Диаметр сопла: Таблица размеров сопел
Сопла для 3D принтеров — виды, различия. Тип сопла
Сопла для 3D принтеров (виды, различия)
Сопло – это неотъемлемая часть любого 3Д принтера, причем существует много разновидностей данной детали. Стандартными соплами считаются изделия из латуни. Этот тип подходит для печати обычными типами пластиков, но для тех, в состав которых входит абразив, например тот же NylonX, не подходит. Для печати подобными материалами требуется более высокопроизводительные сопла, выполненные из более прочных материалов. Также есть сопла из меди, насадки типа Clean Tip – такие форсунки отличаются тем, что к ним не прилипает нить, и они остаются чистыми.
3Д печать позволяет заменять сопла. Благодаря этому можно добиваться разных результатов и использовать разные материалы для печати.
Сопло 3Д принтера: что это?
Сопло 3Д принтера – это специальная насадка, располагаемая в блоке нагревателя экструдера. Она вкручивается на место посредством резьбы. Внутри сопла есть небольшая камера, где накапливается расплавленный пластик, который выдавливается через отверстие. Причем ключевыми параметрами сопла будут: материал, из которого выполнено сопло и диаметр отверстия.
Причем ключевыми параметрами сопла будут: материал, из которого выполнено сопло и диаметр отверстия.
Материал сопла
Стандартный настольный 3Д принтер оснащается латунным соплом 0,4мм. Это наиболее оптимальный вариант для печати ABS и PLA-пластиками. Однако такие сопла совсем не подходят для печати люминесцентным PLA, нитями, обогащенными углеволокном и металлом. Дело в том, что пластики, в состав которых входят твердые частицы, разрушают сопло. Внутренние размеры сопла искажаются, а это сказывается на однородности выдавливаемого материала, что неминуемо отразиться и на качестве 3Д печати. По этой причине есть сопла, которые сделаны из более твердых материалов. Рассмотрим далее разновидности сопел, которые можно встретить на рынке.
Латунное сопло для 3Д принтера
Латунная насадка является наиболее популярным вариантом, используемым в большинстве настольных 3Д принтерах. Из всех материалов, применяемых для изготовления сопел, этот является самым мягким. Но латунные сопла отличаются легкостью обработки, дешевизной и доступностью. Поэтому они легко и просто заменяются.
Но латунные сопла отличаются легкостью обработки, дешевизной и доступностью. Поэтому они легко и просто заменяются.
Основные характеристики латунных сопел:
- коррозионная стойкость;
- высокий показатель теплопроводности;
- относительная мягкость;
- истираемость.
Применение: идеальный вариант для печати «мягкими» пластиками – стандартные ABS, PLA, PETG, а также другие пластиковые нити, в состав которых не входят добавки в виде углеволокна и металла.
Сопло из нержавейки или закаленной стали
Стальные сопла также используются для 3Д печати. Они обеспечивают длительную печать материалами, которые содержат твердые частицы, например металл, углеволокно. При этом такие сопла не склонны к истиранию и разрушению, как более мягкие латунные. То есть можно печатать долго, не снижая производительности.
Но стальные сопла не лишены недостатков: более низкая теплопроводность, если сравнивать с латунными соплами. Из-за этого может меняться поток, особенно при использовании сопел большого размера.
Из-за этого может меняться поток, особенно при использовании сопел большого размера.
Основные характеристики стальных сопел:
- коррозионная стойкость;
- низкий показатель теплопроводности;
- относительно большой вес;
- стойкость к истиранию.
Применение: 3Д печать нитями с добавками (углеволокно, металл, стекло и т.п.)
Сопло Ruby
Anders Olsson разработал сопло Olders Ruby. Это насадка из латуни, оснащенная наконечником из оксида алюминия, то есть искусственного рубина. Это сопло изначально создавалось для 3Д печати третьим по своей тяжести материалом в мире. Сопло стало результатом эксперимента, проводимого в Уппсальском университете Швеции.
Изначально стандартные сопла из стали и латуни после печати 1кг пластика изнашиваются и уже больше непригодны для использования. При этом сопла имеют ряд недостатков. Олсон Руби – это сопла, сочетающие высокую теплопроводность латуни и стойкость к истиранию рубина. Конечно, находятся специалисты, которые говорят, что рубиновый наконечник имеет низкую теплопроводность, что негативно сказывается на результате печати, но доказательных фактов этому нет. По крайней мере, пока.
Конечно, находятся специалисты, которые говорят, что рубиновый наконечник имеет низкую теплопроводность, что негативно сказывается на результате печати, но доказательных фактов этому нет. По крайней мере, пока.
Основными характеристиками сопел Олссон Руби являются:
- коррозионная стойкость;
- низкий показатель теплопроводности;
- стойкость к истиранию.
Применение: могут использоваться для нитей с высокими абразивными характеристиками.
Сопла из карбида вольфрама
Сопла из карбида вольфрама Dyze Design – это своеобразный новичок на рынке, ведь его производство началось лишь в конце 2018 года. Карбид вольфрама отличается твердостью, износостойкостью. Его используют для бурения, резки керамики и металлов. Недостатки у таких сопел тоже есть, но пока о них говорить рано.
Основные характеристики сопел из карбида вольфрама:
- стойкость к истиранию, причем очень высокая;
- жесткость;
- высокий показатель теплопроводности;
- коррозионная стойкость.


Применение: это универсальная насадка, которой можно дополнить свой комплект сопел, причем насадка подходит и для печати высокоабразивными нитями.
Размеры сопел для 3Д принтера
Сопла характеризуются диаметром отверстия. Эта характеристика будет оказывать влияние на степень детализации печати. При этом влияние будет оказываться не только на ширину линий, но и высоту слоя.
Начинающим рекомендуется использовать сопло диаметром 0,15мм. В сравнении со стандартным соплом 0,4мм такая насадка позволяет получать более высокое разрешение по осям OX и OY. Благодаря тонким линиям можно получить более острые углы, но это будет возможно лишь в том случае. Если ваш 3Д принтер будет хорошо настроен и будет регулярно обслуживаться.
Выбор диаметра сопла должен определяться высотой слоя, который вам нужен. Необходимо выбирать сопло так, чтобы величина слоя при печати составляла 25-50% от размера сопла.
Если правильно откалибровать устройство, то между слоями можно добиться оптимальной адгезии. К примеру, стандартное сопло 0,4мм позволяет печатать слои 0,1-0,2мм. Если вы хотите с успехом печатать сверхтонкие слои, высота которых будет составлять меньше 0,05мм, то рекомендуем взять сопло 0,2мм.
К примеру, стандартное сопло 0,4мм позволяет печатать слои 0,1-0,2мм. Если вы хотите с успехом печатать сверхтонкие слои, высота которых будет составлять меньше 0,05мм, то рекомендуем взять сопло 0,2мм.
Маленькие сопла имеют один весомый недостаток. Они больше склонны к появлению засоров, а поэтому их необходимо регулярно чистить. Кроме того мелкие сопла значительно увеличивают время печати, так как печатающей головке требуется больше проходов для покрытия. чем больше будет сопло, тем меньше времени потребуется на печать, причем время будет сокращаться в геометрической прогрессии. К примеру, стенка 0,8мм будет занимать при печати вдвое меньше времени, чем стенка 0,4мм. Также крупные экструзионные линии обладают большей адгезией, а поэтому и готовые отпечатки имеют большую прочность. Если вы не печатаете мелкие детали, то вам лучше использовать крупные сопла, что позволит печатать быстрее.
Сопла небольшого размера чаще применяются для хобби, точных моделей с мелкими деталями, например, ювелирные изделия.
А чтобы иметь собственное мнение на данный счет, лучше всего экспериментировать!
Как выбрать размер сопла для 3D принтера? Плюсы и минусы
Когда вы выбирали свой 3D принтер, размер сопла 3D принтера, возможно, был последним, о чем вы думали. Это деталь, о которой часто забывают. Но в зависимости от того, что вам нужно напечатать, неправильный диаметр сопла может помешать.
В этой статье мы рассмотрим разные варианты размеров сопла 3D принтера и то, почему вам стоит задуматься об этом узле, разобраться из каких материалов его изготавливают, понять взаимосвязь между размером сопла и высотой слоя и как измерить фактический диаметр сопла.
Как размер сопла влияет на 3D печать?
Диаметр сопла влияет на ширину экструзии линии 3D принтера. Это влияет на некоторые элементы вашей модели. Если вы печатаете на 3D принтере для бизнеса (делаете большое количество заказов), вам нужно убедиться, что ваш экструдер подает нужное количество материала. Если подается слишком много материала, то используется больше нити, чем требуется по факту для удачной 3D печати. Ну а меньшее количество попросту может приводить к браку.
Если подается слишком много материала, то используется больше нити, чем требуется по факту для удачной 3D печати. Ну а меньшее количество попросту может приводить к браку.
Или, возможно, вы распечатываете различные модели, некоторые из которых очень подробные и замысловатые, а некоторые — более практичные (например, сменная дверная ручка), которые просто нужно распечатать быстро и с максимальной прочностью.
В любом случае вам понадобится правильная настройка, чтобы не тратить зря время, материал и обеспечить нормальное качество 3D модели.
Нет простого ответа на вопрос, какой размер сопла для принтера 3D самый лучший. Вам нужно взвесить, чего вы хотите добиться и какие элементы 3D модели для вас самые важные.
В зависимости от вашего 3D принтера, сопло можно довольно легко заменить (большинство из них установлены на винты), а покупка упаковки с разными размерами будет стоить вам не дорого.
Самые распространенные варианты сопла 3D принтеров
Наиболее распространенным стандартным размером сопла является сопло 0,4 мм (или 0,35 мм), используемое большинством современных производителей 3D принтеров. Причина этого в том, что это довольно большой и при этом универсальный размер сопла. Это означает, что вы можете печатать с исключительной детализацией, и это не займет много времени.
Причина этого в том, что это довольно большой и при этом универсальный размер сопла. Это означает, что вы можете печатать с исключительной детализацией, и это не займет много времени.
с помощью сопла для 3D печати 0,4 мм вы можете печатать до толщины слоя всего 0,1 мм или до 0,3 мм. Чем меньше высота слоя, тем лучше детализация (по оси Z) и чем больше высота слоя, тем быстрее будет ваша 3D печать, но с худшим качеством детализации.
Распространенное заблуждение состоит в том, что если кто-то не получает достаточно хорошего качества 3D печати на своем принтере с соплом 0,4 мм, они сразу думают, что им нужно сопло для 3D печати меньшего размера.
Другой распространенный меньший размер — 0,25 мм. Некоторые 3d принтеры предлагают 0,2 мм, 0,15 мм, а Mass Portal даже экспериментирует с соплами экструдеров для 3D принтеров 0,1 мм. И эксперименты действительно интересные. Благодаря такому миниатюрному соплу им удалось распечатать механизм часов с превосходной детализацией.
Как связан диаметр сопла с разрешением 3D принтера?
Теоретически меньшие размеры сопла 3D принтера позволяют добиться большей точности. Но для многих 3D принтеров, особенно более дешевых или старых моделей, сопло экструдера меньшего размера не обязательно будет иметь значение, если ваш принтер не поддерживает необходимое более высокое разрешение. Это все равно, что поставить низкопрофильные шины с высокими эксплуатационными характеристиками на старый классический автомобиль — это не заставит его двигаться быстрее и не обязательно он начнет лучше справляться с поворотами.
Но для многих 3D принтеров, особенно более дешевых или старых моделей, сопло экструдера меньшего размера не обязательно будет иметь значение, если ваш принтер не поддерживает необходимое более высокое разрешение. Это все равно, что поставить низкопрофильные шины с высокими эксплуатационными характеристиками на старый классический автомобиль — это не заставит его двигаться быстрее и не обязательно он начнет лучше справляться с поворотами.
Это также похоже на то, как спецификации 3D принтера на бумаге (например, заявленное разрешение) не всегда приводят к лучшему качеству печати готового изделия. Подобно тому, как Ultimaker и Zortrax имеют очень похожие разрешения на бумаге, но по многим фактическим тестам Zortrax создает более качественные модели, чем Ultimaker 2.
Если вы недавно купили свой 3D принтер, то, скорее всего, вы сможете получить преимущества от использования сопла меньшего размера, поскольку разрешение по всем направлениям с каждым днем становится все выше.
Давайте рассмотрим плюсы и минусы 3D печати с соплами меньшего размера. Некоторые менее очевидны, чем другие. Затем мы рассмотрим доступные недооцененные сопла большего размера. Надеюсь, после прочтения этой статьи вы сможете ответить на вопрос: «Каким размером сопла мне следует печатать?».
Некоторые менее очевидны, чем другие. Затем мы рассмотрим доступные недооцененные сопла большего размера. Надеюсь, после прочтения этой статьи вы сможете ответить на вопрос: «Каким размером сопла мне следует печатать?».
Вы, наверное, уже догадались, что чем меньше размер сопла в экструдере, тем более детальную модель вы сможете получить в результате 3D печати. Тонкое сопло отлично подходит для сложных фигурок, или если вам нужно напечатать очень тонкие стенки для обшивки самолета, или, например, модели с высокой прозрачностью и тому подобное.
На фото ниже показана напечатанная обшивка модели самолета, которая была сделана стандартным соплом диаметром 0,4 мм. Если эиу же обшивку напечатать соплом диаметром 0,2 мм, то вес (и прочность) уменьшился бы вдвое.
Стоит отметить, что 3D принтер с соплом 0,2 мм подает в два раза меньше материала, чем сопло 0,4 мм. И это фактически приводит к увеличению времени печати в те же два раза. При этом стоит обратить внимание, что прочность и детализация это обратные величины от времени. Так что для получения качественных 3D моделей с использованием тонкого сопла и высокого разрешения вам придется запастись терпением (раза так в 2 больше чем при печати стандартным 0,4 экструдером :)). В некоторых случая это обосновано, внекоторых это пустая трата времени…
Так что для получения качественных 3D моделей с использованием тонкого сопла и высокого разрешения вам придется запастись терпением (раза так в 2 больше чем при печати стандартным 0,4 экструдером :)). В некоторых случая это обосновано, внекоторых это пустая трата времени…
Как правило, чем меньше размер сопла, тем выше вероятность возникновения проблем с 3D принтером. Особенно, если вы используете дешевые материалы — они могут хорошо проявить себя при печати невысоких моделей и более толстыми соплами, но если вам нужны детализированные модели, которые печатаются с использованием тонкого сопла, то стоит также озадачиться покупкой качественных нитей для 3D печати.
Другие факторы при 3D печати соплом тонкого диаметра менее очевидны — например, с выступами могут возникать проблемы. Это связано с тем, что каждый слой имеет меньшую ширину для следующего слоя. Преодоление мостов также может вызвать трудности.
Но есть и хорошие новости! Там, где формируются свесы, материал суппортов будет намного проще удалить, если печатается тонким соплом. Из-за повышения точности ваш слайсер может использовать минимум материала между вашей моделью и опорами, поэтому они будут легче отламываться и иметь меньше поврежденных контактных площадок, требующих шлифовки.
Из-за повышения точности ваш слайсер может использовать минимум материала между вашей моделью и опорами, поэтому они будут легче отламываться и иметь меньше поврежденных контактных площадок, требующих шлифовки.
И, наконец, самое неприятное в тонком сопле — легкость, с которой оно засоряется. Если вы уменьшите размер до 0,2 мм или даже 0,1 мм, вам понадобится небольшая частица, чтобы засорить хотэнд. Надо очень внимательно следить за чистотой вашего материала для 3D печати и регулярно очищать сопло вашего 3D принтера. Иначе вы не оберетесь дополнительных ненужных проблем.
Стоит также уделить время пониманию взаимосвязи между размером сопла и толщиной слоя. Если вкратце, то первый параметр определяет детализацию по горизонтали (по осям x и y), а второй регулирует разрешение по вертикали или оси z.
Как измерить размер сопла 3D принтера?
Хотя фактический диаметр сопла должен быть выгравирован на его боковой стороне, прочитать это значение не всегда возможно, если оно уже установлено в экструдере или если вы печатали с ним какое-то время. В конце концов, есть понятие износа и, возможно, вы не уверены, что сопло того же размера, что и раньше.
В конце концов, есть понятие износа и, возможно, вы не уверены, что сопло того же размера, что и раньше.
Чтобы определить, какого размера ваше сопло на самом деле, очень медленно выдавите немного материала в воздух (высокая скорость может изменить форму или размер) при самых низких настройках, при которых вы можете подавать материал (примерно 1 мм/с). После охлаждения используйте микрометр, если он у вас есть. Они, как правило, более точны, чем цифровые штангенциркули. Имейте в виду, что после экструдирования филамент, вероятно, расширится. Материал низкого качества или слишком горячий экструдер (особенно если вы выдавливаете со скоростью 1 мм/с) приведет к большему расширению материала, что приведет к неточным показаниям.
Так же бывает полезно знать размер, до которого расширяется ваш материал после экструзии, если вы работаете над получением действительно красивой и точной модели. Так что не стесняйтесь экспериментировать с более высокой скоростью, которая немного больше похожа на вашу фактическую 3D печать.
Как связана высота слоя 3D печати и диаметр сопла?
Простыми словами — это толщина каждой линии экструдированного материала, составляющая каждый слой вашей модели. Чем тоньше высота слоя (или толщина слоя), тем мельче детализация печати по оси Z (вертикальный размер вашей модели), но тем больше слоев потребуется. Увеличивает время печати.
Эти характеристики связаны, но не полностью. Например, можно напечатать, используя более тонкое сопло с более толстым слоем, если вертикальное разрешение менее важно для вас. А можно использовать более толстое сопло с очень маленькой высотой слоя. Хотя в этом случае не стоит слишком увлекаться. Для поддержания адекватного давления высота вашего слоя должна быть как минимум на 20% меньше ширины сопла — а в большинстве случаев для достижения наилучших результатов 3D печати она должна составлять около 50%.
Как определить правильное расстояние от сопла до рабочего стола 3D принтера?
При правильной настройке расстояния между столом и соплом основание готовой модели должно иметь почти идеально гладкую, стеклянную поверхность. Многие предполагают, что для правильной установки расстояния между соплом и столом 3D принтера необходимо использовать измерительный щуп, но на самом деле даже он может оказаться слишком толстым. Так что стоит подумать в сторону уже зарекомендовавшей себя калибровки стола с помощью листка бумаги. Стоит использовать тонкую бумагу. Например, бумага для чеков — отличный выбор. Положите бумагу для чеков под сопло и постепенно опускайте сопло вниз, пока бумага для чеков не будет немного сопротивляться ей, когда вы попытаетесь ее выдвинуть. 3D печать на такой высоте придаст нижней части модели отличный вид и в случае высоких моделей, печать точно не собьется.
Многие предполагают, что для правильной установки расстояния между соплом и столом 3D принтера необходимо использовать измерительный щуп, но на самом деле даже он может оказаться слишком толстым. Так что стоит подумать в сторону уже зарекомендовавшей себя калибровки стола с помощью листка бумаги. Стоит использовать тонкую бумагу. Например, бумага для чеков — отличный выбор. Положите бумагу для чеков под сопло и постепенно опускайте сопло вниз, пока бумага для чеков не будет немного сопротивляться ей, когда вы попытаетесь ее выдвинуть. 3D печать на такой высоте придаст нижней части модели отличный вид и в случае высоких моделей, печать точно не собьется.
Какова максимальная высота слоя 3D печати в сравнении с размером сопла?
Вам не обязательно нужен калькулятор высоты слоя на 3D принтере, но, как правило, максимальная высота слоя составляет 50% от ширины сопла. В некоторых случаях вы можете подняться выше (возможно, 75%), но в этом случае вы должны осознавать, что можете пожертвовать надежностью.
Лучше всего поэкспериментировать с параметрами вашей модели, если вы понимаете взаимосвязь между размером сопла 3D принтера и высотой слоя, которую вы будете использовать для печати. Таким образом, для сопла 0,4 мм вам нужно будет печатать с высотой слоя 0,2 мм или до 0,3 мм. Ваш минимум должен быть около 0,1 мм. Если меньше, то по факту вы просто увеличиваете время ожидания без особой пользы (на том же сопле размером 0,4 мм).
В большинстве случаев стоит печатать более тонкие слои с меньшими диаметрами сопел и, как правило, более толстые слои с более толстыми соплами. Просто обратите внимание, что если вы печатаете более толстым диаметром сопла и с очень тонким слоем по высоте, вам нужно будет снизить настройки экструзии в слайсере, чтобы предотвратить чрезмерную подачу материала.
Также стоит отметить, что независимо от размера вы всегда должны быть уверены, что у вас всегда чистое сопло. Один из самых простых способов сделать это — использовать высококачественную чистящую нить. Вам нужно использовать всего несколько граммов его каждый раз, когда вы чистите, но это предотвратит накопление углерода со временем.
Вам нужно использовать всего несколько граммов его каждый раз, когда вы чистите, но это предотвратит накопление углерода со временем.
Так зачем мне использовать сопло 0,8 мм или толще?
Подобные размеры сопла были более распространены на старых 3D принтерах, но теперь возвращаются. Все дело в том, чтобы использовать то, что вам нужно, и не более того. Для большого количества моделей запас 0,4 мм, который, вероятно, идет в комплекте с вашим 3D принтером, может быть излишним в плане детализации.
Если вам нужна прочность и скорость, а детализация менее важны, то стоит использовать сопло 0,8 мм или даже 1,0 мм. И не забывайте, что модели, напечатанные с соплом толщиной 0,8 мм могут быть очень детализированными, так как многое зависит также от вашего 3D принтера.
Единственный небольшой недостаток может заключаться в том, что вы используете больше материала, но с более толстыми стенками детали вы, вероятно, сможете компенсировать это меньшим заполнением.
Не существует единого оптимального диаметра сопла для всех моделей, вам просто нужно принять во внимание все факторы и решить какой размер сопла вам больше походит.
Какой размер сопла следует использовать для композитных материалов?
Стоит отметить, что композитные материалы (любые нити на основе частиц, такие как древесный наполнитель, медный наполнитель, нейлон из углеродного волокна или армированный стеклом нейлон) будут вызывать проблемы с экструзией при использовании более тонкого сопла.
Это связано с тем, что в этих нитях есть частицы, которые, хотя и имеют наноразмеры, могут вызывать проблемы при прохождении через сопла диаметром менее 0,4 мм. Для композитных материалов лучше использовать сопла не менее 0,5 мм, а для любого металла, стекла или материалов из углеродного волокна вам понадобится закаленное сопло. Латунное сопло, которое идет в комплекте с вашим 3D принтером, скорее всего, не прослужит вам долго и его диаметр увеличится через несколько часов печати.
Сопло 0,5 мм из нержавеющей стали или сопло из вольфрама прослужит намного дольше для композитных материалов, но истоить, окнечно же, будет дороже.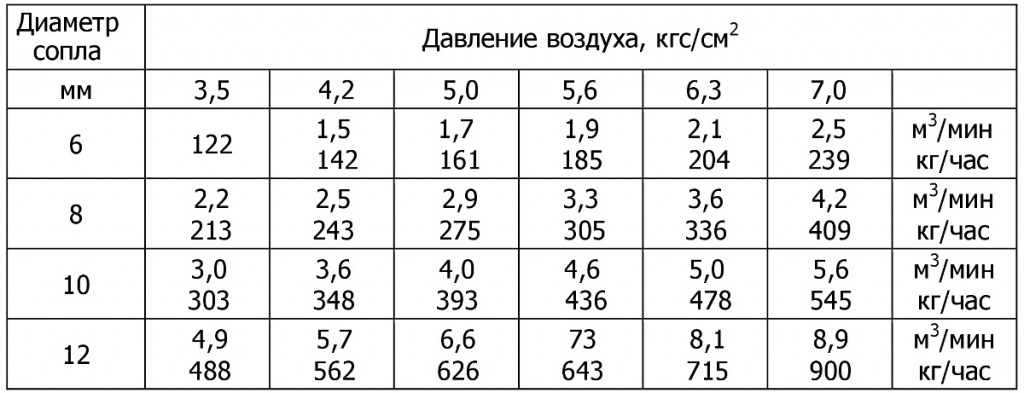
Итак, если вы все еще задаетесь вопросом: «Какой размер сопла экструдера выбрать?», вот выводы по соплу диаметром меньше стандартных 0,4 мм:
— стоит использовать для мелких детализированных моделей, если ваш 3D принтер поддерживает высокое разрешение;
— 3D печать может занять значительно больше времени, более толстые сопла могут значительно сократить время печати;
— свесы печатать сложнее, но опоры отламываются легче;
— вам нужен материал от качественного проверенного производителя, иначе сопло может легко засориться.
Сопла для 3д принтера. Часть вторая. Диаметр
Сегодня мы поговорим о диаметре сопла. На данный момент диаметры сопел очень различны. Их диаметр начинается от 0.1 мм до 1.2 мм (есть и больше, но они более редкие) В итоге мы имеем разницу между наименьшим и наибольшим диаметром больше чем в 10 раз. Возникает вопрос — для чего? Зачем компании создают сопла разного диаметра? На эти вопросы мы сегодня постараемся ответить в данной статье.
Важнейшие факторы на которые влияет диаметр сопла это высота слоя и ширина печатаемой линии. Из этих двух важнейших в 3д печати настроек вытекает очень много побочных факторов, таких как скорость печати, прочность печатаемой модели и так далее. С одной стороны, мы не меняли скорость печати. На одной и той же модели она была условных 60 мм/с, но установив сопло диаметром вдвое больше, мы можем так же значительно сократить и время печати. Но обо всем по порядку.
Начнем с главного вопроса, почему так много размеров?
Все мы используем наши 3д принтеры для разных задач, и ни одно сопло не способно выполнять все потребности всех пользователей. Кто-то печатаем максимально мелкие и детализированные объекты, кто-то печатает модели огромных размеров, для всех этих типов существует разные диаметры сопла.
Большинство принтеров в стандартной комплектации имеет предустановленное сопло с диаметром 0.4 мм, этот диаметр считается стандартным, и подходит для большинства рядовых задач. Так же это связано с тем, что большинство принтеров имеет печатный объем 200*200*200 мм. С данным объемом печатного пространства с соплом 0.4 мм даже на максимальном разрешении печать не займет слишком много времени. Но бывают и исключения, такие как принтеры компании Picaso Designer поставляются с соплом 0.3 мм, т.к. принтер и позиционируется как инструмент для печати объектов с максимальным качеством и детализацией.
Так же это связано с тем, что большинство принтеров имеет печатный объем 200*200*200 мм. С данным объемом печатного пространства с соплом 0.4 мм даже на максимальном разрешении печать не займет слишком много времени. Но бывают и исключения, такие как принтеры компании Picaso Designer поставляются с соплом 0.3 мм, т.к. принтер и позиционируется как инструмент для печати объектов с максимальным качеством и детализацией.
Как мы уже писали, диаметр сопла влияет на высоту слоя (layer height), как же его рассчитать? Формула проста Высота слоя = диаметр сопла/ 2~4. То есть при диаметре сопла 0.4 мм минимальная высота слоя будет составлять 0.1 мм, а максимальная 0.2 мм. При этих значениях ваши модели будут получаться максимально качественными. Есть время и хочется больше детализации ставим слой поменьше; нужно напечатать срочно, и неважен внешний вид, ставим максимальную высоту слоя, которое позволяет ваше сопло.
Диаметр сопла также влияет на ширину линии, это позволяет печатать детали намного быстрее, а так же сделать модель прочнее. Обычно сопло может выдавить линию шире в 2 раза чем диаметр сопла. Что это значит? Это означает что вы можете печатать детали в несколько раз быстрее не меняя при этом сопло, а так же увеличить прочность детали. Одним из интересных вариантов является увеличение ширины линии на внутреннем контуре стенки и заполнении, при сохранении стандартного значения ширины линии внешнего контура. При этом уменьшение ширины линии меньше диаметра сопла не рекомендуется. В этом случае начинается образование непропечатанных частей.
Обычно сопло может выдавить линию шире в 2 раза чем диаметр сопла. Что это значит? Это означает что вы можете печатать детали в несколько раз быстрее не меняя при этом сопло, а так же увеличить прочность детали. Одним из интересных вариантов является увеличение ширины линии на внутреннем контуре стенки и заполнении, при сохранении стандартного значения ширины линии внешнего контура. При этом уменьшение ширины линии меньше диаметра сопла не рекомендуется. В этом случае начинается образование непропечатанных частей.
Влияние ширины линии на прочность детали протестировал CNC Kitchen на своем канале он выложил видео с тестами. Тестируемые детали выглядят так:
Тест проводился на крюках четырех видов. С печатью линиями 100% ширины сопла 0.4 мм (то есть ширина линии тоже 0.4 мм), 100% в 4 периметра, 3 периметра по 133%, а также 2 периметра по 200%.
Тест показал что максимальной прочности получилось добиться именно на детали напечатанной двумя периметрами по 200% ширины линии.
Что же будет если мы установим сопло диаметром меньше стандартных 0.4 мм. Ширину печатаемой линии можно уменьшить вплоть до 0.1 мм и высоту слоя до 0.05 мм, что является невероятным показателем для FDM принтеров. В данном случае и печать каждого кубического сантиметра будет занимать целую вечность.
Что по поводу влияния установленного сопла на систему и на печать. При уставки сопла с диаметром больше или меньше стандартного нужно оценить возможность его установки. Ведь если вы планируете установить сопло большего диаметра, то вам нужна более мощная система обдува и охлаждения экструдера. Если ваша система не готова к этому для нормальной печати вам придется снижать скорость печати, а возможно вы получите неприятные артефакты печати, такие как недоэкструзия или потеки от недостаточного охлаждения.
Уставка сопла с меньшим диаметром может увеличить нагрузку на экструдер. В данном случае лучше всего использовать редукторный экструдер. Так же сопла с диаметром меньше 0.4 мм очень часто засоряются, ими практически невозможно печатать композитными материалами, такими как Wood, Carbon.
Это все, что мы хотели рассказать о соплах с различным диаметром. У нас на сайте представлены сопла размером от 0.2 мм до 1 мм, их можно найти во вкладке Комплектующие.
И как всегда, надеемся что данная стать была полезна для вас, следующая статья будет о соплах из разных материалов.
Сопло для 3D-принтера, как выбрать диаметр и настроить печать
Каждый, кто интересуется 3D-печатью, не мог в один прекрасный день не задаться вопросом: какое сопло для 3D-принтера лучше? Не в смысле марки и производителя, а по толщине, точнее — по внутреннему диаметру. На первый взгляд может показаться, что ответ очень прост и все зависит главным образом от того, какая требуется точность. Это, конечно, так, но только отчасти, и у каждого хорошего решения всегда имеется оборотная сторона. Давайте попробуем разобраться.
Это, конечно, так, но только отчасти, и у каждого хорошего решения всегда имеется оборотная сторона. Давайте попробуем разобраться.Печать подложки: высота слоя 0,04 мм (40 мкм) сопло 0,3 мм
Маленькое сопло — это тонко
Да, самое главное, конечно, что через маленькие сопла можно выдуть гораздо более детально проработанное произведение. Интересно, что, например, через сопло 0,4 мм можно вполне пропечатывать детали поперечником меньше 0,4 мм. Происходит это чудо потому, что со временем система естественным образом забивается, так что получаем ситуацию «несчастье помогло». Разумеется, ненадолго. И сопло на 0,3 в штатном режиме дает ощутимо лучший результат, в частности, получаются тоньше слои и резче углы.
Еще одно огромное достоинство маленьких сопел — лучшее заполнение. Речь идет о такой типичной проблеме 3D-печати, как пустоты, не только те, которые возникают из-за некачественной нити и пузырей. Это можно проиллюстрировать таким примером. Предположим, вы хотите сложить стену толщиной 70 см из кирпичей толщиной 30 см. Понятно, что либо будет пустое пространство, либо, что для 3D-печати еще хуже, — выступы. Если кирпичи тоньше — шансов на успех больше. А еще крайней важно, что стена (т.е. распечатанный объект) получается более прочной! И чисто эстетический момент: очень уж заметна разница в качестве поверхности даже при уменьшении диаметра на 0,1 мм.
Предположим, вы хотите сложить стену толщиной 70 см из кирпичей толщиной 30 см. Понятно, что либо будет пустое пространство, либо, что для 3D-печати еще хуже, — выступы. Если кирпичи тоньше — шансов на успех больше. А еще крайней важно, что стена (т.е. распечатанный объект) получается более прочной! И чисто эстетический момент: очень уж заметна разница в качестве поверхности даже при уменьшении диаметра на 0,1 мм.
Стандартная шариковая ручка.
Маленькое сопло — это нудно
3D-печать методом послойного моделирования — процесс и так не быстрый, но если еще и сопло маленькое, результата можно и не дождаться. Какой-нибудь объект размером со спичечный коробок через сопло 0,3 мм распечатывается полчаса, а то и дольше, и нельзя сказать, что с безупречным качеством.
От диаметра сопла зависит и максимальная толщина слоя. Теоретически, если слой будет более 80% от толщины выдавливаемой нити, нить просто не прилипнет к предыдущей плоскости. Для отличного сопла диаметром 0,3 мм максимальной толщиной слоя будет хотя бы 0,2 мм. Но даже и в этом случае, если что-то где-то недодавилось, сразу же получаем дыры. Экспериментальным путем установлено, что сопло такого диаметра требует слоя в 0,18 мм, тогда результат получается удовлетворительным. Конечно, многое зависит от всего механизма принтера, от экструдера и т.п., — но в нашем случае оказалось именно так. Мы использовали пластик PLA.
Для отличного сопла диаметром 0,3 мм максимальной толщиной слоя будет хотя бы 0,2 мм. Но даже и в этом случае, если что-то где-то недодавилось, сразу же получаем дыры. Экспериментальным путем установлено, что сопло такого диаметра требует слоя в 0,18 мм, тогда результат получается удовлетворительным. Конечно, многое зависит от всего механизма принтера, от экструдера и т.п., — но в нашем случае оказалось именно так. Мы использовали пластик PLA.
А теперь предположим, что наш объект имеет высоту 40 мм — маленький совсем. На распечатку одного слоя уходит «всего» 10 секунд. Можно, конечно, и быстрее, но тогда слои будут растекаться. Слоев толщиной 0,15 мм понадобится 266, толщиной 0,25 (это для сопла на 0,4) — 160. То есть из-под более тонкого сопла наш малюсенький предмет выйдет через 44 минуты, а если расширить сопло на 0,1 мм — уже за 27. А если еще учесть, что брак чаще случается при печати более тонкими соплами, то эффективное время становится просто неприличным.
Разумеется, сопло меньшим диаметром создает мелкие детали, но насколько сложно и хлопотно это бывает!
Маленькое сопло — это ненадежно
Если вы используете маленькое сопло, у вас нет права на ошибку. Мельчайшая пылинка может привести к катастрофе, хорошо еще, если не с принтером. Маленькие сопла не любят некачественную нить с непостоянным диаметром, требования к температуре — тоже своего рода ребус.
Разумеется, через меньшее отверстие продавливается меньше пластика, а поскольку с тонким соплом хочется получить более тонкое качество, скорость печати приходится замедлять. Но тогда возникает риск, что тепло будет подниматься по нагретой нити вверх, нить будет размягчаться и плавиться где-то в экструдере, на подходах, и все может засориться так, что мало не покажется. Но даже если удастся избежать возникновения таких пробок, для более тонкого сопла требуется более мощный экструдер, при этом с очень точным подающим механизмом.
Еще одна проблема, возникающая из-за низкой скорости: сами сопла могут заново нагревать предыдущий слой, и результат будет несколько «заплаканный». Попытка снизить температуру для улучшения качества печати нередко приводит к тому, что частички пыли и прочие конкреции недопродавливаются экструдером. Если сопло не абсолютно чистое, иногда оно брызгается большими некрасивыми кляксами, что никак не способствует хорошему внешнему виду объекта.
Можно, конечно, увеличить скорость, чтобы избежать хотя бы проблем с перегревом, но тогда все в сильнейшей мере зависит от точности и надежности механики принтера, а также от настроек программы. Беда только, что надежность современных 3D-принтеров — не самая их сильная сторона. А еще при повышенных скоростях разбалтываются крепления, т.е. в некотором роде возникает дилемма: или продлить жизнь принтеру, или продолжать мучить его узкими соплами.
Так нужны ли эти маленькие сопла вообще?
Нужны, конечно, но только для действительно тонких работ. В целом высокого качества можно добиваться и при использовании сопел большего размера. Если же вы решились работать с маленькими, надо иметь уйму времени, чтобы точно настроить принтер, программу, правильно подобрать нить а потом дожить до результата. И привод при этом должен быть исключительно надежен, нить — абсолютно ровной, пластик и головка — совершенно чистыми, слои — достаточно тонкими и т.д. и т.п.
Многим этого в конце концов удается добиться, но даже тогда нет никаких гарантий, что все всегда будет получаться гладко.
Надо понимать, что сопла диаметром 0,3 мм — это не что-то необычное, они довольно распространены, и 0,2 тоже раритетом не является. Поэтому вопросы об их эффективности актуальны. Но 0,4 — это вполне достойный даже и не для начинающего компромисс между качеством и скоростью.
Вот такое несколько однобокое обсуждение получилось. Теперь совершенно естественным образом возникает другой вопрос: а что можно сказать хорошего про большие сопла и толстые нити? Можно, и немало, но это, как говорится, уже совсем другая история.
Сопло FDM 3D-принтера
Сопло 3D-принтера — небольшая, но крайне важная деталь, от которой зависит, как именно расплавленная пластиковая нить будет формировать печатные слои. Это часть экструдера — блока, ответственного за расплавление и нанесение пластика. Для того, чтобы 3D-печатные изделия имели стабильно высокое качество, необходимо следить за состоянием сопла.
А чтобы быть уверенным в физическом состоянии детали, следует понимать принцип её работы. Читайте статью, из которой вы узнаете, как правильно использовать сопло экструдера.
Содержание
Что такое сопло 3D-принтера
Источник: shopee.com.my
Сопло 3D-принтера — та часть экструдера, через которую расплавленный филамент поступает на печатный стол. От качества, материала и диаметра сопла зависит, какие материалы можно использовать в 3D-принтере и насколько качественной получится пластиковая модель.
На большинстве FDM 3D-принтеров существует возможность менять сопла в зависимости от цели печати. Хотя эти детали относительно универсальные, и не так часто возникает потребность в их замене, пользователю следует разбираться в различных системах и уметь устранять текущие сложности, чтобы избегать сложных проблем в работе экструдера.
Принцип действия сопла
Сопло в 3D-принтере — это небольшой элемент со сквозным отверстием, который ввинчен в нагревательный кубик и является частью хот-энда. Нить филамента поступает в экструдер и попадает в тепловую камеру, где за короткое время происходит плавление материала. К тепловой камере примыкает сопло, через которое жидкий филамент поступает на печатный стол. Когда обсуждают возможности сопла 3D-принтера, учитывают два основных параметра: диаметр отверстия и материал сопла.
Чаще всего используются сопла с диаметром отверстия 0,4 мм из латуни. Латунь — дешевый материал, отлично подходит для печати распространенными пластиками, такими как PLA и ABS. Однако следует учитывать, что при печати “экзотическими” материалами, например — светящимся в темноте PLA или металликами, мягкость латуни может привести к проблемам в печати.
Источник: all3dp.com
Из-за непрерывной экструзии филамента, содержащего твердые частицы, внутренние каналы сопла шлифуются, протачиваются, и постепенно сопло приходит в негодность. Это приводит к снижению однородности поступающего из сопла расплавленного пластика, что, в свою очередь, влияет на качество 3D-печати. Для печати материалами с повышенной абразивностью или высокой температурой плавления предпочтительны сопла из более твердых материалов.
Материалы сопла
Латунь
Источник: pinterest.ru
Дешевые и простые в изготовлении, латунные сопла — эффективные решения для настольных 3D-принтеров. Латунь — самый мягкий из всех используемых для изготовления этой детали материалов. Металл легко обрабатывать, это дешевый и доступный материал, что и обуславливает его распространение.
Источник: jakmachinery.com
Особенности латунного сопла:
-
Высокая теплопроводность;
-
Устойчивость к коррозии;
-
Низкая стойкость к истиранию;
-
Оптимальное применение: «мягкие» пластиковые нити, такие как PLA, ABS и PETG; нити, не содержащие добавок.
Сопло из нержавеющей стали
Источник: walmart.ca
На некоторых 3D-принтерах по умолчанию установлены сопла из нержавеющей стали. Этот материал тверже латуни. Использование сопла из нержавеющей стали позволяет печатать армированными филаментами, усиленными такими твердыми частицами, как углеродное волокно и металл. Даже на протяжении длительного периода времени не возникнет эрозия сопла и, соответственно, не ухудшится качество печати.
Недостатком стали, по сравнению с латунью, является её низкая теплопроводность. Это может привести к нестабильной скорости экструзии нити, особенно при больших размерах сопла.
Особенности нержавеющего сопла:
-
Низкая теплопроводность;
-
Устойчивость к коррозии;
-
Высокая стойкость к истиранию;
-
Оптимальное применение: печать пластиками, содержащими твердые добавки.
Сопло из рубина
На рынке 3D-принтеров появляются альтернативные разработки. Одной из них является сопло Olsson Ruby. Разработанный Андерсом Олссоном, инженером-исследователем из Уппсальского университета в Швеции, этот тип сопла был предназначен для эксперимента по 3D-печати содержащими карбид бора филаментами — после использования всего одного килограмма такого пластика стандартные латунные и стальные сопла приходили в негодность.
Источник: olssonruby.com
Олссон создал Olsson Ruby. Это сопло из латуни с рубиновым наконечником — оно сохраняет теплопроводность латуни и обладает исключительной стойкостью к истиранию. Пока такое решение чрезвычайно дорого, поэтому рубиновое сопло не нашло широкого распространения, существует мало данных относительно производительности детали при длительном использовании.
Источник: olssonruby.com
Особенности рубинового сопла:
-
Высокая теплопроводность;
-
Устойчивость к коррозии;
-
Исключительная стойкость к истиранию;
-
Оптимальное применение: печать высокоабразивными материалами.
Сопло из карбида вольфрама
Источник: dyzedesign.com
Еще одна новинка на рынке — сопло для 3D-принтера из карбида вольфрама. Эту деталь производит канадская компания DyzeDesign. Идея была заимствована из тяжелой горнодобывающей промышленности, где керамика из соединений вольфрама используется для резки металлов и бурения горных пород. Карбид вольфрама сочетает в себе твердость, стойкость к истиранию и высокую теплопроводность. Изначально проект был представлен на Kickstarter, а теперь приобрести такое сопло можно на сайте производителя. Сопло из карбида вольфрама стоит дешевле, чем Olsson Ruby, но всё равно существенно дороже латунных и стальных. Соответственно, рекомендовать покупку можно только для случаев, где доказана неэффективность стандартных сопел.
Источник: dyzedesign.com
Особенности сопла из карбида вольфрама:
Высокая теплопроводность;
Высокая стойкость к истиранию;
Устойчивость к коррозии;
Оптимальное применение: печать высокоабразивными материалами.
Размеры сопла
Источник: walmart.ca
Диаметр сопла влияет на степень детализации напечатанных объектов, определяя не только ширину линий, но и рекомендуемую высоту слоя. При печати с использованием сопла для 3D-принтера с диаметром отверстия 0,15 мм можно достичь более высокого разрешения по осям X и Y (по сравнению со стандартным соплом 0,4 мм). В теории, более тонкие линии позволяют точнее создать острые углы, однако такой результат будет получен только на хорошо откалиброванном 3D-принтере, так как зависит от работы его механики.
Для оптимального качества печати следует установить высоту слоя на уровне 25-50% диаметра сопла. Это обеспечивает лучшее сцепление между напечатанными слоями. Например, со стандартным соплом для 3D-принтера в 0,4 мм рекомендуется печатать с высотой слоя 0,1–0,2 мм. Для получения качественного результата при печати сверхтонких слоев, высотой менее 0,05 мм, потребуется сопло 3D-принтера диаметром 0,2 мм.
К недостаткам использования сопла меньшего диаметра можно отнести:
-
высокую вероятность засорения,
-
существенное увеличение времени печати, т.к. печатающей головке требуется большее количество проходов, чтобы покрыть такое же расстояние, которое большее сопло выполняет за меньшее количество ходов.
Сопла увеличенного диаметра также имеют свои достоинства и недостатки. Применение сопла с диаметром отверстия 0,8 мм может даже улучшить результат печати, если печатаемая модель не подразумевает высокой детализации. Более широкая экструзия сокращает время печати: например, на печать стенки толщиной 0,8 мм потребуется половина времени, необходимого для печати стенки в две линии с 0,4 мм.
При экструзии увеличенного диаметра слои лучше склеиваются, что повышает прочность напечатанных изделий. Указанные преимущества позволяют использовать большие сопла для быстрого прототипирования, когда точность мелких деталей не имеет большого значения.
Обратная сторона использования сопел с большим диаметром отверстия — снижение разрешения. Более толстые линии экструдированного пластика не способны передать мелкие детали в точности.
Итого
От правильного выбора сопла для 3D-принтера зависит качество и скорость 3D-печати, и тут под качеством мы подразумеваем как детализацию и точность пластиковой модели, так и ее структурную прочность. Практически 99% 3D-принтеров оснащены латунными или стальными соплами, но в последние годы исследовательские компании выпускают детали из альтернативных материалов, увеличивающие возможности 3D-печати.
Купите сопла для 3D-принтера в Top 3D Shop — приобретите качественные комплектующие от проверенных поставщиков, с гарантией и техподдержкой.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Подбор сопла (дюзы) для краскопульта
Для того чтобы рационально расходовать ЛКМ, важно правильно подобрать сопло и знать основные особенности техпроцесса и окрашиваемого материала. Выбор правильного сопла особенно важен для достижения максимальной производительности, так как сопло определяет поток жидкости и размер пятна распыла. Использование правильного сопла обеспечивает максимальный контроль и минимальный перерасход краски, что означает более высокую скорость работы.
Выбор правильного сопла очень важен для получения качественного покрытия независимо от того, какой материал наносится. Следует уточнить, чтобы правильно выбрать окрасочное сопло, необходимо учесть несколько факторов; вязкость материала, максимальный расход окрасочного материала и наилучший размер отпечатка.
Во-первых , убедитесь, что расход лакокрасочного материала сопла сопоставим с производительностью окрасочного аппарата. А также, что окрасочный пистолет поддерживает данный вид сопла. Например, сопло размером 0,017” имеет расход лакокрасочного материала 1,17 л/мин. Аппарат должен обладать не меньшей производительностью.
Во-вторых, определите тип материала для нанесения. Более низкая вязкость материала требует сопла с меньшим диаметром. Более вязкие материалы, как латекс, требуют сопла с большим диаметром. Для ЛКМ на основе смол, уретанов, полимеров, битумных и эпоксидных материалов требуются сопла размером больше чем 0,079”.
Подобрать сопло (форсунку) в нашем каталоге
Сопла для пневматических краскопультов
| Применение (материал) | Маркировка сопла | |||
| Базовые эмали | 1,3 – 1,4мм | |||
| Акриловые эмали и прозрачные лаки | 1,4 — 1,5мм | |||
| Жидкие первичные грунты | 1,3 — 1,5мм | |||
| Грунты-наполнители | 1,7 — 1,8мм | |||
| Жидкие шпатлёвки | 2 — 3мм | |||
| Антигравийные покрытия (специальный распылитель антигравийных материалов) | 6мм |
Сопла ACF3000 для комбинированных безвоздушных краскопультов
| Применение (материал) | Щелевой Фильтр | Цвет фильтра | Маркировка сопла |
| Природные красители | Щелевой фильтр 200 ячеек | X | 7/10 7/20 7/40 |
| Бесцветные лаки | Щелевой фильтр 200 ячеек | X | 9/20 9/30 9/40 9/50 9/60 |
| Лаки на основе синтетических смол. Лаки на основе PVC | Щелевой фильтр 100, 200 ячеек | X | 11/10 -11/80 |
| Лаки. Грунтовочные лаки. Грунтовки. Наполнители | Щелевой Фильтр 100 ячеек | XX | 13/10-13/80 |
| Наполнители. Антикоррозионные краски | Щелевой Фильтр 60, 100 ячеек | XX | 15/10-15/80 |
| Антикоррозионные краски. Латексные краски | Щелевой Фильтр 60, 100 ячеек | XX | 17/20-17/80 |
| Антикоррозионные краски. Латексные краски | Щелевой Фильтр 60 ячеек | XX | 19/20-19/80 |
| Клей. Цинконаполненные краски. Флуоресцентные краски | Щелевой Фильтр 60 ячеек | X | 21/20-21/80 23/40-23/80 25/40-25/80 27/70-27/80 29/40-29/80 31/40-31/80 3/40-35/80 |
Маркировка:
Например, сопло 7*/10**
*проходное сечение ( 7 – 0.007 дюйма или 0.18 мм)
** угол распыления (10 градусов, что равняется 5см факела)
0,007″ — 0,011″ — для покраски деревянных изделий лаками и
морилками, для нанесения жидких грунтов, для нанесения красок вязкостью похожей
на воду.
0,011″ — 0,013″ — для нанесения красок на окна и двери, для
покраски мебельных фасадов, для покраски лакокрасочными материалами низкой
вязкости.
0,015″ — 0,017″ — для нанесения грунтов, масляных красок и
красок при покраске вагонов, автокранов, в авиастроении, при покраске
вертолетов, при нанесении красок, например, ПФ 115 или ГФ 021
0,019″ — 0,023″ — для нанесения фасадных красок,
антикоррозионных покрытий, цинконаполненных составов типа (Цинол, Цинотан),
жидкой теплоизоляции (типа Корунд, Атсратек), огнезащиты по дереву или по
металлу.
0,023″ — 0,031″ — для нанесения огнезащитных составов для
металла, например, Вуп 2, Феникс, Протерм Стил, Нулифаер, Огракс, Уникум,
Джокер , Крауз и им подобных. Также данными соплами наносятся гидроизоляционные
материалы, например, Гипердесмо
0,033″ — 0,067″ — для нанесения вязких, пастообразных составов,
сверх вязких или тягучих огнезащитных составов, гидроизоляции, распыляемой
безвоздушным способом шпатлевки.
Сопла для безвоздушных краскопультов
Применение | Маркировка сопла | Внутр. диаметр, дюймы (мм) | Угол распыления | Ширина струи * | Цвет фильтра |
Водорастворимые и содержащие растворители лаки и эмалевые краски, масла, разделительные средства | 107 | 0,007 (0,18) | 10 ° | 100 | X |
207 | 0,007 (0,18) | 20 ° | 120 | X | |
307 | 0,007 (0,18) | 30 ° | 150 | X | |
407 | 0,007 (0,18) | 40 ° | 190 | X | |
109 | 0,009 (0,23) | 10 ° | 100 | X | |
209 | 0,009 (0,23) | 20 ° | 120 | X | |
309 | 0,009 (0,23) | 30 ° | 150 | X | |
409 | 0,009 (0,23) | 40 ° | 190 | X | |
509 | 0,009 (0,23) | 50 ° | 225 | X | |
609 | 0,009 (0,23) | 60 ° | 270 | X | |
Синтетические порошкообразные лаки, лаки ПВХ | 111 | 0,011 (0,28) | 10 ° | 100 | X |
211 | 0,011 (0,28) | 20 ° | 120 | X | |
311 | 0,011 (0,28) | 30 ° | 150 | X | |
411 | 0,011 (0,28) | 40 ° | 190 | X | |
511 | 0,011 (0,28) | 50 ° | 225 | X | |
611 | 0,011 (0,28) | 60 ° | 270 | X | |
Лаки, лаки первого покрытия, грунтовочные лаки, наполнители | 113 | 0,013 (0,33) | 10 ° | 100 | XX |
213 | 0,013 (0,33) | 20 ° | 120 | XX | |
313 | 0,013 (0,33) | 30 ° | 150 | XX | |
413 | 0,013 (0,33) | 40 ° | 190 | XX | |
513 | 0,013 (0,33) | 50 ° | 225 | XX | |
613 | 0,013 (0,33) | 60 ° | 270 | XX | |
813 | 0,013 (0,33) | 80 ° | 330 | XX | |
Наполнители, антикоррозионная краска | 115 | 0,015 (0,38) | 10 ° | 100 | X |
215 | 0,015 (0,38) | 20 ° | 120 | X | |
315 | 0,015 (0,38) | 30 ° | 150 | X | |
415 | 0,015 (0,38) | 40 ° | 190 | X | |
515 | 0,015 (0,38) | 50 ° | 225 | X | |
615 | 0,015 (0,38) | 60 ° | 270 | X | |
715 | 0,015 (0,38) | 70 ° | 300 | X | |
815 | 0,015 (0,38) | 80 ° | 330 | X | |
Антикоррозионная краска, латексная краска, дисперсии | 117 | 0,017 (0,43) | 10 ° | 100 | X |
217 | 0,017 (0,43) | 20 ° | 120 | X | |
317 | 0,017 (0,43) | 30 ° | 150 | X | |
417 | 0,017 (0,43) | 40 ° | 190 | X | |
517 | 0,017 (0,43) | 50 ° | 225 | X | |
617 | 0,017 (0,43) | 60 ° | 270 | X | |
717 | 0,017 (0,43) | 70 ° | 300 | X | |
817 | 0,017 (0,43) | 80 ° | 330 | X | |
219 | 0,019 (0,48) | 20 ° | 120 | X | |
319 | 0,019 (0,48) | 30 ° | 150 | X | |
419 | 0,019 (0,48) | 40° | 190 | X | |
519 | 0,019 (0,48) | 50 ° | 225 | X | |
619 | 0,019 (0,48) | 60 ° | 270 | X | |
719 | 0,019 (0,48) | 70 ° | 300 | X | |
819 | 0,019 (0,48) | 80 ° | 330 | X | |
919 | 0,019 (0,48) | 90 ° | 385 | X | |
Огнезащита | 221 | 0,021 (0,53) | 20 ° | 120 | X |
321 | 0,021 (0,53) | 30 ° | 150 | X | |
421 | 0,021 (0,53) | 40 ° | 190 | X | |
521 | 0,021 (0,53) | 50 ° | 225 | X | |
621 | 0,021 (0,53) | 60 ° | 270 | X | |
721 | 0,021 (0,53) | 70 ° | 300 | X | |
| 0,021 (0,53) | 80 ° | 330 | X | |
921 | 0,021 (0,53) | 90 ° | 385 | X | |
Кровельные 821 покрытия | 223 | 0,023 (0,58) | 20 ° | 100 | X |
323 | 0,023 (0,58) | 30 ° | 120 | X | |
423 | 0,023 (0,58) | 40 ° | 150 | X | |
523 | 0,023 (0,58) | 50 ° | 190 | X | |
623 | 0,023 (0,58) | 60 ° | 225 | X | |
723 | 0,023 (0,58) | 70 ° | 300 | X | |
823 | 0,023 (0,58) | 80 ° | 330 | X | |
Толстопленочные материалы, защита от коррозии, шприцевая шпаклевка | 225 | 0,025 (0,64) | 20 ° | 120 | X |
325 | 0,025 (0,64) | 30 ° | 150 | X | |
425 | 0,025 (0,64) | 40 ° | 190 | X | |
525 | 0,025 (0,64) | 50 ° | 225 | X | |
625 | 0,025 (0,64) | 60 ° | 270 | X | |
725 | 0,025 (0,64) | 70 ° | 300 | X | |
825 | 0,025 (0,64) | 80 ° | 330 | X | |
227 | 0,027 (0,69) | 20 ° | 150 | XX | |
427 | 0,027 (0,69) | 40 ° | 190 | XX | |
527 | 0,027 (0,69) | 50 ° | 225 | XX | |
627 | 0,027 (0,69) | 60 ° | 270 | XX | |
827 | 0,027 (0,69) | 80 ° | 330 | XX | |
529 | 0,029 (0,75) | 50 ° | 225 | XX | |
629 | 0,029 (0,75) | 60 ° | 270 | XX | |
231 | 0,029 (0,75) | 20 ° | 120 | XX | |
331 | 0,029 (0,75) | 30 ° | 150 | XX | |
431 | 0,029 (0,75) | 40 ° | 190 | XX | |
531 | 0,029 (0,75) | 50 ° | 225 | XX | |
631 | 0,029 (0,75) | 60 ° | 270 | XX | |
731 | 0,029 (0,75) | 70 ° | 300 | XX | |
831 | 0,029 (0,75) | 80 ° | 330 | XX | |
433 | 0,033 (0,84) | 40 ° | 190 | XX | |
533 | 0,033 (0,84) | 50 ° | 225 | XX | |
633 | 0,033 (0,84) | 60 ° | 270 | XX | |
235 | 0,035 (0,90) | 20 ° | 120 | XX | |
335 | 0,035 (0,90) | 30 ° | 150 | XX | |
435 | 0,035 (0,90) | 40 ° | 190 | XX | |
535 | 0,035 (0,90) | 50 ° | 225 | XX | |
635 | 0,035 (0,90) | 60 ° | 270 | XX | |
735 | 0,035 (0,90) | 70 ° | 300 | XX | |
835 | 0,015 (0,38) | 80 ° | 330 | XX | |
539 | 0,039 (0,99) | 50 ° | 225 | XX | |
Применение в тяжелых условиях | 243 | 0,043 (1,10) | 20 ° | 120 | X |
443 | 0,043 (1,10) | 40 ° | 190 | X | |
543 | 0,043 (1,10) | 50 ° | 225 | X | |
252 | 0,052 (1,30) | 20 ° | 120 | X | |
552 | 0,052 (1,30) | 50 ° | 225 | X | |
261 | 0,061 (1,55) | 20 ° | 120 | X | |
461 | 0,061 (1,55) | 40 ° | 190 | X | |
263 | 0,063 (1,60) | 20 ° | 120 | X | |
463 | 0,063 (1,60) | 40 ° | 190 | X | |
267 | 0,067 (1,70) | 20 ° | 120 | X | |
467 | 0,067 (1,70) | 40 ° | 190 | X |
Маркировка сопла
Дает пояснения касательно угла распыления и внутреннего диаметра
Пример: сопло 517
Угол распыления 50 градусов
Внутренний диаметр 0,017 дюйма
Ширина струи
Идеальное расстояние до объекта составляет примерно 30 см
Угол сопла определяет ширину струи: например, 225 мм в случае сопла 517
Таблица размеров сопел — методика подбора сопел
Таблица размеров сопел — методика подбора сопелОКРАСОЧНОЕ ОБОРУДОВАНИЕ
Екатеринбург: +7(343) 383-29-74; +7(343) 382-92-05 Представительство в г. Тюмень: +7(3452) 96-72-94
Профессиональные окрасочные аппараты и электрические краскопульты
Продукция
Новости
15-06-2016Начато производство инновационного окрасочного аппарата EP7205
Разработан первый в мире портативный окрасочный аппарат высокой производительности со спаренным насосом поршневого типа. Характеристики окрасочного аппарата безвоздушного распыления EP7205 Мощность: 2500 ВТ Напряжение: 220 В Частота: 50 Hz Производительность: 5 л/мин Вес: 23 КГ Особенности: 1. Высокая производительность, не характерная для портативной техники. 2. Спаренный поршневой насос. 3. Снижение пульсации более чем на 50%, что лучшим образом влияет на эффект распыления.
Главная » Статьи » Таблица размеров сопел
|
Диаметр сопла, мм |
Ширина факела, мм | |||||||
| 100- | 150- | 200- | 250- | 300- | 350- | 400- | 450- | |
| 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |
| 0.23 | 209 | 309 | 409 | 509 | 609 | — | — | — |
| 0.28 | 211 | 311 | 411 | 511 | 611 | — | — | — |
| 0.33 | 213 | 313 | 413 | 513 | 613 | 713 | 813 | — |
| 0.38 | 215 | 315 | 415 | 515 | 615 | 715 | 815 | — |
| 0.43 | 217 | 317 | 417 | 517 | 617 | 717 | 817 | 917 |
| 0.46 | 219 | 319 | 419 | 519 | 619 | 719 | 819 | 919 |
| 0.53 | 221 | 321 | 421 | 521 | 621 | 721 | 821 | 921 |
| 0.58 | 223 | 323 | 423 | 523 | 623 | 723 | 823 | 923 |
| 0.64 | 225 | 325 |
425 |
525 | 625 | 725 | 825 | 925 |
| 0.69 | — | 327 | 427 | 527 | 627 | 727 | 827 | 927 |
| 0.74 | — | 329 | 429 | 529 | 629 | 729 | 829 | 929 |
| 0.79 | — | 331 | 431 | 531 | 631 | 731 | 831 | 931 |
| 0.84 | — | 333 | 433 | 533 | 633 | 733 | 833 | 933 |
| 0.89 | — | 335 | 435 | 535 | 635 | 735 | 835 | 935 |
| 0.99 | — | 339 | 439 | 539 | 639 | 739 | 839 | 939 |
| 1.09 | — | 343 | 443 | 543 | 643 | 743 | 843 | 943 |
| 1.14 | — | — | 445 | 545 | 645 | 745 | — | — |
| 1.19 | — | — | 447 | 547 | 647 | 747 | — | — |
| 1.24 | — | — | 449 | 549 | 649 | 749 | — | — |
| 1.30 | — | — | 451 | 551 | 651 | 751 | — | — |
| 1.35 | — | — | 453 | 553 | 653 | 753 | — | — |
| 1.40 | — | — | 455 | 555 | 655 | 755 | — | — |
| 1.60 | — | — | 463 | 563 | 663 | 763 | — | — |
| 1.65 | — | — | 465 | 565 | 665 | 765 | — | — |
|
ЛКМ средней вязкости на основе растворителей (уайт-спирита, сольвента) и воды |
|
|
ЛКМ на основе масел |
|
|
Латексные ЛКМ |
|
|
Акрилатные ЛКМ, акрилатно-латексные ЛКМ, латексные ЛКМ высокой вязкости |
|
|
ЛКМ на основе смол, уретанов, полимеров, битумных, эпоксидных, эпокси-виниловых материалов |
| Диаметр сопла, мм | Расход ЛКМ, л/мин | Фильтр для пистолета | |||
| 0,23 | 0,34 | + | . | . | . |
| 0,28 | 0,45 | + | . | . | . |
| 0,33 | 0,68 | + | + | . | . |
| 0,38 | 0,91 | . | + | . | . |
| 0,43 | 1,17 | . | + | . | . |
| 0,46 | 1,44 | . | . | + | . |
| 0,53 | 1,78 | . | . | + | . |
| 0,58 | 2,16 | . | . | + | . |
| 0,64 | 2,54 | . | . | + | . |
| 0,69 | 2,91 | . | . | + | + |
| 0,74 | 3,41 | . | . | + | + |
| 0,79 | 3,90 | . | . | + | + |
| 0,84 | 4,43 | . | . | + | + |
| 0,89 | 4,49 | . | . | + | + |
| 0,99 | 6,17 | . | . | + | + |
| 1,09 | 7,31 | . | . | . | + |
| 1,14 | 8,21 | . | . | . | + |
| 1,19 | 9,93 | . | . | . | + |
| 1,24 | 9,73 | . | . | . | + |
| 1,30 | 10,56 | . | . | . | + |
| 1,35 | 11,36 | . | . | . | + |
| 1,40 | 12,30 | . | . | . | + |
| 1,60 | 16,12 | . | . | . | + |
| 1,65 | 16,77 | . | . | . | + |
Трёхзначное число, указанное на грифе сопла, обозначает размер сопла. Например 519.
Первое число указывает на ширину угла факела распыления в угловых градусах. В данном случае — 500.
Вторые два числа указывают на диаметр сопла — в тысячных долях дюйма. Дюйм равен 25,4 мм, соответственно , у сопла 519 в нашем случае диаметр сопла 0,019″ равный 0,48 мм. Диаметр сопла определяет расход материала и, соответственно, количество наносимой на поверхность краски. Правильное положение пистолета — перпендикулярно поверхности на расстоянии 300 мм от неё.
Для работы на пониженном давлении рекомендуем использовать сопла зеленого цвета Graco FF LP RAC X.
Когда вы искали свой последний принтер, размер сопла 3D-принтера, возможно, был последним, о чем вы думали. Это деталь, о которой часто забывают.
В зависимости от того, что вам нужно напечатать; неправильная установка может быть , сдерживая вас .
В этой статье мы рассмотрим варианты, и почему вам может потребоваться изучить различные сопла 3D-принтеров, разные материалы, взаимосвязь между размером сопла и высотой слоя и, если сомневаетесь, как измерить фактическое сопло диаметр.
Диаметр сопла напрямую влияет на ширину экструзии каждой линии 3D-принтера. Это влияет на некоторые элементы вашего отпечатка.
Если вы печатаете на 3D-принтере для бизнеса (или делаете большое количество очень похожих отпечатков), вам нужно убедиться, что ваш экструдер печатает нужное количество.
Не слишком много (так как вы можете использовать больше нити, чем необходимо) и не слишком мало (поскольку время печати может быть больше, чем необходимо).
Или, возможно, вы распечатываете различные модели, некоторые очень подробные и сложные, а также более практичные отпечатки (например, сменную дверную ручку), которые просто нужно напечатать быстро и для максимальной прочности.
В любом случае вам понадобится правильная настройка, чтобы вы не тратили свое время, нить накаливания или просто выходили с нежелательным качеством печати. Вы можете рассматривать это руководство как своего рода сравнение размеров сопел 3D-принтеров.
Нет простого ответа на вопрос, какой размер сопла 3D-принтера лучше всего. Вам нужно взвесить, чего вы пытаетесь достичь, и какие элементы для вас наиболее важны.
В зависимости от вашего 3D-принтера, различные сопла можно довольно легко заменить (большинство из них крепятся винтами), а комплекты (с разными размерами) можно получить довольно дешево.
Получите мой БЕСПЛАТНЫЙ видео-эпизод с советами из курса для начинающихДавайте посмотрим на широко доступные варианты 3D-принтеров с соплами:
Наиболее распространенными стандартными размерами сопел являются сопла 0,4 мм (или 0,35 мм), используемые большинством современных производителей 3D-принтеров.Причина этого проста в том, что это форсунка большого размера на все случаи жизни.
Это означает, что вы можете печатать с исключительной детализацией, и это не займет много времени.
Это потому, что вы можете печатать до толщины слоя всего 0,1 мм или до 0,3 мм, используя сопло для 3D-печати 0,4 мм. Чем меньше высота слоя, тем лучше детализация (по оси Z) и чем толще высота слоя, тем быстрее будет ваша печать, но с меньшим количеством деталей.
Это чаще всего, для большинства заданий печати лучший размер сопла для вашего 3d-принтера.
Что ж, возможно, некоторые отпечатки снимаются вечно, но, по крайней мере, это приемлемое количество времени. Распространенное заблуждение состоит в том, что если кто-то не получает достаточно хорошего качества печати на своем принтере с соплом 0,4 мм, они сразу думают, что им нужно сопло для 3D-печати меньшего размера.
Это Zortrax M200, печатающий наш ABS с соплом 0,4 мм и высотой слоя 3D-печати 0,2 ммДругой распространенный меньший размер — 0.25мм. Некоторые принтеры теперь предлагают 0,2 мм, 0,15 мм, а Mass Portal даже экспериментирует с соплами экструдера для 3D-принтера 0,1 мм и .
Это дает невероятные результаты для машин FDM, им удалось распечатать внутреннюю работу часов с превосходной детализацией.
Объяснение разрешения 3D-принтера:
Теоретически, меньшие размеры сопел 3D-принтера позволяют добиться большей точности. Но для многих принтеров, особенно более дешевых или старых моделей, сопло экструдера меньшего размера не обязательно будет иметь значение , если только ваш принтер не поддерживает необходимое более высокое разрешение.
Это все равно, что поставить низкопрофильные шины с высокими эксплуатационными характеристиками на старый классический автомобиль — они не заставят его двигаться быстрее или лучше справиться с поворотами.
Это похоже на то, как спецификации 3D-принтера на бумаге (например, заявленное разрешение) не всегда приводят к лучшему качеству печати готового изделия.
Подобно тому, как Ultimaker и Zortrax имеют очень похожие разрешения на бумаге, но, по нашему беспристрастному мнению, наш Zortrax создает более качественные отпечатки, чем наш Ultimaker 2, например.
Посмотрите на мелкие детали ниже, чтобы сравнить разрешение 3D-печати с соплами очень маленького размера.
Мелкие детали 3D-печати: крупный план FDM-печати с соплом 0,1 мм — Mass Portal. Если вам интересно, насколько маленьким может печатать 3D-принтер, то это даст вам хорошую идею.
Если вы недавно купили свой 3D-принтер, вероятно, вы сможете извлечь выгоду из меньшего размера сопла, поскольку разрешение по всем направлениям становится действительно хорошим.
Давайте посмотрим на плюсы и минусы печати с соплами меньшего размера. Некоторые менее очевидны, чем другие. Затем мы рассмотрим доступные форсунки большего размера с более низким рейтингом.
Надеюсь, после прочтения этой статьи вы сможете ответить на вопрос: «С каким размером сопла мне следует печатать?» что вы, вероятно, так долго не спали.
Вы, наверное, уже догадались, что меньше сопла в вашем экструдере, теоретически более детально вы можете печатать.
Это отлично подходит для сложных отпечатков, или если вам нужно напечатать очень тонкие стены для обшивки самолета, или, например, отпечатки с высокой прозрачностью и тому подобное.
Эта фотография «напечатанной обшивки» модели самолета была сделана в один слой толщиной на обычное сопло 0,4 мм. Если бы мы сделали это на сопле диаметром 0,2 мм, вес (и прочность) кожи уменьшился бы вдвое.
Стоит отметить, что 3d-принтер с соплом 0,2 мм не выдавливает половину количества нити накала, чем 0.Сопло 4мм делает.
О нет, благодаря Area это означает, что уменьшение диаметра вдвое фактически означает, что вы смотрите на экструзию только 25% нити через сопло 0,2 мм по сравнению со стандартным соплом 0,4 мм.
Это могло бы, если бы при прочих равных условиях значительно увеличить время печати. В реальном выражении, вероятно, увеличится примерно в два раза, чем , так как вы обычно будете использовать меньше нити при печати более тонких стенок и более тонких опор для заполнения.
Так что имейте это в виду, если вам нужны действительно прочные детали; высокая детализация и прочность могут быть достигнуты только в том случае, если вы готовы ждать долгое время …
Загрузите нашу БЕСПЛАТНУЮ шпаргалку, чтобы получить 100% надежные 3D-отпечатки
В основном, чем меньше размер сопла, тем выше вероятность возникновения проблем с 3D-принтером.Особенно, если вы используете дешевую нить — она может хорошо работать с более низкими деталями и толстыми соплами, но если вам нужны специализированные отпечатки с маленькими соплами, это ключ к использованию чистых высококачественных волокон.
Другие факторы при печати соплами тонкого диаметра менее очевидны — например, при печати с выступами сложнее. Это связано с тем, что каждый слой имеет меньшую ширину для следующего слоя, который можно приобрести, например, при пересечении выступа. Преодоление мостов также является более сложной задачей.
Psst: вот как напечатать действительно хорошие свесы и мосты.
Но есть и хорошие новости! Если с более тонким соплом свесы немного сложнее, то опоры на самом деле удалить намного проще.
Из-за дополнительной точности ваш слайсер может использовать минимальное количество нитей, необходимое между вашей моделью и опорами, поэтому они будут легче отламываться и иметь меньшую площадь контакта, требующую шлифовки.
И последний пункт, который действительно слон в комнате, — это легкость, с которой засоряются очень тонкие сопла.Если вы уменьшите размер до 0,2 мм или даже 0,1 мм, вам понадобится всего лишь маленькая частица , чтобы забить хотэнд.
Мы не пытаемся использовать здесь наш собственный продукт (ну, может быть, немного), но чем тоньше, тем важнее печатать с помощью нити отличного качества.
Никаких загрязнений в вашей нити, и достаточно и регулярно очищайте сопло, и вы превратите в противном случае проблемный эксперимент с печатью в надежное мероприятие.
Итак, стоит упомянуть, что вам будет полезно использовать пылеуловитель при печати с этими сверхтонкими соплами.
Прежде чем мы рассмотрим более широкий выбор диаметра сопла 3D-принтера, стоит уделить время пониманию взаимосвязи между размером сопла и толщиной слоя.
Короче говоря, первый определяет детализацию по горизонтали (по осям x и y), а второй контролирует разрешение по вертикали или оси z.
Как измерить размер сопла?
Хотя изготовленный диаметр сопла должен быть выгравирован сбоку, это не всегда возможно прочитать, если оно уже установлено в экструдере или если вы печатали с ним какое-то время, вы можете быть не уверены он того же размера, что был раньше.
Некоторые материалы могут быть более абразивными, чем другие , из-за износа сопла большего диаметра.
Чтобы определить, какого размера ваше сопло на самом деле выдавливает, выдавите материал в воздух очень медленно (быстро может изменить форму или размер) при самой низкой настройке, с которой вы можете выдавливать этот материал, около 1 мм / с.
После охлаждения используйте микрометр, если он у вас есть, они, как правило, более точны, чем цифровые измерители. Вы должны убедиться, что это достаточно точно.
Имейте в виду, что филамент, вероятно, расширится после экструдирования, но это должно минимизировать это. Нить низкого качества или слишком горячая печать (особенно если вы выдавливаете 1 мм / с) приведет к тому, что приведет к расширению материала более , что даст неточные показания.
Сказав все это, часто бывает полезно знать размер набухшей матрицы, до которой расширяется ваша нить после экструзии, если вы работаете над получением действительно красивой и точной отделки ваших отпечатков.Так что не стесняйтесь экспериментировать с более высокой скоростью, которая немного больше похожа на вашу фактическую печать.
В конечном счете, наиболее важным показателем является объем поставленной нити. Это просто связано с вашим фактическим диаметром нити (а не только с заявленным диаметром) и скоростью экструзии.
Это одна из причин, по которой так важен постоянный диаметр нити для получения красивых отпечатков. Так что приобретение нити хорошего качества окупается.
Что такое высота слоя при 3D-печати?
Проще говоря, это толщина каждой линии экструдированного материала, которая составляет каждый слой вашего отпечатка.
Чем меньше высота слоя (или толщина слоя), тем мельче детали печати по оси Z (вертикальный размер вашего отпечатка), но тем больше слоев потребуется. Приводит к увеличению времени печати.
Они связаны, но не полностью независимы друг от друга. Например, можно напечатать более тонкое сопло с более толстым слоем, если вертикальное разрешение менее важно для вас, и более толстое сопло с очень тонким слоем для противоположных приоритетов — но если вы воспользуетесь этим путем до крайностей, это приведет к проблемы.
Для поддержания необходимого давления высота вашего слоя должна быть на , по крайней мере, на 20% меньше, чем ширина вашего сопла, — в большинстве случаев, хотя для достижения наилучших результатов мы рекомендуем значение 50%.
Как определить правильное расстояние от насадки до кровати?
Правильное решение этой проблемы может означать разницу между печатью, даже не начатой, и окончательной обработкой печати с идеально гладкой стеклянной поверхностью под ней.
Люди предполагают, что требуется установка 3D-принтера с измерительным щупом, но даже он может быть слишком толстым.Мы рекомендуем использовать очень тонкую бумагу, например чековую бумагу, чтобы определить правильное расстояние от сопла до кровати.
Положите чековую бумагу под сопло и постепенно опускайте сопло вниз, пока чековая бумага не будет немного сопротивляться ей, когда вы попытаетесь ее выдвинуть. Печать на такой высоте придаст нижней части отпечатков профессиональный вид стекла.
Вот наше объяснение лучшей комбинации высоты слоя для 3D-принтера.
Какова максимальная высота слоя для 3D-печати в сравнении с размером сопла?
Вам не обязательно нужен калькулятор высоты слоя 3D-принтера, но общее практическое правило заключается в том, что максимальная высота слоя составляет 50% от ширины сопла.В некоторых случаях вы можете подняться выше (возможно, 75%), но вы можете пожертвовать надежностью.
Лучше поэкспериментировать с параметрами вашего отпечатка, если вы понимаете взаимосвязь между размером сопла 3D-принтера и высотой слоя, на которой вы будете ориентироваться.
Таким образом, для сопла 0,4 мм вам нужно будет печатать с высотой слоя 0,2 мм или до 0,3 мм. Ваш минимум должен быть около 0,1 мм, или меньше, чем это, и вы просто увеличиваете время ожидания без особой выгоды (на том же 0.Сопло размером 4 мм).
Только не забудьте отрегулировать расход нити или давление экструзии, чтобы компенсировать любые изменения высоты слоя в зависимости от размера сопла. Хотя большинство современных слайсеров должны автоматически обрабатывать стандартную ширину экструзии и диаметр сопла.
Вот наше мини-руководство по высоте сопла 3D-принтера; объясняя тесную взаимосвязь между размером сопла, высотой слоя и давлением.
В большинстве случаев мы рекомендуем печатать более тонкие слои с более тонкими соплами и, как правило, более толстые слои с более толстыми соплами.
Просто обратите внимание, что если вы печатаете с более толстым диаметром сопла и очень тонким слоем по высоте, вам нужно будет уменьшить настройки экструзии в слайсере, чтобы предотвратить чрезмерное выдавливание.
Также стоит отметить, что независимо от размера, вы всегда должны быть уверены, что у вас всегда будет чистое сопло 3D-принтера. Один из самых простых способов сделать это — использовать высококачественную чистящую нить. Вам нужно использовать всего несколько граммов его каждый раз, когда вы чистите, но это предотвратит накопление углерода с течением времени.
Если у вас есть частично забитая форсунка, она достаточно эффективна, чтобы помочь и с полной очисткой форсунки — вымывая все загрязнения без абразивного воздействия.
Еще одно замечание: если вы печатаете более толстый слой (пропорциональный диаметру сопла), ваши выступы будут выглядеть немного грязнее.
В отличие от более тонких слоев или лучшего разрешения слоя 3D-принтера, улучшится детализация по оси Z. Вот диаграмма, чтобы лучше проиллюстрировать 3D-печать с высотой слоя.
Так зачем мне использовать сопло толщиной 0,8 мм или более?
Они были более распространены на старых машинах, но теперь возвращаются. Все дело в том, чтобы использовать то, что вам нужно, и не более того. Для большого количества отпечатков запас 0,4 мм, который, вероятно, идет в комплекте с вашим принтером, может быть излишним, если речь идет о деталях.
Если вам нужна сила и скорость, а детализация менее важны, при печати сравнивайте размер сопла с 0,8 мм или даже 1.Сопло 0 мм может быть вашим ответом.
Это особенно важно, если вы печатаете для бизнеса.
Вам нужно получить больше отпечатков в более короткие сроки с вашей машины и увеличить прибыль? Измените размер сопла — помните, что 0,8 мм может сократить время печати до от печати, выполненной с 0,4 мм.
Экономия может быть огромной.
И не забывайте, что отпечатки с толщиной 0,8 мм могут быть впечатляюще детализированы в зависимости от вашего принтера.
Единственным незначительным недостатком может быть то, что вы используете немного больше нити, но с более толстыми стенками детали вы, вероятно, можете обойтись более низким заполнением для компенсации.
Не существует единого оптимального диаметра сопла для всех отпечатков, вам просто нужно подумать о том, что подходит для того, что вы хотите распечатать.
Что приводит нас к …
Какой размер сопла следует использовать для композитных материалов?
Стоит отметить, что композитные нити (любые нити на основе частиц, такие как древесный наполнитель, медный наполнитель, нейлон из углеродного волокна или нейлон, армированный стеклом) будут иметь проблемы с экструзией через более тонкую печатающую головку 3D.
Это потому, что эти нити содержат частицы, которые, хотя и имеют наноразмеры, могут иметь проблемы с прохождением через сопла диаметром менее 0,4 мм. Мы рекомендуем, чтобы наилучший диаметр печатающего сопла составлял 0,5 мм для композитных материалов, а для любого металла, стекла или материалов из углеродного волокна вам понадобится закаленное сопло.
Латунный принтер, который был в комплекте с вашим принтером, скорее всего, не прослужит долго и вырастет до большего размера через несколько часов печати.
Сопло 0,5 мм из нержавеющей стали или сопло из вольфрама прослужит намного дольше для композитных нитей и будет стоить от 5 до 20 фунтов стерлингов.Или вы можете действительно выплеснуть один из них.
Итак, если вы все еще задаетесь вопросом: «Какой размер экструдера выбрать?» Подведем итоги и расскажем о плюсах и минусах сопел меньшего размера, чтобы вы могли определить лучший размер сопла для вашего 3D-принтера:
- Более мелкие детали, если ваш принтер поддерживает дополнительное разрешение.
- Печать может занять значительно больше времени, но более толстые сопла могут значительно сократить время. Потратить 5 минут на изменение размера для более длинных отпечатков может стоить потраченного времени!
- Свесы немного сложнее печатать, но опоры отламываются более чисто.
- Вам нужна очень хорошая нить, иначе сопло может легко заблокироваться. Стоит ли рисковать?
Надеюсь, эта статья пролила свет на доступные вам варианты. Если да или у вас есть дополнительные вопросы по этому поводу, оставьте комментарий ниже, чтобы мы могли помочь — нам, , нравится слышать ваши мысли, , или даже видеть фотографии опыта, который у вас был с соплами разных размеров.
При экспериментировании с различными типами насадок и скоростью использования нити может быть полезно знать длину оставшейся нити на катушке.Мы составили таблицу для различных размеров катушек и диаметров нити для различных материалов, вы можете найти здесь нашу инструкцию по длине нити.
А если вам нужна нить, на которую можно положиться для создания действительно сложных отпечатков, почему бы не заказать бесплатный образец нашего PLA или ABS? Тебе нечего терять.
Гарантированно безупречные отпечатки. Щелкните здесь, чтобы заказать сегодня БЕСПЛАТНЫЙ образец нити жесткости.2021 Выберите размер сопла 3D-принтера — Руководство по сравнению
Перед тем, как начать 3D-печать, вы должны рассмотреть так много настроек, чтобы избежать неудачных отпечатков, что в большинстве случаев это становится непосильным.Среди всего этого параметр, который мы часто игнорируем, — это настройка сопла.
Думаем ли мы когда-нибудь о проверке размера сопла 3D-принтера перед тем, как каждый раз переходить к следующему отпечатку? Или мы проверяем высоту сопла 3D-принтера в этом отношении?
Поскольку вы знаете, что сопло — это компонент, который в конце концов контактирует с вашей нитью перед напылением, вы должны решить, какой из них выбрать.
Это определенно поможет вам улучшить свои навыки 3D-печати .Многие эксперты и профессионалы считают, что выбор форсунки оказывает огромное влияние на конечный результат. Следовательно, пользователи должны позаботиться о настройке сопла перед началом новой 3D-печати.
Вы можете подумать, что это может занять у вас еще четыре недели уроков. Однако это не так. Для начала все, что вам нужно знать, — это разница между форсунками, а также плюсы и минусы каждого варианта.
Основная информация поможет вам во многом разобраться самостоятельно. Так почему бы не понять, что отличает эти сопла друг от друга и как они влияют на общее качество 3D-печати? Для начала давайте сначала поговорим о том, что такое насадка.
Что такое насадка для 3D-принтера?
Кредит: Hard.inkСопло является одним из самых важных компонентов 3D-принтера . Он предназначен для выдавливания нити на рабочую пластину. Следовательно, это последняя часть, с которой нить контактирует перед осаждением.
Выбор сопла может существенно повлиять на качество 3D-печати в конечном итоге. От выбора сопла зависит не только количество материала, но и качество отпечатков.
Следовательно, сопло можно охарактеризовать по разным размерам и материалам.
Выбор сопла также будет зависеть от некоторых других параметров.
- Диаметр нити, которую вы хотите использовать. Обычно нити доступны в двух стандартных размерах: 1,75 мм и 3,00 мм в диаметре.
- Размеры диаметра сопла также различаются. Размер включает диаметры 0,25 мм, 0,3 мм, 0,4 мм, 0,5 мм, 0,6 мм, 0,8 мм и 1,0 мм.
- Материал нити также поможет выбрать размер сопла.Большинству композитных нитей для экструзии требуется нить большего размера. Об этом мы поговорим подробнее в статье.
- Вы также должны учитывать резьбу, включая шаг и угол
- И последнее, но не менее важное: длина вала также имеет значение
Как размер сопла 3D-принтера влияет на 3D-печать?
В предыдущем разделе мы уже видели, что размер сопла сильно различается. Вы можете найти разные варианты в диапазоне от 0,1 мм до 1.0 мм.
Не только выбор предоставляет производителю огромную гибкость в достижении желаемого результата. Это также гарантирует, что важные отпечатки могут быть выполнены без ущерба для сложных деталей. Возникает вопрос: какой из них лучше всего подходит для вашей 3D-печати?
Прежде всего вы должны понять, что сопло помогает регулировать количество экструдера филамента и скорость завершения печати.
Сопла диаметром более 0,4 мм считаются более крупными.Следовательно, вы должны знать, какие из них выбраны, если хотите печатать с меньшими. В любом случае, если честно, в эту категорию попадает любое сопло с диаметром сопла менее 0,4 мм.
Когда вы выбираете правильную форсунку, вы должны найти баланс между количеством экструдированной нити за один раз и ее скоростью.
Как вы понимаете, сопло большего размера будет выдавливать материал в большем количестве. Напротив, меньшее сопло будет наносить меньше материала по сравнению с более крупными соплами.
С другой стороны, точность будет выше при использовании сопла меньшего размера и сравнительно ниже при использовании сопла большего диаметра.
назад в меню ↑Чего ожидать при использовании сопла 3D-принтера другого размера?
Диаметр сопла 3D-принтера, как уже упоминалось, может изменить всю 3D-модель, которую вы только что напечатали. Давайте проверим, чего вам следует ожидать при использовании сопла 3D-принтера другого размера.
назад в меню ↑ Диаметр сопла для 3D-принтера: обычно диаметр сопла больше 0.4мм.
- Обеспечивают высокую прочность концевых частей
- Они могут печатать быстрее, так как через их концы выдавливается большее количество нити. Следовательно, сокращается время печати.
- Обычно они не очень подвержены таким проблемам с форсунками, как засорение форсунки
Меньший диаметр сопла 3D-принтера: обычно диаметр сопла менее 0,4 мм.
- Сопла лучше всего подходят, когда вам нужно выполнить 3D-печать с более высокой точностью
- Из-за крошечных концов они часто забиваются при неправильной очистке
- Они могут производить свесы отличного качества
- Опоры, напечатанные с помощью сопла меньшего размера, легко отделяются
Прежде чем вы выберете сопло, вы должны подумать обо всем, что вам нужно для 3D-печати.Вы можете стремиться к высокой точности, но вы не можете игнорировать проблемы поздних отпечатков и чрезмерного использования материала.
В качестве альтернативы у вас также может не быть самой быстрой печати, которая совсем не выглядит хорошо. Вот почему наиболее часто используемый размер сопла 3D-принтера составляет 0,4 мм. Он действительно обеспечивает ожидаемое качество и завершает печать без оглядки на время.
Однако вы, конечно, можете выбрать другой, в зависимости от ваших потребностей. С учетом всего вышесказанного вы должны сначала оценить свои потребности, чтобы найти правильный размер сопла 3D-принтера, который вы должны использовать.
Это поможет вам сделать правильный выбор. И ваш выбор сопел будет отличаться для разных 3D-отпечатков, если вы также измените свои требования.
назад в меню ↑Какие материалы используются для сопел 3D-принтера?
Знаете ли вы, что форсунки изготавливаются из разных материалов? И, как размер и высота сопла 3D-принтера, материал также оказывает огромное влияние на конечный результат.
Об этом знают те, кто давно работает с 3D-принтерами.Обычно домашние 3D-принтеры оснащены латунным соплом.
Это связано с тем, что латунная форсунка может удовлетворить потребности домашнего использования, в которых обычно используются неабразивные нити.
Однако, если вы используете абразивную нить, вы должны выбрать ту насадку, которая обеспечит большую безопасность. Если вы выберете насадку, которая не поддерживает нить, которую вы вводите в нее, она разорвется и повредится, что приведет к вашей сборке соревнований.
Итак, зачем рисковать, если вам нужно только быть немного бдительными в отношении различных материалов, используемых для создания сопел.
Давайте рассмотрим различные материалы, из которых изготавливаются форсунки с различной прочностью.
назад в меню ↑Латунь
0,4 мм 3D-принтер Экструдер Латунная насадка Makerbot MK10
Самая распространенная из всех — латунь. Этот материал очень часто используется для большинства 3D-принтеров FDM . Их хватит, чтобы справиться с огромным списком различных вариантов нитей накала.
Однако они предназначены только для поддержки неабразивных волокон.Вы можете использовать PLA, ABS, PETG, TPE, а также нейлон. Существуют и другие неабразивные волокна, также совместимые с этим материалом сопла.
назад в меню ↑Нержавеющая сталь
Сопло из нержавеющей стали 0,4 мм
Материал может содержать абразивные нити. Однако они могут длиться только на короткий срок. Следовательно, их следует покупать только в том случае, если у вас есть случайная потребность в 3D-печати с абразивными материалами.
Или, возможно, вам придется заменять чаще, чем ожидалось.В таких случаях лучше использовать форсунку из закаленной стали или рубиновую насадку.
Вот список нитей, которые может выдержать нержавеющая сталь:
- Углеродное волокно
- Нейлон X
- Светящиеся в темноте нити
- Металлическая нить с латунным наполнением
- Металлическая нить со стальным наполнением
- Керамический наполнитель
- Металлическая нить, наполненная железом
- Древесина
Закаленная сталь
Они имеют более длительный срок службы, чем форсунки из нержавеющей стали.Это также позволяет пользователям создавать модели из абразивных материалов.
Следовательно, если вы чувствуете, что используете больше абразивных волокон, чем обычно, вы должны сделать этот выбор.
Он позволяет использовать все нити, с которыми совместима форсунка из нержавеющей стали.
назад в меню ↑Рубиновые наконечники
Рубиновое сопло Olsson — 1,75 мм x 0,40 мм
Это еще один материал, поддерживающий абразивные нити. Вы можете рассматривать это как альтернативу форсункам из закаленной стали. Они служат даже дольше, чем сопло из закаленной стали.
Они разработаны, чтобы выдерживать постоянное истирание. Таким образом, вы можете ожидать, что они будут очень дорогими. Если вы не слишком часто пользуетесь абразивными нитями, покупать их бесполезно.
Что касается списка нитей, он поддерживает все те опции, которые совместимы с форсунками из нержавеющей и закаленной стали.
назад в меню ↑Как измерить размер сопла 3D-принтера?
Вы, должно быть, думаете, зачем вообще об этом говорить.Разве размер сопла 3D-принтера не указан на боковой стороне сопла? Да, конечно.
Но вы не сможете получить доступ к этой информации при любых обстоятельствах. Самая сложная ситуация — когда форсунка установлена в экструдере.
Есть вероятность, что вы какое-то время не печатали на своей машине, и теперь вы не помните последнее сопло, которое вы установили для экструзии.
Более того, существует вероятность того, что абразивные материалы могут изнашивать сопло для увеличения диаметра с разницей в несколько мм.
Следовательно, иногда становится важным измерить диаметр сопла 3D-принтера, даже если он выгравирован сбоку. Начните с выдавливания небольшого количества материала в пространстве.
Обязательно выполняйте процесс медленно, иначе быстрое выдавливание может изменить размер. Используйте самую низкую настройку, чтобы обеспечить низкую скорость до 1 мм / с. После охлаждения нить расширяется. Следовательно, самая холодная настройка минимизирует эту разницу.
После того, как нить остынет, проверьте размер микрометром.По точности они лучше цифровых штангенциркулей. Однако, если у вас его нет, цифровые измерители тоже справятся с этой задачей.
Следует отметить еще одно. Знание объема, в котором нить расширилась после охлаждения, может помочь вам определить фактическую точность. Так что вы можете попробовать и на более высокой скорости.
И последнее, но не менее важное. Также необходимо узнать объем выдавленной нити. Этот конкретный показатель будет зависеть от фактического диаметра нити накала, а также от скорости, с которой вы доставляете нить на рабочую пластину.
назад в меню ↑Заключение
3D-печать — это не просто подготовка 3D-файла и его передача на принтер для оживления модели. Есть много факторов, которые влияют на создание желаемых 3D-моделей.
Вы не можете просто ожидать, что ваш 3D-принтер обеспечит потрясающие результаты, не прилагая никаких усилий с вашей стороны. Это ни к чему не приведет.
Чтобы изучить 3D-печать, вы должны потратить достаточно времени и терпения, чтобы изучить как более крупные, так и мельчайшие детали машины.
От высоты слоя до выбора сопла каждую настройку необходимо проверить дважды, чтобы гарантировать, что печать не закончится неудачей. Все это имеет смысл.
Вам не захочется тратить свое время и нить только на то, чтобы испортить свои 3D-отпечатки. Следовательно, исходя из всего, что у нас есть здесь, вы должны понимать, насколько важно выбирать правильную форсунку каждый раз, когда вы начинаете следующую печать.
Нельзя просто доверять своей интуиции и позволять 3D-принтеру взять на себя все остальное. Сопло 3D-принтера может помочь вам найти правильную точность и скорость печати при правильном выборе.
Вы должны проверить, какую нить вы используете для 3D-печати. Также необходимо узнать диаметр нити накала. И есть много других вещей, которые вы должны учитывать.
Это действие должно сопровождаться каждой новой печатью. Не обязательно, если вы не сильно меняете свои предпочтения по сравнению с последней 3D-печатью.
Но, как вы знаете, чем точнее будут размер и материал сопла вашего 3D-принтера, тем безопаснее будут отпечатки. Кроме того, вы также добьетесь желаемой точности и баланса скорости.
Редакция
Будьте в курсе последних событий в области 3D-печати и узнавайте первыми, когда на рынке появляется потрясающий продукт.
Сопла для 3D-печати — все, что вам нужно знать — Print Your Mind 3D
3D-печать — это революционная производственная технология, которая в настоящее время используется профессионалами, студентами и любителями по всему миру.Чтобы в полной мере использовать эту технологию, важно понимать, как работают эти машины и как оптимально настроить принтер для достижения желаемого результата. Когда дело доходит до программного обеспечения для нарезки, существуют буквально сотни различных настроек. Это руководство разработано, чтобы помочь вам лучше понять один небольшой аспект этих настроек — насадки.
Одним из наиболее часто игнорируемых аспектов всего процесса печати является размер и тип сопла. Да, вы правильно прочитали. Сопла действительно важны, когда речь идет о достижении стабильной производительности.Помимо других преимуществ, сопло также определяет качество печати, время печати и даже силу печати.
В этой статье мы объясним, как размер и тип сопел влияют на печать и как выбрать идеальное сопло для ваших нужд 3D-печати.
ПОНИМАНИЕ СОПЛА 3D-ПРИНТЕРА
Из всех компонентов 3D-принтера сопло является последней частью машины, которая экструдирует расплавленную нить и помогает наносить материал на платформу сборки в требуемой геометрии.
Хотя для этой цели служат все сопла, не все сопла могут выполнять эту функцию одинаково. Форсунки доступны в нескольких размерах и из разных материалов, у каждого из которых есть свои плюсы и минусы. Эти размеры и материалы определяют (как упоминалось ранее) качество печати, время печати и прочность 3D-печати. Таким образом, сопло становится важнейшим элементом 3D-принтера, который следует выбирать с осторожностью.
Давайте теперь изучим различные типы форсунок, доступных сегодня на рынке.
СОПЛА ДЛЯ 3D-ПРИНТЕРА
Хотя с помощью программного обеспечения для слайсера можно управлять многими настройками, для пользователей, которые хотят добиться от своего принтера максимальной производительности, смена сопел — самый быстрый и дешевый способ сделать это.
Как уже было сказано, насадки важны, как и выбор правильного сопла для вашей конкретной печати. Этот выбор должен производиться с правильным пониманием его достоинств и недостатков. Правильный выбор сопла может иметь большое значение для улучшения качества 3D-печати в целом.
Но важно знать разницу между соплами и то, как можно эффективно использовать разные сопла, чтобы положительно повлиять на качество печати. Важными атрибутами сопла 3D-принтера являются его размер и материал, о которых мы и сосредоточимся в нашей статье.
Во-первых, давайте рассмотрим, как выбрать размер вашей насадки.
Когда выбирать форсунки малого размера
- Minute Характеристики: Маленькие сопла следует использовать при печати высокодетализированных моделей.Форсунки меньшего размера позволяют выдавливать материал в меньшем объеме, что помогает при печати с более высоким разрешением. Более высокое разрешение означает, что мельчайшие детали дизайна могут быть эффективно запечатлены на отпечатке. Поэтому для печати с мелкими деталями рекомендуется меньшее сопло.
- Без ограничения по времени: Маленький диаметр сопла означает меньшую скорость потока материала через сопло, а это означает, что скорость печати будет значительно ниже. Таким образом, когда время не является ограничением для печати, можно эффективно использовать сопла меньшего размера.
- Художественные объекты: Имеет смысл печатать художественные или высококлассные объекты с меньшим соплом, потому что именно там оно становится действительно эффективным. Трехмерная печать простого объекта, такого как квадрат, прямоугольник и т. Д., Приведет только к увеличению времени печати без заметной разницы в объекте.
- Высота нижнего слоя: Рекомендуется, чтобы высота слоя не превышала 80% диаметра сопла. Так, если диаметр сопла равен 0.2 мм, максимальная высота слоя должна быть 1,6 мм. Таким образом, меньшее сопло означает меньшую высоту слоя.
- Легко снимаемые опоры: Опорные конструкции по своей природе недоэкструдированы, и за счет целенаправленного использования меньших сопел опорные конструкции будут тоньше, чтобы их можно было легко удалить в конце печати.
- Избегайте абразивных волокон: Следует избегать использования маленьких сопел в случае печати с использованием абразивных волокон, таких как металлический, стеклянный, деревянный и т. Д., волокна, поскольку крупные частицы в этих волокнах могут легко забить маленькое сопло.
- Приложения: Маленькие сопла можно использовать для печати таких приложений, как ювелирные изделия, печать текста, миниатюр и других объектов с более мелкими деталями.
Когда выбирать форсунки большого размера
- Быстрая печать: Большой диаметр сопла, естественно, приводит к увеличению скорости потока через сопло и, следовательно, к осаждению большего количества материала.В конечном итоге это означает, что объекты будут печататься быстрее.
- Увеличенная высота слоя: Как объяснялось ранее, больший диаметр будет означать увеличенную высоту слоя. Таким образом, сопло диаметром 0,8 мм будет иметь максимальную высоту слоя 0,64 мм.
- Лучшие механические свойства: Согласно результатам испытаний (Prusa Research), объекты, печатаемые с помощью сопла большего размера, имеют повышенную прочность. Эти объекты обладают более высокой способностью поглощать удар, чем объекты, напечатанные с помощью сопел меньшего размера.Согласно тесту Prusa, объекты, напечатанные с помощью сопла 0,6 мм, поглощали на 25% больше энергии, чем объекты, отпечатанные с соплом 0,4 мм.
- Абразивные нити: Сопло большего диаметра может эффективно использоваться для печати с помощью абразивных волокон, поскольку они обычно не забиваются, и даже если они это сделают, то более крупное сопло легче прочистить, чем маленькое. Таким образом, при печати с использованием абразивных волокон всегда лучше использовать большое сопло. Имейте в виду, что вы также захотите, чтобы это было сделано в определенных материалах, которые мы рассмотрим более подробно позже.
- Низкое разрешение печати: Поскольку большие сопла выдавливают более толстые линии материала, они не являются идеальным выбором для тонких мелких деталей. Так, большие насадки подходят там, где мелкие детали либо отсутствуют, либо не так важны.
- Приложения: Большие сопла могут использоваться для печати больших объектов, объектов с низкой детализацией, объектов, которые не должны быть эстетически привлекательными, и конкретных объектов, которые должны иметь лучшие прочностные характеристики.
РАЗМЕРЫ ФОРСУНКИ 3D ПРИНТЕРА
Gif показывает время печати, затраченное на сопла разного размера (слева: 0.Сопло 25 мм занимает 24 часа 40 минут для печати объекта, справа: Сопло 0,6 мм занимает 5 часов 50 минут для печати объекта)
Сопла для 3D-принтеровдоступны во многих размерах от 0,1 мм до 1,2 мм, но на некоторых 3D-принтерах очень большого формата можно найти сопла еще большего размера. Давайте рассмотрим некоторые из них, чтобы понять особенности, преимущества и ограничения форсунок малых и больших размеров.
Популярные размеры сопел
Это самое маленькое сопло, которое можно найти в 3D-принтерах FDM.Он не так широко используется, в первую очередь потому, что с ним сложно работать. Важно понимать, что сопло меньшего размера будет наносить меньше материала, поэтому время печати также увеличится.
Но в качестве преимущества меньшее наплавление также означает, что более мелкие детали могут быть легче захвачены. Сопло 0,1 мм позволяет печатать невероятно мелкие детали. Однако сопла такого малого диаметра могут быть подвержены засорению, и обеспечение правильных настроек потока в вашем слайсере имеет решающее значение.
Это более популярный размер сопла для пользователей 3D-принтеров, которые хотят печатать мелкие детали. Это наименьший размер сопла, который вы можете найти в инструментальных головках LulzBot , например, в их инструментальной головке SL 0,25 мм Micro . Опять же, поскольку это ближе к отметке минимального размера, сопло дает выход хорошего качества со сравнительно более высокой скоростью наплавки, чем 0,1 мм. Тем не менее, вы все равно не хотите использовать какой-либо композитный материал с наполнителем с таким маленьким размером сопла, так как это может привести к засорению.Не все материалы можно напечатать на 3D-принтере с такими маленькими соплами, поэтому перед печатью обязательно проконсультируйтесь с производителем нити.
Это, вероятно, наиболее часто используемая насадка всеми пользователями. Это размер по умолчанию для печатающих ядер, установленных на всех 3D-принтерах Ultimaker из коробки. Это отличный баланс между хорошим качеством и скоростью печати. Это сопло находится примерно в середине диапазона размеров сопел, поэтому качество печати очевидно. Этот размер не вызовет проблем при печати на большинстве стандартных материалов, таких как PLA, ABS, PETG, но может быть проблематичным для композитных материалов.По этой причине мы предлагаем использовать сопло 0,5 мм или больше для печати, например, нашей нитью Woodfill .
Наконец, сопло 0,8 мм позволяет печатать с впечатляющей скоростью, и печать выполняется быстро. Но по мере увеличения скорости качество может снижаться, поскольку это не лучший выбор для деталей с мелкими характеристиками. Он не может уловить мельчайшие детали дизайна и поэтому используется только в том случае, если модель не имеет каких-либо мелких деталей, а качество может быть снижено из-за скорости.Это сопло, которое должен быть у каждого пользователя, когда он хочет печатать быстро. 0,8 мм — это самый большой размер, который Ultimaker предлагает для печатных сердечников AA и BB . Некоторые пользователи обратят внимание на сопла большего размера, но мы не будем рассматривать каждую из них подробно.
МАТЕРИАЛ ФОРСУНКИ 3D ПРИНТЕРА
Различные типы материалов сопла (слева направо) латунь, закаленная сталь, нержавеющая сталь и рубиновый наконечник / Предоставлено: Filament2Print
Когда мы узнали о размерах сопла, теперь мы узнаем о материалах сопла.Материал сопла может определять нить, которую можно использовать для печати.
Сопло для 3D-принтера из латуни / Предоставлено: Ultimaker
Латунная насадка для 3D-принтера — самая распространенная насадка на всех FDM-принтерах. Это стандартизированный вариант, предлагаемый почти всеми производителями. Основная причина его популярности — низкая стоимость и простота обработки для производителя. Он также обеспечивает хорошую теплопроводность и стабильность.Латунь, хотя и является наиболее распространенной, ограничена типом волокон, с которыми она может работать.
Износ из-за абразивных волокон на обычном латунном сопле / Предоставлено: Ultimaker
Соплаиз латуни идеально подходят для печати неабразивными волокнами, такими как PLA, ABS, Nylon, PETG, TPU и другими.
Однако они быстро изнашиваются при использовании с абразивными нитями, такими как углеродное волокно, нити с металлическим напылением или нити из стекловолокна.Это со временем приведет к ухудшению качества печати.
Таким образом, латунные сопла должны печатать только на неабразивных материалах, чтобы обеспечить стабильную печать в течение более длительного срока службы.
- Сопло 3D-принтера из закаленной стали
Инструментальная головка LulzBot HS 0,8 мм / Предоставлено: LulzBot
Одна из проблем латунных форсунок — их долговечность. Сопла из латуни быстро изнашиваются при печати на абразивных материалах, что влияет на качество печати.Эту проблему легко решить, используя форсунки из закаленной стали, поскольку они примерно в 10 раз более износостойкие. Помимо преимуществ, сопло также имеет некоторые недостатки, такие как более низкая теплопередача и возможное присутствие свинца. Свинец делает его бесполезным для печати продуктов, контактирующих с кожей и / или продуктами питания. Более низкая теплопередача означает, что они обычно требуют более высоких температур печати, чем латунь, при печати тех же материалов.
Таким образом, пользователи, которые печатают с использованием абразивных материалов, таких как углеродное волокно, стекловолокно, нити с металлическим наполнением, такие как стальные, железные, латунные и другие экзотические нити, должны использовать это сопло.
На рынке доступны сопла из многослойной закаленной стали, но инструментальная головка LulzBot серии HS выделяется среди конкурентов. Диаметр сопла составляет 1,2 мм, что обеспечивает более высокую скорость печати, а также придает большую прочность печатным деталям. Он позволяет выполнять 3D-печать композитов промышленного уровня, таких как углеродное волокно или полиамид (нейлон) с наполнителем из стекловолокна, для получения высокопрочных 3D-отпечатков. Интересно, что эта печатающая головка способна печатать композиты с пределом прочности на разрыв, сопоставимым с PEEK
.- Сопло для 3D-принтера из нержавеющей стали
Сопло для 3D-принтера из нержавеющей стали / Предоставлено: E3D
Сопла для 3D-принтеров из нержавеющей стали также довольно популярны, особенно потому, что их можно использовать с легкими абразивными материалами.Кроме того, поскольку сопла из нержавеющей стали не содержат свинца, сопла не могут загрязнять печатные материалы и, таким образом, могут использоваться для продуктов, которые контактируют с кожей и / или продуктами питания. Для 3D-печати любой продукт, одобренный FDA, сопло должно быть бессвинцовым, а также может рассматриваться нержавеющая сталь.
- Сопло для 3D-принтера с рубиновым наконечником
Ultimaker Ruby Tip 0,6 CC Красный принт / Предоставлено: Ultimaker
Это гибридная насадка, сделанная из латунного корпуса, но с рубиновым наконечником.Рубиновый наконечник увеличивает долговечность сопла, а латунный корпус помогает обеспечить хорошую теплопроводность и стабильность. Оно обеспечивает почти бесконечную долговечность и превосходную точность печати, чем сопла любого другого типа.
Единственный недостаток насадки — она очень дорогая для обычных пользователей.
Если кто-либо из пользователей Ultimaker рассматривает возможность покупки сопла с рубиновым наконечником, то Ultimaker 0.6 CC Red — идеальный вариант, поскольку он специально разработан для защиты от абразивных волокон и прецизионной обработки 0.Диаметр сопла 6 мм. Его конструкция с возможностью быстрой замены увеличивает время безотказной работы без использования инструментов или ручной калибровки.
В дополнение к вышеупомянутой дифференциации обратите внимание на следующие моменты для дополнительных входных данных при выборе сопла.
- Для обычных материалов, таких как PLA или ABS, можно легко использовать латунные сопла, наиболее распространенными являются сопла от 0,4 до 0,6 мм.
- Для абразивных материалов, содержащих волокна, такие как углеродное волокно и т. Д., Следует использовать сопла из закаленной стали с диаметром больше 0.4 мм, чтобы избежать засорения сопла.
ВЫБОР ФОРСУНКИ
Чем больше размер сопла, тем быстрее печать и меньше сопло, тем лучше качество печати / Предоставлено LulzBot
Теперь, когда мы представили разницу между различными соплами и то, как они влияют на качество печати, мы полагаем, что теперь пользователи могут выбрать подходящую насадку для 3D-принтера в соответствии со своими потребностями. Основное различие между маленькими и большими насадками и материалом, из которого они сделаны.
ЗАКЛЮЧЕНИЕ
Мы полагаем, что теперь вы сможете эффективно выбирать между различными типами доступных насадок и понимать, почему следует выбрать именно то, что вам нужно. Не существует одного идеального сопла, но вместо этого существует лучший вариант для данного приложения или печати, основанный на требованиях к деталям, времени, доступном для печати, и выбранном материале. Если у вас есть какие-либо вопросы о том, как выбрать лучшую насадку для вашего применения, по телефону свяжитесь с нами сегодня .
Ознакомьтесь с предлагаемыми нами 3D-принтерами
Прочтите наши другие статьи
Настройка слайсера в соответствии с размером сопла
Если вы собираетесь заменить изношенную старую форсунку или хотите поэкспериментировать с форсунками другого размера, первое, что вам следует знать, это влияние изменения диаметра отверстия форсунки на отпечаток и то, какие настройки вам необходимо изменить. слайсер, чтобы максимально использовать возможности вашего 3D-принтера.
Сопло какого размера у моего 3D-принтера?
На 90% 3D-принтеров, от Prusa MK3 до Creality Ender 3, стандартный размер сопла составляет 0,4 мм. Единственное исключение — это 3D-принтеры, такие как серия Lulzbot Taz, которая поставляется с соплом 0,5 мм. Единственное, что вам нужно учитывать, это размер резьбы сопла. Существует 3 распространенных типа хотэнда для 3D-принтеров, каждый из которых имеет разные типы резьбы, проверьте различия между ними здесь:
- MK8 — Подходит для всех машин Creality (кроме CR-10S Pro / Max)
- E3D / RepRap — Подходит для любой машины E3D / Slice Engineering / Prusa и др.
- CR-10S Pro / Max — Уникальные сопла для этих принтеров .Сделайте шаг резьбы 0,75 мм вместо 1 мм.
Как размер сопла влияет на мою печать?
Размер или диаметр сопла напрямую зависит от ширины экструзии линии, которую может проложить 3D-принтер. В зависимости от того, что вы делаете с 3D-печатью, это может повлиять на вашу продуктивность и качество ваших отпечатков как в положительную, так и в отрицательную сторону. Стандартная насадка 0,4 мм — оптимальный размер для баланса между этими двумя.
Если вы хотите напечатать маленькие сложные модели или детали высокой точности, вам нужно будет печатать с минимально возможной высотой слоя (0.1 — 0,05 мм) и используйте сопло как можно меньшего размера (0,3 — 0,25 мм). Печать с малой высотой слоя с маленькими соплами приводит к увеличению времени печати, поскольку принтер ограничен объемом материала, который он может экструдировать, который представляет собой комбинацию высоты слоя и ширины экструзии.
Если вы хотите перейти на другой конец диапазона и печатать детали как можно быстрее, при этом качество печати будет второстепенным, то чем больше сопло, тем лучше. Для стандартного экструдера значение больше 0.Сопло диаметром 8 мм не рекомендуется, так как хотенд не может поддерживать постоянную температуру без значительного снижения скорости, а это не то, что вам нужно. Высота слоя сопла до 0,5 мм возможна с соплом 0,8 мм, что может значительно увеличить время печати.
Какие настройки мне изменить в моем слайсере?
Когда вы меняете размер сопла, есть несколько общих вещей, которые вы хотите изменить в слайсере, независимо от того, увеличиваете вы или уменьшаете размер. Их можно легко вычислить, используя общее правило большого пальца:
- Макс.высота слоя = 50-75% диаметра сопла
- Ширина экструзии = 1.2 x диаметр сопла
Когда дело доходит до печати с использованием сопла большего размера , есть несколько вещей, которые вы захотите изменить, чтобы сохранить наилучшее возможное качество без чрезмерного ограничения времени печати. К ним относятся:
- Увеличьте температуру сопла на 5 ° — 10 °: по мере того, как через сопло проходит больше материала, это помогает поддерживать постоянную температуру, когда более быстрый поток нити отводит все тепло от сопла.
- Уменьшите количество периметров: так как ширина выдавливания теперь будет близка к 1 мм, вам не понадобится столько же периметров для аналогичной толщины стены с 0.Сопло 4 мм. Рекомендуется использовать как минимум 2 стенки для поддержания достойного качества печати.
- Уменьшите скорость: это помогает убедиться, что нить накаливания успевает нагреться перед экструзией. Рекомендуется 25 мм / с или ниже, но даже несмотря на то, что мы его замедляем, общее время печати все равно значительно сокращается.
Для 3D-печати с меньшим соплом это почти полная противоположность описанному выше. Мы предлагаем следующие изменения для мелких деталей и высококачественной печати:
- Высота слоя 0.07-0,1 мм: такая минимальная высота слоя помогает предотвратить возможное засорение, так как сопло будет находиться слишком близко к печатной части, и нить будет некуда.
- Уменьшите температуру форсунки на 5 ° — 10 °: поскольку через форсунку проходит меньше материала, хотэнду не нужно прилагать столько усилий для поддержания температуры. Уменьшение этого параметра снижает вероятность теплового сползания, поскольку нить движется не так быстро.
- Уменьшите скорость печати: чтобы добиться наилучшего качества с минимальным количеством звона и нежелательных артефактов на отпечатках, замедлите работу принтера.От 70% до 50% лучше всего. Замедление печати повышает общее качество, поскольку повышается точность и сводится к минимуму вероятность перерегулирования.
С любым соплом, которое у вас есть, всегда полезно прогнать через него несколько пробных отпечатков, чтобы понять, какие настройки вам нужно изменить. Температурная башня, тест множителя выдавливания и тест на вылет — это несколько тестовых отпечатков, которые помогают точно определить различные проблемы, с которыми вы можете столкнуться на этом пути, такие как натяжение, плохие вылеты, плохая адгезия или проблемы с материалом поддержки, но у большинства принтеров не должно быть проблемы с этими основными изменениями.
Мы будем рады поговорить с вами о ваших потребностях в 3D-печати. Связаться!
Зависимость высоты слоя 3D-печати от размера сопла
Помимо множества тестовых устройств, у Мартина сейчас работает третий собственный 3D-принтер, и он печатает в качестве хобби для друзей, семьи и себя. Он с радостью делится своим опытом с каждой новой статьей.
Раскрытие информации: ссылки, отмеченные *, являются партнерскими ссылками. Я зарабатываю на соответствующих покупках, если вы решите совершить покупку по этим ссылкам — без дополнительных затрат для вас!
Какое влияние на конечный результат 3D-печати оказывают высота слоя и диаметр сопла? В 3D-принтере отдельные слои накладываются друг на друга с помощью нити.Высота слоя относится к высоте каждого отдельного слоя.
Для большинства принтеров высота регулируемого слоя составляет от 0,1 до 0,4 мм. Но в то же время высота слоя зависит также от диаметра сопла. Это связано с тем, что диаметр сопла обеспечивает максимальную и минимально достижимую высоту слоя.
Но как высота слоя и диаметр сопла влияют на качество печати?
Более толстые слои обеспечивают более высокую скорость печати при более низком разрешении.С более тонкими слоями может быть достигнуто более высокое разрешение при увеличении времени печати. Максимальная высота слоя составляет около 75% диаметра сопла, а минимальная высота слоя — около 25%.
Это была короткая версия. Вы можете узнать, как именно это работает, в этой статье.
Высота слоя
В 3D-печати объект создается слой за слоем. Для имеющихся в продаже 3D-принтеров высота слоя составляет примерно от 0,1 до 0,4 мм.Конечно, существуют также 3D-принтеры, которые также могут создавать слой высотой менее 50 мкм (= 0,05 мм).
При некоторых процессах печати высота слоя практически не влияет на результат. Но особенно для процессов SLA и FDM выбор толщины слоя является очень важным фактором.
Влияние высоты слоя на процесс печати
Выбранная высота слоя напрямую влияет на результат печати. Выбор правильной высоты слоя вполне сопоставим с выбором разрешения экрана телевизора.Меньшая толщина слоя приводит к более высокому разрешению объекта и к более гладким поверхностям. Толщина слоя (= Z-разрешение) может быть установлена на каждом 3D-принтере и иногда также зависит от процесса 3D-печати.
С другой стороны, высота слоя существенно влияет на процесс печати. Если, например, высоту слоя уменьшить вдвое с 300 мкм до 150 мкм, то печать займет вдвое больше времени, а затраты также значительно увеличатся. При меньшей толщине слоя большее количество слоев накладывается друг на друга, это обстоятельство приводит к большему количеству ошибок.
Когда толщина нижнего слоя не имеет смысла
Меньшая высота среза приводит к более высокому разрешению по оси Z, тем не менее, это не всегда полезно. Ключевой вопрос при выборе высоты среза — что важнее внешний вид или функциональность?
Если у объекта только горизонтальные поверхности и нет или почти нет кривых, то влияние более низкого уровня высоты едва заметно. Если угол между двумя слоями равен 90 °, то уменьшать высоту слоя не имеет смысла.Если целевой объект представляет собой, например, куб с длиной ребра 60 мм, то уменьшение высоты слоя со 150 мкм до 60 мкм не имеет никакого эффекта.
При меньшей высоте слоя увеличивается не только время печати, но и затраты. В конце концов, большая высота слоя часто приводит к улучшенным механическим свойствам. Если, например, деталь подлежит последующей обработке (шлифовке или покраске), то меньшая высота слоя является большим недостатком.
Преимущества более низкого уровня высоты
Результатом меньшей высоты слоя является более высокое разрешение по оси Z и, следовательно, более гладкая поверхность.Если вы имеете дело с тонкими, детализированными объектами, вам следует использовать более низкую высоту слоя.
Эффект наиболее эффективен, когда объект имеет кривые, углы или отверстия. Представьте, что вдоль горизонтальной оси нанесено отверстие.
Отверстие должно быть разрезано на несколько наложенных друг на друга слоев, в результате чего на поверхности получатся ступенчатые края. При значительной доле кривых меньшая высота слоя обеспечивает более высокую точность и детализацию.
Сопло
Сопло — один из важнейших компонентов 3D-принтера.Форсунки имеют коническую форму и изготавливаются из различных материалов.
У них есть резьба на нижнем конце, с помощью которой их можно прикрутить к горячему концу 3D-принтера. Длина резьбы, а также диаметр могут различаться для отдельных форсунок. Поэтому вам следует заранее проверить, совместимо ли соответствующее сопло с вашим 3D-принтером и для каких нитей оно подходит.
Диаметр сопла
Диаметр ствола скважины (диаметр сопла) для большинства сопел находится в пределах 0.1 и 2 мм. Стандартными являются насадки диаметром 0,4 мм. Стоит купить набор разных насадок. Диаметр сопла существенно влияет на результат печати.
Форсунки большого диаметра подходят для увеличенной высоты слоя, форсунки маленького диаметра идеальны для малой высоты слоя и, следовательно, для более высокого разрешения.
Материалы сопла
Сопла для 3D-принтеров часто изготавливаются из латуни, меди или (нержавеющей) стали * .По желанию возможно также покрытие. В зависимости от предполагаемого использования и требований также доступны форсунки из других материалов или сплавов. Некоторые насадки, например, сделаны из рубина на кончике.
Идеальный материал зависит от нити накала и ваших требований. Например, для очень твердой нити форсунки из нержавеющей стали подходят больше, чем из латуни, даже если теплопроводность несколько хуже.
Взаимосвязь между высотой слоя и диаметром сопла
Диаметр сопла в 3D-принтере напрямую влияет на рекомендуемую толщину слоя и, следовательно, на скорость печати.В зависимости от диаметра сопла рекомендуется максимальная и минимальная высота слоя.
Максимальная высота слоя рассчитывается по формуле 1, минимальная высота слоя по формуле 2:
- максимальная высота слоя = 0,75 * диаметр сопла
- минимальная высота слоя = 0,25 * диаметр сопла
Конечно, это практические правила, но они полезны для ориентации. Если диаметр сопла составляет 500 мкм, то максимальная высота слоя составляет 375 мкм, а минимальная высота слоя — 125 мкм.Например, многие специалисты печатают только с половиной диаметра сопла. При диаметре сопла 0,2 мм (= 200 мкм) они печатают с выбранной высотой слоя 100 мкм. Данный диаметр сопла ограничивает максимальное количество материала, который может быть выдавлен.
Очень маленький диаметр сопла также подразумевает некоторую низкую скорость печати по следующим причинам:
- диаметр ограничивает количество экструдируемого материала
- необходимо большее давление для проталкивания большого количества нити через маленькое сопло
- с повышенной скоростью, за тот же период времени необходимо транспортировать больше материала увеличенный диаметр сопла позволяет печатать быстрее.Однако при использовании сопла большего размера необходимо выбрать большую высоту слоя, что приведет к более грубому разрешению.
Практические испытания и сравнение
Чтобы проверить эти формулы, я оснастил свой Anycubic Mega S * разными насадками. Я установил высоту слоя на 25%, 50% и 75% диаметра сопла соответственно.
Высота слоя Диаметр сопла Время печати 0.7 мм 1,0 мм 0:06 0,5 мм 1,0 мм 0:08 0,25 мм 1,0 мм 0:15 0,6 мм 0,8 мм 0:07 0,4 мм 0,8 мм 0:10 0,2 мм 0,8 мм 0:19 0,45 мм 0,6 мм 0: 13 0.3 мм 0,6 мм 0:18 0,15 мм 0,6 мм 0:37 0,3 мм 0,4 мм 0:24 0,2 мм 0,4 мм 0:38 0,1 мм 0,4 мм 1:03 0,225 мм 0,3 мм 0:46 0,15 мм 0,3 мм 1: 07 0.075 мм 0,3 мм 2:15 0,15 мм 0,2 мм 1:26 0,1 мм 0,2 мм 2:08 0,05 мм 0,2 мм 4:18 Что непосредственно заметно в чистых данных, так это большая разница между временем печати.
Эта разница становится все больше и больше, особенно с меньшими диаметрами. С 0.Сопло 2 мм и при 25%, т.е. высоте слоя 0,05 мм, это уже более четырех часов для выбранного объекта!
Здесь вы можете увидеть, как настройки и различные диаметры сопла повлияли на поверхность:
Из тестов я узнал, что для большинства объектов не имеет значения для глаза, если вы используете высоту слоя 0,1 мм или меньше.
Вы действительно можете увидеть разницу между 0,1 мм и 0,05 мм, только если внимательно присмотритесь к .
Кроме того, всегда возникает вопрос, стоит ли потратить на это время.
Время печати очень быстро удваивается. Аналогичным образом, время печати быстро удваивается, если вы хотите напечатать слой той же высоты с помощью сопла меньшего размера (например, высота слоя 0,15 мм с соплом 0,6 мм занимает 37 минут, а 0,15 мм с соплом 0,3 мм — 1 час 7 минут).
Это, конечно, потому, что вам нужно напечатать такой же объем. При меньшей ширине экструзии печатающая головка должна перемещаться на большее расстояние и печатать больше заполняющих стенок, чтобы получить тот же объем печати.
Связанные вопросы
Какая высота слоя типична для различных процессов печати?
- FDM от 0,05 до 0,4 мм (стандартная 0,1 мм)
- SLA / DLP от 0,025 мм до 0,1 мм (стандартная 0,05 мм)
- SLS от 0,08 мм до 0,12 мм (стандартная 0,1 мм)
- Струйная обработка материала 0,016 до 0,03 мм (стандартная 0,016)
- Распыление связующего 0,1 мм
- DMLS от 0,03 мм до 0,05 мм
Из каких материалов изготавливается большинство форсунок и почему?
Большинство сопел 3D-принтеров изготовлено из латуни.Латунь особенно хорошо зарекомендовала себя благодаря хорошей теплопроводности. Эти насадки очень просты в изготовлении и стоят недорого. Сопла из латуни не подходят для нитей с сильным абразивным эффектом.
Чем покрыты латунные сопла?
Покрытие защищает латунное сопло от чрезмерного истирания. В качестве покрытия можно использовать хром или никель.
Для чего подходят форсунки из нержавеющей стали?
Сопла из нержавеющей стали намного прочнее, чем из латуни или меди.Недостатком является более низкая теплопроводность, поэтому необходимо установить более высокую температуру давления.
Сколько на самом деле стоит форсунка?
Цена, конечно, зависит от материала. Самыми дешевыми являются никелевые насадки без покрытия, иногда они доступны менее чем за 10 баксов. Цена на форсунки из нержавеющей стали колеблется от 15 до 25 долларов. Заметно дороже сопла с рубином, они также могут стоить 90 долларов и более.
Какой диаметр сопла для чего подходит? Какой стандартный диаметр?
Большинство 3D-принтеров оснащены 0.Сопла 4 мм. Сопла диаметром <0,4 мм подходят для объектов со сложными деталями. Сопла диаметром от 0,6 до 1 мм идеально подходят для менее точной и быстрой 3D-печати.
Что еще нужно учитывать при выборе диаметра сопла?
При большем диаметре сопла и более высокой скорости печати необходимо расплавить больше нити. Обратите внимание, что экструдер и нагревательный картридж имеют ограничение мощности.
Заключение
Как высота слоя, так и диаметр сопла имеют решающее влияние на время печати, затраты и результат печати.Данный диаметр сопла дает минимальную и максимальную высоту каждого слоя (см. Формулы 1 и 2).
В основном, чем больше диаметр сопла, тем больше максимально возможная высота слоя. Большая высота слоя часто также приводит к меньшему количеству дефектов печати и улучшению свойств материала. Если деталь подлежит доработке, то оптимальна большая высота слоя.
В 3D-печати объект создается слой за слоем, причем высота слоя определяет высоту или толщину каждого отдельного слоя.Малая высота слоя приводит к более высокому разрешению по оси Z и значительному увеличению времени печати. Максимальная скорость печати также ограничена диаметром сопла. Сопло большего диаметра обеспечивает более быструю печать.
Сопла с малым диаметром <0,4 мм подходят для печати мелких, деликатных предметов с большим количеством деталей. Идеальный материал для форсунок зависит от нити накала, но никель часто оказывается очень хорошим выбором. Благодаря многочисленным изгибам достигается лучший результат за счет более плоской поверхности.Одним из недостатков является увеличение времени, необходимого для печати. Если вы уменьшите высоту слоя вдвое, то 3D-принтеру потребуется в два раза больше времени.
Итак, при выборе диаметра сопла решающими являются следующие факторы:
- Есть ли у объекта много изогнутых поверхностей, отверстий или мелких деталей? Тогда идеально подойдут небольшие насадки и небольшая высота слоя. Для неизогнутых объектов с горизонтальными поверхностями и углами 90 ° (кубы, кубоиды) следует выбирать большую высоту слоя.
- Это вопрос внешнего вида или функциональности? Если объект необходимо переделать, то, очевидно, более практичным будет увеличение высоты слоя.В конце концов, печать — это еще и вопрос стоимости. Если в основном речь идет о функциональности, вам следует выбрать более высокую высоту слоя.
Раскрытие информации: этот веб-сайт является собственностью Мартина Люткемейера и управляется Мартином Люткемейером. Мартин Люткемейер является участником Amazon Services LLC и других партнерских программ. Это партнерские рекламные программы, предназначенные для того, чтобы веб-сайты могли получать доход от рекламы за счет рекламы и ссылок на Amazon.com и другие.Ссылки, отмеченные *, являются партнерскими ссылками.
ultimaker cura — Почему у слайсеров есть настройки размера сопла?
На этот вопрос уже есть ответ :
Закрыт в прошлом году.
Мне кажется, что размер отверстия в насадке сам по себе не имеет значения.Если вы запрограммируете высоту слоя и ширину линии, то необходимо выдавить одинаковое количество пластика, независимо от размера отверстия в сопле.
Конечно, я понимаю, что механически наилучшие результаты получаются при ширине линии, немного превышающей размер сопла. Мы не могли напечатать линию 0,3 мм с соплом 0,6 мм, и попытка напечатать линию 1 мм с соплом 0,4 мм, вероятно, тоже не сработает. Но с точки зрения того, что должен делать настоящий G-код, размер сопла, похоже, не имеет значения.В конце концов, принтеры подают нить в зависимости от длины / объема, поэтому размер сопла не должен влиять на количество выдавленного пластика.
Что вызвало этот вопрос: я хочу перейти с сопла 0,4 мм на сопло 0,8 мм, но не могу найти, как изменить размер сопла в Cura. Есть много сообщений об ошибках, связанных с исчезновением или отсутствием отображения настройки размера сопла в Cura, и я думаю, что это моя проблема. Однако в обсуждениях по устранению неполадок многие люди утверждают, что вы можете просто изменить ширину линии и полностью игнорировать размер сопла, и результат будет таким же.Другими словами, если я хочу переключиться с сопла 0,4 и ширины линии 0,48 на сопло 0,8 и ширину линии 1 мм, я могу просто установить для слайсера размер сопла 0,4, но увеличить ширину линии до 1 мм, и если я физически установите сопло 0,8 мм, оно будет делать то же самое. Есть даже разработчики Cura, которые говорят, что настройка размера сопла будет полностью удалена в будущей версии.
Это может зависеть от того, как работают отдельные слайсеры. Кто-нибудь пробовал переключаться между, скажем, 0,4 и 0.6 настроек сопла, оставляя ширину линии одинаковой (скажем, 0,8 мм для обеих линий), и видите какие-либо различия в G-коде? Я не могу проверить это сам, потому что сейчас не могу изменить размер сопла …
Как работает размер диаметра сопла и разрешение слоя по оси Z?
Да, они действительно снижают скорость. По сути, скорость, с которой вы подаете нить, определяет, насколько большой объем выходит, а расстояние, на которое вы перемещаете экструдер, означает, что этот объем распределяется по этому расстоянию.Однако это еще не все.
Размер сопла определяет только две вещи: максимальную высоту слоя и минимальный размер элемента . Это не влияет на минимальную высоту слоя (и, очевидно, не влияет на максимальный размер элемента), хотя есть некоторые практические ограничения (вы не захотите печатать слои 0,1 мм с помощью сопла 5 мм).
Сопло сдавливает нить при выдавливании; нить в основном вдавливается в зазор между соплом и предыдущим слоем.Нет предела тому, насколько тонкий слой вы можете напечатать (цифра 60 микрон — это просто то, что придумал отдел маркетинга, вы, вероятно, можете напечатать даже более тонкие слои). Пока вы можете позиционировать ось Z с достаточной точностью (что обычно не проблема), вы можете печатать сколь угодно тонкие слои.
С другой стороны, размер сопла определяет максимальную высоту слоя. Вам нужно, чтобы нить немного прижалась, иначе она не будет правильно прилипать к предыдущему слою. Вы не можете печатать слои толще, чем размер вашего сопла, и обычно рекомендуется печатать с размером слоя, который составляет не более 80% от размера вашего сопла (например.грамм. с соплом 0,4 мм не следует пытаться печатать слоями толщиной более 0,32 мм), но это всего лишь рекомендация.
Ширина вашей экструзии — это ширина линии, нанесенной вашим соплом. Обычно это (из-за упомянутого сжатия) немного больше, чем размер вашего сопла. При использовании сопла 0,4 мм вы должны установить немного большую ширину экструзии, например 0,5 мм. Технически возможно печатать с шириной выдавливания, равной (или даже меньшей) размеру вашего сопла, но это приводит к очень слабым отпечаткам: как упоминалось ранее, вы хотите, чтобы пластик слегка сдавился.
Заявлена точность до 100 микрон. Это не означает, что вы можете печатать элементы размером до 100 микрон (поскольку вы не можете этого сделать из-за того, что ширина экструзии намного больше). Это означает, например, что если вы печатаете куб размером 10 мм, вы должны ожидать, что его реальный размер будет между 9,9 и 10,1 мм. В таком кубе нет элементов, которые меньше вашего минимального размера элемента, но его внешние стенки могут быть расположены с большей точностью, чем этот минимальный размер элемента.
Я должен предупредить вас, что значение в 100 микрон — это «до», и на практике вам будет трудно достичь этого.
.