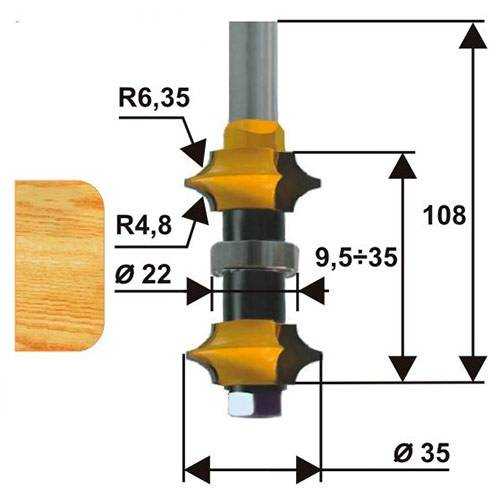
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.

Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.

Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Фрезы комбинированные
Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу.
Комбинированные универсальные
Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки.
Пазо-шиповые
Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.
Для изготовления вагонки
Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки.
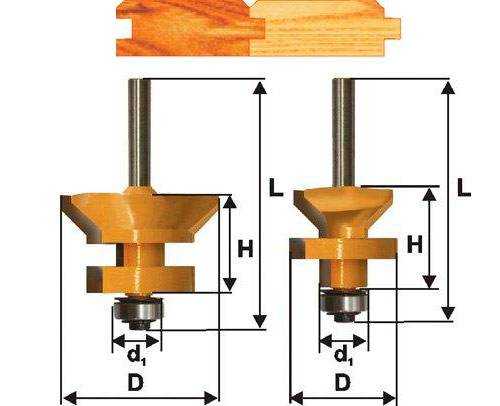
Комбинированные рамочные
Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку.
Фрезы фигирейные
Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
Фигирейные горизонтальные
Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки.
Фигирейные горизонтальные двухсторонние
Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза.
Фигирейные вертикальные
В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение.
Это все основные разновидности фрез по дереву для ручного фрезера, но дополнительно надо учитывать, что каждая из них изготавливается в нескольких размерах, так что у профессионального столяра для их хранения должен быть отдельный шкафчик немаленьких размеров.
Использованы фото известного
производителя фрез Энкор.
srbu.ru
www.novaso.ru