Дсп гост: ГОСТ 34007-2016 Плиты древесно-стружечные. Определения и классификация
ГОСТ 34007-2016 Плиты древесно-стружечные. Определения и классификация
Текст ГОСТ 34007-2016 Плиты древесно-стружечные. Определения и классификация
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
ГОСТ
34007-
2016
ПЛИТЫ ДРЕВЕСНО-СТРУЖЕЧНЫЕ
Определения и классификация
(EN 309:2005, NEQ)
Издание официальное
Москва
Стандартииформ
2017
ГОСТ 34007—2016
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия. обновления и отмены»
обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Центр по стандартизации лесопродукции «ЛЕССЕРТИКА» (ООО «ЦСЛ «ЛЕССЕРТИКА»)лри участии Общества с ограниченной ответственностью «КРОНОШПАН» (ООО «КРОНОШПАН») и Общества с ограниченной ответственностью «КРОНОСТАР» (ООО «КРОНОСТАР»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 121 «Плиты древесные»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 ноября 2016 г. № 93-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004- 97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | 8Y | Госстандарт Республики Беларусь |
Грузия | GE | Грузствндарт |
Киргизия | KG | Кыргызстакдарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстакдарт |
Узбекистан | и Z | Узствндврт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 18 мая 2017 г. № 390-ст межгосударственный стандарт ГОСТ 34007—2016 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2017 г.
№ 390-ст межгосударственный стандарт ГОСТ 34007—2016 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2017 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений европейского регионального стандарта EN 309:2005 «Плиты древесно-стружечные. Определения и классификация» («Particleboards — Definition and classification», NEQ)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок— в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства потехническомурегулированиюи метрологии всети Интернет ()
© Стандартинформ. 2017
2017
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен. тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ГОСТ 34007—2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛИТЫ ДРЕВЕСНО-СТРУЖЕЧНЫЕ Определения и классификация Particleboards Definitions and classification
Дата введения — 2017—11—01
1 Область применения
Настоящий стандарт распространяется на древесно-стружечные плиты и устанавливает их определения и классификацию.
2 Нормативные ссылки
8 настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 10632—2014 Плиты древесно-стружечные. Технические условия
ГОСТ27935—68 Плитыдревесно-волокнистыеидревесно-стружечные. Терминыи определения
ГОСТ 32289—2013 Плиты древесно-стружечные, облицованные пленками на основе термореактивных полимеров. Технические условия
ГОСТ 32398—2013 Плиты древесно-стружечные огнестойкие. Технические условия
Технические условия
ГОСТ 32399—2013 Плиты древесно-стружечные влагостойкие. Технические условия
ГОСТ 32567—2013 Плиты древесные сориентированной стружкой. Технические условия
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии а сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты* за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным)стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется а чести, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины ссоответстеующими определениями:
3. 1
1
древесно-стружечная плита: Листовой материал, изготовленный путем горячего прессования древесных частиц, преимущественно стружки, смешанных со связующим неминерального происхождения с введением при необходимости специальных добавок.
(ГОСТ 27935-88. статья 12)
Издание официальное
1
ГОСТ 34007—2016
3.2 древесностружечная плита со специальными свойствами: Древесностружечная плита, изготовленная с использованием клеевых систем и добавок, обеспечивающих водостойкость, биостойкость. водобиостойкость. трудносгораемость (огнестойкость), повышенные физико-механические характеристики, защиту от ионизирующего излучения.
3.3
древесностружечная плита плоского прессования: Древесностружечная плита, у которой древесные частицы расположены преимущественно параллельно ее пласти. изготовленная с усилием прессования, направленным перпендикулярно к пласти плиты.
[ГОСТ 27935—88, статья 13]_
3.4
древесностружечная плита экструзионного прессования: Древесностружечная плита, у которой древесные частицы расположены преимущественно перпендикулярно к ее пласти.
[ГОСТ 27935—88. статья 14]_
3.5 волокиистостружечная плита: Древесно-стружечная плита с наружными слоями из древесного волокна дефибраторного размола и внутренним слоем из древесной стружки.
3.6
плиты с ориентированной стружкой: ОСП (oriented strand boards: OSB): Листовой материал, изготовленный из склеенной между собой древесной стружки определенной формы, ориентированной в наружных слоях, преимущественно параллельно ее длине или ширине, а во внутреннем слое перпендикулярно к ее направлению в наружном слое или расположенной произвольно.
[ГОСТ 32567—2013, пункт 3.1)_
3.7
древесно-стружечная плита с мелкоструктурной поверхностью: Древесно-стружечная плита с наружными слоями из дополнительно измельченных и/или отсортированных древесных частиц пыли.
[ГОСТ 27935—88. статья 20]_
3.8
древесно-стружечная плита с обычной поверхностью: Древесно-стружечная плита с наружными слоями из древесных частиц, полученных без дополнительного измельчения.
[ГОСТ 27935-88. статья 21]_
3.9
облицованная древесно-волокнистая (древесно-стружечная) плита: Древесно-волокнистая (древесно-стружечная) плита, у которой одна или обе пласти облицованы листовыми отделочными материалами.
[ГОСТ 27935—38, статья 33]_
3.10
лакированная (окрашенная) древесно-волокнистая (древесно-стружечная) плита: Древесно-волокнистая (древесно-стружечная) плита, у которой одна или обе пласти покрыты лакокрасочными материалами.
[ГОСТ 27935—88. статья 34]
4 Классификация
4.1 Классификация древесно-стружечных плит приведена с учетом требований ГОСТ 10632, ГОСТ 27935. ГОСТ 32289, ГОСТ 32398. ГОСТ 32399. ГОСТ 32567.
4.2 Древесно-стружечные плиты по способу прессования подразделяют на:
• плиты плоского прессования;
• плиты плоского непрерывного прессования;
2
ГОСТ 34007—2016
• плиты экструэионнного прессования.
4.3 Древесно-стружечные плиты по состоянию поверхности подразделяют на:
• плиты с обычной поверхностью:
• плиты с мелкоструктурной поверхностью:
• плиты, облицованные декоративной пленкой:
• плиты окрашенные.
4.4 Древесно-стружечные плиты по степени обработки поверхности подразделяют на:
• плиты нешлифованные:
• плиты шлифованные.
4.5 Древесно-стружечные плиты по форме подразделяют на:
• плиты плоские:
• плиты с фасонной поверхностью:
• плиты с профилированной кромкой.
4.6 Древесно-стружечные плиты по виду используемого сырья подразделяют на:
• плиты из древесного сырья:
• плиты из костры льна и других однолетних растений.
4.7 Древесно-стружечные плиты по конструкции плит подразделяют на:
• плиты однослойные:
• плиты многослойные:
• плиты волокнисто-стружечные.
4.8 Древесно-стружечные плиты в зависимости от показателей внешнего вида пласти подразделяют на плиты I или II сорта.
4.9 Древесно-стружечные плиты в зависимости от содержания (выделения) формальдегида подразделяют на:
• плиты класса эмиссии формальдегида Е0,5;
• плиты класса эмиссии формальдегида Е1:
• плиты класса эмиссии формальдегида Е2.
4.10 Древесно-стружечные плиты в зависимости от назначения и области применения в промышленности и строительстве подразделяют на:
• плиты общего назначения для использования в сухих* условиях:
• плиты для использования внутри помещения (включая производство мебели) всухих условиях:
• плиты влагостойкие, несущие нагрузку, для использования во влажных** условиях:
• плиты, несущие нагрузку, для использования в сухих условиях;
• плиты трудносгораемые, используемые в зданиях повышенной пожарной безопасности.
* Сухие условия характеризуются температурой воздуха 20 *С и относительной влажностью воздуха, превышающей 65 %, несколько недель в году.
*’ Влажные условия характеризуются температурой воздуха 20 *С и относительной влажностью воздуха, превышающей 85*. в течение нескольких недель в году.
3
ГОСТ 34007—2016
УДК 674815—41:006.354 МКС 79.060.20 NEQ
Ключевые слова: древесно-стружечные плиты, определения, классификация
БЗ 12—2016/99
Редактор П. Гарнитура Ариап.
Гарнитура Ариап.
Уел. печ. л. 0.93. Уч.-изд. л. 0.84. Тирая27 эта. Зак. 896.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Издано и отпечатано во . 123995 Москва, Гранатный лер., 4. [email protected]
ГОСТ на плиты древесностружечные (ДСП) — Файловый архив — Лесная промышленность
Плиты древесностружечные (ДСП), древесноволокнистые, фанера, древесные моноструктурные. Методы определения и технические условия.
- ГОСТ 4598-86 Плиты древесноволокнистые. Технические условия
- ГОСТ 8904-81 Плиты древесноволокнистые твердые с лакокрасочным покрытием. Технические условия
- ГОСТ 10632-2007 Плиты древесно-стружечные. Технические условия
- ГОСТ 10633-78 Плиты древесностружечные. Общие правила подготовки и проведения физико-механических испытаний
- ГОСТ 10634-88 Плиты древесностружечные. Методы определения физических свойств
- ГОСТ 10635-88 Плиты древесностружечные.

- ГОСТ 10636-90 Плиты древесностружечные. Метод определения предела прочности при растяжении перпендикулярно пласти плиты
- ГОСТ 10637-2010 Плиты древесно-стружечные. Метод определения удельного сопротивления выдергиванию гвоздей и шурупов
- ГОСТ 11842-76 Плиты древесностружечные. Метод определения ударной вязкости
- ГОСТ 11843-76 Плиты древесностружечные. Метод определения твердости
- ГОСТ 18110-72 Плиты древесностружечные. Технология. Термины и определения
- ГОСТ 19592-80 Плиты древесноволокнистые. Методы испытаний
- ГОСТ 23234-2009 Плиты древесно-стружечные. Метод определения удельного сопротивления нормальному отрыву наружного слоя
- ГОСТ 24053-80 Плиты древесно-стружечные. Детали мебельные. Метод определения покоробленности
- ГОСТ 26988-86 Плиты древесноволокнистые. Метод определения предела прочности при растяжении перпендикулярно к пласти плиты
- ГОСТ 27678-88 Плиты древесностружечные и фанера. Перфораторный метод определения содержания формальдегида
- ГОСТ 27680-88 Плиты древесностружечные и древесноволокнистые. Методы контроля размеров и формы
- ГОСТ 27935-88 Плиты древесноволокнистые и древесностружечные. Термины и определения
- ГОСТ Р 52078-2003 Плиты древесно-стружечные, облицованные пленками на основе термореактивных полимеров. Технические условия
- ГОСТ Р 53208-2008 Плиты древесные моноструктурные. Технические изделия
- ГОСТ Р 53867-2010 Плиты древесные и фанера. Определение выделения формальдегида методом газового анализа
- ГОСТ Р 54333-2011 Плиты древесно-стружечные и древесно-волокнистые. Метод определения предела прочности при растяжении перпендикулярно пласти плиты

 Перфораторный метод определения содержания формальдегида
Перфораторный метод определения содержания формальдегидаВ.ДСП — водостойкие древесно-стружечные плиты
Отличительным признаком ДСП с повышенной водостойкостью является характерный зеленый оттенок.
Водостойкая ДСП применяется для производства мебели, которая будет эксплуатироваться в условия повышенной влажности. В основном это мебель для ванных комнат и кухонь.
В основном это мебель для ванных комнат и кухонь.
Мебель, произведенная из В.ДСП более устойчива к влаге и не теряет своих свойств при эксплуатации во влажной среде. Однако, следует отметить, что она также подвержена разбуханию, просто в меньшей степени, чем обычная древесно-стружечная плита.
Продукция ОАО «Ивацевичдрев» — плиты древесно-стружечные с повышенной водостойкостью соответствует требованиям технических нормативных правовых актов: ГОСТ 10632-2007, ГН 2.6.1.10-1-01-2001.
|
Параметр (по ГОСТ 10632-2007) |
ед.изм. |
Показатель для толщин |
Метод испытания |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8 | 10 | 12 | 16 | 18 | 22 | 25 | 28 | 32 | 38 | |||
| Средняя плотность | кг/м3 | 740 | 730 | 710 | 680 | 675 | 660 | 665 | 650 | 635 | 625 | ГОСТ 10634 |
| Предельное отклонение плотности в пределах плиты | % | + — 10 | ГОСТ 10634 | |||||||||
| Предельное отклонение по толщине | мм | + — 0,30 | ГОСТ 27680 | |||||||||
| Предельное отклонение по длине и ширине | мм | + — 5,0 | ГОСТ 27680 | |||||||||
| Отклонение от перпендикулярности кромок, не более | мм/м | 2 | ГОСТ 27680 | |||||||||
| Разбухание по толщине 24 часа, не более | % | 20 | ГОСТ 10634 | |||||||||
| Предел прочности при изгибе | МПа | 14,0 | 13,0 |
1,5 |
10,0 | 8,5 | ГОСТ 10635 | |||||
| МПа | 1800 | 1600 | 1500 | 1350 | 1200 | ГОСТ 10635 | ||||||
| Предел прочности при растяжении перпендикулярно к пласти плиты | МПа | 0,40 | 0,35 | 0,30 | 0,25 | 0,20 | ГОСТ 10636 | |||||
| Удельное сопротивление нормальному отрыву наружного слоя | МПа | 0,8 | ГОСТ 23234 | |||||||||
| Покоробленность | мм | 1,2 | ГОСТ 24053 | |||||||||
| Содержание формальдегида |
мг/100г.
|
до 4,0 включ. (класс эмиссии E0,5) | ГОСТ 27678 | |||||||||
| Влажность | % | 5-13 | ГОСТ 10634 | |||||||||
| Формат и толщины, мм | Кол-во плит в палете |
Вес палеты брутто, кг |
Количество палет/плит в еврофуре |
Объем, м3 |
|---|---|---|---|---|
| 2440×1830×8 | 76 | 1900 | 11/836 | 29,863 |
| 2440×1830×16 | 38 | 1900 | 11/418 | 29,863 |
| 2440×1830×18 | 38 | 2000 | 10/380 | 30,542 |
| 2440×1830×22 | 30 | 2000 | 10/300 | 29,470 |
| 2440×1830×25 | 25 | 1900 | 11/275 | 30,698 |
| 2750×1830×8 |
74 |
2000 | 10/720 | 29,792 |
| 2750×1830×10 | 58 | 2000 | 10/580 | |
| 2750×1830×15 | 40 | 2000 | 10/400 | 30,195 |
| 2750×1830×16 | 37 | 2000 | 10/370 | 29,792 |
| 2750×1830×18 | 33 | 2000 | 10/330 | 28,893 |
| 2750×1830×22 | 27 | 2000 | 10/270 | 29,893 |
| 2750×1830×25 | 24 | 2000 | 10/240 | 30,195 |
| 2750×1830×28 | 21 | 2000 | 10/210 | 29,519 |
|
2750×1830×32 |
19 | 2000 | 10/190 | 30,598 |
| 2750×1830×38 | 20 | 2500 | 8/160 | 30,598 |
| 2800×2070×8 | 65 | 2000 | 10/650 | 30,139 |
|
2800×2070×10 |
52 | 2000 | 10/520 | 30,603 |
|
2800×2070×12 |
44 | 2000 | 10/440 | 29,139 |
| 2800×2070×15 | 36 | 2000 | 10/360 | 30,429 |
| 2800×2070×16 | 34 | 2000 | 10/340 | 31,530 |
| 2800×2070×18 | 30 | 2000 | 10/300 | 21,298 |
| 2800×2070×22 | 24 | 2000 | 10/240 | 30,603 |
| 2800×2070×25 | 21 | 2000 | 10/210 | 30,429 |
| 2800×2070×28 | 18 | 2000 | 10/180 | 29,212 |
| 2800×2070×32 | 16 | 2000 | 10/160 | 29,676 |
| 2800×2070×38 | 14 | 2000 | 10/140 | 30,835 |
| 3050×1830×25 | 27 | 2500 | 8/216 | 30,140 |
|
3050×1830×28 |
21 | 2200 | 9/189 | 29,532 |
|
3050×1830×28 |
18 | 2500 | 8/144 | 30,542 |
|
3600×1830×38 |
15 | 2500 | 8/120 | 30,041 |
| 3600×2150×12 | 32 | 2000 | 10/320 | 30,217 |
| 3660×1830×16 | 35 | 2500 | 8/280 | 30,006 |
| 3660×1830×38 | 15 | 2500 | 8/120 | 30,542 |
ГОСТы на фанеру, ДСП, ДВП, OSB-3 плиты
Качество древесно-плитных материалов, предлагаемых «ТД Ресурс» в Санкт-Петербурге, обеспечивается за счет точного соблюдения технических условий при их изготовлении.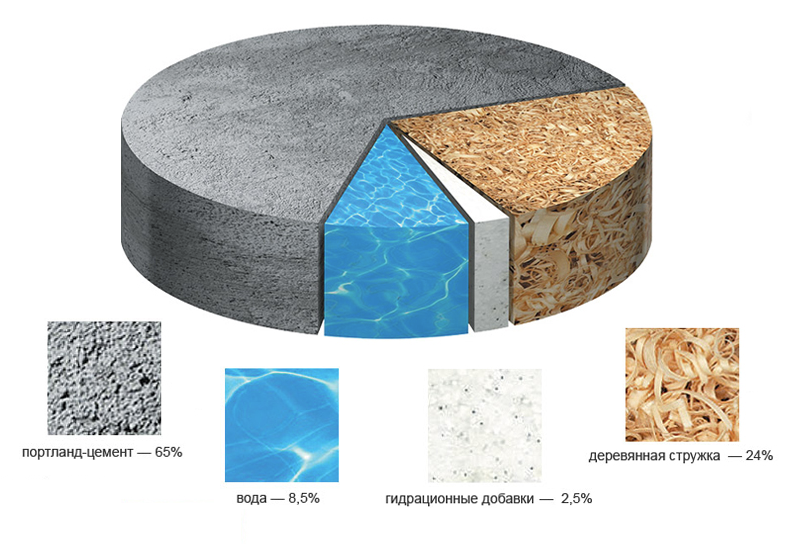 Древесноволокнистые плиты ДВП ГОСТ 4598-86, а также все виды фанеры, ДСП и OSB соответствуют требованиям действующих российских стандартов. Реализуемая продукция проходит сертификацию в независимых лабораториях и имеет подтверждающие документы.
Древесноволокнистые плиты ДВП ГОСТ 4598-86, а также все виды фанеры, ДСП и OSB соответствуют требованиям действующих российских стандартов. Реализуемая продукция проходит сертификацию в независимых лабораториях и имеет подтверждающие документы.
Кондиционный ДСП ГОСТ 106320-2104 общего назначения широко применяется для производства различных товаров: мебели и предметов интерьера. Материал наряду с фанерой и ОСП используется в строительстве для отделки помещений и изготовления наружных конструкций. Из ламинированного ДСП делаются мебельные фасады и множество других изделий.
Стандарты качества на фанеру и подтверждающие документы
Производство древесно-листовых материалов регламентируется требованиями общенациональных и отраслевых нормативов. Березовая фанера ФСФ ГОСТ 3916.1-96, а также марки ФК изготавливается с облицовкой из шпона лиственных пород и имеет высокий предел прочности:
- После кипячения на протяжении 60 мин.: до 1,5 МПа.
- При изгибании вдоль волокон: до 60 МПа.
- При растяжении: до 40 МПа.

Существует отдельный ГОСТ на влагостойкую фанеру хвойных пород, который отличается повышенными требованиями к материалу. В частности, нормируется физико-механические показатели, обеспечивающие ее устойчивость в условиях влажной среды ГОСТ-3916.2-96. Эксплуатационные качества ламинированной фанеры определяются по ТУ-5512-002-44769167-12, ТУ – 5512-002-12886368-2014.
Нормативные документы на древесно-плитные материалы
Композиты на основе природного сырья обходятся дешевле пиломатериалов и не уступают последним по эксплуатационным характеристикам. Плиты древесностружечные ГОСТ 10632 проходят жесткие испытания на соответствие нормативным физико-механическим показателям, а также на содержание формальдегидов. Панели высших сортов не имеют внешних дефектов и точно выдержанные размеры.
Прочная и легкая плита OSB-3 ГОСТ 32567-2013 предназначена для использования в промышленном производстве и строительстве. В процессе сертификации ОСП определяются пределы прочности листа с ориентированным расположением стружки, а также модуль упругости и другие показатели. Вся реализуемая «ТД Ресурс» продукция имеет паспорта качества и другие документы, подтверждающие ее соответствие национальным и отраслевым стандартам.
Вся реализуемая «ТД Ресурс» продукция имеет паспорта качества и другие документы, подтверждающие ее соответствие национальным и отраслевым стандартам.
Плиты ДСП 16 мм 1830*2750
Древесностружечная плита, пожалуй, трудно найти в обыденной жизни человека, незнакомого с этим термином. Безумно популярный материал в России. Сколько сейчас рекламы различного вида шкафов-купе, кухонь, всевозможной мебели, где в качестве основы используются ДСП плита и кэшированные, и ламинированные, отделанные всевозможными видами пластика, оклеенными полимерными пленками, шпонированные различными видами шпона и т.д.
Способы отделки поражают воображение, а цветовая гамма вообще на любой вкус. А ведь по сути своей, сырьем для таких плит служат всевозможные древесные отходы, то из чего ни доску хорошую не произведешь, ни лист фанеры не склеишь. Забавно, как производители использующие листы ДСП их рекламируют: «В качестве основы для мебели используется ДСП немецкой компании EGGER или там Glunz». Сейчас правда хватает предложений и от российских производителей. Забавно потому, что сама технология производства весьма старая, энергоемкая и здесь вряд ли возможно придумать нечто качественно новое. А оборудование и впрямь все немецкое. Еще в Советском Союзе было построено множество производств, в названиях основным параметром была мощность по выпуску плит в год в кубометрах. Были заводы ДСП-60 или 70 (60 или 70 тысяч кубометров в год), ДСП 100 (сто тысяч кубометров), и даже ДСП 250 (250 тысяч кубометров). Последних (ДСП 250) уже нет, в 90-ые годы были закрыты как нерентабельные, оборудование или распродавалось за копейки, или пришло в негодность по сроку давности. Хотя по качественным показателям это были очень конкурентоспособные заводы: трех и пятислойный ковер, мелкая фракция внешних слоев, последующая шлифовка, низкий класс эмиссии т.д., в общем, все то, что сейчас подразумевается под качеством от Glunz или Egger.
Сейчас правда хватает предложений и от российских производителей. Забавно потому, что сама технология производства весьма старая, энергоемкая и здесь вряд ли возможно придумать нечто качественно новое. А оборудование и впрямь все немецкое. Еще в Советском Союзе было построено множество производств, в названиях основным параметром была мощность по выпуску плит в год в кубометрах. Были заводы ДСП-60 или 70 (60 или 70 тысяч кубометров в год), ДСП 100 (сто тысяч кубометров), и даже ДСП 250 (250 тысяч кубометров). Последних (ДСП 250) уже нет, в 90-ые годы были закрыты как нерентабельные, оборудование или распродавалось за копейки, или пришло в негодность по сроку давности. Хотя по качественным показателям это были очень конкурентоспособные заводы: трех и пятислойный ковер, мелкая фракция внешних слоев, последующая шлифовка, низкий класс эмиссии т.д., в общем, все то, что сейчас подразумевается под качеством от Glunz или Egger.
Вдохнули новую жизнь в производство ДСП появившиеся автоматические линии по облицовке плит. Это популярное сейчас ламинирование, отделка декоративными пластиками, оклейка полимерными пленками и т.д. Большинство производителей пытаются использовать тот или иной вид отделки производимого материала, так как именно этот последний этап позволяет улучшить показатели рентабельности производства в целом. Сегодня купить ДСП на рынке России можно в следующих форматах: 1830х2440 мм, 1830х2750 мм, 1730х3500, толщиной 16 и 18 мм.
Это популярное сейчас ламинирование, отделка декоративными пластиками, оклейка полимерными пленками и т.д. Большинство производителей пытаются использовать тот или иной вид отделки производимого материала, так как именно этот последний этап позволяет улучшить показатели рентабельности производства в целом. Сегодня купить ДСП на рынке России можно в следующих форматах: 1830х2440 мм, 1830х2750 мм, 1730х3500, толщиной 16 и 18 мм.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДРЕВЕСНОСТРУЖЕЧНОЙ ПЛИТЫ
| Габаритные размеры, мм | 1830*2440; 1830*2750; 1750*3500 |
| Толщина, мм | 16 |
| Сорт | 1с; 2с |
| Тип поверхности | Шлифованная |
| Средняя плотность, кг/м3 | 710 |
| Класс эмиссии формальдегида | Е-2 |
| Влагостойкость | Не влагостойкая |
| Качество продукции соответствует требованиям | ГОСТ (GOST) 10632-2014 |
ФИЗИКО-МЕХАНИЧЕСКИЕ ПОКАЗАТЕЛИ ДСП
| Наименование показателей | Норма для плит марки Р2 16 мм | Результаты испытаний |
| Влажность, % | 5-13 | 5,3 |
| Покоробленность, мм, не более | 1,2 | 0,72 |
| Шероховатость поверхности пласти, мкм, не более | 32 | 19,0 |
| Предел прочности при изгибе, МПа, не менее | 11 | 12,2 |
| Предел прочности при растяжении перпендикулярно пласти, МПа, не менее | 0,35 | 0,37 |
ДСП ( древесно-стружечные плиты) 3500*1750*16мм.
 ГОСТ 10632-2007. в Екатеринбурге (ДСП)
ГОСТ 10632-2007. в Екатеринбурге (ДСП)ДСП ( древесно-стружечные плиты) тел: (343) 206-02-50 email: [email protected]
ДСП ( древесно-стружечные плиты)
В настоящее время ДСП (древесно-стружечная плита) самый популярный материал. Главные достоинства ДСП — низкая стоимость и простота обработки. ДСП изготавливается путем горячего прессования file/dsp/dsp.jpgкрупнодисперсной стружки, получаемой из отходов деревообработки и неделовой древесины любых пород, и введения термореактивной синтетической смолы, а также гидрофобизирующих, антисептических и других добавок, благодаря которым плита приобретает особую прочность и долговечность. На первом этапе производства происходит переработка сырья. Использование круглой древесины сокращается за счет использования таких материалов, как щепа, опилки и вторичная древесина. Часто в производство ДСП идут все виды сырья одновременно, или в смешанных видах. Полученную стружку сортируют, очищают и сушат. Затем из просмоленной стружки формируется так называемый ковер, из которого после прессования получается плита. Далее плиты кромкуются и подвергаются различным формам конечной обработки — шлифованию, нанесению покрытий и другим.
Далее плиты кромкуются и подвергаются различным формам конечной обработки — шлифованию, нанесению покрытий и другим.
Качество ДСП зависит от степени обработки поверхности. Первосортные плиты должны быть отшлифованы, на поверхности не должно быть царапин и других механических дефектов, пятен различного происхождения, края должны быть ровными, их толщина 10-26 мм. Из таких плит делают мебель.
Сорт ДСП определяется качеством поверхности. Различают ДСП 1 сорта, 2 сорта и несортную плиту используемую, как правило, в строительных целях. Согласно ГОСТ 10632-89, плиты первого сорта не должны иметь углублений (выступов) или царапин, парафиновых, пылесмоляных или смоляных пятен, сколов кромок, выкрашивания углов, недошлифовки, волнистости поверхности.
На ДСП второго сорта допускаются сколы кромок в пределах отклонений по длине или ширине плиты. Поверхность второсортной плиты может содержать дефекты шлифования не более 10% от площади. Так же на ДСП 2 сорта допускаются большие, в сравнении с 1 сортом, включения коры и крупной фракции стружки.
ЛДСП (ламинированные древесно-стружечные плиты)
Общее описание
Древесностружечные плиты, облицованные пленками на основе термореактивных полимеров
Что такое ламинированные древесностружечные плиты?
Древесностружечные плиты, облицованные декоративными бумажными пленками на основе термореактивных полимеров являются в настоящее время основным материалом для изготовления щитовых элементов мебели массового производства ( англ. — wood particleboards, laminated with paper impregnated with thermosetting resins).
В просторечии эти плиты часто называют «ламинированными «или «ламинатом». Помимо мебели они используются в строительстве и др. отраслях промышленности.
Плиты облицованные пленками на основе термореактивных полимеров обладают высокой твердостью поверхности и устойчивостью к воздействию высокой температуры, воды и растворителей. В процессе испытаний плиты подвергают воздействию воды, спирта, бензина, хлорамина, уксусной кислоты, кофе, чая, растительного масла, ацетона. Поэтому, ламинированные плиты хорошо подходят для изготовления деталей бытовой, медицинской, учебной и лабораторной мебели.
Поэтому, ламинированные плиты хорошо подходят для изготовления деталей бытовой, медицинской, учебной и лабораторной мебели.
Пример ЛДСП
Эти свойствам они обязаны содержанию в пленке меламиносодержащей формальдегидной или карбамидоформальдегидной смолы. Химическое название меламина — 2,4,6 триамино- 1,3,5 — триазин.
Ламинированные плиты, как правило, изготавливаются непосредственно на заводах древесно-стружечных плит. Ряд заводов выпускает ламинированные плиты раскроенными на мебельные детали по спецификации заказчика, в том числе с облицованными кромками.
Декоративные бумаги, используемые для ламинирования плит имеют самые разнообразные цвета и текстуры:
однотонные бумаги, рисунки под различные породы древесины, фантазийные декоры, геометрические орнаменты и т. д.
Основой ламинированных плит являются шлифованные древесностружечные плиты общего назначения:
- для групп А и Б — плиты древесностружечные марок П-А и П-Б по ГОСТ 10632 — 2007 первого сорта с мелкоструктурной поверхностью, шлифованные
для группы В — плиты древесностружечные марок П-А по ГОСТ 10632 -2007 первого сорта с мелкоструктурной поверхностью, шлифованные:
с плотностью не более: 720 кг/м — для толщин 13 мм и более, 800 кг/м — для толщин до 13 мм.
- разбуханием по толщине за 2 часа не более 16%.

Для облицовывания ламинированных плит используются пропитанные декоративные пленки с неполной конденсацией смолы. Пленка изготавливается в пропиточной машине из специальной декоративной бумаги плотностью 60 — 90 г/м2.
Технология ламинирования плиты следующая. Ламинирование плит осуществляется в прессах проходного типа или в многоэтажных прессах. Давление пресса 20 — 35 кг/см2, температура плит 140 — 210 град. С.
В процессе прессования пропитанная бумага уплотняется и пробретает свойства пластика. Содержавшаяся в ней смола, частично выдавливается на наружную и внутреннюю поверхности пленки и быстро конденсируется ( отверждается). Таким образом, на верхней ее поверхности образуется своего рода тведая лаковая пленка, а на нижней — клеевая. Смола проникает в мельчайшие поры плиты-основы, обеспечивая прочное соединение бумаги и плиты. Сама. Если формирующая прокладка пресса имеет текстурированную поверхность, то рисунок текстуры отпечатывается на поверхности облицованной плиты. Соответственно глянцевые прокладки обеспечивают получение глянцевой поверхности, а прокладки с матовой поверхностью обеспечивают матовую поверхность плиты
Соответственно глянцевые прокладки обеспечивают получение глянцевой поверхности, а прокладки с матовой поверхностью обеспечивают матовую поверхность плиты
Экспертное заключение на гигиеническую безопасность ДСП (шлифованная) типа Р2 по ГОСТ 10632-2014 | Материалы
09 12 2014
Экспертное заключение на гигиеническую безопасность ДСП (шлифованная) типа Р2 по ГОСТ 10632-2014
Действовал до 09.12.2019
Скачать (716 КБ)
Плиты древесно-стружечные типа Р2, изготовленные ООО «Сыктывкарский фанерный завод» по ГОСТ 10632-2014, код ТН ВЭД ТС 4410 11 100 0 , удовлетворяют требогваниям Техническогог регламента ТР ТС 025/2012 «О безопасности мебельной продукции» и «Единым санитарно-эпидемиологическим и гигиеническим требованиям к товарам, подлежащим санитарно-эпидемиологическому надзору (контролю)», раздел 6, утв. 28.05.2010 г. №299 в соответствии с обозначенной областью применения по степени миграции вредных веществ в окружающий воздух и по радиологическим показателям. Код ТН ВЭД ТС 4410 11 100 0, — может быть предметом импорта/экспорта и обращения (использования) в соответствии с обозначенной областью применения на таможенной границе и таможенной территории государств Таможенного Союза.
28.05.2010 г. №299 в соответствии с обозначенной областью применения по степени миграции вредных веществ в окружающий воздух и по радиологическим показателям. Код ТН ВЭД ТС 4410 11 100 0, — может быть предметом импорта/экспорта и обращения (использования) в соответствии с обозначенной областью применения на таможенной границе и таможенной территории государств Таможенного Союза.
Санитарно-эпидемиологическое заключение с 01 июля 2010 г. упразднено. Экспертные заключения выдаются на партию товара с целью информирования покупателей о содержании вредных веществ, порядке проведения лабораторных испытаний и не имеют срока действия. Внутренний контроль качества продукции, проводимый аттестованной лабораторией ООО «СФЗ», гарантирует соответствие каждой партии товара требованиям ТУ и ГОСТа.
- PDF Протокол лабораторных исследований (ДСП шлифованные типа Р2). pdf (976 Kb) (печать)
 pdf (976 Kb) (печать)
pdf (976 Kb) (печать)ДСП / ДСП — Речицадрев
ДСП (ГОСТ СТБ 1348-2009), код по Гармонизированной системе описания и кодирования товаров — 4410. В производственном процессе используется сырье, соответствующее требованиям FSC
Диапазон толщины 6-40 мм ;
Диапазон высот от 2440 до 3660 мм ;
Класс эмиссии формальдегида — Е1 (5,5 — 6 мг / 100 г) ;
Плотность 620-740 кг / м3 ;
Средняя плотность плиты толщиной 16 мм составляет 650 кг / м3 .
ДСП — самый популярный материал для производства мебели. Основное преимущество древесно-стружечных плит — устойчивость к механическим повреждениям, водонепроницаемость и простая механическая обработка . Этот материал легко распиливается и сверлится; его можно фрезеровать, нарезать, красить и клеить. Кроме того, стоимость ДСП довольно низкая. ДСП производятся методом высокотемпературного прессования опилок и древесной стружки. Для производства ДСП можно использовать практически любые породы хвойных и лиственных пород.Наличие гидрофобизирующих, антисептических и других добавок обеспечивает долговечность и долговечность материала.
Первый этап производства ДСП — переработка сырья. В качестве сырья используется круглый лес. На втором этапе щепа сортируется, очищается и сушится. Затем смола и древесная стружка образуют так называемый «ковер», который прессуется и изготавливается плита. После этого кромки плиты обрабатываются и доски обрабатываются несколькими способами — шлифованием и нанесением покрытия (ламинирования).
Сорт ДСП определяется по качеству обработки поверхности. Доска высшего сорта должна быть отшлифована и не иметь царапин, срезов и других механических дефектов; края должны быть гладкими. Из ДСП первого сорта производят мебель. ДСП первого сорта в обязательном порядке проверяют на содержание формальдегида. Только древесно-стружечные плиты с безопасным содержанием этого вещества можно считать экологически чистыми. Уровень выброса формальдегида определяется так называемым «камерным» методом.Идея этого метода — измерить уровень этого вредного вещества в воздухе камеры, в которую помещен кусок шлифованной ДСП. Этот метод наиболее распространен и считается наиболее эффективным. Современные методы производства обеспечивают производство шлифованных ДСП с гораздо более низким уровнем формальдегида, чем указанная ПДК. В этом отношении ДСП можно считать безопасным для здоровья.
ЗАПРОСИТЬ ЦЕНЫ
* Подтверждаем соответствие поставленной продукции (выполненных работ и оказанных услуг) установленным требованиям, а также наличие документов, подтверждающих качество и безопасность.
Основные условия доставки: 100% предоплата, FCA, г. Речица.
Грузоподъемность:
— вагон (64т) 1100 листов — 5 535,75 м2;
— автотранспорт (19 080/20 040 т) 360 листов (9 упаковок) — 1811,7 м2.
Менеджеров по продажам ДСП и ЛДСП:
тел. / Факс: +375 23 40 71880
Светлана Шестаева shestaeva.s@wood.по
Руслан Пинчук [email protected]
Водостойкие древесно-стружечные плиты
Отличительной чертой ДСП с повышенной водостойкостью является характерный зеленый цвет.Водостойкий ДСП используется для производства мебели, которая будет эксплуатироваться в условиях повышенной влажности. В основном это мебель для ванных комнат и кухонь. №
Мебель из В.ДСП более устойчива к влаге и не теряет своих свойств при использовании во влажной среде.Однако следует отметить, что она также подвержена разбуханию, но в меньшей степени, чем обычная ДСП.
Продукция «Ивацевичдрев» — древесно-стружечная плита повышенной водостойкости соответствует требованиям технических нормативных правовых актов: ГОСТ 10632-2007, ГН 2.6.1.10-1-01-2001.
| Параметр (по ГОСТ 10632-2007) | Ед. изм | Диапазон толщины | Метод испытаний | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 8 | 10 | 12 | 16 | 18 | 22 | 25 | 28 год | 32 | 38 | |||
| Средняя плотность | кг / м 3 | 740 | 730 | 710 | 680 | 675 | 660 | 665 | 650 | 635 | 625 | ГОСТ 10634 |
| Максимум.отклонение плотности внутри плиты | % | + — 10 | ГОСТ 10634 | |||||||||
| Максимум. отклонение по толщине | мм | + — 0,30 | ГОСТ 27680 | |||||||||
| Максимум. отклонение по длине и ширине | мм | + — 5,0 | ГОСТ 27680 | |||||||||
| Отклонение перпендикулярности кромки, не более | М-м-м | 2 | ГОСТ 27680 | |||||||||
| Отек 24 часа, макс. | % | 20 | ГОСТ 10634 | |||||||||
| Модуль разрыва при изгибе | МПа | 14,0 | 13,0 | 1,5 | 10,0 | 8,5 | ГОСТ 10635 | |||||
| Модуль упругости | МПа | 1800 | 1600 | 1500 | 1350 | 1200 | ГОСТ 10635 | |||||
| Прочность на растяжение перпендикулярно поверхности доски | МПа | 0,40 | 0,35 | 0,30 | 0,25 | 0,20 | ГОСТ 10636 | |||||
| Удельное сопротивление нормальному отслаиванию верхнего слоя | МПа | 0,8 | ГОСТ 23234 | |||||||||
| Поклон | мм | 1,2 | ГОСТ 24053 | |||||||||
| Эмиссия формальдегида | мг / 100 г | ≤ 4,0 (класс эмиссии E0.5) | ГОСТ 27678 | |||||||||
| Содержание влаги | % | 5-13 | ГОСТ 10634 | |||||||||
| Размер и толщина, мм | Количество досок в поддоне | Вес поддонов, брутто (кг) | Количество поддонов / досок в тележке | Объем , м 3 |
|---|---|---|---|---|
| 2440 × 1830 × 8 | 76 | 1900 г. | 11/836 | 29 863 |
| 2440 × 1830 × 16 | 38 | 1900 г. | 11/418 | 29 863 |
| 2440 × 1830 × 18 | 38 | 2000 г. | 10/380 | 30 542 |
| 2440 × 1830 × 22 | 30 | 2000 г. | 10/300 | 29 470 |
| 2440 × 1830 × 25 | 25 | 1900 г. | 11/275 | 30 698 |
| 2750 × 1830 × 8 | 74 | 2000 г. | 10/720 | 29 792 |
| 2750 × 1830 × 10 | 58 | 2000 г. | 10/580 | 29 189 |
| 2750 × 1830 × 15 | 40 | 2000 г. | 10/400 | 30 195 |
| 2750 × 1830 × 16 | 37 | 2000 г. | 10/370 | 29 792 |
| 2750 × 1830 × 18 | 33 | 2000 г. | 10/330 | 28 893 |
| 2750 × 1830 × 22 | 27 | 2000 г. | 10/270 | 29 893 |
| 2750 × 1830 × 25 | 24 | 2000 г. | 10/240 | 30 195 |
| 2750 × 1830 × 28 | 21 год | 2000 г. | 10/210 | 29 519 |
| 2750 × 1830 × 32 | 19 | 2000 г. | 10/190 | 30 598 |
| 2750 × 1830 × 38 | 20 | 2500 | 8/160 | 30 598 |
| 2800 × 2070 × 8 | 65 | 2000 г. | 10/650 | 30 139 |
| 2800 × 2070 × 10 | 52 | 2000 г. | 10/520 | 30 603 |
| 2800 × 2070 × 12 | 44 год | 2000 г. | 10/440 | 29 139 |
| 2800 × 2070 × 15 | 36 | 2000 г. | 10/360 | 30 429 |
| 2800 × 2070 × 16 | 34 | 2000 г. | 10/340 | 31 530 |
| 2800 × 2070 × 18 | 30 | 2000 г. | 10/300 | 21 298 |
| 2800 × 2070 × 22 | 24 | 2000 г. | 10/240 | 30 603 |
| 2800 × 2070 × 25 | 21 год | 2000 г. | 10/210 | 30 429 |
| 2800 × 2070 × 28 | 18 | 2000 г. | 10/180 | 29 212 |
| 2800 × 2070 × 32 | 16 | 2000 г. | 10/160 | 29 676 |
| 2800 × 2070 × 38 | 14 | 2000 г. | 10/140 | 30 835 |
| 3050 × 1830 × 25 | 27 | 2500 | 8/216 | 30 140 |
| 3050 × 1830 × 28 | 21 год | 2200 | 9/189 | 29 532 |
| 3050 × 1830 × 28 | 18 | 2500 | 8/144 | 30 542 |
| 3600 × 1830 × 38 | 15 | 2500 | 8/120 | 30 041 |
| 3600 × 2150 × 12 | 32 | 2000 г. | 10/320 | 30 217 |
| 3660 × 1830 × 16 | 35 год | 2500 | 8/280 | 30 006 |
| 3660 × 1830 × 38 | 15 | 2500 | 8/120 | 30 542 |
ДСП от Речицадрева | Чипборды
ОписаниеДСП — самый популярный материал для производства мебели.Основное преимущество ДСП — устойчивость к механическим повреждениям, водонепроницаемость и простота обработки.
ДСП (ГОСТ СТБ 1348-2009), код по Гармонизированной системе описания и кодирования товаров — 4410. В производственном процессе используется сырье, соответствующее требованиям FSC
Диапазон толщины 6-40 мм ;
Диапазон высот от 2440 до 3660 мм ;
Класс эмиссии формальдегида — Е1 (5,5 — 6 мг / 100 г) ;
Плотность 620-740 кг / м3 ;
Средняя плотность плиты толщиной 16 мм составляет 650 кг / м3 .
ДСП — самый популярный материал для производства мебели. Основное преимущество древесно-стружечных плит — устойчивость к механическим повреждениям, водонепроницаемость и простая механическая обработка . Этот материал легко распиливается и сверлится; его можно фрезеровать, нарезать, красить и клеить. Кроме того, стоимость ДСП довольно низкая. ДСП производятся методом высокотемпературного прессования опилок и древесной стружки. Для производства ДСП можно использовать практически любые породы хвойных и лиственных пород.Наличие гидрофобизирующих, антисептических и других добавок обеспечивает долговечность и долговечность материала.
Первый этап производства ДСП — переработка сырья. В качестве сырья используется круглый лес. На втором этапе щепа сортируется, очищается и сушится. Затем смола и древесная стружка образуют так называемый «ковер», который прессуется и изготавливается плита. После этого кромки плиты обрабатываются и доски обрабатываются несколькими способами — шлифованием и нанесением покрытия (ламинирования).
Сорт ДСП определяется по качеству обработки поверхности. Доска высшего сорта должна быть отшлифована и не иметь царапин, срезов и других механических дефектов; края должны быть гладкими. Из ДСП первого сорта производят мебель. ДСП первого сорта в обязательном порядке проверяют на содержание формальдегида. Только древесно-стружечные плиты с безопасным содержанием этого вещества можно считать экологически чистыми. Уровень выброса формальдегида определяется так называемым «камерным» методом.Идея этого метода — измерить уровень этого вредного вещества в воздухе камеры, в которую помещен кусок шлифованной ДСП. Этот метод наиболее распространен и считается наиболее эффективным. Современные методы производства обеспечивают производство шлифованных ДСП с гораздо более низким уровнем формальдегида, чем указанная ПДК. В этом отношении ДСП можно считать безопасным для здоровья.
Винты для ДСП Ambrovit Головка фермы TX и шейка под головкой (08062)
Винт для ДСП TMT TX (08062) — один из бестселлеров Ambrovit, так как имеет усиленную шейку под головкой , которая улучшает его опорную способность.
Винты для ДСП с головкой под головку TX с шейкой под головкой идеально подходят для различных столярных работ, как внутренних, так и наружных, в частности для крепления петель-петель, петель, балконов и кронштейнов с развальцованными отверстиями .
При креплении на панели из дерева или ДСП они на гарантируют лучший эстетический вид благодаря характерной большой головке , которая полностью закрывает отверстие .
Для затягивания этих винтов мы советуем использовать электрическую отвертку: специальной вставки в коробке нет, но она продается отдельно по запросу.
Винты для ДСП с головкой и шейкой под головкой TX выполнены из нержавеющей стали, а доступны в трех диаметрах : 5,5 — 6 и 7 мм.
Затяжку можно легко выполнить благодаря форме привода TX, которая обеспечивает плавное движение без значительного давления, что предохраняет инструмент от износа.
Доступны четыре различных типа цинкования : желтое цинкование, цинкование Cr3, покрытие желтым цинком Cr3 и покрытие черным цинком Cr3. За исключением первого типа, который будет доступен до конца склада, остальные покрытия соответствуют директиве Европейского сообщества RoHS и, следовательно, не содержат шестивалентного хрома.
Эти винты продаются различных длин, в зависимости от их диаметра. : для диаметра 5,5 мм у нас есть длина от 20 до 45 мм; для тех, у кого 6 мм, у нас есть длина от 20 до 80 мм, а для тех, у кого 7 мм, у нас есть длина от 30 до 80 мм.
Количество винтов в коробке и минимальное количество, которое необходимо заказать, меняются в зависимости от размера винтов. В нашем каталоге этот продукт также доступен в промышленной упаковке.
Винты для ДСП с головкой и шейкой под головкой TX имеют сертификаты CE EN 14592 и ГОСТ Р , что позволяет продавать их в России.
Среди доступных принадлежностей у нас есть вставка для электрического шуруповерта , а для того, чтобы иметь полный технический паспорт этого продукта и доступные размеры, мы советуем вам проверить его на специальной странице в нашем онлайн-каталоге.
Воспроизвести все видео Ambrovit