Длина рукоятки молотка: ГОСТ 2310-77 Молотки слесарные стальные. Технические условия / 2310 77
|
ГОСТ 2310-77 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МОЛОТКИ СЛЕСАРНЫЕ СТАЛЬНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва Стандартинформ 2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Дата введения 01.01.80 Настоящий стандарт распространяется на слесарные стальные молотки массой от 0,05 до 1,00 кг, изготовляемые для нужд народного хозяйства и экспорта. Настоящий стандарт не распространяется на молотки
стальные строительные. (Измененная редакция, Изм. № 1). 1.1. Молотки должны изготовляться типов: 1 — с круглым бойком; 2 — с квадратным бойком; 3 — с круглым бойком и сферическим носком. 1.2. Основные размеры молотков типа 1 должны соответствовать указанным на черт. 1 и в табл. 1, типа 2 — на черт. 2 и в табл. 2, типа 3 — на черт. 3 и в табл. 3. Тип 1 1 — головка молотка; 2 - рукоятка; 3 — клин Черт. 1 Таблица 1 Размеры, мм
Пример условного обозначения молотка типа 1 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным: Молоток 7850-0101 Ц 15. Тип 2 1 — головка молотка; 2 - рукоятка; 3 — клин Черт. 2 Таблица 2 Размеры, мм
Пример условного обозначения молотка типа 2 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным: Молоток 7850-0116 Ц 15. Тип 3 1 — головка молотка; 2 - рукоятка; 3 — клин Черт. 3 Таблица 3 Размеры, мм
Пример условного обозначения молотка типа 3 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным: Молоток 7850-0132 Ц 15. 1.3. Основные размеры головок молотков (поз. 1) типа 1 должны соответствовать указанным на черт. 4 и в табл. 4; типа 2 — на черт. 5 и в табл. 5; типа 3 — на черт. 6 и в табл. 6. Тип 1 Черт. 4 Таблица 4 Размеры, мм
Пример условного обозначения головки молотка типа 1, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным: Головка молотка 7850-0101/001 Ц 15. Тип 2 Черт. 5 Таблица 5 Размеры, мм
Пример условного обозначения головки молотка типа 2, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным: Головка молотка 7850-0116/001 Ц 15. Тип 3 Черт. 6 Таблица 6 Размеры, мм
Пример условного обозначения головки молотка типа 3, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным: Головка молотка 7850-0132/001 Ц 15. 1.2, 1.3. (Измененная редакция, Изм. № 4). 1.4. Предельные отклонения размеров головок молотков — не более 2-го класса по ГОСТ 7505, при этом должны быть выдержаны требования п. 2.4 настоящего стандарта. 1.5. Основные размеры рукояток (поз. 2) должны соответствовать указанным на черт. 7 и в табл. 7. Черт. 7 Примечание. Допускается изготовление рукояток других эргономически удобных форм. Таблица 7 Размеры, мм
(Поправка, ИУС
12-2005). Пример условного обозначения рукоятки исполнения 1 для головки молотка массой 0,20 кг: Рукоятка 7850-0116/002 ГОСТ 2310-77 (Измененная редакция, Изм. № 4). 1.6. Предельные отклонения размеров рукояток — по 18-му квалитету ГОСТ 6449.1. 1.2 — 1.6. (Измененная редакция, Изм. № 1). 1.7. Конструкция и размеры деталей молотков и клина указаны в приложении. 2.1. Слесарные молотки и их детали должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. 2.2. Детали молотков должны быть изготовлены из следующих материалов: головки молотков — из стали марки 50 по ГОСТ 1050 или стали марки У7 по ГОСТ 1435, или сталей других марок, не уступающих по механическим свойствам в термообработанном состоянии сталям указанных марок. Головки молотков не допускается изготовлять литыми; клинья — из стали марки Ст3 по ГОСТ 380 или из
сталей других марок, не уступающих по механическим свойствам Ст3. Допускается изготовлять клинья из древесины твердых лиственных пород 1-го сорта по ГОСТ 2695; рукоятки из граба, клена, рябины, кизила, ясеня, березы 1-го сорта, дуба, бука, по ГОСТ 2695 или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе. (Измененная редакция, Изм. № 3). 2.3. Рабочие поверхности головки молотка (боек и носок) должны иметь твердость 50,5 … 57 HRCэ в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более 1/5 общей длины головки молотка. (Измененная редакция, Изм. № 1). 2.4. Предельные отклонения от номинальной массы головки молотка до 0,10 кг не должны превышать ±12 %, свыше 0,10 кг — ±7 %. 2.5. (Исключен, Изм. № 3). 2.6. Допуск симметричности оси отверстия головки молотка
относительно оси симметрии для молотка массой до 0,2 кг — не более 0,3 мм,
массой от 0,4 до 1,0 кг — не более 0,5 мм. (Измененная редакция, Изм. № 1). 2.7. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более указанных в табл. 8, а наружных поверхностей рукояток не должны быть более Rz 100 мкм по ГОСТ 7016. Таблица 8
(Измененная редакция, Изм. 2.8. (Исключен, Изм. № 3). 2.9. Головки молотков должны иметь одно из защитно-декоративных покрытий, указанных в табл. 10. Таблица 10*
Примечания: 1. Допускается по согласованию с потребителем применять другие металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 10. 2. Молотки, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративные покрытия, не ниже 2 группы условий эксплуатации по ГОСТ 9.303. Допускается
по требованию торгующих организаций применение окисного и фосфатного с
промасливанием покрытия головок молотков. 3. При лакокрасочном, окисном и фосфатном покрытиях сферическая поверхность бойка, цилиндрическая и сферическая поверхности носка головок молотков должны быть осветлены. (Измененная редакция, Изм. № 1, 2, 3). * Табл. 9. (Исключена, Изм. № 3). 2.10. Качество покрытий молотков должно соответствовать ГОСТ 9.301 и ГОСТ 9.032. 2.11. Поверхность деревянных рукояток должна быть пропитана олифой по ГОСТ 7931, ГОСТ 190 или покрыта бесцветным лаком (нитролаком по ГОСТ 4976). 2.10, 2.11. (Измененная редакция, Изм. № 3). 2.12. (Исключен, Изм. № 3). 2.13. Соединение головки молотка с рукояткой должно быть надежным и выдерживать усилие, H, не менее для молотков массой: до 100 г — 400; св. 100 до 400 г — 2000; св. 400 до 700 г — 4000; св. 700 — 6000. Трещины на рукоятках от расклинивания за пределами
отверстия головки не допускаются. Примечание. До 01.01.92 в соединении головки молотка с рукояткой допускается усилие стягивания не менее 490 Н — для молотков с массой головок до 0,30 кг и 980 Н — для молотков с массой головок от 0,40 до 1,0 кг. (Измененная редакция, Изм. № 3, 4). 2.14. На головке молотка должны быть четко нанесены: 1) товарный знак предприятия-изготовителя; 2) номинальная масса молотка, кг; 3) цена для молотков, изготовленных для розничной продажи через торговую сеть. Допускается дополнительно наносить на рукоятку молотка красочный знак (эмблему) предприятия-изготовителя. 2.15. Внутренняя упаковка молотков — ВУ-1, ВУ-2, ВУ-3, ВУ-7 по ГОСТ 9.014. 2.16. Остальные требования к маркировке и упаковке транспортной и потребительской тары — по ГОСТ 18088. 2.14 — 2.16. (Введены дополнительно, Изм. № 3). Приемка молотков — по ГОСТ 26810. Разд. 3. (Измененная редакция, Изм. 4.1. Размеры и шероховатость поверхностей контролируют универсальными или специальными средствами измерений. 4.2. Твердость рабочих частей молотка проверяют по ГОСТ 9013. 4.3. Качество гальванических покрытий контролируют по ГОСТ 9.301, лакокрасочных покрытий — по ГОСТ 9.032. 4.4. Внешний вид защитно-декоративных покрытий проверяют осмотром. 4.5. Прочность соединения головки молотка с рукояткой испытывают равномерно возрастающей нагрузкой с усилиями, указанными в п. 2.13. Нагрузку прикладывают в направлении оси рукоятки молотка и контролируют динамометром или тарированным грузом, при этом смещение головки молотка относительно рукоятки не допускается. (Измененная редакция, Изм. № 3). 4.6. Прочность молотков определяют трехкратным сильным
плечевым ударом по положенной на наковальню стальной пластинке толщиной не
менее 5 мм, термически обработанной до твердости 34 … 41,5 HRCэ. После испытаний на всех деталях молотков не должно быть трещин, сколов, изломов, вмятин. 4.7. Влажность древесины рукояток измеряют по ГОСТ 16588 или влагомером по ГОСТ 29027. (Введен дополнительно, Изм. № 1). Транспортирование и хранение — по ГОСТ 18088. Разд. 5. (Измененная редакция, Изм. № 3). 6.1. Изготовитель должен гарантировать соответствие молотков требованиям настоящего стандарта при соблюдении потребителем условий транспортирования. 6.2. Гарантийный срок эксплуатации — 6 мес со дня продажи молотков через розничную торговую сеть, а для внерыночного потребления — с момента получения потребителем. Рекомендуемое Головка молотка типа 1 (черт. 1, табл. 1). Черт. 1 Таблица 1 Размеры, мм
Головка молотка типа 2 (черт. Черт. 2 Таблица 2 Размеры, мм
Головка молотка типа 3 (черт. Черт. 3 Таблица 3 Размеры, мм
Рукоятка молотка (черт. Черт. 4 Таблица 4 Размеры, мм
Клин молотка (черт. Черт. 5 Таблица 5 Размеры, мм
Клин молотка (черт. Тип 2 Черт. 6 Таблица 6 Размеры, мм
Клин молотка (черт. Тип 3 Черт. 7 Таблица 7 Размеры, мм
(Измененная редакция, Изм.
ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.12.77 № 3097 3. ВЗАМЕН ГОСТ 2310-70 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ 5. Ограничение срока действия снято по протоколу № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94) 6. ИЗДАНИЕ (июль 2005 г.) с Изменениями № 1, 2, 3, 4, утвержденными в июне 1986 г., сентябре 1987 г., мае 1988 г., феврале 1990 г. (ИУС 9-86, 1-88, 8-88, 5-90)
СОДЕРЖАНИЕ
|
|||||||||||||||||||

 хр ГОСТ 2310-77
хр ГОСТ 2310-77
 хр ГОСТ 2310-77
хр ГОСТ 2310-77
 хр ГОСТ 2310-77
хр ГОСТ 2310-77 хр ГОСТ 2310-77
хр ГОСТ 2310-77 хр ГОСТ 2310-77
хр ГОСТ 2310-77 хр ГОСТ 2310-77
хр ГОСТ 2310-77

 № 3).
№ 3).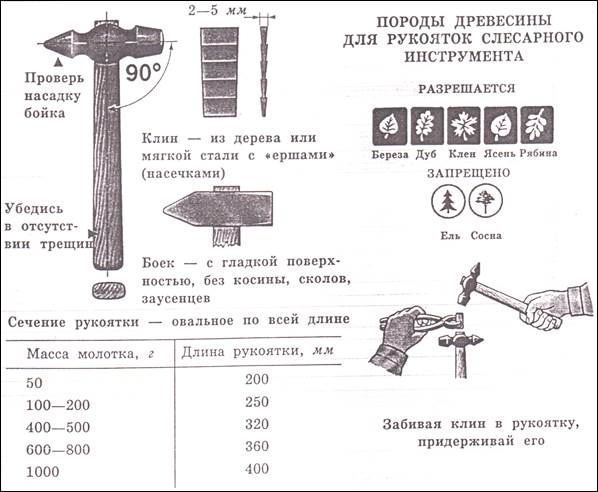 фос. прм
фос. прм хр.
хр. хр
хр

 № 1, 3).
№ 1, 3).
 2, табл. 2)
2, табл. 2) 3, табл. 3)
3, табл. 3) 4, табл. 4)
4, табл. 4)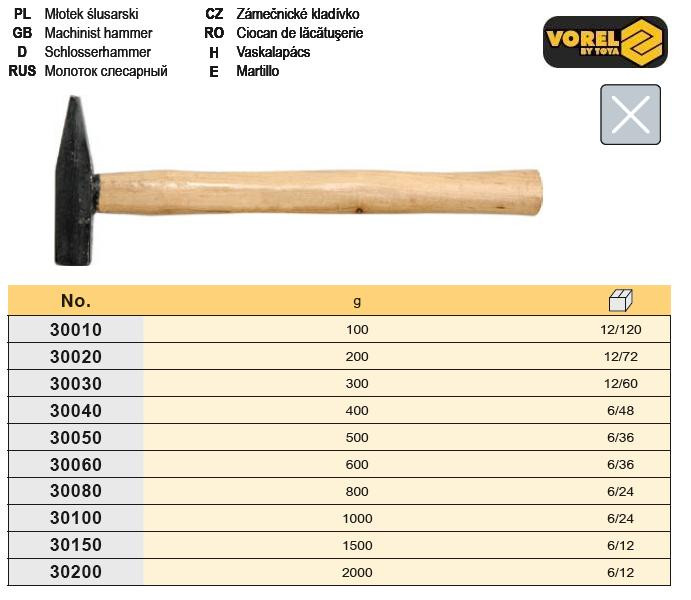 5, табл. 5)
5, табл. 5) 6, табл. 6)
6, табл. 6) 7, табл. 7)
7, табл. 7) № 1).
№ 1).Длина рукоятки молотка гост — Морской флот
1. 1 . Молотки должны изготовляться типов:
1 . Молотки должны изготовляться типов:
1 – с круглым бойком;
2 – с квадратным бойком;
3 – с круглым бойком и сферическим носком.
1.2 . Основные размеры молотков типа 1 должны соответствовать указанным на черт. 1 и в табл. 1 , типа 2 – на черт. 2 и в табл. 2 , типа 3 – на черт. 3 и в табл. 3 .
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 1 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0101 Ц 15.хр ГОСТ 2310-77
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 2 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0116 Ц 15. хр ГОСТ 2310-77
хр ГОСТ 2310-77
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 3 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0132 Ц 15.хр ГОСТ 2310-77
1.3 . Основные размеры головок молотков (поз. 1) типа 1 должны соответствовать указанным на черт. 4 и в табл. 4 ; типа 2 – на черт. 5 и в табл. 5 ; типа 3 – на черт. 6 и в табл. 6 .
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 1, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0101/001 Ц 15.хр ГОСТ 2310-77
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 2, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0116/001 Ц 15. хр ГОСТ 2310-77
хр ГОСТ 2310-77
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 3, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0132/001 Ц 15.хр ГОСТ 2310-77
1.2 , 1.3. (Измененная редакция, Изм. № 4).
1.4 . Предельные отклонения размеров головок молотков – не более 2-го класса по ГОСТ 7505 , при этом должны быть выдержаны требования п. 2.4 настоящего стандарта.
1.5 . Основные размеры рукояток (поз. 2) должны соответствовать указанным на черт. 7 и в табл. 7 .
Примечание . Допускается изготовление рукояток других эргономически удобных форм.
Номинальная масса головок молотков, кг
Пример условного обозначения рукоятки исполнения 1 для головки молотка массой 0,20 кг:
Рукоятка 7850-0116/002 ГОСТ 2310-77
(Измененная редакция, Изм. № 4).
1.6 . Предельные отклонения размеров рукояток – по 18-му квалитету ГОСТ 6449. 1 .
1 .
1.2 – 1.6. (Измененная редакция, Изм. № 1).
1.7 . Конструкция и размеры деталей молотков и клина указаны в приложении.
2.1 . Слесарные молотки и их детали должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2 . Детали молотков должны быть изготовлены из следующих материалов:
головки молотков – из стали марки 50 по ГОСТ 1050 или стали марки У7 по ГОСТ 1435, или сталей других марок, не уступающих по механическим свойствам в термообработанном состоянии сталям указанных марок. Головки молотков не допускается изготовлять литыми;
клинья – из стали марки Ст3 по ГОСТ 380 или из сталей других марок, не уступающих по механическим свойствам Ст3.
Допускается изготовлять клинья из древесины твердых лиственных пород 1-го сорта по ГОСТ 2695;
рукоятки из граба, клена, рябины, кизила, ясеня, березы 1-го сорта, дуба, бука, по ГОСТ 2695 или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе.
(Измененная редакция, Изм. № 3).
2.3 . Рабочие поверхности головки молотка (боек и носок) должны иметь твердость 50,5 . 57 HRC э в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более 1 /5 общей длины головки молотка.
(Измененная редакция, Изм. № 1).
2.4 . Предельные отклонения от номинальной массы головки молотка до 0,10 кг не должны превышать ±12 %, свыше 0,10 кг – ±7 %.
2.6 . Допуск симметричности оси отверстия головки молотка относительно оси симметрии для молотка массой до 0,2 кг – не более 0,3 мм, массой от 0,4 до 1,0 кг – не более 0,5 мм.
(Измененная редакция, Изм. № 1).
2.7 . Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более указанных в табл. 8 , а наружных поверхностей рукояток не должны быть более Rz 100 мкм по ГОСТ 7016 .
Параметр шероховатости, мкм
Сферическая поверхность бойка, цилиндрическая и сферическая поверхность носка
Остальные наружные поверхности
Поверхность отверстия под рукоятку
(Измененная редакция, Изм. № 3).
№ 3).
2.9 . Головки молотков должны иметь одно из защитно-декоративных покрытий, указанных в табл. 10 .
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МОЛОТКИ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ
Construction steel hammers.
Дата введения 1992-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения СССР
Б.Г. Толков, А.А. Гоппен, А.И. Полунин, В.Б. Игумнов, Н.М. Лысенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 06.07.90 N 59
3. Срок проверки – 1996 г.
4. ВЗАМЕН ГОСТ 11042-83
5. ССЫЛОЧНЫЕ И НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
¦ Обозначение НТД, на который ¦ Номер пункта ¦
ГОСТ 9.032-74 1.2.19
ГОСТ 9.104-79 1.2.19
ГОСТ 9.303-84 1.2.17
ГОСТ 9.306-85 1.2.17
ГОСТ 190-78 1.2.18
ГОСТ 977-88 1.2.2, 1.3
ГОСТ 2695-83 1.2.9, 1.3
ГОСТ 2789-73 1.2.8
ГОСТ 4976-83 1.2.18
ГОСТ 7505-89 1.2.18
ГОСТ 7931-76 1. 1.3
1.3
ГОСТ 8479-70 1.2.1
ГОСТ 13837-79 3.7
ГОСТ 14192-77 1.5.3
ГОСТ 15150-69 1.2.17, 4.2
ГОСТ 16588-91 3.5
ГОСТ 18088-83 1.5.1, 1.5.2
ГОСТ 19248-90 1.2.6
ГОСТ 19300-86 3.9
ГОСТ 23170-78 1.5.1
ГОСТ 24447-80 3.5
ГОСТ 25347-82 1.1.3
ГОСТ 26645-85 1.1.3
6. ПЕРЕИЗДАНИЕ. Ноябрь 1993 г.
Настоящий стандарт распространяется на стальные строительные молотки (далее – молотки), применяемые при производстве столярных, плотничных, каменных, штукатурных, паркетных, кровельных, шиферных, плиточных, арматурных, монтажных работ.
1. Технические требования
1.1. Основные размеры
1.1.1. Молотки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
1.1.2. Молотки в зависимости от назначения должны изготовляться следующих типов, указанных в табл.1.
1.1.3. Основные размеры и масса молотков должны соответствовать указанным на черт. 1-24 и в табл.2, 3.
1-24 и в табл.2, 3.
По согласованию с потребителем допускается изготовлять молотки типоразмеров МПЛ-4 и МШТ-3 габаритным размером (300+/-5) мм.
Предельные отклонения размеров корпусов молотков, получаемые методом механической обработки, должны быть не ниже 16-го квалитета по ГОСТ 25347. Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку – 2-му ряду по ГОСТ 26645.
1.1.4. Варианты исполнения клиньев для молотков должны соответствовать указанным на черт.25, 26 и в табл.7, 8 приложения 1.
1.1.5. Варианты исполнения всадов и их размеры приведены на черт.27-36 и в табл.9 приложения 2.
¦ Тип ¦ Наименование ¦ Назначение ¦
МСТ Молоток столярный Для забивания гвоздей и выполнения
других операций при производстве
МПЛ Молоток плотничный Для забивания и выдергивания гвоз-
дей при производстве плотничных
МКИ Молоток-кирочка Для околки и тески кирпича и кера-
мических стеновых камней при про-
изводстве каменных и других работ
МШТ Молоток штукатурный Для выполнения вспомогательных
операций при производстве штука-
МПА Молоток паркетный Для сплачивания паркетных досок,
наборного, штучного паркета при
производстве паркетных работ
МКР Молоток кровельный Для загиба, уплотнения и выравни-
вания фальцев при производстве
МШИ Молоток шиферный Для пробивки отверстий в шифере и
забивки шиферных гвоздей при уст-
ройстве асбестоцементных кровель
МПЛИ Молоток плиточный Для околки и подтески кромок кера-
мических плиток, а также для про-
бивки отверстий (исполнение 1)
МША Молоток шанцевый Для выполнения ударных операций
при монтажных и арматурных работах
МКУ Молоток-кулачок Для околки, осаживания и расшебен-
ки бутового, булыжного камня и
брусчатки при выполнении каменных,
дорожных и других работ
1. 1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
Пример условного обозначения молотка типа МПЛ исполнения 2:
Молоток плотничный МПЛ-2 ГОСТ 11042-90
1.2. Характеристики (свойства)
1.2.1. Заготовки корпусов молотков, изготовленные методом ковки, должны соответствовать требованиям, предъявляемым к поковкам Гр. II.143. 207 НВ по ГОСТ 8479.
1.2.2. Заготовки корпусов молотков, изготовленные методом литья, должны соответствовать требованиям, предъявленным к отливкам I группы по ГОСТ 977.
1.2.3. Корпуса молотков должны быть термически обработаны в соответствии с требованиями, указанными в табл.4.
Молотки столярные типа МСТ
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
¦ Типоразмер ¦ L ¦ H ¦ H(1)* ¦ A ¦ R* ¦ Масса, кг, ¦
¦ молотка ¦ +/-5 ¦ ¦ ¦ ¦ ¦ не более ¦
МСТ-1 280 95 43 19 190 0,25
МСТ-2 300 112 52 25 225 0,50
МСТ-3 300 120 54 30 250 0,80
МСТ-4 340 125 58 35 265 1,10
1. 2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
1.2.5. Стыки оковок должны соединяться внахлестку электродуговой сваркой сплошным швом. Расположение сварного шва не регламентируется.
1.2.6. Соединение вставки с корпусом молотка типоразмера МПЛИ-3 выполняют при помощи медно-цинкового припоя по ГОСТ 19248.
Масса – не более 0,80 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
¦ Типоразмер ¦ L ¦ H ¦ H(1)* ¦ Масса, кг, ¦
МКР-1 300 118 50 0,60
МКР-2 340 160 67 0,75
1.2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
0,3 мм -для корпуса молотка массой до 0,2 кг;
0,5 мм » » » » от 0,2 до 1,0 кг;
1,0 мм » » » » св. 1,0 кг
и молотков типоразмеров МКИ-1, МКИ-3, МШТ-3, МПЛ-4.
1.2.8. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более:
Ra 3,2 мкм – для торцевых поверхностей бойка и носка наружных поверхностей гвоздодерной части;
(Остальное -см. исполнение 1)
исполнение 1)
Масса – не более 1,0 кг
* Размеры для справок.
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
¦ ¦ Наименование¦Твердость¦ Глубина термической ¦
¦ Тип молотка ¦обрабатываемого¦ HRCэ ¦ обработки торца, мм ¦
Молотки всех типов Боек 44. 57 5-10
МСТ, МПА, МКР, Носок 44. 57 5-10
МКИ » 44. 57 15-20
МПЛ, МШТ, МШМ Гвоздодерная 37. 44 Вся длина гвоздодерной
Rz 40 мкм – для наружных поверхностей корпусов молотков,
изготовленных из проката, или поверхностей,
подвергаемых механической обработке;
Rz 320 мкм – для наружных поверхностей корпусов молотков, не
подвергаемых механической обработке.
1.2.9. Деревянные ручки не должны иметь трещин, гнили, прорости и червоточин.
Масса – не более 0,50 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
Допускается не более двух сросшихся здоровых сучков диаметром не более 5 мм на расстоянии 2/3 длины ручки со стороны свободного конца.
На ручках плиточных молотков сучки не допускаются.
Остальные пороки древесины не должны превышать норм, установленных для пиломатериалов 1-го сорта по ГОСТ 2695.
1.2.10. Влажность деревянных ручек перед насадкой не должна быть более 12%.
1.2.11. Наружная поверхность рукоятки не должна иметь наплывов, раковин, пузырей, вмятин и облоя.
1.2.12. Выступ конца ручки от корпуса молотка, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, не должен быть более 2 мм.
1.2.13. Деревянные ручки в сборе с корпусом, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, должны быть расклинены.
Трещины от расклинивания на ручках за пределами всада не допускаются.
Масса – не более 0,90 кг
* Размеры для справок.
1 – корпус; 2 – ручка
1.2.14. Рукоятка должна быть плотно насажена на стержень.
Прокручивание рукоятки относительно стержня при ударе не допускается.
1.2.15. Соединение корпуса молотка с ручкой или стержнем должно выдерживать стягивающее усилие не менее:
490 Н (50 кгс) – для молотков массой до 0,2 кг;
980 Н (110 кгс) » » » от 0,2 кг до 1,0 кг;
1470 Н (150 кгс) » » » св. 1,0 кг.
1,0 кг.
1.2.16. Бойки молотков при ударе по стальной плите, а также гвоздодерная часть плотничных, штукатурных и шиферных молотков при выдергивании гвоздей не должны изменять геометрическую форму, выкрашиваться; не должны образовываться трещины, изломы и сколы.
1.2.17. Корпуса молотков, кольца, оковки и стержни должны иметь защитное покрытие по ГОСТ 9.306. Выбор покрытия – по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150.
Допускается применять лакокрасочное покрытие.
1.2.18. Ручки должны быть окрашены эмалями ярких тонов или покрыты лаком по ГОСТ 4976.
Допускается ручки пропитывать олифой по ГОСТ 7931 или ГОСТ 190.
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка
1.2.19. Лакокрасочные покрытия должны соответствовать классу V по ГОСТ 9.032 и условиям эксплуатации У1 по ГОСТ 9.104.
1.2.20. Поверхность торца бойка молотков всех типов и носка молотков типов МСТ, МКР и МПА должны быть осветлены механическим способом.
1.3. Требования к сырью и материалам
Детали молотков должны быть изготовлены из материалов, указанных в табл.5.
На поверхности каждого молотка (за исключением бойка) должны быть нанесены:
– товарный знак предприятия-изготовителя;
– тип или типоразмер;
– цена (при изготовлении молотка для розничной продажи).
Примечание. Способы нанесения маркировки должны обеспечивать ее сохранность в течение всего срока службы молотка.
(Остальное см. исполнение 1)
Масса – не более 1,00 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
1.5.1. Упаковка молотков – по ГОСТ 18088 или ГОСТ 23170 по категории КУ-1.
По согласованию с потребителем допускается другая упаковка, обеспечивающая сохранность молотков от механических повреждений и воздействия влаги во время транспортирования и хранения.
1.5.2. В транспортную тару должен быть вложен упаковочный лист по ГОСТ 18088.
1.5.3. Маркировка транспортной тары – по ГОСТ 14192.
Масса – не более 0,60 кг
* Размеры для справок.
1 – корпус; 2 – ручка
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 1,00 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
¦ Наименование детали ¦ Материал ¦
Корпус Сталь марки 40Х по ГОСТ 4543, сталь ма-
рок У7 или У8 по ГОСТ 1435, сталь марок
45, 50 или 60 по ГОСТ 1050 и сталь ма-
рок 45Л или 50Л по ГОСТ 977
Ручка Пиломатериалы твердых лиственных пород
Клин, оковка, кольцо Сталь любой марки по ГОСТ 380 или ГОСТ
Вставка Твердый сплав ВК8, ВК15 по ГОСТ 3882
Стержень Сталь любой марки по ГОСТ 1050
Рукоятка Резина по технической документации, ут-
вержденной в установленном порядке
Масса – не более 0,75 кг
* Размеры для справок.
1 – корпус; 2 – ручка
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
* Размер для справок.
1 – корпус; 2 – оковка; 3 – ручка; 4 – клин
Масса – не более 1,50 кг
* Размер для справок.
1 – корпус; 2 – оковка; 3 – ручка; 4 – клин
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 1,00 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
Масса – не более 0,09 кг
1 – корпус; 2 – ручка; 3 – клин
(Остальное -см. исполнение 1)
Масса – не более 0,10 кг
1 – корпус; 2 – ручка; 3 – клин
* Размеры для справок.
(Остальное -см. исполнение 1)
Масса – не более 0,09 кг
1 – корпус; 2 – вставка; 3 – ручка; 4 – клин
Масса – не более 2,20 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное -см. исполнение 1)
Масса – не более 2,50 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
Масса – не более 2,30 кг
* Размер для справок.
1 – корпус; 2 – ручка; 3 – клин
Масса – не более 2,20 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное -см. исполнение 1)
Масса – не более 2,30 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
2.1. Молотки должны быть приняты техническим контролем предприятия-изготовителя.
2.2. Для проверки соответствия молотков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
2.3. Приемку и поставку молотков производят партиями.
Размер партии устанавливают соглашением сторон. Партия должна состоять из молотков одного типа или типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявляемых к приемке по одному документу.
2.4. При проверке молотков на соответствие требованиям пп.1.1.1 (в части соответствия образцам-эталонам), 1.1.3, 1.2.2, 1.2.4-1.2.9, 1.2.11-1.2.13, 1.2. 17-1.2.20, 1.4 применяют двухступенчатый контроль, для чего от партии отбирают молотки в выборку в соответствии с табл.6.
17-1.2.20, 1.4 применяют двухступенчатый контроль, для чего от партии отбирают молотки в выборку в соответствии с табл.6.
¦Объем партии ¦ Ступень¦ Объем од- ¦ Объем ¦Приемоч-¦ Браковоч-¦
¦молотков, шт.¦контроля¦ной выборки¦ двух вы- ¦ ное ¦ ное ¦
¦ ¦ ¦ молотков, ¦борок мо- ¦ число ¦ число ¦
2.5. Партию молотков принимают, если количество дефектных молотков в первой выборке меньше или равно приемочному числу, и бракуют без назначения второй выборки, если количество дефектных молотков больше или равно браковочному числу.
Если количество дефектных молотков в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию молотков принимают, если количество дефектных молотков в двух выборках меньше или равно приемочному числу, и бракуют, если количество дефектных молотков в двух выборках больше или равно браковочному числу.
2.6. Для проверки молотков на соответствие требованиям пп.1.2.1, 1.2.3, 1.2.10, 1.2.14-1.2.16, 1. 3 от партии отбирают 1% молотков, но не менее 5 шт.
3 от партии отбирают 1% молотков, но не менее 5 шт.
Если при проверке отобранных для контроля молотков хотя бы одно изделие не будет удовлетворять требованиям, приведенным в пп. 1.2.1, 1.2.3, 1.2.10, 1.2.14-1.2.16, следует проводить повторные испытания удвоенного числа изделий, отобранных из той же партии.
При неудовлетворительных результатах повторной проверки молотки приемке не подлежат.
Результаты повторной проверки являются окончательными.
2.7. Потребитель имеет право проводить контрольную проверку количества молотков, соблюдая при этом приведенный порядок отбора образцов и применяя методы испытания, установленные настоящим стандартом.
3. Методы контроля (испытаний)
3.1. Длину молотков в сборе проверяют при помощи измерительных средств с абсолютной погрешностью +/-1 мм, остальные размеры молотков, диаметр сучков и выступ конца ручки измеряют с абсолютной погрешностью +/-0,1 мм.
3.2. Допуск соосности всада относительно плоскости симметрии корпуса молотка проверяют при помощи шаблона или штангенциркулем ШЦ-1 – 125 – 0,1 по ГОСТ 166.
3.3. Проверка термически обработанной части корпусов молотков по ГОСТ 9013 (п.1.2.3) и ГОСТ 9012 (п.1.2.1).
Допускается применять метод проверки образцов-свидетелей, термически обработанных вместе с контролируемой партией изделий, для определения твердости корпусов молотков.
3.4. Массу молотков определяют взвешиванием на весах с допустимой погрешностью +/-0,005 кг.
3.5. Влажность древесины ручек определяют по ГОСТ 16588 или при помощи влагомера по ГОСТ 24447.
3.6. Контроль металлических и окисных покрытий – по ГОСТ 9.302.
3.7. Прочность соединения корпуса молотка с ручкой или стержнем (п.1.2.15) проверяют методом приложения равномерно возрастающей нагрузки. Статическую нагрузку прикладывают в течение 2 мин и измеряют динамометром общего назначения 2-го класса точности по ГОСТ 13837.
Молотки типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3 проверке по п.1.2.15 не подлежат.
3.8. Контроль по пп.1.2.2, 1.2.4-1.2.6, 1.2.8, 1.2.9, 1.2.11, 1.2.13, 1.2.17 (в случае лакокрасочного покрытия), 1. 2.8-1.2.20, 1.4 осуществляют визуально методом сравнения с образцами-эталонами.
2.8-1.2.20, 1.4 осуществляют визуально методом сравнения с образцами-эталонами.
3.9. Шероховатость (п.1.2.8) контролируют визуально методом сравнения с образцами шероховатости или на профилометре по ГОСТ 19300.
3.10. Испытания молотков на соответствие пп.1.2.14 и 1.2.16 проводят пятикратным ударом молотка по стальной плите, термически обработанной до твердости 34. 42 HRCэ.
Прочность гвоздодерной части молотков испытывают путем выдергивания 5 гвоздей диаметром 3-4 мм, длиной 100 мм, забитых на глубину 75 мм в торец березового бруса.
После испытаний на всех деталях молотков не должно быть трещин, сколов, изломов, вмятин.
4. Транспортирование и хранение
4.1. Упакованные молотки допускается перевозить транспортом любого вида при обеспечении мер, предохраняющих молотки от механических повреждений и воздействия влаги.
4.2. Хранение молотков – по группе хранения 2 ГОСТ 15150.
5. Гарантии изготовителя
Предприятие-изготовитель должно гарантировать соответствие молотков требованиям настоящего стандарта при соблюдении потребителем условий их транспортирования и хранения.
Межгосударственный стандарт ГОСТ 2310-77
«Молотки слесарные стальные. Технические условия»
(утв. постановлением Государственного комитета стандартов Совета Министров СССР от 28 декабря 1977 г. N 3097)
Steel bench hammers. Specifications
Дата введения 1 января 1980 г.
Взамен ГОСТ 2310-70
Настоящий стандарт распространяется на слесарные стальные молотки массой от 0,05 до 1,00 кг, изготовляемые для нужд народного хозяйства и экспорта.
Настоящий стандарт не распространяется на молотки стальные строительные.
(Измененная редакция, Изм. N 1).
1. Типы и основные размеры
1.1. Молотки должны изготовляться типов:
1 – с круглым бойком;
2 – с квадратным бойком;
3 – с круглым бойком и сферическим носком.
1.2. Основные размеры молотков типа 1 должны соответствовать указанным на черт. 1 и в табл. 1, типа 2 – на черт. 2 и в табл. 2, типа 3 – на черт. 3 и в табл. 3.
Обозначения молотков типа 1
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 1 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0101 Ц 15. хр ГОСТ 2310-77
хр ГОСТ 2310-77
Обозначения молотков типа 2
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 2 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0116 Ц 15.хр ГОСТ 2310-77
Обозначения молотков типа 3
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 3 с рукояткой исполнения 1, головкой массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0132 Ц 15.хр ГОСТ 2310-77
1.3. Основные размеры головок молотков (поз. 1) типа 1 должны соответствовать указанным на черт. 4 и в табл. 4; типа 2 – на черт. 5 и в табл. 5; типа 3 – на черт. 6 и в табл. 6.
Обозначения головок молотков типа 1
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 1, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0101/001 Ц 15. хр ГОСТ 2310-77
хр ГОСТ 2310-77
Обозначения головок молотков типа 2
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 2, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0116/001 Ц 15.хр ГОСТ 2310-77
Обозначения головок молотков типа 3
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 3, массой 0,20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0132/001 Ц 15.хр ГОСТ 2310-77
1.2, 1.3. (Измененная редакция, Изм. N 4).
1.4. Предельные отклонения размеров головок молотков – не более 2-го класса по ГОСТ 7505, при этом должны быть выдержаны требования п. 2.4 настоящего стандарта.
1.5. Основные размеры рукояток (поз. 2) должны соответствовать указанным на черт. 7 и в табл. 7.
Примечание. Допускается изготовление рукояток других эргономически удобных форм.
Номинальная масса головок молотков, кг
Продолжение табл. 7
7
Пример условного обозначения рукоятки исполнения 1 для головки молотка массой 0,20 кг:
Рукоятка 7850-0116/002 ГОСТ 2310-77
(Измененная редакция, Изм. N 4).
1.6. Предельные отклонения размеров рукояток – по 18-му квалитету ГОСТ 6449.1.
1.2-1.6. (Измененная редакция, Изм. N 1).
1.7. Конструкция и размеры деталей молотков и клина указаны в приложении.
2. Технические требования
2.1. Слесарные молотки и их детали должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали молотков должны быть изготовлены из следующих материалов:
головки молотков – из стали марки 50 по ГОСТ 1050 или стали марки У7 по ГОСТ 1435, или сталей других марок, не уступающих по механическим свойствам в термообработанном состоянии сталям указанных марок. Головки молотков не допускается изготовлять литыми;
клинья – из стали марки Ст3 по ГОСТ 380 или из сталей других марок, не уступающих по механическим свойствам Ст3.
Допускается изготовлять клинья из древесины твердых лиственных пород 1-го сорта по ГОСТ 2695;
рукоятки из граба, клена, рябины, кизила, ясеня, березы 1-го сорта, дуба, бука, по ГОСТ 2695 или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе.
(Измененная редакция, Изм. N 3).
2.3. Рабочие поверхности головки молотка (боек и носок) должны иметь твердость 50,5 . 57 в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более 1/5 общей длины головки молотка.
(Измененная редакция, Изм. N 1).
2.4. Предельные отклонения от номинальной массы головки молотка до 0,10 кг не должны превышать %, свыше 0,10 кг – %.
2.5. (Исключен, Изм. N 3) .
2.6. Допуск симметричности оси отверстия головки молотка относительно оси симметрии для молотка массой до 0,2 кг – не более 0,3 мм, массой от 0,4 до 1,0 кг – не более 0,5 мм.
(Измененная редакция, Изм. N 1).
2.7. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более указанных в табл. 8, а наружных поверхностей рукояток не должны быть более Rz 100 мкм по ГОСТ 7016.
8, а наружных поверхностей рукояток не должны быть более Rz 100 мкм по ГОСТ 7016.
Наименования поверхностей головки молотка
Параметр шероховатости, мкм
Сферическая поверхность бойка, цилиндрическая и сферическая поверхность носка
Остальные наружные поверхности
Поверхность отверстия под рукоятку
(Измененная редакция, Изм. N 3).
2.8. (Исключен, Изм. N 3).
2.9. Головки молотков должны иметь одно из защитно-декоративных покрытий, указанных в табл. 10.
Рукоятки для молотков — Энциклопедия по машиностроению XXL
Молотки слесарные. Размеры молотков регламентированы ГОСТом 2310—54. При рубке зубилом на 1 мм ширины лезвия зубила должно приходиться 30—40 Г веса молотка, а для крейцмейселя 80 Г. При выборе веса молотка нужно учитывать характер работы, возраст и физическую силу работающего (табл. 1). Молотки изготовляют из сталей марок 50, 40Х, У7. Рабочую часть закаливают до ННС 49—56. Рукоятки для молотков (МН 547-60) изготовляют из рябины, клена, кизила, граба или комлевой части березы. Они имеют овальное поперечное сечение с отношением диаметров 1,5 1, отношение размеров сечений у концов рукоятки должно быть 1,25—1,5.
[c.706]
Они имеют овальное поперечное сечение с отношением диаметров 1,5 1, отношение размеров сечений у концов рукоятки должно быть 1,25—1,5.
[c.706] Рукоятки для молотков (МН 547—60) изготовляют из рябины, клена, кизила, граба или комлевой части березы. Они имеют овальное поперечное сечение с отношением диаметров 1,5 1. Отношение размеров сечений у концов рукоятки. должно быть 1,25—1,5. [c.326]
Основными инструментами для правки на плите являются молотки и кувалды. Рабочая поверхность, или боек, этих молотков и кувалд бывает плоской или слегка выпуклой формы. Вес молотков-ручников колеблется от /4 до 1 /2—2 кг. Вес кувалд колеблется от 5 до 15 кг. Рукоятки для молотков и кувалд изготовляются [c.85]
Рубильные молотки предназначены для рубки металла. Кроме того, ими можно чеканить металл и клепать горячие заклепки диаметром до 12 мм. Этими молотками можно отделывать известковые плиты, гранитные камни и мрамор, тесать камень. Вместе с приспособлением для продувания шпура и рукояткой для поворачивания зубила вручную рубильные молотки применяют для бурения отверстий диаметром до 20 мм и глубиной до 150 м.и при разделке монолитов камня, а также в 232
[c.232]
Вместе с приспособлением для продувания шпура и рукояткой для поворачивания зубила вручную рубильные молотки применяют для бурения отверстий диаметром до 20 мм и глубиной до 150 м.и при разделке монолитов камня, а также в 232
[c.232]
Гладилки, употребляемые при правке, имеют различную форму образцы их показаны на фиг. 51. Некоторые гладилки (фиг. 51, а, д) вставляются своими хвостовиками в отверстия специальной ручки, другие (фиг. 51, б, в, г) насаживаются на деревянные рукоятки наподобие молотков. Для различных профилей металла употребляются гладилки различных форм. [c.86]
Поворот, фиксация и зажим резцедержателя осуществляются одной рукояткой. Для надежного закрепления резцедержателя не требуется постукивание молотком или металлическим стержнем по рукоятке, которое приводит к порче резцедержателя. Периодически резцедержатель снимают, очищают опорную плоскость от грязи, промывают керосином и протирают гнезда фиксаторов.
[c. 123]
123]
Длина рукоятки слесарного молотка зависит от его веса для легких молотков она берется равной 250—300 мм, для молотков среднего веса 350 мм, для тяжелых молотков длина рукоятки 380—450 мм. [c.557]
Длина рукоятки зависит от массы (веса) молотка. Для легких молотков она составляет 250—300 мм, а для молотков среднего веса (400—600 г) средняя длина рукоятки принимается равной 350 мм. Рукоятка должна иметь овальное поперечное сечение с отношением большого и малого диаметров 1,5 1. Поверхность рукоятки должна быть гладкой и чистой. [c.195]
Восстановление сцепления. При ошибочном расцеплении, если вагоны не разведены, сцепление можно восстановить без удара по автосцепкам. Для этого нужно поднять замкодержатель кверху (рукояткой ручного молотка, сигнального флажка и т. п.) через отверстия внизу головы автосцепки. При нажатии на специальный прилив замкодержателя узкий палец подъемника лишается опоры и замок опускается в нижнее положение, замыкая автосцепки. [c.72]
[c.72]
Изготовление. Рукоятки для граблей, лопат и вил изготовляются из сухой сосны рукоятки для кирок, молотков, топо- [c.474]
Напряженная gr — обеспечивает хорошее центрирование требует крепления от проворачивания и осевого сдвига. Сборка и разборка при помощи молотка без значительных усилий. Применяется для деталей, туго насаживаемых на шпонках и снимаемых лишь изредка (шестерни, маховички, рукоятки и др.). [c.113]
Рис. 11.94. Схема электромеханического пружинного молотка с механизмом бойка переменной структуры. Электродвигатель через кривошип 7 и шатун 6 приводит в движение серьгу 5 в холостом режиме молотка. Для перехода на рабочий режим следует корпус 8 через упругую рукоятку 9 переместить к инструменту 1, при этом серьга 5 упрется в выступ А на ползуне 4, придет в движение боек 3, сжимающий рабочую пружину 2. При повороте кривошипа на 180° контакт серьги 5 с выступом А нарушается, и боек под действием силы пружины устремляется вперед, ударяя по инструменту. Дальнейшее вращение кривошипа приводит механизм в исходное положение. Момент сброса зависит от смещения упора А При повороте кривошипа на 180° контакт серьги 5 с выступом А нарушается, и боек под действием силы пружины устремляется вперед, ударяя по инструменту. Дальнейшее вращение кривошипа приводит механизм в исходное положение. Момент сброса зависит от смещения упора А
|
| Рис. 11.98. Конструкции малогабаритных упругих рукояток с постоянным усилием нажатия для виброизоляции ручных машин ударного действия а — рессорная в корпусе 1, оснащенном резиновыми буферами 7, на оси 2 посажен рычаг 3, к которому на осях 4 подвешены две рессоры б, упирающиеся в корпус 8 молотка вместе с предварительно затянутыми пружинами 5. При надлежащем выборе параметров можно получить нулевую жесткость, т. е. постоянное усилие нажатия рукоятки, не зависящее от относительного перемещения корпуса молотка |
 Молотки изготовляют из сталей марок 50, 40Х, У7. Рабочую часть молотков закаливают до HR 49—56. Длину рукоятки молотка выбирают в зависимости от веса
[c.738]
Молотки изготовляют из сталей марок 50, 40Х, У7. Рабочую часть молотков закаливают до HR 49—56. Длину рукоятки молотка выбирают в зависимости от веса
[c.738]Сила удара Зависит от веса молотка, длины рукоятки, замаха, меткости удара. Для увеличения меткости ударная часть инструмента сужается, его головка и боек молотка закругляются [c.199]
Для определения движения отдельных частей можно поступить, например, так прикрепить к какой-либо части тела маленькую светящуюся лампочку и снимать неподвижным фотоаппаратом движущееся тело, причем экспозицию подбирать таким образом, чтобы на снимке оставался только след светящейся лампочки. Зная время и масштаб съемки, можно таким образом изучать сложные движения. Например, на рис. 1, б показан снимок следов трех лампочек, размещенных на рукоятке молотка, которым рабочий забивает гвоздь [c.19]
В. М. Гавриловым изготовлен оригинальный молоток (рис. 35). Особенность молотка состоит в том, что в его корпусе 1 вмонтирована четырехкратная луна 5, которая дает возможность слесарю или разметчику использовать инструмент и в качестве молотка и в качестве луны. Чертилка 3 и кернер 2 помещаются в каналах деревянной рукоятки молотка 4. Лупа для амортизации удара установлена в резиновой обойме.
[c.56]
Чертилка 3 и кернер 2 помещаются в каналах деревянной рукоятки молотка 4. Лупа для амортизации удара установлена в резиновой обойме.
[c.56]
Например, трубные ключи бывают рычажные, винтовые, цепные и т. д. Они имеют разные номера и различают их по размерам в зависимости от диаметра свертываемых труб и фитингов. Если ключ захватывает трубу, это еще не значит, что он предназначен для трубы такого диаметра. Инструмент надо выбирать по типоразмерам, соответствующим его производительной характеристике, и применять по назначению. Не следует при работе с инструментом облегчать свои усилия, наращивая рычаги рукоятки и т. д., а также ударять молотком по инструменту. [c.97]
Рукоятка и пусковое устройство рубильно-чеканных, клепальных и других молотков представляют основную часть инструмента, при помощи которой производится впуск и прекращение впуска сжатого воздуха. Конструкция рукоятки может быть закрытой (в виде кольца для руки) или же открытой. [c.61]
[c.61]
Для расклепывания заклепок больших диаметров (до 32 мм) применяют более мощные клепальные молотки с удлиненным стволом и открытой рукояткой. Клепальный. молоток отличается от рубильного молотка тем, что может развить большую работу единичного удара при меньшем числе ударов. [c.66]
Рукоятки ручных инструментов следует делать из сухой древесины твердых и вязких пород. Ударные, нажимные и режущие инструменты (молотки, кувалды, топоры, долота, стамески, напильники и др.) надо выдавать для работы с надежно закрепленными рукоятками. На деревянных рукоятках нажимных инструментов должны быть кольца. Ударные инструменты должны иметь рукоятки овального сечения с утолщенным свободным концом. При насаживании рукоятки должны быть расклинены деревянными или металлическими клиньями. [c.239]
Д1олотки должны быть прочно насажены на рукоятки и закреплены клиньями рукоятка молотка должна иметь овальное сечение с равномерным утолщением к концу. Поверхность рукоятки должна быть чистой и гладкой, без сучков,трещин и отколов. Длина рукоятки для молотков массой до 300 г должна составлять 250—300 мм, а массой 300—500 г — 350 мм рабочие поверхности хюлотка должны иметь гладкую ровную поверхность без трещин н отколов.
[c.184]
Поверхность рукоятки должна быть чистой и гладкой, без сучков,трещин и отколов. Длина рукоятки для молотков массой до 300 г должна составлять 250—300 мм, а массой 300—500 г — 350 мм рабочие поверхности хюлотка должны иметь гладкую ровную поверхность без трещин н отколов.
[c.184]
Металлическая часть состоит из следующих элементов клиновидной части, слегка закругленного обуха (часть, которой бьют) и отверстия. Рукоятку для молотка делеют из твердого дерева с сечением и длиной, зависящими от величины отверстия в молотке и от его веса. После насадки молотка на рукоятку в нее вбивается деревянный или металлический клин, который предохраняет молоток от [c.40]
Для облегчения разборки давно неразбиравшихся резьбовых соединений их смачивают керосином. Ключи для отвертывания подбирают точно по размеру гаек и головок болтов во избежание их смятия. При развинчивании резьбовых соединений не следует ударять по рукоятке ключа молотком и удлинять ключ надставкой из трубок или другим способом. [c.247]
[c.247]
Ручной инструмент должен удовлетворять следующим требованиям слесарные молотки и кувалды должны иметь гладкие или слегка выпуклые бойки не иметь наклепа (пленочки), скосов, выбоин, трещин и заусенцев рукоятки должны быть сделаны из дерева твердых пород (березы, дуба, клена, бука), хорошо обработаны и иметь овальную форму, немного утолщенную к свободному концу, длиной не менее 250 мм для молотков и 600 мм для кувалд. Молотки и кувалды должны быть прочно насажены и укреплены дубовыми (на клею) или металлическими (с заершением) клиньями конец рукоятки не должен выступать за край молотка или кувалды. [c.293]
Рукоятки кувалд, молотков и другого инструмента для ручной ковки следует изготовлять из клена, кизила, бука, рябины или молодого дуба. Применение мягких крупнослойных пород (ель, сосна) не допускается. Рукоятки надо насаживать плотно и расклинивать их деревянными или заершенными железными клиньями (рис. 89). Длина клиньев не должна превышать двух третей глубины наса-
[c. 212]
212]
Внброгасящие устройства для пневматического инструмента основаны на применении пружин как элементов, снижающих воздействие вибрации низкой частоты на руки рабочего. Для гашения вибраций высокой частоты рукоятки молотков покрывают слоем мягкой (пористой) резины. [c.205]
В лаборатории бурения Института горного дела АН СССР имени А. А. Скочинского, которой заведует Е. В. Александров, вы можете увидеть обычный на вид отбойный молоток. Хотя ударный механизм его сделан из дерева, он с успехом отработал уже несколько сроков сверх нормы, положенной среднему молотку. На ВДНХ СССР вы можете увидеть отбойный молоток с прозрачным ударником — он сделан из плексигласа. В ближайшее время начнется серийный выпуск облегченных, почти невнбрирующих молотков. Впрочем, ликвидировать вибрацию, одновременно увеличив мощность, можно и в молотках прежних выпусков. Для этого достаточно заменить заводской ударник другим, который легко изготовить в любой мастерской. Как писал в своем отзыве на работы Александрова академик Н. В. Мельников… для отбойных молотков, выпускаемых десятками тысяч щтук в год заводом Пневматика , гащение вибрации достигнуто без изменения деталей молотка увеличением имеющегося в рукоятке паза и заменой упругих звеньев аналогичными, но специально рассчитанными . Одна из первых партий облегченных молотков испытывается сейчас в Енакиево, на одной из шахт треста Орджоникидзе-уголь .
[c.226]
В. Мельников… для отбойных молотков, выпускаемых десятками тысяч щтук в год заводом Пневматика , гащение вибрации достигнуто без изменения деталей молотка увеличением имеющегося в рукоятке паза и заменой упругих звеньев аналогичными, но специально рассчитанными . Одна из первых партий облегченных молотков испытывается сейчас в Енакиево, на одной из шахт треста Орджоникидзе-уголь .
[c.226]
Главными частями пневматического молотка являются ствол с ударником, распределительный механизм с золотниковой коробкой и пусковым механизмом, рукоятка со шлангом для сжатого воздуха. В отверстие ствола вставляется рабочий инструмент (зубило, пуансон и др.), непосредственно производяш ий работу. Внутри ствола и рукоятки имеются каналы для подвода и удаления сжатого воздуха. [c.116]
Для работы в тоуднодоступных местах пневматические молотки изготовляют с уд ненной трубчатой рукояткой. [c.120]
Доброкачественный молоток не должен иметь на рабочей части никаких заусенцев, выбоин, вмятин, трещин ли изломов. Рукоятки М олотков делаются из прочного твердого дерева без сучков и без трещин они должны быть ровным и гладкими. Для крепости рукоятки и усиления степени удара молотком рукоятки рекомендуется делать эллиптического сечения. Очень важно, чтобы ру-
[c.25]
Рукоятки М олотков делаются из прочного твердого дерева без сучков и без трещин они должны быть ровным и гладкими. Для крепости рукоятки и усиления степени удара молотком рукоятки рекомендуется делать эллиптического сечения. Очень важно, чтобы ру-
[c.25]
После пригонки отверстия ступицы на вал устанавливают шпонку и легкими ударами медного молотка загоняют ее в паз. При дальнейшей посадке маховика или шкива паз ступицы, попадая на шпонку, направляет движение ступицы. Затяжку гайки, навертываемой на конец вала для создания требуемого патяга, целесообразно производить ключом с длиной рукоятки не более 20с1, где — диаметр резьбы. При более длинных рукоятках или ключах, 494 [c.494]
Контрольная проверка затяжки фундаментных и других болтов. Кроме броневых болтов, во время капитального ремонта необходимо обтягивать и фундаментные болты, болты крепления торцовых крыщек барабана и венца, а также на стыках частей зубчатого венца. Для обтяжки следует применять гайковерт И-51-А. В некоторых случаях с успехом можно пользоваться коротким ключом, а удары по корот-. кой рукоятке наносить через стальную накладку рубильным молотком типа РМ-5 и РМ-3. Только в отдельных случаях в зависимости от условий размещения болтов приходится обтяжку болтов производить ключом вручную.
[c.396]
В некоторых случаях с успехом можно пользоваться коротким ключом, а удары по корот-. кой рукоятке наносить через стальную накладку рубильным молотком типа РМ-5 и РМ-3. Только в отдельных случаях в зависимости от условий размещения болтов приходится обтяжку болтов производить ключом вручную.
[c.396]
Чтобы обеспечить виброзащиту рук рабочего, поршень-боек отделен от корпуса упругими элементами, когда наносит удар по хвостовику, выполняя полезную работу. На этом основана конструкция отбойного молотка (рис.206), который состоит из рукояти 1, ствола 9, поршня-бойка 10, воздухораспределительного механизма (клапана) 6, пускового устройства (вентиля) 4, рабочего наконечника И и пружины 12, удерживающей наконечник от выпадения. Для предотвращения саморазвертывания резьбового соединения между стволом 9 и промежуточным звеном 5 установлен фиксатор 7, удерживающий от выпадения стопорным кольцом 8, имеющим отверстие для отвода отработанного воздуха. Узел воздухораспределения рукоятки обеспечивается установкой резинового амортизатора 2. При нажатии на рукоятку вентиль 4 смещается вправо и открывает отверстие, сообщающееся с кольцевой камерой клапанного распределения сжатый воздух с помощью клапана поступает поочередно в над- и подпоршневое пространство, заставляя поршень-боек совершать возвратно-поступательное движение, периодически ударяя по рабочему наконечнику.
[c.291]
При нажатии на рукоятку вентиль 4 смещается вправо и открывает отверстие, сообщающееся с кольцевой камерой клапанного распределения сжатый воздух с помощью клапана поступает поочередно в над- и подпоршневое пространство, заставляя поршень-боек совершать возвратно-поступательное движение, периодически ударяя по рабочему наконечнику.
[c.291]
Для работы в неудобных местах применяют пневматические молотки с закрытой рукояткой и клавищным пусковым устройством (фиг. 33). [c.62]
Длина — рукоятка — молоток
Длина — рукоятка — молоток
Cтраница 1
Длина рукоятки молотка не должна быть короче 400 мм, а кувалды 700 мм. Рукоятки молотков, кувалд и кузнечных зубил должны быть сделаны из твердых пород дерева ( дуба, бука, кизила и пр. [1]
Длина рукоятки молотка не должна быть короче 300 мм, а кувалд — 700 мм. [2]
Кувалды и молотки должны иметь выпуклую поверхность бойка без выбоин и трещин. Длина рукоятки молотка должна быть не менее 400 мм, а кувалды — не менее 700 мм. В поперечном сечении рукоятка должна иметь овальную форму, а к свободному концу немного утолщаться, чтобы при взмахах и ударах самозаклиниваться в руке; на другом конце рукоятки должен быть надежно насажен и расклинен молоток или кувалда. Не разрешается работать с рукояткой, имеющей трещины и надломы.
[3]
Длина рукоятки молотка должна быть не менее 400 мм, а кувалды — не менее 700 мм. В поперечном сечении рукоятка должна иметь овальную форму, а к свободному концу немного утолщаться, чтобы при взмахах и ударах самозаклиниваться в руке; на другом конце рукоятки должен быть надежно насажен и расклинен молоток или кувалда. Не разрешается работать с рукояткой, имеющей трещины и надломы.
[3]
Кувалды и молотки должны иметь выпуклую поверхность бойка, без выбоин и трещин. Длина рукоятки молотка должна быть не менее 400 мм, а кувалды — не менее 700 мм. В поперечном сечении рукоятка должна иметь овальную форму, а к свободному концу немного утолщаться, чтобы при взмахах и ударах самозаклиниваться в руке; на другом конце рукоятки должен быть надежно насажен и расклинен молоток или кувалда. Не разрешается работать с рукояткой, имеющей трещины и надломы. [4]
Кувалды и молотки должны иметь выпуклую поверхность бойка, без выбоин и трещин. Длина рукоятки молотка должна быть не менее 400 мм, а кувалды — не менее 700 мм. IB руке; на другом конце рукоятки должен быть надежно насажен и расклинен молоток ли кувалда. Не разрешается работать с рукояткой, имеющей трещины и надломы.
[5]
Длина рукоятки молотка должна быть не менее 400 мм, а кувалды — не менее 700 мм. IB руке; на другом конце рукоятки должен быть надежно насажен и расклинен молоток ли кувалда. Не разрешается работать с рукояткой, имеющей трещины и надломы.
[5]
Кувалды и молотки должны иметь выпуклую поверхность бойка без выбоин и трещин. Длина рукоятки молотка должна быть не менее 400 мм, а кувалды — не менее 700 мм. В поперечном сечении рукоятка должна иметь овальную форму, а к свободному концу немного утолщаться, чтобы при взмахах и ударах самозаклиниваться в руке; на другом конце рукоятки должен быть надежно насажен и расклинен молоток или кувалда. Не разрешается работать с рукояткой, имеющей трещины и надломы. [6]
Запрещается пользоваться инструментом неисправным или не соответствующим выполняемой работе. Бойки молотков и кувалд должны иметь гладкую, слегка выпуклую поверхность; длина рукоятки молотка не должна быть короче 300 мм, а рукоятки кувалды — короче 700 мм. Молотки и кувалды должны быть прочно насажены на рукоятки и закреплены на них дубовым клином на клею или заершенным стальным клином. Зубила и крейцмейсели не должны иметь косых и сбитых затылков.
[7]
Молотки и кувалды должны быть прочно насажены на рукоятки и закреплены на них дубовым клином на клею или заершенным стальным клином. Зубила и крейцмейсели не должны иметь косых и сбитых затылков.
[7]
Запрещается пользоваться инструментом, неисправным или не соответствующим выполняемой работе. Бойки молотков и кувалд должны иметь гладкую, слегка выпуклую поверхность; длина рукоятки молотка не должна быть короче 300 мм, а рукоятки кувалды — короче 700 мм. Молотки и кувалды должны быть прочно насажены на рукоятки и закреплены на них дубовым клином на клею или заершенным стальным клином. Зубила и крейцмейсели не должны иметь косых и сбитых затылков. [8]
Кувалды, топоры и другие ударные инструменты должны быть прочно и надежно насажены на деревянные ручки из крепких пород дерева. Применяемый в этих местах стальной инструмент необходимо смазывать солидолом или другой густой смазкой. Сечение ручек должно быть овальным, а вся поверхность тщательно зачищена. К свободному концу ручка должна иметь небольшое утолщение, чтобы инструмент не выскальзывал из рук. Ручки расклиниваются металлическими клиньями или деревянными на клею во избежание соскакивания инструмента при ударе. Длина рукоятки молотка должна быть не менее 30, кувалды — 70 см. Необходимо, чтобы бойки молотков и кувалд имели гладкую, слегка выпуклую поверхность, без выбоин, трещин, скосов и наклепов, чтобы рабочие не повредили рук.
[9]
Сечение ручек должно быть овальным, а вся поверхность тщательно зачищена. К свободному концу ручка должна иметь небольшое утолщение, чтобы инструмент не выскальзывал из рук. Ручки расклиниваются металлическими клиньями или деревянными на клею во избежание соскакивания инструмента при ударе. Длина рукоятки молотка должна быть не менее 30, кувалды — 70 см. Необходимо, чтобы бойки молотков и кувалд имели гладкую, слегка выпуклую поверхность, без выбоин, трещин, скосов и наклепов, чтобы рабочие не повредили рук.
[9]
Страницы: 1
Длина — ручка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Длина — ручка
Cтраница 1
Длина ручки определяется критическими размерами руки и характером инструмента. Для молотка, используемого одной рукой, например при силовой хватке, идеальная длина колеблется от минимум 100 мм до максимум 25 мм. Короткие ручки неудобны при силовой хватке, поскольку ручка короче 19 мм не может быть охвачена большим и указательными пальцами и неудобна для любого инструмента.
[1]
Короткие ручки неудобны при силовой хватке, поскольку ручка короче 19 мм не может быть охвачена большим и указательными пальцами и неудобна для любого инструмента.
[1]
Длина ручки зависит от веса молотка. В среднем она должна быть 250 — 350 мм; для молотков весом 50 — 200 г длина ручек 200 — 270 мм, а для тяжелых — 350 — 400 мм. [2]
Длина ручки зависит от веса молотка: для молотка весом 400 г длина ручки должна — быть 350 мм, для молотка весом 600 г — 380 мм. Поверхность ручки должна быть хорошо обстрогана и гладко отшлифована наждачной бумагой. Молоток насаживают на тонкий конец ручки и заклинивают на ней деревянными или металлическими клиньями. [3]
Длина ручки принимается при работе на рукоятке одного человека — 300 — т — 350 мм, двух человек — 450 — г — — — 500 мм; длину рычага берут в пределах 2СО — ь450 мм. [4]
[4]
Длина ручек слесарных молотков должна быть в пределах 300 — 400 мм, а ручек кувалд — 450 — 900 мм в зависимости от веса. Вес молотков п кувалд должен соответствовать ГОСТу. [5]
Длина ручек правильных молотков должна быть 30 см; масса молотков с перекрестными бойками — 1 кг, с косыми бойками — 1 5 кг; радиус выпуклости бойков 175 мм. [7]
Длина ручек слесарных молотков должна быть 300 — 400 мм, а ручек кувалд 450 — 900 мм в зависимости от веса. Вес молотков и кувалд должен соответствовать ГОСТ. [8]
Длина ручек слесарных молотков должна быть в пределах 300 — 400 мм, а ручек кувалд 450 — 900 мм в зависимости от веса. Вес молотков и кувалд должен соответствовать ГОСТу. [9]
Длина ручек слесарных молотков должна быть в пределах 300 — 400 мл, а ручек у кувалд 450 — 900 мм в зависимости от веса. Вес молотков и кувалд должен соответствовать ГОСТ.
[10]
Вес молотков и кувалд должен соответствовать ГОСТ.
[10]
Длина ручки крана должна быть не больше шести диагоналей квадрата пробки. Наращивать ручку, надевая на нее обрезки трубы или другой ключ, чтобы легче было поворачивать пробку крана, запрещается. [12]
Длина ручки ключа не должна к превышать шести диагоналей квадрата пробки. Наращивать С РУчку ключа, надевая на нее кусок трубы или другие предметы, 11 запрещается. [13]
Длина ручки ключа не должна превышать шести диагоналей квадрата пробки. Наращивать ручку ключа, надевая на нее кусок трубы или другие предметы, запрещается. [14]
Длина ручек щеток для удаления окалины и кисти или насадки пистолета для смазки полости штампа должна быть достаточной для того, что бы руки рабочего были вне зоны движущихся частей пресса или оснастки. [15]
[15]
Страницы: 1 2 3 4
Гост на молотки слесарные
Какой инструмент присутствует в каждом доме? Конечно же, молоток. Его используют в работах по монтажу и ремонту различных конструкций и механизмов, в домашнем обиходе. Применение настолько обширно, что различают более 10 подвидов и спецификаций молотков. Такое разделение помогает решать узкоспециальные задачи четко и точно, затрачивая минимум усилий.
Но самым распространенным является обычный слесарный молоток, который имеет рукоятку и рабочую часть привычного вида. Именно этот инструмент наиболее востребован — из 10 купленных молотков 6 являются слесарными.
Конструкция молотка
Любое приспособление для определенных работ должно быть сконструировано таким образом, чтобы обеспечить высокую точность и эффективность выполнения поставленных задач. Именно поэтому существует порядка 15 видов молотков, каждый из которых повышает производительность труда, и снижает количество затрачиваемых физических усилий. Однако любое приспособление состоит из нескольких частей, которые могут отличаться внешне, но выполнять одинаковую задачу. Такой инструмент как молоток не является исключением, и имеет две функциональные части. Каждая из них должна отвечать требованиям и стандартам, что помогает выполнять задачи с минимальными затратами сил.
Именно поэтому существует порядка 15 видов молотков, каждый из которых повышает производительность труда, и снижает количество затрачиваемых физических усилий. Однако любое приспособление состоит из нескольких частей, которые могут отличаться внешне, но выполнять одинаковую задачу. Такой инструмент как молоток не является исключением, и имеет две функциональные части. Каждая из них должна отвечать требованиям и стандартам, что помогает выполнять задачи с минимальными затратами сил.
Итак, вне зависимости от подвида, любой молоток состоит из головки и рукоятки. Первая деталь отвечает за эффективность производимой работы, вторая — за безопасность и удобство. Ударная часть молотка, в свою очередь, условно разделяется на несколько частей.
Самой важной является боек. От его формы и качества зависит долговечность. К тому же эта часть молотка выполняет основную механическую работу, то есть подвергается максимальному воздействию и быстрее изнашивается. Противоположный бойку конец называется носик. Он, как правило, в различных вариантах молотков имеет функциональные отличия, что позволяет выполнять специфические виды заданий — вырывание гвоздей, дробление камня, придание рельефа твердым поверхностям. Встречаются модели, в которых носик представляет собой боек такой же формы или меньшего диаметра. Подобные молотки позволяют выполнять операции с большей точностью и силой, так как площадь воздействия уменьшается, а масса головки остается прежней.
Он, как правило, в различных вариантах молотков имеет функциональные отличия, что позволяет выполнять специфические виды заданий — вырывание гвоздей, дробление камня, придание рельефа твердым поверхностям. Встречаются модели, в которых носик представляет собой боек такой же формы или меньшего диаметра. Подобные молотки позволяют выполнять операции с большей точностью и силой, так как площадь воздействия уменьшается, а масса головки остается прежней.
Также головка молотка содержит часть, которая называется щека — поверхность между носиком и бойком. Ее толщина должна быть достаточной для того, чтобы при эксплуатации выдержать требуемую нагрузку и не сломаться. А еще железная часть молотка должна иметь отверстие для рукоятки. Исключением является цельнометаллический инструмент, который льется по форме. Однако применяется он в достаточно редких случаях для специфических работ.
Роль рукоятки стоит отметить отдельно, ведь от качества ее крепления зависит безопасность. Чаще всего в молотках с деревянной ручкой выбирается коническая форма. Она позволяет плотно закрепить головку, а дополнительно вбитый в центр клин улучшает надежность этого соединения. В более современных моделях устройство молотка не требует этого, так как детали выполняются по точным замерам и с использованием специальных материалов и средств крепления.
Она позволяет плотно закрепить головку, а дополнительно вбитый в центр клин улучшает надежность этого соединения. В более современных моделях устройство молотка не требует этого, так как детали выполняются по точным замерам и с использованием специальных материалов и средств крепления.
Также немаловажны габариты приспособления и его строение. От формы сечения бойка и длины рукоятки зависит точность и передаваемая сила удара. Дополнительные функциональные возможности обеспечиваются благодаря определенной форме обратной стороны бойка. От того, какая масса у головки, зависит сила удара и его эффективность. Например, вес молотка для забивания гвоздей обычно колеблется в районе от 250 грамм до килограмма. А вот вес кувалды для ковки или забивания свай может достигать даже 12 кг.
Вес молотка во многом зависит от того, какие задачи он призван выполнять. Многие модели имеют определенные технические характеристики — государственный стандарт, которые должны быть учтены и выполнены. Например, для слесарного молотка существуют требования, которые описывают его форму с точным приведением схем головки и рукоятки, а также описанием самых незначительных деталей и веса каждой части.
Например, для слесарного молотка существуют требования, которые описывают его форму с точным приведением схем головки и рукоятки, а также описанием самых незначительных деталей и веса каждой части.
Поэтому если при покупке на изделии есть надпись «молоток слесарный ГОСТ 2310 77», можно ручаться за его качество.
Различные виды молотков призваны выполнять отличные друг от друга работы. Возможно использование непрофильных приспособлений, однако нужно понимать, что это лишь снизит эффективность и ухудшит качество полученного результата. Это объясняется тем, что специфика определенного задания порой требует немного различных качеств. Например, при выполнении рихтовки тонких металлов, сила механического воздействия компенсируется большой отдачей, что способно нанести дополнительные повреждения. Поэтому для точной работы потребуется инструмент с рабочей частью, способной уменьшить или полностью погасить силу противодействия.
В зависимости от задачи, которую нужно выполнить, существует разработанная спецификация молотков. Большая их часть подробно описана и имеет определенные стандарты качества ГОСТ. Однако стоит иметь в виду, что на некоторых заводах и в мастерских на изготовление используются технические условия, установленные в индивидуальном порядке. В некоторых случаях это осуществляется из-за улучшения одной из частей, ее усовершенствования. Но есть исключения, которые позволяют допускать нарушения технологии изготовления и сборки молотка, что снижает качество, срок службы и безопасность. Поэтому перед приобретением обязательно стоит ознакомиться с репутацией изготовителя, так как это напрямую влияет на жизнь и здоровье человека.
Большая их часть подробно описана и имеет определенные стандарты качества ГОСТ. Однако стоит иметь в виду, что на некоторых заводах и в мастерских на изготовление используются технические условия, установленные в индивидуальном порядке. В некоторых случаях это осуществляется из-за улучшения одной из частей, ее усовершенствования. Но есть исключения, которые позволяют допускать нарушения технологии изготовления и сборки молотка, что снижает качество, срок службы и безопасность. Поэтому перед приобретением обязательно стоит ознакомиться с репутацией изготовителя, так как это напрямую влияет на жизнь и здоровье человека.
Самый распространенный тип молотков — слесарный. Именно такой вид есть практически в каждом доме.
Он имеет самое простое строение головки, что позволяет использовать его в роли универсального инструмента. Такой молоток применяется для забивания различных креплений и при сборке мебели, с его помощью производится монтаж деревянных конструкций и обивка внутренних помещений. Невозможно игнорировать слесарный молоток в таких операциях как рубка, ковка или правка готовых изделий.
Невозможно игнорировать слесарный молоток в таких операциях как рубка, ковка или правка готовых изделий.
Модели слесарного молотка отличаются внешним видом различных частей. Сечение бойка выполняется обычно в форме круга, квадрата или прямоугольника, что влияет на площадь рабочей грани и, следовательно, на силу удара. Внешняя поверхность выполняется либо ровной, либо в форме полусферы. Это влияет на качество выполнения работы — острые углы ровного бойка при ударах, сделанных под углом, оставляют вмятины на менее твердых материалах, в отличие от молотков со сферической поверхностью.
Отличаются молотки и материалом изготовления головки. Самыми крепкими считаются стали марок У7, 50 и 60, которые содержат повышенное количество углерода. Стальной молоток имеет высокую прочность и долгий срок службы.
Обратная часть бойка — носик — имеет ряд разновидностей. Он выполняется в форме клина различной толщины. Это позволяет выполнять более точные и мелкие работы, а также работать с камнем и цементом.
Слесарный тип молотка удобен и самой широкой размерной сеткой веса головки. Она начинается от 50 грамм, что позволяет максимально точно подобрать нужную массу, а при необходимости приобрести целый набор. Для инструментальных работ используются самые легкие молотки, весом не более 300 грамм. Слесарные работы требуют массу инструмента порядка половины килограмма, а для ремонта используют самые тяжелые слесарные молотки с массой рабочей части до 800 грамм. Последний вид практичен и имеет большой коэффициент полезного действия, который в зависимости от типа металла головки колеблется от 70 до 85%.
Ручку слесарного молотка нужно рассматривать отдельно, ведь эта функциональная часть отвечает за безопасность и эффективность — от положения головки зависит передаваемая сила. Сечение деревянной ручки выполняется в форме овала, так как эта форма позволяет удобно захватывать и держать молоток. Обычным требованием к материалу изготовления является прочность и высокое качество. В случае выбора в пользу дерева нужно обратить внимание на отсутствие неровностей, сучков и трещин, так как это повлияет на срок службы, а также на разновидность древесины — выбирать стоит березу, рябину, дуб или клен. Металлическая рукоятка в обязательном порядке должна быть оснащена резиновыми накладками для предотвращения соскальзывания, а также иметь эргономичные выступы для ладони.
Металлическая рукоятка в обязательном порядке должна быть оснащена резиновыми накладками для предотвращения соскальзывания, а также иметь эргономичные выступы для ладони.
Длина рукоятки влияет на силу передаваемого удара. Среднее значение составляет от 20 до 45 см. Выбирать подходящую длину нужно опираясь на расстояние от запястья до локтя мастера. В случае молотка с более легкой головкой можно остановиться на короткой ручке до 30 см, так как большой силы удара не потребуется. Если же нужна передача большого импульса, приобретать стоит инструмент с тяжелой головкой и рукояткой до полуметра в длину.
Конец, на который насаживается головка, более узкий для удобства сборки молотка. В моделях с деревянной ручкой он оснащен дополнительной деталью для обеспечения безопасности — клином. Изготавливают его из дерева или металла, представляет собой небольшой заостренный на одном конце штырь. В случае использования деревянного, он в обязательном порядке смазывается клеем для обеспечения необходимого закрепления с внутренней поверхностью молотка. Для железного клина не требуются дополнительные составы — улучшенное взаимодействие обеспечивается за счет насечек.
Для железного клина не требуются дополнительные составы — улучшенное взаимодействие обеспечивается за счет насечек.
Количество клиньев различается в зависимости от точности подгонки рукоятки и отверстия в головке молотка. Один клин используется, если формы практически идеально совпадают, и вбивается он параллельно более длинной части отверстия. При небольшом отставании требуется два клина, которые размещаются параллельно друг другу, но перпендикулярно большей продолговатости разъема. Три клина вбиваются в редких случаях, когда предыдущие клинья оказываются неэффективными.
В зависимости от специфики применения, можно встретить так называемый мягкий молоток. Это одна из классификаций слесарного, однако с немного измененным строением головки. В молоток и его ударную часть вплавляются мягкие металлы — свинец или красная медь. Это обеспечивает более бережное воздействие, что необходимо при работе с тонким листовым металлом. При работе вставка деформируется, но благодаря особому строению, ее легко заменить на новую.
Также при работах, которые требуют определенного более бережного воздействия, могут быть использованы деревянные молотки. Их называют киянками и применяют для обработки мягких металлов.
В сборке и ремонте автомобилей используют специфический инструмент из резины. Он называется резиновый молоток и позволяет выправлять вмятины без риска дополнительных повреждений. К тому же мягкий материал позволяет компенсировать отдачу и сокращать ее практически до нуля.
Рекомендации по выбору
При возникновении необходимости покупки, мастер, как правило, понимает какой вид и объем работ потребуется выполнять с помощью инструмента. Поэтому определять какой молоток следует приобретать нужно исходя из этих параметров.
- Определяем вид. Для этого оцениваем частоту выполнения специфических заданий. Например, понадобится ли в ближайшее время перекрывать крышу или класть кафель. Возможно, перечисленные процесс являются профессиональной деятельностью.
 В этом случае необходима покупка молотка для кафеля или кровельного. Однако чаще всего достаточно приобретения слесарного инструмента.
В этом случае необходима покупка молотка для кафеля или кровельного. Однако чаще всего достаточно приобретения слесарного инструмента. - Вычисляем вес. При выборе молотка важно учесть этот параметр. Для крупногабаритных изделий понадобится использование достаточно крупных гвоздей, что, в свою очередь, потребует большей силы удара и площади бойка. Чтобы сэкономить физические затраты на забивание, стоит выбрать более тяжелый молоток с длинной ручкой. Например, молот как инструмент для подобного вида работ подойдет идеально.
- Выбираем форму и размер. Даже определенные подвиды молотков имеют разные функциональные приспособления, которые нужно рассматривать с точки зрения необходимости. Например, инструмент с носиком гвоздодером будет стоить дороже, чем с обычным клиновидным вариантом головки. Определять целесообразность переплаты стоит самостоятельно.
- Дополнительное оснащение. Современные инструменты имеют ряд преимуществ. Например, более рельефные рукоятки позволяют лучше удерживать молоток и затрачивать на этот процесс меньше сил. А дополнительные резиновые накладки страхуют от случайного выскальзывания. В результате производительность вырастет из-за большего количества сделанных ударов молотком. Поэтому если стоит выбор между более современным и классическим вариантом, выбирать нужно более продвинутую версию.
 В этом случае необходима покупка молотка для кафеля или кровельного. Однако чаще всего достаточно приобретения слесарного инструмента.
В этом случае необходима покупка молотка для кафеля или кровельного. Однако чаще всего достаточно приобретения слесарного инструмента. А дополнительные резиновые накладки страхуют от случайного выскальзывания. В результате производительность вырастет из-за большего количества сделанных ударов молотком. Поэтому если стоит выбор между более современным и классическим вариантом, выбирать нужно более продвинутую версию.
А дополнительные резиновые накладки страхуют от случайного выскальзывания. В результате производительность вырастет из-за большего количества сделанных ударов молотком. Поэтому если стоит выбор между более современным и классическим вариантом, выбирать нужно более продвинутую версию.Таким образом становится понятно, что для того, чтобы правильно выбрать молоток, нужно определиться с его функциональным назначением. Вид работ и их объем стоит продумать заранее, ведь от этого будет зависеть его вес, форма и дополнительное оснащение. Только с помощью такой последовательности возможно безошибочно подобрать инструмент для решения определенных технических задач.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Молотки стальные строительные
Construction steel hammers.
Дата введения 01. 01.92
01.92
Настоящий стандарт распространяется на стальные строительные молотки (далее – молотки), применяемые при производстве столярных, плотничных, каменных, штукатурных, паркетных, кровельных, шиферных, плиточных, арматурных, монтажных работ.
1.1. Основные размеры
1.1.1. Молотки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
1.1.2. Молотки в зависимости от назначения должны изготовляться следующих типов, указанных в табл. 1.
1.1.3. Основные размеры и масса молотков должны соответствовать указанным на черт. 1 – 24 и в табл. 2 , 3 .
По согласованию с потребителем допускается изготовлять молотки типоразмеров МПЛ-4 и МШТ-3 габаритным размером (300 ± 5) мм.
Предельные отклонения размеров корпусов молотков, получаемые методом механической обработки, должны быть не ниже 16-го квалитета по ГОСТ 25347. Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку – 2-му ряду по ГОСТ 26645.
Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку – 2-му ряду по ГОСТ 26645.
1.1.4. Варианты исполнения клиньев для молотков должны соответствовать указанным на черт. 25, 26 и в табл. 7, 8 приложения 1.
1.1.5. Варианты исполнения всадов и их размеры приведены на черт. 27 – 36 и в табл. 9 приложения 2.
Для забивания гвоздей и выполнения других операций при производстве столярных работ
Для забивания и выдергивания гвоздей при производстве плотничных работ
Для околки и тески кирпича и керамических стеновых камней при производстве каменных и других работ
Для выполнения вспомогательных операций при производстве штукатурных работ
Для сплачивания паркетных досок, наборного, штучного паркета при производстве паркетных работ
Для загиба, уплотнения и выравнивания фальцев при производстве кровельных работ
Для пробивки отверстий в шифере и забивки шиферных гвоздей при устройстве асбестоцементных кровель
Для околки и подтески кромок керамических плиток, а также для пробивки отверстий (исполнение 1)
Для выполнения ударных операций при монтажных и арматурных работах
Для околки, осаживания и расшебенки бутового, булыжного камня и брусчатки при выполнении каменных, дорожных и других работ
1. 1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
1.6. Условное обозначение молотков при заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения (при наличии) и обозначения настоящего стандарта.
Пример условного обозначения молотка типа МПЛ исполнения 2:
Молоток плотничный МПЛ-2 ГОСТ 11042-90
1.2. Характеристики (свойства)
1.2.1. Заготовки корпусов молотков, изготовленные методом ковки, должны соответствовать требованиям, предъявляемым к поковкам Гр. II.143 . 207 НВ по ГОСТ 8479 .
1.2.2. Заготовки корпусов молотков, изготовленные методом литья, должны соответствовать требованиям, предъявленным к отливкам I группы по ГОСТ 977 .
1.2.3. Корпуса молотков должны быть термически обработаны в соответствии с требованиями, указанными в табл. 4 .
Молотки столярные типа МСТ
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
Масса, кг, не более
1.2.4. Корпуса молотков не должны иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест, усадочных раковин и пористости.
1.2.5. Стыки оковок должны соединяться внахлестку электродуговой сваркой сплошным швом. Расположение сварного шва не регламентируется.
1.2.6. Соединение вставки с корпусом молотка типоразмера МПЛИ-3 выполняют при помощи медно-цинкового припоя по ГОСТ 19248 .
Масса – не более 0,80 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
Масса, кг, не более
1.2.7. Допуск соосности всада относительно плоскости симметрии корпуса молотка не должен быть более:
0,3 мм – для корпуса молотка массой до 0,2 кг;
0,5 мм » » » » от 0,2 до 1,0 кг;
1,0 мм » » » » св. 1,0 кг и молотков типоразмеров МКИ-1, МКИ-3, МШТ-3, МПЛ-4.
1.2.8. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более:
Ra 3,2 мкм – для торцевых поверхностей бойка и носка наружных поверхностей гвоздодерной части;
Rz 40 мкм – для наружных поверхностей корпусов молотков, изготовленных из проката, или поверхностей, подвергаемых механической обработке;
Rz 320 мкм – для наружных поверхностей корпусов молотков, не подвергаемых механической обработке.
(Остальное – см. исполнение 1)
Масса – не более 1,0 кг
* Размеры для справок.
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
Наименование обрабатываемого участка
Глубина термической обработки торца, мм
Молотки всех типов
МСТ, МПА, МКР, МПЛИ
Вся длина гвоздодерной части
1.2.9. Деревянные ручки не должны иметь трещин, гнили, прорости и червоточин.
Допускается не более двух сросшихся здоровых сучков диаметром не более 5 мм на расстоянии 2/3 длины ручки со стороны свободного конца.
На ручках плиточных молотков сучки не допускаются.
Остальные пороки древесины не должны превышать норм, установленных для пиломатериалов 1-го сорта по ГОСТ 2695.
Масса – не более 0,50 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
1.2.10. Влажность деревянных ручек перед насадкой не должна быть более 12 %.
1.2.11. Наружная поверхность рукоятки не должна иметь наплывов, раковин, пузырей, вмятин и облоя.
1.2.12. Выступ конца ручки от корпуса молотка, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, не должен быть более 2 мм.
1.2.13. Деревянные ручки в сборе с корпусом, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, должны быть расклинены.
Трещины от расклинивания на ручках за пределами всада не допускаются.
Масса – не более 0,90 кг
* Размеры для справок.
1 – корпус; 2 – ручка
1.2.14. Рукоятка должна быть плотно насажена на стержень.
Прокручивание рукоятки относительно стержня при ударе не допускается.
1.2.15. Соединение корпуса молотка с ручкой или стержнем должно выдерживать стягивающее усилие не менее:
490 Н (50 кгс) – для молотков массой до 0,2 кг;
980 Н (110 кгс) » » » от 0,2 кг до 1,0 кг;
1470 Н (150 кгс) » » » св. 1,0 кг.
1.2.16. Бойки молотков при ударе по стальной плите, а также гвоздодерная часть плотничных, штукатурных и шиферных молотков при выдергивании гвоздей не должны изменять геометрическую форму, выкрашиваться; не должны образовываться трещины, изломы и сколы.
1.2.17. Корпуса молотков, кольца, оковки и стержни должны иметь защитное покрытие по ГОСТ 9.306 . Выбор покрытия – по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150 .
Допускается применять лакокрасочное покрытие.
1.2.18. Ручки должны быть окрашены эмалями ярких тонов или покрыты лаком по ГОСТ 4976 .
Допускается ручки пропитывать олифой по ГОСТ 7931 или ГОСТ 190.
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка
1.2.19. Лакокрасочные покрытия должны соответствовать классу V по ГОСТ 9.032 и условиям эксплуатации VI по ГОСТ 9.104 .
1.2.20. Поверхность торца бойка молотков всех типов и носка молотков типов МСТ, МКР и МПА должны быть осветлены механическим способом.
1.3. Требования к сырью и материалам
Детали молотков должны быть изготовлены из материалов, указанных в табл. 5.
На поверхности каждого молотка (за исключением бойка) должны быть нанесены:
– товарный знак предприятия-изготовителя;
– тип или типоразмер;
– цена (при изготовлении молотка для розничной продажи).
Примечание. Способы нанесения маркировки должны обеспечивать ее сохранность в течение всего срока службы молотка.
(Остальное см. исполнение 1)
Масса – не более 1,00 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
1.5.1. Упаковка молотков – по ГОСТ 18088 или ГОСТ 23170 по категории КУ-1.
По согласованию с потребителем допускается другая упаковка, обеспечивающая сохранность молотков от механических повреждений и воздействия влаги во время транспортирования и хранения.
1.5.2. В транспортную тару должен быть вложен упаковочный лист по ГОСТ 18088 .
1.5.3. Маркировка транспортной тары – по ГОСТ 14192 .
Масса – не более 0,60 кг
* Размеры для справок.
1 – корпус; 2 – ручка
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 1,00 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
Сталь марки 40Х по ГОСТ 4543 , сталь марок У7 или У8 по ГОСТ 1435 , сталь марок 45, 50 или 60 по ГОСТ 1050 и сталь марок 45Л или 50Л по ГОСТ 977
Пиломатериалы твердых лиственных пород по ГОСТ 2695
Клин, оковка, кольцо
Сталь любой марки по ГОСТ 380 или ГОСТ 1050
Твердый сплав ВК8, ВК15 по ГОСТ 3882
Сталь любой марки по ГОСТ 1050
Резина по технической документации, утвержденной в установленном порядке
Масса – не более 0,75 кг
* Размеры для справок.
1 – корпус; 2 – ручка
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
* Размер для справок.
1 – корпус; 2 – оковка; 3 – ручка; 4 – клин
Масса – не более 1,50 кг
* Размер для справок.
1 – корпус; 2 – оковка; 3 – ручка; 4 – клин
Масса – не более 0,70 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 1,00 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
Масса – не более 0,09 кг
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 0,10 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 0,09 кг
1 – корпус; 2 – вставка; 3 – ручка; 4 – клин
Масса – не более 2,20 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 2,50 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
Масса – не более 2,30 кг
* Размер для справок.
1 – корпус; 2 – ручка; 3 – клин
Масса – не более 2,20 кг
* Размеры для справок.
1 – корпус; 2 – ручка; 3 – клин
(Остальное – см. исполнение 1)
Масса – не более 2,30 кг
1 – корпус; 2 – кольцо; 3 – стержень; 4 – рукоятка
2.1. Молотки должны быть приняты техническим контролем предприятия-изготовителя.
2.2. Для проверки соответствия молотков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
2.3. Приемку и поставку молотков производят партиями.
Размер партии устанавливают соглашением сторон. Партия должна состоять из молотков одного типа или типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявляемых к приемке по одному документу.
2.4. При проверке молотков на соответствие требованиям пп. 1.1.1 (в части соответствия образцам-эталонам), 1.1.3, 1.2.2, 1.2.4 – 1.2.9, 1.2.11 – 1.2.13, 1.2.17 – 1.2.20, 1.4 применяют двухступенчатый контроль, для чего от партии отбирают молотки в выборку в соответствии с табл. 6.
Объем партии молотков, шт.
Объем одной выборки молотков, шт.
Объем двух выборок молотков, шт.
2.5. Партию молотков принимают, если количество дефектных молотков в первой выборке меньше или равно приемочному числу, и бракуют без назначения второй выборки, если количество дефектных молотков больше или равно браковочному числу.
Если количество дефектных молотков в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию молотков принимают, если количество дефектных молотков в двух выборках меньше или равно приемочному числу, и бракуют, если количество дефектных молотков в двух выборках больше или равно браковочному числу.
2. 6. Для проверки молотков на соответствие требованиям пп. 1.2.1, 1.2.3, 1.2.10, 1.2.14 – 1.2.16, 1.3 от партии отбирают 1 % молотков, но не менее 5 шт.
6. Для проверки молотков на соответствие требованиям пп. 1.2.1, 1.2.3, 1.2.10, 1.2.14 – 1.2.16, 1.3 от партии отбирают 1 % молотков, но не менее 5 шт.
Если при проверке отобранных для контроля молотков хотя бы одно изделие не будет удовлетворять требованиям, приведенным в пп. 1.2.1, 1.2.3, 1.2.10, 1.2.14 – 1.2.16, следует проводить повторные испытания удвоенного числа изделий, отобранных из той же партии.
При неудовлетворительных результатах повторной проверки молотки приемке не подлежат.
Результаты повторной проверки являются окончательными.
2.7. Потребитель имеет право проводить контрольную проверку количества молотков, соблюдая при этом приведенный порядок отбора образцов и применяя методы испытания, установленные настоящим стандартом.
3.1. Длину молотков в сборе проверяют при помощи измерительных средств с абсолютной погрешностью ±1 мм, остальные размеры молотков, диаметр сучков и выступ конца ручки измеряют с абсолютной погрешностью ±0,1 мм.
3. 2. Допуск соосности всада относительно плоскости симметрии корпуса молотка проверяют при помощи шаблона или штангенциркулем ШЦ-1-125-0,1 по ГОСТ 166 .
2. Допуск соосности всада относительно плоскости симметрии корпуса молотка проверяют при помощи шаблона или штангенциркулем ШЦ-1-125-0,1 по ГОСТ 166 .
3.3. Проверка термически обработанной части корпусов молотков по ГОСТ 9013 (п. 1.2.3) и ГОСТ 9012 (п. 1.2.1).
Допускается применять метод проверки образцов-свидетелей, термически обработанных вместе с контролируемой партией изделий, для определения твердости корпусов молотков.
3.4. Массу молотков определяют взвешиванием на весах с допустимой погрешностью ±0,005 кг.
3.5. Влажность древесины ручек определяют по ГОСТ 16588 или при помощи влагомера по ГОСТ 24447.
3.6. Контроль металлических и окисных покрытий – по ГОСТ 9.302 .
3.7. Прочность соединения корпуса молотка с ручкой или стержнем (п. 1.2.15 ) проверяют методом приложения равномерно возрастающей нагрузки. Статическую нагрузку прикладывают в течение 2 мин и измеряют динамометром общего назначения 2-го класса точности по ГОСТ 13837 .
Молотки типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3 проверке по п. 1.2.15 не подлежат.
1.2.15 не подлежат.
3.8. Контроль по пп. 1.2.2, 1.2.4 – 1.2.6, 1.2.8, 1.2.9, 1.2.11, 1.2.13, 1.2.17 (в случае лакокрасочного покрытия), 1.2.8 – 1.2.20, 1.4 осуществляют визуально методом сравнения с образцами-эталонами.
3.9. Шероховатость (п. 1.2.8 ) контролируют визуально методом сравнения с образцами шероховатости или на профилометре по ГОСТ 19300 .
3.10. Испытания молотков на соответствие пп. 1.2.14 и 1.2.16 проводят пятикратным ударом молотка по стальной плите, термически обработанной до твердости 34 . 42 HRCэ.
Прочность гвоздодерной части молотков испытывают путем выдергивания 5 гвоздей диаметром 3 – 4 мм, длиной 100 мм, забитых на глубину 75 мм в торец березового бруса.
После испытаний на всех деталях молотков не должно быть трещин, сколов, изломов, вмятин.
4.1. Упакованные молотки допускается перевозить транспортом любого вида при обеспечении мер, предохраняющих молотки от механических повреждений и воздействия влаги.
4. 2. Хранение молотков – по группе хранения 2 ГОСТ 15150 .
2. Хранение молотков – по группе хранения 2 ГОСТ 15150 .
Предприятие-изготовитель должно гарантировать соответствие молотков требованиям настоящего стандарта при соблюдении потребителем условий их транспортирования и хранения.
Добавил: Богдан Кривошея
Дата: [06.11.2018]
Steel bench hammers. Specifications
Дата введения 1 января 1980 г.
Взамен ГОСТ 2310-70
Настоящий стандарт распространяется на слесарные стальные молотки массой от 0, 05 до 1, 00 кг, изготовляемые для нужд народного хозяйства и экспорта.
Настоящий стандарт не распространяется на молотки стальные строительные.
(Измененная редакция, Изм. N 1).
1. Типы и основные размеры
1.1. Молотки должны изготовляться типов:
1 – с круглым бойком;
2 – с квадратным бойком;
3 – с круглым бойком и сферическим носком.
1.2. Основные размеры молотков типа 1 должны соответствовать указанным на черт. 1 и в табл. 1, типа 2 – на черт. 2 и в табл. 2, типа 3 – на черт. 3 и в табл. 3.
1, типа 2 – на черт. 2 и в табл. 2, типа 3 – на черт. 3 и в табл. 3.
Тип 1
Обозначения молотков типа 1
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 1 с рукояткой исполнения 1, головкой массой 0, 20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0101 Ц 15.хр ГОСТ 2310-77
Тип 2
Обозначения молотков типа 2
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 2 с рукояткой исполнения 1, головкой массой 0, 20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0116 Ц 15.хр ГОСТ 2310-77
Тип 3
Обозначения молотков типа 3
Номинальная масса головок молотков, кг
с рукояткой исполнения 1
с рукояткой исполнения 2
с рукояткой исполнения 3
Пример условного обозначения молотка типа 3 с рукояткой исполнения 1, головкой массой 0, 20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Молоток 7850-0132 Ц 15. хр ГОСТ 2310-77
хр ГОСТ 2310-77
1.3. Основные размеры головок молотков (поз. 1) типа 1 должны соответствовать указанным на черт. 4 и в табл. 4; типа 2 – на черт. 5 и в табл. 5; типа 3 – на черт. 6 и в табл. 6.
Тип 1
Обозначения головок молотков типа 1
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 1, массой 0, 20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0101/001 Ц 15.хр ГОСТ 2310-77
Тип 2
Обозначения головок молотков типа 2
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 2, массой 0, 20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0116/001 Ц 15.хр ГОСТ 2310-77
Тип 3
Обозначения головок молотков типа 3
Номинальная масса головок молотков, кг
Пример условного обозначения головки молотка типа 3, массой 0, 20 кг, с цинковым покрытием толщиной 15 мкм, хроматированным:
Головка молотка 7850-0132/001 Ц 15. хр ГОСТ 2310-77
хр ГОСТ 2310-77
1.2, 1.3. (Измененная редакция, Изм. N 4).
1.4. Предельные отклонения размеров головок молотков – не более 2-го класса по ГОСТ 7505, при этом должны быть выдержаны требования п. 2.4 настоящего стандарта.
1.5. Основные размеры рукояток (поз. 2) должны соответствовать указанным на черт. 7 и в табл. 7.
Примечание. Допускается изготовление рукояток других эргономически удобных форм.
Номинальная масса головок молотков, кг
Продолжение табл. 7
Пример условного обозначения рукоятки исполнения 1 для головки молотка массой 0, 20 кг:
Рукоятка 7850-0116/002 ГОСТ 2310-77
(Измененная редакция, Изм. N 4).
1.6. Предельные отклонения размеров рукояток – по 18-му квалитету ГОСТ 6449.1.
1.2-1.6. (Измененная редакция, Изм. N 1).
1.7. Конструкция и размеры деталей молотков и клина указаны в приложении.
2. Технические требования
2.1. Слесарные молотки и их детали должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Детали молотков должны быть изготовлены из следующих материалов:
головки молотков – из стали марки 50 по ГОСТ 1050 или стали марки У7 по ГОСТ 1435, или сталей других марок, не уступающих по механическим свойствам в термообработанном состоянии сталям указанных марок. Головки молотков не допускается изготовлять литыми;
клинья – из стали марки Ст3 по ГОСТ 380 или из сталей других марок, не уступающих по механическим свойствам Ст3.
Допускается изготовлять клинья из древесины твердых лиственных пород 1-го сорта по ГОСТ 2695;
рукоятки из граба, клена, рябины, кизила, ясеня, березы 1-го сорта, дуба, бука, по ГОСТ 2695 или из синтетических материалов, обеспечивающих эксплуатационную прочность и надежность в работе.
(Измененная редакция, Изм. N 3).
2.3. Рабочие поверхности головки молотка (боек и носок) должны иметь твердость 50, 5 . 57 HRCэ в слое глубиной не менее 5 мм и на расстоянии от торцов бойка и носка не более 1/5 общей длины головки молотка.
(Измененная редакция, Изм. N 1).
2.4. Предельные отклонения от номинальной массы головки молотка до 0, 10 кг не должны превышать ±12%, свыше 0, 10 кг – ±7%.
2.5. (Исключен, Изм. N 3).
2.6. Допуск симметричности оси отверстия головки молотка относительно оси симметрии для молотка массой до 0, 2 кг – не более 0, 3 мм, массой от 0, 4 до 1, 0 кг – не более 0, 5 мм.
(Измененная редакция, Изм. N 1).
2.7. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более указанных в табл. 8, а наружных поверхностей рукояток не должны быть более Rz 100 мкм по ГОСТ 7016.
Наименования поверхностей головки молотка
Параметр шероховатости, мкм
Сферическая поверхность бойка, цилиндрическая и сферическая поверхность носка
Остальные наружные поверхности
Поверхность отверстия под рукоятку
(Измененная редакция, Изм. N 3).
2.8. (Исключен, Изм. N 3).
2.9. Головки молотков должны иметь одно из защитно-декоративных покрытий, указанных в табл. 10.
10.
ГОСТ 11042-90 Молотки стальные строительные. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
Молотки стальные строительные Технические условия Construction steel hammers. Specifications |
ГОСТ
|
Дата введения 01.01.92
Настоящий стандарт распространяется на стальные строительные молотки (далее — молотки), применяемые при производстве столярных, плотничных, каменных, штукатурных, паркетных, кровельных, шиферных, плиточных, арматурных, монтажных работ.
1.1. Основные размеры
1.1.1. Молотки должны изготовляться в соответствии с
требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам,
утвержденным в установленном порядке.
1.1.2. Молотки в зависимости от назначения должны изготовляться следующих типов, указанных в табл. 1.
1.1.3. Основные размеры и масса молотков должны соответствовать указанным на черт. 1 — 24 и в табл. 2 , 3 .
По согласованию с потребителем допускается изготовлять молотки типоразмеров МПЛ-4 и МШТ-3 габаритным размером (300 ± 5) мм.
Предельные отклонения размеров корпусов молотков, получаемые методом механической обработки, должны быть не ниже 16-го квалитета по ГОСТ 25347. Допуски на свободные размеры поковки принимают по 2-му классу ГОСТ 7505. Допуски размеров и массы отливок должны соответствовать II классу точности, а допуски на механическую обработку — 2-му ряду по ГОСТ 26645.
1.1.4. Варианты исполнения клиньев для молотков должны соответствовать указанным на черт. 25, 26 и в табл. 7, 8 приложения 1.
1.1.5. Варианты исполнения всадов и их размеры
приведены на черт. 27 — 36 и в табл. 9 приложения 2.
27 — 36 и в табл. 9 приложения 2.
Таблица 1
|
Тип |
Наименование |
Назначение |
|
МСТ |
Молоток столярный |
Для забивания гвоздей и выполнения других операций при производстве столярных работ |
|
МПЛ |
Молоток плотничный |
Для забивания и выдергивания гвоздей при производстве плотничных работ |
|
МКИ |
Молоток-кирочка |
Для околки и тески кирпича и керамических стеновых камней при производстве каменных и других работ |
|
МШТ |
Молоток штукатурный |
Для выполнения вспомогательных операций при производстве штукатурных работ |
|
МПА |
Молоток паркетный |
Для сплачивания паркетных досок, наборного, штучного паркета при производстве паркетных работ |
|
МКР |
Молоток кровельный |
Для загиба, уплотнения и выравнивания фальцев при производстве кровельных работ |
|
МШИ |
Молоток шиферный |
Для пробивки отверстий в шифере и забивки шиферных гвоздей при устройстве асбестоцементных кровель |
|
МПЛИ |
Молоток плиточный |
Для околки и подтески кромок керамических плиток, а также для пробивки отверстий (исполнение 1) |
|
МША |
Молоток шанцевый |
Для выполнения ударных операций при монтажных и арматурных работах |
|
МКУ |
Молоток-кулачок |
Для околки, осаживания и расшебенки бутового, булыжного камня и брусчатки при выполнении каменных, дорожных и других работ |
1. 1.6. Условное обозначение молотков при
заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения
(при наличии) и обозначения настоящего стандарта.
1.6. Условное обозначение молотков при
заказе должно состоять из названия молотка, обозначения типа или типоразмера, исполнения
(при наличии) и обозначения настоящего стандарта.
Пример условного обозначения молотка типа МПЛ исполнения 2:
Молоток плотничный МПЛ-2 ГОСТ 11042-90
1.2. Характеристики (свойства)
1.2.1. Заготовки корпусов молотков, изготовленные методом ковки, должны соответствовать требованиям, предъявляемым к поковкам Гр. II.143 … 207 НВ по ГОСТ 8479 .
1.2.2. Заготовки корпусов молотков, изготовленные методом литья, должны соответствовать требованиям, предъявленным к отливкам I группы по ГОСТ 977 .
1.2.3. Корпуса молотков должны быть термически обработаны в соответствии с требованиями, указанными в табл. 4 .
Молотки столярные типа МСТ
* Размеры
для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 1
Таблица 2
Размеры в мм
|
Типоразмер молотка |
L ± 5 |
H |
H 1 * |
A |
R* |
Масса, кг, не более |
|
МСТ-1 |
280 |
95 |
43 |
19 |
190 |
0,25 |
|
МСТ-2 |
300 |
112 |
52 |
25 |
225 |
0,50 |
|
МСТ-3 |
300 |
120 |
54 |
30 |
250 |
0,80 |
|
МСТ-4 |
340 |
125 |
58 |
35 |
265 |
1,10 |
1. 2.4. Корпуса молотков не должны
иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест,
усадочных раковин и пористости.
2.4. Корпуса молотков не должны
иметь расслоений, трещин, закатов, плен, волосовин, песочин, выкрошенных мест,
усадочных раковин и пористости.
1.2.5. Стыки оковок должны соединяться внахлестку электродуговой сваркой сплошным швом. Расположение сварного шва не регламентируется.
1.2.6. Соединение вставки с корпусом молотка типоразмера МПЛИ-3 выполняют при помощи медно-цинкового припоя по ГОСТ 19248 .
Молотки плотничные
Тип МПЛ
Исполнение 1
Масса — не более 0,80 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 2
Таблица 3
Размеры в мм
|
Типоразмер молотка |
L ± 5 |
H |
H 1* |
Масса, кг, не более |
|
МКР-1 |
300 |
118 |
50 |
0,60 |
|
МКР-2 |
340 |
160 |
67 |
0,75 |
1. 2.7. Допуск соосности всада относительно
плоскости симметрии корпуса молотка не должен быть более:
2.7. Допуск соосности всада относительно
плоскости симметрии корпуса молотка не должен быть более:
0,3 мм — для корпуса молотка массой до 0,2 кг;
0,5 мм » » » » от 0,2 до 1,0 кг;
1,0 мм » » » » св. 1,0 кг и молотков типоразмеров МКИ-1, МКИ-3, МШТ-3, МПЛ-4.
1.2.8. Параметры шероховатости поверхностей по ГОСТ 2789 не должны быть более:
Ra 3,2 мкм — для торцевых поверхностей бойка и носка наружных поверхностей гвоздодерной части;
Rz 40 мкм — для наружных поверхностей корпусов молотков, изготовленных из проката, или поверхностей, подвергаемых механической обработке;
Rz 320 мкм — для наружных поверхностей корпусов молотков, не подвергаемых механической обработке.
Исполнение 2
(Остальное — см. исполнение
1)
исполнение
1)
Масса — не более 1,0 кг
* Размеры для справок.
1 — корпус; 2 — кольцо; 3 — стержень; 4 — рукоятка
Черт. 3
Таблица 4
|
Тип молотка |
Наименование обрабатываемого участка |
Твердость HRCэ |
Глубина термической обработки торца, мм |
|
Молотки всех типов |
Боек |
44 … 57 |
5 — 10 |
|
МСТ, МПА, МКР, МПЛИ |
Носок |
44 . |
5 — 10 |
|
МКИ |
» |
44 … 57 |
15 — 20 |
|
МПЛ, МШТ, МШМ |
Гвоздодерная часть |
37 … 44 |
Вся длина гвоздодерной части |
 .. 57
.. 571.2.9. Деревянные ручки не должны иметь трещин, гнили, прорости и червоточин.
Допускается не более двух сросшихся здоровых сучков
диаметром не более 5 мм на расстоянии 2/3 длины ручки со стороны свободного
конца.
На ручках плиточных молотков сучки не допускаются.
Остальные пороки древесины не должны превышать норм, установленных для пиломатериалов 1-го сорта по ГОСТ 2695.
Исполнение 3
Масса — не более 0,50 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 4
1.2.10. Влажность деревянных ручек перед насадкой не должна быть более 12 %.
1.2.11. Наружная поверхность рукоятки не должна иметь наплывов, раковин, пузырей, вмятин и облоя.
1.2.12. Выступ конца ручки от корпуса молотка, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, не должен быть более 2 мм.
1.2.13. Деревянные ручки в сборе с корпусом, за исключением молотков типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3, должны быть расклинены.
Трещины от расклинивания на ручках за пределами
всада не допускаются.
Исполнение 4
Масса — не более 0,90 кг
* Размеры для справок.
1 — корпус; 2 — ручка
Черт. 5
1.2.14. Рукоятка должна быть плотно насажена на стержень.
Прокручивание рукоятки относительно стержня при ударе не допускается.
1.2.15. Соединение корпуса молотка с ручкой или стержнем должно выдерживать стягивающее усилие не менее:
490 Н (50 кгс) — для молотков массой до 0,2 кг;
980 Н (110 кгс) » » » от 0,2 кг до 1,0 кг;
1470 Н (150 кгс) » » » св. 1,0 кг.
1.2.16. Бойки молотков при
ударе по стальной плите, а также гвоздодерная часть плотничных, штукатурных и
шиферных молотков при выдергивании гвоздей не должны изменять геометрическую
форму, выкрашиваться; не должны образовываться трещины, изломы и сколы.
1.2.17. Корпуса молотков, кольца, оковки и стержни должны иметь защитное покрытие по ГОСТ 9.306 . Выбор покрытия — по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150 .
Допускается применять лакокрасочное покрытие.
1.2.18. Ручки должны быть окрашены эмалями ярких тонов или покрыты лаком по ГОСТ 4976 .
Допускается ручки пропитывать олифой по ГОСТ 7931 или ГОСТ 190.
Молотки-кирочки
Тип МКИ
Исполнение 1
Масса — не более 0,70 кг
* Размеры для справок.
1 — корпус; 2 — ручка
Черт. 6
1.2.19. Лакокрасочные покрытия должны соответствовать классу V по ГОСТ 9.032 и условиям эксплуатации VI по ГОСТ 9.104 .
1.2.20. Поверхность торца
бойка молотков всех типов и носка молотков типов МСТ, МКР и МПА должны быть
осветлены механическим способом.
1.3. Требования к сырью и материалам
Детали молотков должны быть изготовлены из материалов, указанных в табл. 5.
1.4. Маркировка
На поверхности каждого молотка (за исключением бойка) должны быть нанесены:
— товарный знак предприятия-изготовителя;
— тип или типоразмер;
— цена (при изготовлении молотка для розничной продажи).
Примечание. Способы нанесения маркировки должны обеспечивать ее сохранность в течение всего срока службы молотка.
Исполнение 2
(Остальное см. исполнение 1)
Масса — не более 1,00 кг
1 — корпус; 2 — кольцо; 3 — стержень; 4 — рукоятка
Черт. 7
1.5. Упаковка
1.5.1. Упаковка молотков — по ГОСТ 18088 или ГОСТ 23170 по категории КУ-1.
По согласованию с потребителем допускается другая
упаковка, обеспечивающая сохранность молотков от механических повреждений и
воздействия влаги во время транспортирования и хранения.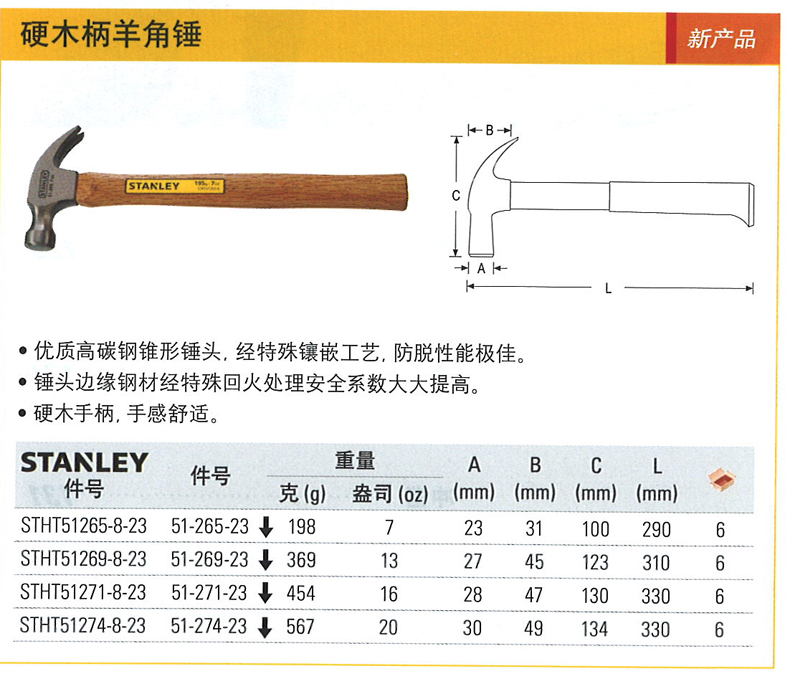
1.5.2. В транспортную тару должен быть вложен упаковочный лист по ГОСТ 18088 .
1.5.3. Маркировка транспортной тары — по ГОСТ 14192 .
Исполнение 3
Масса — не более 0,60 кг
* Размеры для справок.
1 — корпус; 2 — ручка
Черт. 8
Молотки штукатурные
Тип МШТ
Исполнение 1
Масса — не более 0,70 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 9
Исполнение 2
(Остальное — см. исполнение 1)
Масса — не более 1,00 кг
1 — корпус; 2 — кольцо; 3 — стержень; 4 — рукоятка
Черт. 10
10
Таблица 5
|
Наименование детали |
Материал |
|
Корпус |
Сталь марки 40Х по ГОСТ 4543 , сталь марок У7 или У8 по ГОСТ 1435 , сталь марок 45, 50 или 60 по ГОСТ 1050 и сталь марок 45Л или 50Л по ГОСТ 977 |
|
Ручка |
Пиломатериалы твердых лиственных пород по ГОСТ 2695 |
|
Клин, оковка, кольцо |
Сталь любой марки по ГОСТ 380 или ГОСТ 1050 |
|
Вставка |
Твердый сплав ВК8, ВК15 по ГОСТ 3882 |
|
Стержень |
Сталь любой марки по ГОСТ 1050 |
|
Рукоятка |
Резина по технической документации, утвержденной в установленном порядке |
Исполнение 3
Масса — не более 0,75 кг
* Размеры для справок.
1 — корпус; 2 — ручка
Черт. 11
Молоток паркетный
Тип МПА
Масса — не более 0,70 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 12
Молотки кровельные
Тип МКР
* Размер для справок.
1 — корпус; 2 — оковка; 3 — ручка; 4 — клин
Черт. 13
Типоразмер МКР-3
Масса — не более 1,50 кг
* Размер для справок.
1 — корпус; 2 — оковка; 3 — ручка; 4 — клин
Черт. 14
Молотки шиферные
Тип МШИ
Масса — не более 0,70 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 15
Исполнение 2
(Остальное — см. исполнение 1)
Масса — не более 1,00 кг
1 — корпус; 2 — кольцо; 3 — стержень; 4 — рукоятка
Черт. 16
Молотки плиточные
Тип МПЛИ
Исполнение 1
Масса — не более 0,09 кг
1 — корпус; 2 — ручка; 3 — клин
Черт. 17
Исполнение 2
(Остальное — см. исполнение 1)
Масса — не более 0,10 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 18
18
Исполнение 3
(Остальное — см. исполнение 1)
Масса — не более 0,09 кг
1 — корпус; 2 — вставка; 3 — ручка; 4 — клин
Черт. 19
Молотки шанцевые
Тип МША
Исполнение 1
Масса — не более 2,20 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 20
Исполнение 2
(Остальное — см. исполнение 1)
Масса — не более 2,50 кг
1 — корпус; 2 — кольцо; 3 — стержень; 4 — рукоятка
Черт. 21
Исполнение 3
Масса — не более 2,30 кг
* Размер для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 22
Молотки-кулачки
Тип МКУ
Исполнение 1
Масса — не более 2,20 кг
* Размеры для справок.
1 — корпус; 2 — ручка; 3 — клин
Черт. 23
Исполнение 2
(Остальное — см. исполнение 1)
Масса — не более 2,30 кг
1 — корпус; 2 — кольцо; 3 — стержень; 4 — рукоятка
Черт. 24
2.1. Молотки должны быть приняты техническим контролем предприятия-изготовителя.
2.2. Для проверки соответствия молотков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
2. 3. Приемку и поставку молотков производят
партиями.
3. Приемку и поставку молотков производят
партиями.
Размер партии устанавливают соглашением сторон. Партия должна состоять из молотков одного типа или типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявляемых к приемке по одному документу.
2.4. При проверке молотков на соответствие требованиям пп. 1.1.1 (в части соответствия образцам-эталонам), 1.1.3, 1.2.2, 1.2.4 - 1.2.9, 1.2.11 — 1.2.13, 1.2.17 — 1.2.20, 1.4 применяют двухступенчатый контроль, для чего от партии отбирают молотки в выборку в соответствии с табл. 6.
Таблица 6
|
Объем партии молотков, шт. |
Ступень контроля |
Объем одной выборки
молотков, шт. |
Объем двух выборок молотков, шт. |
Приемочное число |
Браковочное число |
|
51 — 90 |
Первая |
8 |
16 |
0 |
2 |
|
Вторая |
1 |
2 |
|||
|
91 — 150 |
Первая |
13 |
26 |
0 |
3 |
|
Вторая |
3 |
4 |
|||
|
151 — 280 |
Первая |
20 |
40 |
1 |
4 |
|
Вторая |
4 |
5 |
|||
|
281 — 500 |
Первая |
32 |
64 |
2 |
5 |
|
Вторая |
6 |
7 |
|||
|
501 — 1200 |
Первая |
50 |
100 |
3 |
7 |
|
Вторая |
8 |
9 |

2. 5. Партию молотков принимают, если количество
дефектных молотков в первой выборке меньше или равно приемочному числу, и
бракуют без назначения второй выборки, если количество дефектных молотков
больше или равно браковочному числу.
5. Партию молотков принимают, если количество
дефектных молотков в первой выборке меньше или равно приемочному числу, и
бракуют без назначения второй выборки, если количество дефектных молотков
больше или равно браковочному числу.
Если количество дефектных молотков в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию молотков принимают, если количество дефектных молотков в двух выборках меньше или равно приемочному числу, и бракуют, если количество дефектных молотков в двух выборках больше или равно браковочному числу.
2.6. Для проверки молотков на соответствие требованиям пп. 1.2.1, 1.2.3, 1.2.10, 1.2.14 — 1.2.16, 1.3 от партии отбирают 1 % молотков, но не менее 5 шт.
Если при проверке отобранных для контроля молотков
хотя бы одно изделие не будет удовлетворять требованиям, приведенным в пп. 1.2.1, 1.2.3, 1.2.10,
1. 2.14
— 1.2.16,
следует проводить повторные испытания удвоенного числа изделий, отобранных из той
же партии.
2.14
— 1.2.16,
следует проводить повторные испытания удвоенного числа изделий, отобранных из той
же партии.
При неудовлетворительных результатах повторной проверки молотки приемке не подлежат.
Результаты повторной проверки являются окончательными.
2.7. Потребитель имеет право проводить контрольную проверку количества молотков, соблюдая при этом приведенный порядок отбора образцов и применяя методы испытания, установленные настоящим стандартом.
3.1. Длину молотков в сборе проверяют при помощи измерительных средств с абсолютной погрешностью ±1 мм, остальные размеры молотков, диаметр сучков и выступ конца ручки измеряют с абсолютной погрешностью ±0,1 мм.
3.2. Допуск соосности всада относительно плоскости симметрии корпуса молотка проверяют при помощи шаблона или штангенциркулем ШЦ-1-125-0,1 по ГОСТ 166 .
3.3. Проверка термически
обработанной части корпусов молотков по ГОСТ 9013 (п. 1.2.3) и ГОСТ 9012 (п. 1.2.1).
1.2.3) и ГОСТ 9012 (п. 1.2.1).
Допускается применять метод проверки образцов-свидетелей, термически обработанных вместе с контролируемой партией изделий, для определения твердости корпусов молотков.
3.4. Массу молотков определяют взвешиванием на весах с допустимой погрешностью ±0,005 кг.
3.5. Влажность древесины ручек определяют по ГОСТ 16588 или при помощи влагомера по ГОСТ 24447.
3.6. Контроль металлических и окисных покрытий — по ГОСТ 9.302 .
3.7. Прочность соединения корпуса молотка с ручкой или стержнем (п. 1.2.15 ) проверяют методом приложения равномерно возрастающей нагрузки. Статическую нагрузку прикладывают в течение 2 мин и измеряют динамометром общего назначения 2-го класса точности по ГОСТ 13837 .
Молотки типоразмеров МПЛ-4, МКИ-1, МКИ-3, МШТ-3 проверке по п. 1.2.15 не подлежат.
3.8. Контроль по пп. 1.2.2, 1.2.4 — 1. 2.6, 1.2.8, 1.2.9, 1.2.11,
1.2.13,
1.2.17
(в случае лакокрасочного покрытия), 1.2.8 — 1.2.20,
1.4
осуществляют визуально методом сравнения с образцами-эталонами.
2.6, 1.2.8, 1.2.9, 1.2.11,
1.2.13,
1.2.17
(в случае лакокрасочного покрытия), 1.2.8 — 1.2.20,
1.4
осуществляют визуально методом сравнения с образцами-эталонами.
3.9. Шероховатость (п. 1.2.8 ) контролируют визуально методом сравнения с образцами шероховатости или на профилометре по ГОСТ 19300 .
3.10. Испытания молотков на соответствие пп. 1.2.14 и 1.2.16 проводят пятикратным ударом молотка по стальной плите, термически обработанной до твердости 34 … 42 HRCэ.
Прочность гвоздодерной части молотков испытывают путем выдергивания 5 гвоздей диаметром 3 — 4 мм, длиной 100 мм, забитых на глубину 75 мм в торец березового бруса.
После испытаний на всех деталях молотков не должно быть трещин, сколов, изломов, вмятин.
4.1. Упакованные молотки допускается перевозить
транспортом любого вида при обеспечении мер, предохраняющих молотки от
механических повреждений и воздействия влаги.
4.2. Хранение молотков — по группе хранения 2 ГОСТ 15150 .
Предприятие-изготовитель должно гарантировать соответствие молотков требованиям настоящего стандарта при соблюдении потребителем условий их транспортирования и хранения.
Приложение 1
Рекомендуемое Клинья для строительных молотков
Исполнение 1
Черт. 25
Таблица 7
Размеры в мм
|
Тип или типоразмер молотка |
В |
Н |
Н 1 |
Н 2 |
D |
S |
S 1 |
Масса, кг, не более |
|
МПЛИ |
8 |
8 |
2 |
2,5 |
1 |
0,004 |
||
|
МСТ-1 |
14 |
16 |
9,6 |
3 |
8 |
4,0 |
1,6 |
0,008 |
|
МПА, МСТ-2, МСТ-3, МКР-1, МКР-2 |
20 |
20 |
12 |
4 |
10 |
5,0 |
2 |
0,010 |
|
МШТ, МПЛ, МШИ |
25 |
15 |
0,013 |
|||||
|
МСТ-4, МРК-3 |
30 |
18 |
0,015 |
|||||
|
МКУ, МША |
22 |
36 |
21,6 |
0,018 |
Клинья для строительных молотков
Исполнение 2
Черт. 26
26
Таблица 8
Размеры в мм
|
Тип или типоразмер молотка |
В |
Н |
С |
С1 |
m |
m1 |
m2 |
S |
Число зубьев |
Масса, кг, не более |
|
МПЛ |
8 |
8 |
2,5 |
0,8 |
0,6 |
0,3 |
— |
2,7 |
2 |
0,003 |
|
МСТ-1 |
12 |
12 |
4,0 |
0,004 |
||||||
|
МПА, МСТ-2 МСТ-3, МКР-1, МКР-2 |
15 |
15 |
3,5 |
1,0 |
0,9 |
0,6 |
0,3 |
3,8 |
3 |
0,006 |
|
МШТ, МПЛ, МШИ |
20 |
20 |
4,5 |
1,0 |
0,8 |
0,4 |
5,0 |
0,012 |
||
|
МСТ-4, МКР-3 |
22 |
22 |
5,0 |
1,0 |
0,5 |
5,5 |
0,015 |
|||
|
МКУ, МША |
24 |
24 |
6,0 |
1,5 |
6,0 |
0,022 |
Приложение 2
Обязательное Всады молотков
Черт. 27
27
Таблица 9
Размеры в мм
|
Тип молотка |
А |
Б |
Уклон |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||
|
МПЛИ |
16 |
+0,43 |
6 |
+0,3 |
1:15 |
|
МСТ-1 |
22 |
+0,52 |
12 |
+0,43 |
|
|
МСТ-2, МСТ-3, МПА, МКР-1, МКР-2 |
30 |
16 |
1:20 |
||
|
МПЛ-1, МШТ-1, МШИ-1 |
1:30 |
||||
|
МСТ-4, МКР-3 |
32 |
+0,62 |
18 |
1:20 |
|
|
МКУ-1, МША-1 |
34 |
20 |
+0,52 |
1:30 |
|
Для молотков типов МПЛ-1, МШТ-1, МШИ-1
Черт. 28
28
Для молотков типов МША-1, МКУ-1
Черт. 29
Для молотка типа МКИ-1
Черт. 30
Для молотка типа МШТ-3
Черт. 31
Для молотков типов МПЛ-2, МШТ-2, МКИ-2, МШИ-2, МША-2, МКУ-2
Черт. 32
Для молотка типа МША-3
Черт. 33
Для молотка типа МШТ-4
Черт. 34
Для молотка типа МПЛ-3
Черт. 35
Для молотка типа МКИ-3
Черт. 36
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения СССР
РАЗРАБОТЧИКИ
Б. Г. Толков, А.А. Гоппен, А.И. Полунин, В.Б. Игумнов, Н.М. Лысенко
Г. Толков, А.А. Гоппен, А.И. Полунин, В.Б. Игумнов, Н.М. Лысенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного строительного комитета СССР от 06.07.90 № 59
3. Срок проверки — 1996 г.
4. ВЗАМЕН ГОСТ 11042-83
5. ССЫЛОЧНЫЕ И НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9.032-74 |
1.2.19 |
|
ГОСТ 9.104-79 |
1.2.19 |
|
ГОСТ 9.302-88 |
3.6 |
|
ГОСТ
9. |
1.2.17 |
|
ГОСТ 9.306-85 |
1.2.17 |
|
ГОСТ 166-89 |
3.2 |
|
ГОСТ 190-78 |
1.2.18 |
|
ГОСТ 380-88 |
1.3 |
|
ГОСТ 977-88 |
1.2.2, 1.3 |
|
ГОСТ 1050-88 |
1.3 |
|
ГОСТ 1435-90 |
1. |
|
ГОСТ 2695-83 |
1.2.9, 1.3 |
|
ГОСТ 2789-73 |
1.2.8 |
|
ГОСТ 3882-74 |
1.3 |
|
ГОСТ 4543-71 |
1.3 |
|
ГОСТ 4976-83 |
1.2.18 |
|
ГОСТ 7505-89 |
1.2.18 |
|
ГОСТ 7931-76 |
1.1.3 |
|
ГОСТ 8479-70 |
1. |
|
ГОСТ 9012-59 |
3.3 |
|
ГОСТ 9013-59 |
3.3 |
|
ГОСТ 13837-79 |
3.7 |
|
ГОСТ 14192-77 |
1.5.3 |
|
ГОСТ 15150-69 |
1.2.17, 4.2 |
|
ГОСТ 16588-91 |
3.5 |
|
ГОСТ 18088-83 |
1.5.1, 1.5.2 |
|
ГОСТ 19248-90 |
1. |
|
ГОСТ 19300-86 |
3.9 |
|
ГОСТ 23170-78 |
1.5.1 |
|
ГОСТ 24447-80 |
3.5 |
|
ГОСТ 25347-82 |
1.1.3 |
|
ГОСТ 26645-85 |
1.1.3 |
 303-84
303-84 3
3 2.1
2.1 2.6
2.66. ПЕРЕИЗДАНИЕ
СОДЕРЖАНИЕ
|
1. Технические требования 2. Приемка 3. Методы контроля (испытаний) 4. 5. Гарантии изготовителя Приложение 1 Рекомендуемое Клинья для строительных молотков Приложение 2 Обязательное Всады молотков |
 Транспортирование и хранение
Транспортирование и хранениеКонструкция рукоятки молотка и проблемы — Ручные молотки
Шлифовальные машины отлично работают как с камнем (закаленная сталь), так и с фрезой для незакаленных глаз .. Я не хочу быть придирчивым, но я всегда оставляю глаза мягкими .. Я закаляю только оба конца .. К вашему сведению, есть соотношение для части, принимающей ручку, и есть также соотношение для того, где клин или верхняя сторона ручки .. Это может быть то место, где я получаю 1,2 от ..
Прошло много лет с тех пор, как я участвовал в этом, и в какой-то момент я буду снимать видео Hammer, и оно подробно объяснит это.. Но пока вот картинка ..
Передаточные числа были основаны на моем предпочтительном поперечном сечении рукоятки молотка. Сегодня я предпочитаю более равномерно удлиненную рукоятку, чем выпуклые рукоятки с большим количеством изгибов. Полностью коническая рукоятка тоже работает. Рифленая с удаленными жесткими краями.
Сегодня я предпочитаю более равномерно удлиненную рукоятку, чем выпуклые рукоятки с большим количеством изгибов. Полностью коническая рукоятка тоже работает. Рифленая с удаленными жесткими краями.
Французский и шведский молотки здесь, чтобы показать то, что мне определенно НЕ нравится. Ики ..
Мои 4 фунта, вы можете видеть, переход между рукояткой и головкой почти прямой.. А потом мои 2 фунта, рукоять которых уже почти 30 лет, и они болтаются, но еще не оторвались .. LOL ..
Я не фанат того, чтобы на рукоятках моего молотка была ступня Does или любая другая ступня .. Я чувствую, где концы соответствуют размеру, и если мои руки настолько устали, что я могу схватить молоток, я просто беру молоток поменьше ..
Прямой удар монстр, который я использую в серии шарниров, почти прямой без конуса ..
И, наконец, конус в верхней части головы, если вы получите намного больше 1.2, древесина с трудом расширяется настолько, чтобы заполнить пустоту, ведущую к незакрепленным ручкам. Я сделал ошибку с молотком весом 2 фунта, поэтому ручки, которые не ломаются, очень быстро расшатываются ..
Я сделал ошибку с молотком весом 2 фунта, поэтому ручки, которые не ломаются, очень быстро расшатываются ..
Каждый молоток, который у меня когда-либо был купил я покрасил глаза на ..
Также имеется боковой конус, который немного меньше, чем конус от передней к задней..
Я также экспериментировал с глубиной конуса, и около 50% глубины головки примерно правильное … для квадратного поперечного сечения, как у обычных молотков … Сжатые центральные части сделаны таким образом, чтобы увеличить количество контакта ручки с деревом, таким образом предлагая больше поддержки для головок .. Это 50% соотношение снизу вверх, затем увеличивается снизу до 60 или даже 70%, при этом соотношение 1,2-1,7. Это увеличивает площадь поверхности рукоятки молотка и требует перехода длиннее и прочнее для данного размера ручки..
Выбор «правой» рукоятки молотка | Журнал American Farriers
Как и во многих других вещах, связанных с обувным оборудованием, очень важно выбрать рукоятку молотка, которая идеально подходит и эффективна для вашего собственного использования.
Когда дело доходит до выбора оборудования, покупатели часто смотрят на то, что используют успешные кузнецы, и подражают их стилю и инструментам обувания. Это часто бывает, даже когда то, что они используют, им не подходит.
Учиться на ошибкахЭто нормально, потому что так мы изучаем вещи, чтобы приспособить различные техники, стили и оборудование к нашему собственному стилю ковки и ковки.
В течение долгого времени я использовал очень длинную тонкую рукоять молотка, похожую на ту, что использовал Шер Крейг Трнка из Нью-Мексико. Если это сработало для него, значит, должно сработать и у меня, верно? Неправильный!
Потребовалось несколько лет, невероятно болезненные локти и повреждение руки, которое так и не зажило полностью, чтобы убедить меня в том, что мне нужно отступить и внести некоторые изменения в свой образ действий. Наконец, я осознал необходимость делать то, что я был способен делать с телом и талантами, которые дал мне Бог.
Мне нужна была гораздо более короткая рукоятка с немного большим поперечным сечением, чем рукоятка молотка, используемая Трнкой. На мой взгляд, ручка этого типа оказалась более удобной, простой в управлении и довольно прочной.
Ни один из нас не ошибается. Это просто вопрос удовлетворения потребностей каждого покупателя.
Много мощностиКак вы знаете, у молота невероятное количество доступной мощности. Все, что вам нужно сделать, это промазать раскаленной сталью на наковальне и позволить своей скуле справиться с отскакивающим молотком, чтобы понять, сколько энергии тратится.Уравнения, изученные на уроке физики, могут дать нам подробную информацию о скорости, массе, крутящем моменте, мощности и других вещах, связанных с ударом молота по объекту.
Если ваша рукоятка молотка вам не подходит, она не будет эффективно выполнять то, что вам нужно, в кузнечных работах.
Очень тонкие рукоятки молотка обеспечивают отличное взбивание. Отскок, вызванный ударным действием, облегчает подъем молота после каждого удара.
Отскок, вызванный ударным действием, облегчает подъем молота после каждого удара.
Тем не менее, эти ручки могут сломаться, так как они не имеют размера, чтобы выдержать вашу ежедневную нагрузку.
С другой стороны, за толстые ручки неудобно держать. Они не обладают эффектом отскока, характерным для более тонких ручек.
Если вы побреете ручку молотка, чтобы вам было удобно пользоваться, она, скорее всего, будет иметь нужный размер. Конечно, обувь с необычно большими или маленькими руками относительно длины и силы рук является исключением из этого общего правила.
При замене старой рукоятки молотка начните с придания формы ее концу, чтобы он соответствовал головке молотка. Вам нужна настолько плотная посадка, что вам придется с трудом надеть головку молотка на вал. Если он будет слишком тугим, ручка может сломаться у основания головы.
Она должна быть достаточно плотно прилегающей, чтобы ручка полностью вошла в голову за пять хороших ударов (рис. 1). Когда вал молотка вставлен таким образом, большую часть работы будет выполнять инерция.
Рукоятки со спицами для универсальных колес?Это только личное предпочтение, но я покупаю спицы колес фургона в магазине амишей, чтобы заменить сломанные рукоятки молотка.Важно выбирать древесину, которая не изгибается и не выгибается, имеет узкую структуру на концах, не содержит сучков и имеет максимально прямую структуру волокон по всей длине.
Не спешите выбирать лучший кусок дерева для рукоятки молотка. Ожидайте, что только 40 процентов древесины будет соответствовать вашим потребностям в ручке.
РИСУНОК 2 РИСУНОК 3Не спешите или беспечно выбирайте древесину, так как вам нужна ручка, которая прослужит вам долго и будет хорошо работать на вас.
После того, как головка будет прикреплена к вашей ручке, отрежьте ручку до желаемой длины — в моем случае это 13 дюймов (рис. 2) — и вставьте клинья для молотка, которые я сделал из лома (рис. 3). Клинья должны быть размещены так, чтобы заполнить любые зазоры между верхней частью рукоятки и внутренней стороной ушка молотка.
2) — и вставьте клинья для молотка, которые я сделал из лома (рис. 3). Клинья должны быть размещены так, чтобы заполнить любые зазоры между верхней частью рукоятки и внутренней стороной ушка молотка.
Если у вас идеальная посадка, расположите клинья параллельно, используя три клина меньшего размера, чтобы получился треугольник, или купите конические клинья.
Пришло время отточить рукоять молотка до желаемого размера.Сохраняйте поперечное сечение рукоятки перпендикулярно головке молотка (рис. 4). Завершите ручку гладкой стороной рашпиля. Не используйте наждачную бумагу, так как шлифовка сделает ручку слишком гладкой.
РИСУНОК 4 РИСУНОК 5На этом этапе зажгите газовую кузницу и дайте ей поработать несколько минут, чтобы нагреть гильзу. Поместите головку молотка и рукоять в огонь на несколько секунд, пока открытая древесина не обуглится. Затем поверните его и обугите оставшуюся часть ручки.
В то время как немногие кузнецы делают следующий шаг в настройке рукоятки молотка, я делаю небольшие зазубрины по ширине рукоятки на расстоянии одного дюйма друг от друга (рис. 5). Эти выемки обеспечивают лучший захват рукоятки моего молотка.
5). Эти выемки обеспечивают лучший захват рукоятки моего молотка.
Следующим шагом будет удаление большей части обгоревшей внешней поверхности дерева с помощью мягкой проволочной щетки (рис. 6). Это заменяет наждачную бумагу, сжигая осколки, но все же оставляет немного более грубую текстуру.
Протрите ручку смесью из 50 процентов свежего скипидара и 50 процентов льняного масла (рис. 7).Кузнец из Нью-Мексико Фрэнк Терли утверждает, что скипидар помогает втягивать льняное масло в древесину.
РИСУНОК 6 РИСУНОК 7Использование антифриза в качестве обработки рукоятки молотка было обычным делом в прошлом, но это не здоровый вариант. Ваша рука может впитать ядовитый антифриз во время ковки или ковки.
После нанесения смеси скипидара и льняного масла пропустите ручку через кузницу, чтобы увеличить проникновение масла и скипидара.
РИСУНОК 8 РИСУНОК 9 Дайте рукоятке молотка остыть, прежде чем вытирать ее насухо тряпкой (рис. 8).Теперь у вас должна быть удобная, прочная и удобная ручка (рис. 9).
8).Теперь у вас должна быть удобная, прочная и удобная ручка (рис. 9).
Размеры пробойников и выколоток
Hammer Eye Размеры:Я нашел список размеров производителя рукоятки молотка и извлечу диаграмму (в конце концов). Молоток от 1,5 до 2,5 фунтов имеет овальное ушко 7/8 x 5/8 дюйма. От 3 до 4 фунтов — 1 дюйм x 3/4 дюйма.
Министерство торговли США, Рекомендация по упрощенной практике использования кованых инструментов.
Для овальных ручек.
Ширина проушины рукоятки = 40% ширины молотка
Длина проушины ручки = 125% ширины проушины.
Допуски +1/16 «- 1/32» макс.
Конические проушины салазок сужаются к центру 4 ° по длинной оси и 3 ° по короткой оси. Это для дыроколов и готовых отверстий.
Обратите внимание, что вышесказанное относится к истинному овалу.
— гуру — вторник, 14.11.06 01:04:50 EST
Есть 10 «стандартных» форм глаз.
в том числе те, которые используются для топоров с тяжелыми щетками и топоров. Помимо вышеперечисленных форм, глаза имеют сужения, спереди назад 4 & $ 176; и из стороны в сторону 3 ° от концов к середине.
Когда он заклинивает, это предотвращает падение головы, как это обычно бывает с прямым глазом.
Помимо вышеперечисленных форм, глаза имеют сужения, спереди назад 4 & $ 176; и из стороны в сторону 3 ° от концов к середине.
Когда он заклинивает, это предотвращает падение головы, как это обычно бывает с прямым глазом.
Глаз молотка:
Моя информация не так точна, как в ответе Гуру. Но в любом случае, это основано на моем опыте.
Мы уже говорили об этом.
Если я куплю ручку для молотка, я получу «16-дюймовую ручку машиниста».Глазок даст вам представление о размере.
В «Элементарной кузнечной практике» Харкорта показано, что исходное пробитое отверстие OVAL имеет размеры 5/8 «x 7/8».
После дрейфа отверстие имеет длину 1 дюйм на ширину 11/16 дюйма.
Ничего не написано на камне. 5/8 «x 1 1/16» нет ничего необычного.
Старое эмпирическое правило для молотков ручной ковки — длина проушины в два раза больше ширины.
У многих молотков ручной ковки в США было продолговатое ушко; т. е. глаз имел две параллельные стороны по длине.
Концы были полукруглыми. Такую проушину выковать и обработать холодным способом легче, чем ковку овальной проушины.
Это проще, потому что вы выковываете конический прямоугольный профиль, а затем обжимаете и холодно обрабатываете концы.
Такую проушину выковать и обработать холодным способом легче, чем ковку овальной проушины.
Это проще, потому что вы выковываете конический прямоугольный профиль, а затем обжимаете и холодно обрабатываете концы.
Размер первого пробитого глаза, по моему мнению, составлял примерно 2/3 размера готового глаза. Мои штреки имеют длину от 8 до 9 дюймов для поперечной ударной обработки 2,5 фунта. Маленький конец должен просто входить в глаз при дрейфе. Я прохожу дрифт примерно на три четверти его длины, и я дрейфую с обеих сторон.Пока идет дрейф, пригладьте боковые выступы.
Если длина выколотки составляет 8 дюймов, а малый конец составляет примерно 2/3 законченного глаза, то конечный размер глаза будет составлять 6 дюймов от низа. Выколотка имеет полный конус сверху вниз. Он не проходит насквозь с одной стороны. Дрифт с обеих сторон выгоден. Это придаст глазу легкую форму песочных часов, которые желательны для вставки и расклинивания деревянной рукояти.
Фрэнк Терли — вторник, 14. 11.06, 01:28:11 EST
11.06, 01:28:11 EST
Глазки для ручек: Есть несколько стандартных форм.Основными из них являются овал (истинный эллипс), прямоугольник с закругленным концом и прямоугольное ушко.
Овальное ушко является стандартным для большинства кузнечных молотов и саней. Паз с круглым концом встречается реже и больше подходит для изготовления на станке, таком как фрезерный станок. Пробивается квадратное отверстие, подобное овальному.
Я вижу много китайских молотков, сделанных из чугунно-стального блока с круглым просверленным ушком. . . (бесполезно).
Гуру-
Определение длины вашей молотковой проволоки — HMMR Media
Семнадцать лет назад мне посчастливилось поехать в Калифорнийский Государственный Нортридж и побороться за тренера Гленна МакЭти.В то время как в Нортридже тренер МакЭти привил нам трудовую этику «синих воротничков». Наша группа метателей была мастером на все руки. Мы построили и отремонтировали все, что в этом было нужно. Это включало в себя плио-боксы, толкание ядра, диск, копье, молот и хранилище для медицинских мячей. Мы починили наши клетки, установили сети и нарисовали мелом / раскрасили наши собственные дуги и сектора. Мы даже построили собственную стенку из железнодорожных шпал.
Это включало в себя плио-боксы, толкание ядра, диск, копье, молот и хранилище для медицинских мячей. Мы починили наши клетки, установили сети и нарисовали мелом / раскрасили наши собственные дуги и сектора. Мы даже построили собственную стенку из железнодорожных шпал.
Эта трудовая этика и гордость за нашу программу не только сэкономили команде немалую часть денег, сделав наши собственные канаты для молотков и починив все наше сломанное оборудование, но также помогли нам доминировать в бросках на чемпионате Big Sky Outdoor 2001 года.У мужчин в броске молота Стив Ламур выиграл удар, а Джон Дагата занял 4-е место. В дискусе Дагата занял 2-е место, Трэвис Джонс — 4-е, а я — 6-е. Райан Смит набрал очки в Javelin, а я выиграл в толкании ядра. У женщин Лора Сауао выиграла бросок, Сэмми Фриман выиграл копье, Кэрол Стивенсон заняла 2-е место в броске, а Лаура также забила. Кэрол тоже забила диском. Я упоминаю их всех, потому что каждый сыграл значительную роль в росте нашей программы, и все были готовы сделать все необходимое для успеха нашей программы. Мне нравится думать, что я передал эту рабочую этику своим спортсменам, потому что я знаю, что Джон Дагата был там, где бы он ни был.
Мне нравится думать, что я передал эту рабочую этику своим спортсменам, потому что я знаю, что Джон Дагата был там, где бы он ни был.
Определение длины молотковой проволоки
В общем, чтобы перейти к важному: мы также сделали проволоку для молотка, и я продолжаю их делать. Меня всегда спрашивают, какой длины проволока подходит для чьего-то молотка. Чтобы ответить на этот вопрос, я составил краткое руководство о том, как определить длину проволоки для молотка.
→ Заказать сейчас: Ник Хэнд производит провода премиум-качества в соответствии с вашими требованиями по самой низкой цене.Щелкните здесь, чтобы заказать свой собственный.
Длину проволоки для молотка можно определить по трем основным параметрам. К ним относятся диаметр шара, длина ручки и длина поворота. Получить проволоку идеальной длины для молотка может быть непросто, если вы не знаете, как это сделать. Один из способов — купить разные провода и опробовать их на взвешивании. Хотя это означает для нас больше бизнеса, это неприятно. То, что я собираюсь описать, поможет вам прийти на встречу в максимально хорошем настроении.Хотя моим главным событием было толкание ядра, именно Стив Ламур и моя работа заключались в том, чтобы убедиться, что каждый молоток готов к соревнованиям в Нортридже. Когда тренер МакЭти хотел использовать молотки определенной длины на тренировках, нашей задачей было подготовить эти молотки. Ниже приведен список того, что вам нужно, и описание того, как определить длину провода:
Хотя это означает для нас больше бизнеса, это неприятно. То, что я собираюсь описать, поможет вам прийти на встречу в максимально хорошем настроении.Хотя моим главным событием было толкание ядра, именно Стив Ламур и моя работа заключались в том, чтобы убедиться, что каждый молоток готов к соревнованиям в Нортридже. Когда тренер МакЭти хотел использовать молотки определенной длины на тренировках, нашей задачей было подготовить эти молотки. Ниже приведен список того, что вам нужно, и описание того, как определить длину провода:
- Дюбель с простыми крючками, вкрученными в каждый конец. От внутренней поверхности крючка до внутренней поверхности крючка должно быть 10 дюймов.
- Yard Stick, который вы можете бесплатно получить в местном хозяйственном магазине
- Квадратная или 90-градусная прямая кромка
- Усиленный кронштейн или крюк, который выступает из стены на 4–5 дюймов перпендикулярно.
- Линии на стене регулируемой длины для любого мероприятия, для которого вы измеряете. Например, 121,5 см для мужского спортивного молотка .
 Например, 121,5 см для мужского спортивного молотка
Например, 121,5 см для мужского спортивного молоткаНачало работы
- Для начала вам нужно прикрепить крючок или усиленный кронштейн под углом 90 градусов к стене. Лучший способ сделать это — вкрутить ее в шпильку, чтобы убедиться, что она надежно закреплена. Конец кронштейна должен находиться на расстоянии примерно 4-5 дюймов от стены. Здесь вы вешаете ручку при измерении.
- От верхней поверхности крючка или кронштейна вы хотите измерить регулируемую длину молотка.Например, при использовании 7.26K вы хотите провести линию на стене шириной 121,5 см. На самом деле у нас есть несколько линий для представления всех уровней метания молота.
- Возьмите дюбель с крючками на каждом конце. Поместите ручку молотка на один крюк, а шарик — на другой. (Помните, что внутренняя поверхность крючка к внутренней поверхности крючка должна быть 10 дюймов, потому что провода измеряются внутри петли и внутри петли).
- Повесьте ручку на конец усиленного кронштейна или крючка и позвольте мячу свободно висеть.
- Возьмите клюшку и поместите прямо под мяч.
- Возьмите прямую кромку или угольник и установите на требуемую длину

По часовой стрелке: самодельный 10-дюймовый крюк для дюбеля, как подвешивать молоток с помощью дюбеля и линейки (шаги 3-5), измерение длины молотка (шаги 6-7) и все необходимые инструменты
- Место пересечения квадрата и ярда должно составлять от 27 до 29,5 дюймов плюс-минус. В этом примере он пересекает 28 7/8. Я добавил к этому 10 дюймов из-за 10-дюймового дюбеля.Поэтому для этого молотка мне нужен провод диаметром 38 7/8 ″.
- Имейте в виду, что точность зависит от деталей вашего макета. Если вы не будете точными и точными при измерении, оно не будет точным.
- Основываясь на вышеуказанном измерении, я бы установил свой молот на 38 7/8. Однако на всякий случай я принесу на соревнование лишнюю проволоку на 38 3/4 или, может быть, даже на 39. Но вы знаете, что на 38 7/8 вы будете в значительной степени мертвыми.
- Следующий шаг — заказать новые провода в HMMR Media.Получив их, прикрепите один к молотку и повесьте на крючок. Если вы поместите мой квадрат на 121,5 см, молоток должен быть на расстоянии волоса от квадрата.
- Поскольку вы знаете каждую длину комбинации шар / ручка, теперь также легко определить длину проволоки для коротких молотков. Например, если ваш тренер хочет, чтобы молот был короче 8 дюймов, просто вычтите 8 дюймов из указанной выше длины.

Я не уверен, что это самый простой способ определить длину провода, но меня учили так, и он снова и снова доказал свою эффективность.Конечно, это помогает, я могу сделать свои провода сразу же и даже с точностью до 1/16 дюйма. Но мы также можем помочь вам с этим, это займет всего неделю, чтобы добраться до вашей двери.
Деревянная ручка для замены ударных инструментов
Когда мы оглянемся сегодня, многие — а может быть, и большинство — доступных ручек для инструментов сделаны не из дерева. Как правило, если вы согнете или сломаете стальную ручку, инструмент можно сразу выбросить. Однако такая поломка практически невозможна в большинстве условий использования.
Как правило, если вы согнете или сломаете стальную ручку, инструмент можно сразу выбросить. Однако такая поломка практически невозможна в большинстве условий использования.
Деревянные ручки ломаются гораздо чаще, иногда просто из-за износа, но так же часто из-за серьезных ошибок.
У перфораторов с кулачковым и шариковым перфоратором замена рукоятки обычно выполняется быстро и легко. Для более крупных ударных инструментов может потребоваться немного больше усилий, но не намного. Это не так весело, как смотреть хорошую игру с мячом, но и не такая уж и трудная работа.
Необходимые инструменты
При замене сломанной ручки вы потратите час или меньше, от начала до конца.Вам понадобится дрель и спиральное сверло (1/4 дюйма — это примерно то же самое), возможно, шлифовальный станок, или инструмент Stanley Surform, или деревянный рашпиль, чтобы немного изменить форму рукоятки для лучшего прилегания к глазу. Вам понадобится еще один молоток, чтобы поставить клин на место, молоток с мягкой головкой, чтобы поставить рукоятку на место, и все. Используйте дрель, чтобы вытащить старую ручку из глаза. Для большинства ручек, включая размер салазок, предпочтительнее металлическое сверлильное сверло с острием на 1/4 или 5/16 дюйма. Не используйте сверла по дереву, такие как брэд-пойнт или Форстнер.Вы попадете в боковые стороны глаза, что почти сразу испортит любой кусочек. Кроме того, почти всегда есть один или два металлических клина, которые удерживают деревянный клин на месте. Пара зубил с блошиного рынка — потрепанные долота, которые обычно можно купить за полдона на барахолках по всей стране, — помогают, во-первых, снять ручку, а во-вторых, открыть паз для клина в новой ручке.
Используйте дрель, чтобы вытащить старую ручку из глаза. Для большинства ручек, включая размер салазок, предпочтительнее металлическое сверлильное сверло с острием на 1/4 или 5/16 дюйма. Не используйте сверла по дереву, такие как брэд-пойнт или Форстнер.Вы попадете в боковые стороны глаза, что почти сразу испортит любой кусочек. Кроме того, почти всегда есть один или два металлических клина, которые удерживают деревянный клин на месте. Пара зубил с блошиного рынка — потрепанные долота, которые обычно можно купить за полдона на барахолках по всей стране, — помогают, во-первых, снять ручку, а во-вторых, открыть паз для клина в новой ручке.
В сложных случаях напильник с «крысиным хвостом» хорошо очищает глаза, но обычно можно немного очистить поверхность наждачной бумагой или наждачной бумагой.Молоток с мягким наконечником не нужен, если вы используете кусок дерева на рукоятке, которую забивают, ударяя по дереву вместо рукояти стальным молотком. Я предпочитаю использовать двухфунтовый молоток Vaughan с медным / сыромятным лицом для такого рода работ.
Определение размера правильной ручки
Первым делом осмотрите проушину ручки, чтобы определить ее форму. В основном есть две формы, но много размеров. Глаза овальной формы встречаются чаще всего и имеют самые разные размеры.Глаза топора встречаются на топорах и некоторых колющих булавах, но редко где-либо еще. Если вы совсем не уверены в типе или размере глаз, снимите ручку и используйте головку инструмента, чтобы проверить соответствие новому размеру и форме ручки.
Измерьте длину ручки. В большинстве столярных (когтистых) и механических (ударно-ударных) молотков с весом головы 20 унций или меньше используется рукоять длиной 15 дюймов. Когда вес головы достигает 22 или 24 унций, длина ручки увеличивается.
Вам может быть труднее найти ручку подходящего размера и формы, чем удалить старые биты ручки и установить новую.В магазинах просто нет выбора размеров, которые мы когда-то могли найти, отчасти потому, что инструменты с деревянной ручкой больше не пользуются большим спросом, а отчасти потому, что запасные китайские молотки часто стоят примерно столько же, сколько и новые рукоятки. Они есть в некоторых хозяйственных магазинах, в большинстве хозяйственных магазинов и, возможно, в некоторых других местах. Если у вас есть ударные орудия американского производства и вы хотите поддерживать их в рабочем состоянии, поиск стоит того.
Они есть в некоторых хозяйственных магазинах, в большинстве хозяйственных магазинов и, возможно, в некоторых других местах. Если у вас есть ударные орудия американского производства и вы хотите поддерживать их в рабочем состоянии, поиск стоит того.
Установка деревянной ручки для ударных инструментов
Сначала снимите старую ручку.Отпилите ручку как можно ближе к нижней части глаза. Поскольку он находится близко к металлическому ушку, используйте ножовку или ножовку с одноразовым лезвием.
Просверлите отходы внутри проушины для инструмента. Для работы я использовал дрель со шнуром. Практически любое сверло подойдет, если оно способно просверлить твердую древесину толщиной 2 дюйма с металлическими вставками. Головку инструмента необходимо удерживать прочно, особенно головки молотка меньшего размера, которые любят вращаться вокруг сверла при ослаблении.
Используйте сверло, чтобы вырезать три отверстия в форме клеверного листа. Затем удалите перепонки между «листьями» клевера. Используйте долото для барахолки, чтобы выбить их. Затем используйте кусок дюбеля, помещенный поверх ручки в головке, чтобы выбить остатки.
Затем удалите перепонки между «листьями» клевера. Используйте долото для барахолки, чтобы выбить их. Затем используйте кусок дюбеля, помещенный поверх ручки в головке, чтобы выбить остатки.
Очистите головку наждачной бумагой и внимательно проверьте (работает любое 3- или 4-кратное увеличительное стекло). Ищите трещины, особенно вокруг глаз, которые ослабляют глаз и делают инструмент опасным в использовании. Если вы обнаружите здесь какие-либо трещины, выбросьте инструмент. Незначительные сколы и ржавчина, вероятно, ничего не значат.Мы вставили проволочную щетку в дрель Bosch и использовали ее для окончательной очистки головки.
Поднесите ручку к голове, чтобы проверить форму и посадку. Немного крупный — это нормально; немного маленький это нормально. Слишком большой или слишком маленький означает, что вам нужно вернуть ручку и найти нужный размер. Клинья правильного размера усиливают зрительный контакт при незначительной разнице в размерах, но древесина распространяется только до тех пор, пока не ослабнет. Если ручка слишком велика для глаза, ее установка может ослабить дерево.Хорошая совместимость с самого начала — это лучший способ. Используйте наждачную бумагу, деревянный рашпиль или Surform для придания необходимой формы вставной части ручки, проверяя прилегание каждые несколько движений или царапин. Руками вдавите ручку в глаз, пока она не пройдет наполовину.
Если ручка слишком велика для глаза, ее установка может ослабить дерево.Хорошая совместимость с самого начала — это лучший способ. Используйте наждачную бумагу, деревянный рашпиль или Surform для придания необходимой формы вставной части ручки, проверяя прилегание каждые несколько движений или царапин. Руками вдавите ручку в глаз, пока она не пройдет наполовину.
Вставьте приспособленную ручку в проушину. Лучше всего нужен молоток с мягкой головкой, чтобы вбить новую рукоять в проушину.
Вы не хотите снимать ручку с проушины после этой вставки, хотя это можно сделать, если что-то не идеально (в этом случае вам снова понадобится дюбель).Ручка на верхней части инструмента на этом этапе слишком длинная. Хорошо поддержите его и отпилите лишний материал (этот шаг можно оставить до заклинивания, если дополнительная длина составляет 1/4 дюйма или меньше).
Клин Это
Здесь пригодится еще одно зубило с барахолки, чтобы открыть прорезь для деревянного клина. Постарайтесь использовать такую, которая составляет примерно всю длину глаза головы. Опять же, обратите внимание на зубило барахолки. Вы же не хотите использовать для этой работы точно настроенное, отличное долото.
Постарайтесь использовать такую, которая составляет примерно всю длину глаза головы. Опять же, обратите внимание на зубило барахолки. Вы же не хотите использовать для этой работы точно настроенное, отличное долото.
Выберите клин по размеру и поместите его меньший конец в паз клина на конце проушины ручки. Медленно вставьте клин на место. Существуют разные аргументы в пользу того, какой клин лучше; металлические клинья или деревянные клинья. Стальные клинья действительно раздавливают и разрывают внутренние волокна древесины, когда они входят внутрь, в то время как древесина раздвигает их. Дерево сложно водить, оно имеет тенденцию к раскалыванию. В любом случае, если начать с хорошей посадки, ручка будет оставаться на месте надолго. Использование обычно требует двойных клиньев; Именно так упаковывается большинство ручек: один большой деревянный клин и один или два металлических клина поменьше.Клинья также доступны по отдельности в хозяйственных магазинах.
Лучше всего начать с деревянного клина. Вбейте его и дайте ему посидеть. Отпилите его и любую лишнюю длину ручки. Пусть деревянные клинья выступают за верхнюю часть проушины немного больше, чем выступает сама ручка. Обрезайте их заподлицо с верхней частью ушка одновременно с обрезкой ручки. Затем вбейте стальной клин почти под прямым углом к деревянному клину. Это служит фиксатором для обоих клиньев и дольше удерживает ручку в затянутом состоянии.
Вбейте его и дайте ему посидеть. Отпилите его и любую лишнюю длину ручки. Пусть деревянные клинья выступают за верхнюю часть проушины немного больше, чем выступает сама ручка. Обрезайте их заподлицо с верхней частью ушка одновременно с обрезкой ручки. Затем вбейте стальной клин почти под прямым углом к деревянному клину. Это служит фиксатором для обоих клиньев и дольше удерживает ручку в затянутом состоянии.
Недавнее чтение предполагает, что если поставить ручку глазом вниз в кастрюлю с льняным маслом на ночь, дерево разбухнет. Дерево разбухает, потому что хорошо впитывает влагу, но в форме воды, а не льняного масла. Вы можете поставить ударную головку инструмента в кастрюлю с льняным маслом и дать ей впитаться на ночь. Льняное масло не повреждает металл головы, но помогает (немного) защитить необработанные части деревянной ручки. Удалите, протрите, дайте высохнуть и используйте. Вы можете использовать инструмент сразу после расклинивания и обрезки.
Ручки из стекловолокна заменить проще.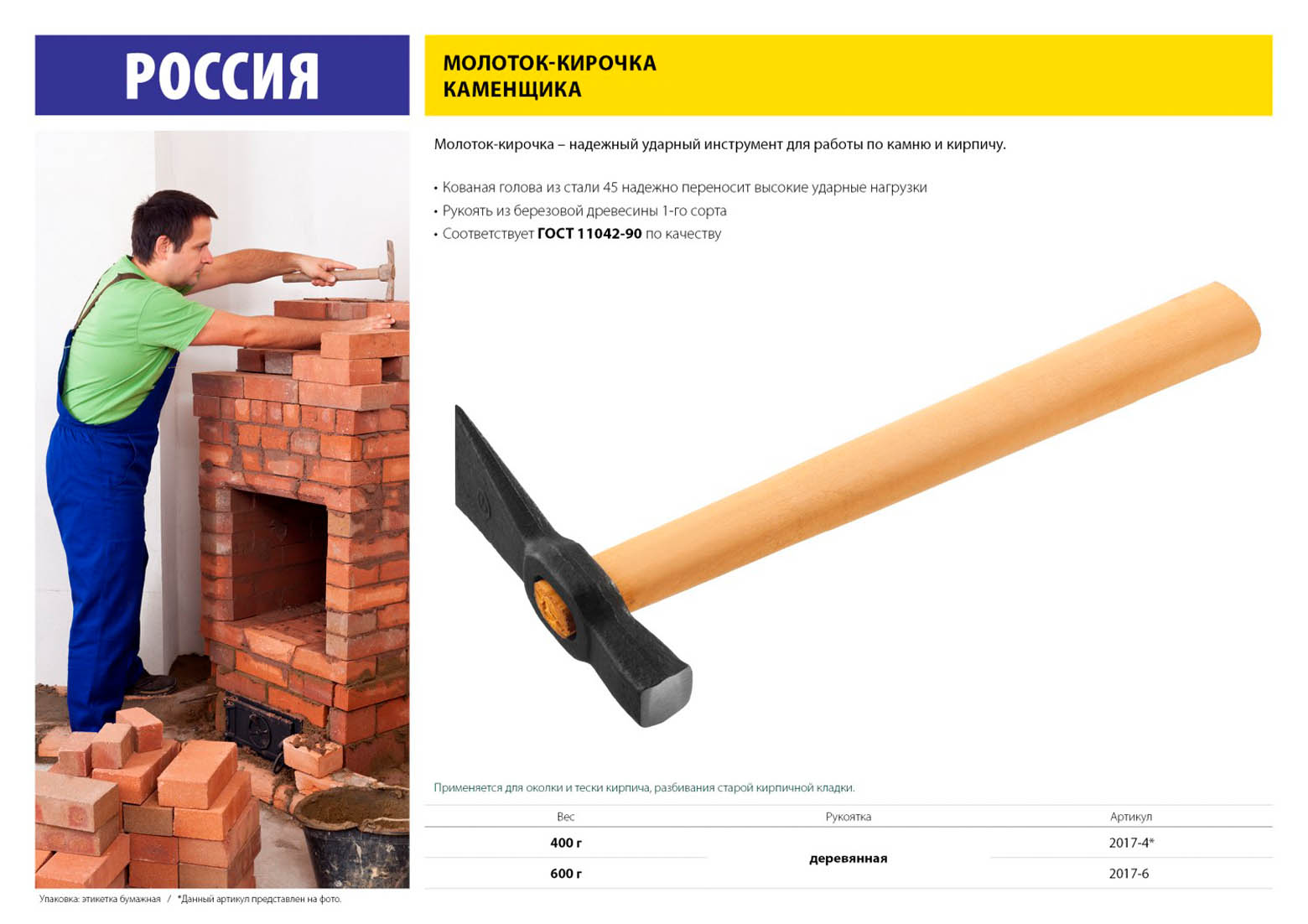 Обязательно убедитесь, что головка очищена, намного чище, чем с деревянной ручкой: просто используйте наждачную шкурку дольше, пока не станет виден яркий металл. Затем проверьте новую ручку на предмет посадки.
Обязательно убедитесь, что головка очищена, намного чище, чем с деревянной ручкой: просто используйте наждачную шкурку дольше, пока не станет виден яркий металл. Затем проверьте новую ручку на предмет посадки.
Ручки из стекловолокна поставляются с пакетом эпоксидной смолы. После удаления и очистки внимательно следуйте инструкциям на упаковке. На самом деле не должно быть никакой обрезки, чтобы получить поперечную посадку.Возможно, вам придется немного обрезать длину.
Замедление следующего отказа
Отказ более тяжелых рукояток ударного инструмента часто вызван чрезмерным ударом, когда головка не попадает в цель, а рукоятка ударяется о нее, повреждая рукоятку или полностью отламывая ее. Деревянные ручки могут прослужить во много раз дольше, если просто надеть рукав на голову. Хранители ручек (есть оригинальные ручки-вкладыши, которые легко найти в фермерском магазине) отлично подходят для больших ударных инструментов, топоров, саней и колоколов. Найдите кусок плотной резины для санок или колки, оберните изолентой и удерживайте его на рукоятке, прямо под головой. Если ничего другого нет, сделайте прокладку из клейкой ленты, а затем оберните ее на месте. Пока подойдет.
Найдите кусок плотной резины для санок или колки, оберните изолентой и удерживайте его на рукоятке, прямо под головой. Если ничего другого нет, сделайте прокладку из клейкой ленты, а затем оберните ее на месте. Пока подойдет.
Рекомендуемые статьи
(PDF) Эргономичный дизайн рукоятки молотка, чтобы уменьшить скелетно-мышечные расстройства плотников
Международный журнал исследований в области современной техники и технологии
82
это исследование, исследование не может выполнять динамическое моделирование
работымолотка за отсутствия объекта.Это сделает предложенную модель молота
более проверенной.
7. Выражение признательности
Авторы рады поблагодарить Монира Ахмеда,
Махиан Хак, Шамира Кумара, Шахинура Рахмана и Нипена
Кар за их сотрудничество и помощь в проведении опросов
и сборе данных в этом исследовании. Авторы также благодарны
доктору Дипаку Кумару Бисвасу (ассистент хирурга, United
Health Complex, Джессор), докторуМотиюру Рахману (помощнику хирурга
, больница Пироджпур Садар, Пироджпур) и доктору Сиддхарту
Кар (помощнику регистратора, медицина, Медицинский колледж Джессора,
Джессор) за их помощь, поддержку и консультации в исследовании
.
8. Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
9. Этическое положение
Авторы заявляют, что они следовали этическим обязательствам
.
10. Источники
1. Дул Дж., Нойман В.П. Вклад эргономики в стратегии компании
Прикладная эргономика. 2009;
40 (4): 745-752.
2. Мотамедзаде М., Чубине А., Моуди М.А., Аргами
С. Эргономичный дизайн ручных инструментов для ткачества ковров,
Международный журнал промышленной эргономики. 2007;
37 (7): 581-587.
3. Чубине А., Хоссейни М., Лахми М., Хани Р.,
Шахнаваз Х.Опорно-проблемы в иранском нарочным
тканых ковров промышленности: рекомендации по организации рабочего места,
прикладной эргономики. 2007; 38 (5): 617-624.
4. Fraser TM. Принципы эргономики в конструкции ручных инструментов
, Серия «Безопасность и гигиена труда», Женева.
1980, 44.
5. Pheasant S, Neil OO. Эффективность захвата и токарной обработки
Эффективность захвата и токарной обработки
: исследование эффективности руки / ручки, прикладная
Эргономика.1975; 6 (4): 205-209.
6. Гринбург Л., Чаффин Д. Б. Рабочие и их инструменты: руководство
по эргономичному дизайну ручных инструментов и небольших прессов
, Pendal Publication Company, Midland, 1977,
249-253.
7. Тихауэр Э.Р., Гейдж Х. Основные принципы эргономики
Дизайн инструмента, журнал Am Ind Hyg Assoc. 1977; 38: 622-
634.
8. Хустан Т., Сангхави Н., Митал А. Человеческое усилие крутящего момента
Возможностикрепежного устройства с гаечными ключами и отвертками
, в Тенденции эргономики / человеческий фактор I
Северная Голландия , Амстердам, 1984, 51-58.
9. Митал А. Влияние на осанку тела и обычные ручные инструменты
на возможности приложения максимального крутящего момента, Прикладная эргономика.
1986; 17: 87-96.
10. Джонсон С.Л., Чайлдресс Л. Дж. Отвертка с приводом от конструкции
Дж. Отвертка с приводом от конструкции
и использование инструментов, задач и эффектов оператора, Международный журнал
по промышленной эргономике. 1988; 2: 183-191.
11. Митал А., Чаннаверайя С. Пиковые произвольные крутящие моменты для гаечных ключей и отверток
, Международный журнал
Industrial Ergonomicsme.1988; 3: 41-64.
12. Радвин Р.Г., ВанБергейк Р., Армстронг Т.Дж. Мышца
реакция на силы реакции крутящего момента пневматического ручного инструмента,
Эргономика. 1989; 32 (6): 665-673.
13. Улин С.С., Уэйз С.М., Армстронг Т.Дж., Снук Ш. Восприятие
напряжения и дискомфорта по сравнению с рабочей высотой с помощью пистолета — отвертка в форме
, журнал Am Ind Hyg Assoc. 1990;
51: 588-594.
14. Агазаде Ф., Митал А. Травмы ручным инструментом; результаты
анкеты «Прикладная эргономика».1987; 18 (4): 273-
278.
15. Кристенсен А.Д., Бишу Р. Дизайн ручного инструмента: совпадают ли биомеханические критерии
с эстетическими критериями? Предварительное исследование
В: Proceedings of the IEA 2000 / HFES,
Congress. 2000; 4-564-4-577.
2000; 4-564-4-577.
16. Aptel M, Claudon L. Интеграция эргономики в конструкцию ручного инструмента
: принцип и презентация примера
, Международный журнал охраны труда
и эргономика.2002; 8 (1): 107-115.
17. Марсо Дж., Клодон Л. Дизайн и эргономика Методы для
интеграции эргономики на этапе проектирования ручного инструмента »,
Международный журнал охраны труда и
Эргономика. 2004; 10 (1-2: 7-21.
18. Винк П., Овербик С.Дж., Десмет П.МА. Комфорт и
дизайн, принципы и передовая практика, Комфортный опыт.
В: Винк П. (Ред.), CRC Press, Boca Raton, 2005.
19.Kuijit-Evers LFM, Twisk JWR, Groenestejin L, de Looze
MP, Винк П. Связь между объективными и
субъективными измерениями комфорта и дискомфортаручных инструментов
, Прикладная эргономика. 2007; 38: 43-654.
20. Fellows GL, Freivalds A. Оценка эргономики рукоятки из пенопласта
для ручек инструментов Прикладная эргономика.
1991; 22 (4): 225-230.
21. Чао А., Кумар А.Дж., Эмери CTND, Нагараджарао К., Ю
Х.Эргономическая оценка плоскогубцев, Proceedings
Конгресса IEA 2000 / HFES. 2000; 4-441-444-2.
22. Kuijit-Evers LFM, Groenesteijn L, Looze MP, Vink P.
Определение факторов комфорта при использовании ручных инструментов,
Прикладная эргономика. 2004; 35: 453-458.
23. Мано Х., Оливер Р.Л. Оценка размерности и структуры
опыта потребления: оценка,
чувство и удовлетворение, Journal of Consum.Res. RL.
1993, 451-466.
24. Хеландер М.Г., Чжан Л. Полевые исследования комфорта и
дискомфорта при сидении, Эргономика. 1997; 40 (9): 895-915.
25. Лю В.С.В., Санчес-Монрой Д., Парга Г. Антропометрия
женщин-рабочих макиладора Международный журнал
Промышленная эргономика. 1999; 24: 273-280.
26. Лин Ю.К., Ван М.Дж. Ван Э.М. Сравнение
антропометрических характеристик у четырех народов Востока
Азия, Прикладная эргономика. 2004; 35: 173-178.
2004; 35: 173-178.
27. Резник М. Оценка антропометрии международных
популяций с использованием метода масштабного соотношения, Proceedings
Общества человеческого фактора и эргономики, 39-е Ежегодное собрание
, 1995, 673-677.
28. Чандна П., Десвал С., Чандра А. Антропометрический опрос
промышленных рабочих северного региона
Индия, Международный журнал промышленности и систем
Инжиниринг.2010; 6 (1): 110-128.
29. Чакрабарти Д. Индийские антропометрические размеры для
Замена рукоятки молотка — дома
Для энтузиастов, занимающихся улучшением дома, ручные инструменты — залог успеха успешного проекта. На самом деле, для некоторых любимый молоток или ручная пила может вызвать такую же заботу и привязанность, как и верное домашнее животное. Это может быть правдой, что настоящие мужчины не едят пирог с заварным кремом, но многие из нас (мужчины и женщины) сентиментальны по отношению к нашим инструментам. Например, у нас есть старая шестидюймовая кисть из фарфоровой щетины, которая принадлежала нашему отцу. Этот щенок как новенький, и мы не променяем его на мир.
Например, у нас есть старая шестидюймовая кисть из фарфоровой щетины, которая принадлежала нашему отцу. Этот щенок как новенький, и мы не променяем его на мир.
Именно по этой причине некоторые люди идут на все, чтобы отремонтировать и омолодить поврежденный инструмент. Часто бывает проще забить старый молоток со сломанной ручкой и заменить его совершенно новым из местного строительного магазина.
Отходов нет, не хочу! Если отбросить эмоции, не имеет смысла с экологической или экономической точки зрения бросать в остальном совершенно хороший молоток (или другой инструмент, если на то пошло) только потому, что у него сломана ручка. Если голова в хорошем состоянии, все, что требуется, — это новая ручка для замены.
Большинство рукояток для молотков изготавливаются из дерева, среди которых гикори является одним из самых популярных. Стоимость замены рукоятки составляет примерно треть стоимости нового молотка. Планируйте потратить от трех до пяти долларов, включая деревянную прокладку и металлические клинья. При покупке ручки на замену важно взять с собой сломанную ручку и головку, чтобы можно было подобрать точную подгонку.Ключ состоит в том, чтобы совместить горло ручки (то есть узкую часть) с ушком (то есть отверстием в головке, в которое вставляется ручка.
Планируйте потратить от трех до пяти долларов, включая деревянную прокладку и металлические клинья. При покупке ручки на замену важно взять с собой сломанную ручку и головку, чтобы можно было подобрать точную подгонку.Ключ состоит в том, чтобы совместить горло ручки (то есть узкую часть) с ушком (то есть отверстием в головке, в которое вставляется ручка.
Еще одним важным фактором при покупке ручки для замены является длина и масса. Для того, чтобы инструмент сохранял правильный баланс, размер и длина должны максимально соответствовать сломанному. Кроме того, слишком большая рукоятка может вызвать усталость при частом использовании или привести к длительной травме.
Имея запасную ручку в руке, вы готовы приступить к процессу замены.
Сначала с помощью ручной пилы отрежьте то, что осталось от сломанной ручки. Сделайте разрез как можно ближе к глазу. Положите голову на небольшой деревянный брусок вершиной вниз и когтями вверх. Тиски отлично работают, если они у вас есть. С помощью электродрели удалите из глаза остатки ручки. У большинства молотковых головок ушко больше сужается вверху, что облегчает выталкивание старого материала через эту сторону. Обязательно наденьте защитные очки, чтобы избежать попадания металлической или металлической стружки в глаза.
Тиски отлично работают, если они у вас есть. С помощью электродрели удалите из глаза остатки ручки. У большинства молотковых головок ушко больше сужается вверху, что облегчает выталкивание старого материала через эту сторону. Обязательно наденьте защитные очки, чтобы избежать попадания металлической или металлической стружки в глаза.
Затем вставьте выступ новой рукоятки в ушко инструмента. Посадка должна быть плотной, но не настолько, чтобы ее нельзя было вставить без особых трудностей. В таком случае попробуйте немного сбрить горло бритвенным ножом или ленточной шлифовальной машиной. Нанесение мыла или машинного масла поможет ему легче скользить.
После того, как вы надавили головкой на горлышко рукоятки до упора, удерживая молоток вертикально, сильно ударьте прикладом о деревянный брусок. Это действие заставит горло проникнуть глубоко в глаз до точки отказа. Будьте осторожны, не ударьте им по чему-нибудь прочнее, чем дерево, например, по металлу или бетону, так как вы можете повредить приклад. Никогда не используйте другой молоток для вбивания головки по рукоятке — контакт металла с металлом может повредить оба инструмента и отправить частицы металла в полет.
Никогда не используйте другой молоток для вбивания головки по рукоятке — контакт металла с металлом может повредить оба инструмента и отправить частицы металла в полет.
Удерживая ручку на месте, с помощью ручной пилы отрежьте ту часть ручки, которая выступает за верхнюю часть головы. Удерживая молоток вертикально, упираясь прикладом в деревянный брусок, вбейте деревянную прокладку в пропил или паз наверху рукоятки.Скорее всего, вам понадобится долото или отвертка, чтобы открыть пропил ровно настолько, чтобы запустить регулировочную шайбу. Завершите работу, вставив хотя бы один металлический клин под прямым углом к деревянной прокладке. Нанесение морского лака на верхнюю часть ручки обеспечит хорошую гидроизоляцию и продлит срок службы инструмента.
Кто сказал, что только кошки могут иметь девять жизней?
Чтобы получить дополнительные советы и информацию по улучшению дома, поищите на нашем веб-сайте или позвоните в любое время по телефону 1-800-737-2474! Все, что вам нужно сделать, это оставить свое имя, номер телефона и свой вопрос.