Чем точить победитовые напайки: выбор станка. Как наточить циркулярную пилу с победитовыми напайками своими руками в домашних условиях? Как определить углы заточки?
Как правильно заточить победитовое сверло. А нужно ли его вообще точить ? | Дачный СтройРемонт
Некоторые «диванные» специалисты утверждают, что победитовые сверла в заточке не нуждаются совсем. Отчасти я согласен с этим мнением, но все — таки иногда его нужно затачивать.
Для эксперимента просверлите отверстие старым победитовым сверлом, а после рядом просверлите такое же отверстие, но уже новым, недавно купленным или заточенным. Сразу почувствуете огромную разницу.
Победитовое сверло до заточкиПобедитовое сверло до заточки
Победит — это довольно твердый сплав, состоящий на 90 процентов из карбида вольфрама и на 10 процентов из кобальта (в качестве связующего), и совсем маленького количества углерода. Поэтому я произвожу заточку победитового сверла на наждаке с алмазным кругом.
У данного сверла, а именно победита угол заточки примерно 120 градусов. Но как заточить, соблюдая его ? Для этих целей можно быстро изготовить нехитрое приспособление из доски или бруска в виде треугольника. Примерная схема приспособления на рисунке ниже.
Но как заточить, соблюдая его ? Для этих целей можно быстро изготовить нехитрое приспособление из доски или бруска в виде треугольника. Примерная схема приспособления на рисунке ниже.
Рисунок с сайта http://np.kz
Далее просто вставляем сверло в приспособление и подвигаем его к крутящемуся диску. Но есть некоторые тонкости:
- прижим к диску должен быть минимальный;
- после одного — двух прижимов сверло нужно обязательно охлаждать в емкости с водой. Ни в коем случае нельзя перегревать его, так как победитовые напайки в таком случае просто начнут трескаться и крошиться. Сверло будет испорчено безвозвратно.
Вот в таком неспешном темпе затачиваем сверло до нужного состояния.
Победитовое сверло после заточки на приспособленииПобедитовое сверло после заточки на приспособлении
Обязательно перед заточкой проверьте сам диск на биение, иначе тоже рискуете испортить сверло.
И напоследок, скажу несколько слов по технике безопасности при работе. Сейчас сразу представил как изменились лица у некоторых читателей, мол «Кого ты учить собрался, обормот..» )) Но все — таки озвучу, лишнем не будет.
Проводить работы по заточке нужно в защитных очках, в плотно прилегающей одежде. Длинные волосы, если у кого — то такие есть, должны быть заправлены под головной убор. Ни в коем случае нельзя выполнять данные работы в перчатках или рукавицах, во избежании зацепления их с наждачным кругом или другими крутящимися частями.
Соблюдая эти правила, вы выполните заточные работы быстро, качественно и без различных травм.
Друзья! Всегда рад вашему лайку и подписке на канал!Козырьки и навесы. Наружные и внутренние лестницы. Комплектующие
Заточка циркулярных пил
Материал и свойства карбидных зубьев
В отечественных пилах в качестве материала для режущих вставок используются спеченные вольфрам-кобальтовые сплавы марок (6, 15 и т. Д., Рисунок означает процентное содержание кобальта). 6 имеет твердость 88,5 HRA, а 15 имеет 86 HRA. Иностранные производители используют свои сплавы. Твердые сплавы состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Д., Рисунок означает процентное содержание кобальта). 6 имеет твердость 88,5 HRA, а 15 имеет 86 HRA. Иностранные производители используют свои сплавы. Твердые сплавы состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Пластины из твердого сплава прикрепляются к диску с помощью высокотемпературной пайки. В качестве материала для пайки используются, в лучшем случае, серебряные припои (PSr-40, PSr-45), в худшем случае. медно-цинковые припои (L-63, MNMC-68-4-2).
Геометрия карбидных зубцов
В форме различают следующие типы зубов.
Прямой зуб . Обычно используется в пилах для продольной быстрой распиловки, качество которых не особенно важно.
Наклонный (косой) зуб с левым и правым углом наклона задней плоскости. Зубы с различным углом наклона чередуются между собой, из-за того, что они называются чередующимися. Это наиболее распространенная форма зуба. В зависимости от размера углов шлифования пилы с чередующимся зубом используются для распиловки самых разных материалов (дерева, ДСП, пластмасс). как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона задней плоскости используются в качестве подрезки при резке пластин с двухсторонним ламинированием. Их использование позволяет избежать сколов по краям разреза. Увеличение угла скоса уменьшает силу резания и снижает риск сколов, но в то же время уменьшает прочность и прочность зуба.
Это наиболее распространенная форма зуба. В зависимости от размера углов шлифования пилы с чередующимся зубом используются для распиловки самых разных материалов (дерева, ДСП, пластмасс). как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона задней плоскости используются в качестве подрезки при резке пластин с двухсторонним ламинированием. Их использование позволяет избежать сколов по краям разреза. Увеличение угла скоса уменьшает силу резания и снижает риск сколов, но в то же время уменьшает прочность и прочность зуба.
Зубы могут быть склонны не только к тылу, но и к передней плоскости.
Трапециевидный зуб . Особенностью этих зубов является относительно медленная скорость притупления режущих кромок по сравнению с чередующимися зубьями. Обычно они используются в сочетании с прямым зубом.
Перемещаясь с последним и слегка поднимаясь над ним, трапециевидный зуб выполняет сквозную резку, а прямая линия, следующая за ней, является чистой. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двухсторонним ламинированием (ДСП, МДФ и т. Д.), А также для распиловки пластмасс.
Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двухсторонним ламинированием (ДСП, МДФ и т. Д.), А также для распиловки пластмасс.
Конический зуб . Пилы с коническим зубцом являются вспомогательными и используются для забора нижнего слоя ламината, защищающего его от сколов во время прохождения основной пилы.
В подавляющем большинстве случаев передняя сторона зубов имеет плоскую форму, но есть пилы с вогнутой передней поверхностью. Они используются для отделки поперечной резки.
Углы шлифования зубов
Значения углов шлифования определяются с помощью пилы. то есть для резки материала и в каком направлении оно предназначено. Пилы для продольной распиловки имеют относительно большой передний угол (15 °.25 °). В поперечных пилах угол γ обычно колеблется от 5-10 °. Универсальные пилы, предназначенные для поперечной и продольной распиловки, имеют среднее значение переднего угла. обычно 15 °.
Значения углов шлифования определяются не только по направлению резания, но и по твердости материала пилы. Чем выше твердость, тем меньше передний и задний углы (меньше сужения зуба).
Чем выше твердость, тем меньше передний и задний углы (меньше сужения зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с этим углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
Читайте так же
При распиливании массивных заготовок боковые поверхности также подвергаются быстрому износу.
Не перегоняйте пилу. Радиус закругления режущей кромки не должен превышать 0,1-0,2 мм. В дополнение к тому факту, что, когда лезвие сильно тупые, производительность резко падает, для того, чтобы измельчить его, требуется в несколько раз больше времени, чем точить лезвие с нормальным притуплением. Степень притупления может быть определена как самими зубами, так и типом разреза, который они оставляют.
Правильная заточка циркулярных пил должна обеспечивать, в то же время, что режущая кромка должным образом заточена, чтобы обеспечить максимальное количество резцов, что в оптимальном случае может достигать 25-30 раз. Для этой цели рекомендуется использовать твердосплавный зуб, который следует шлифовать вдоль передней и задней плоскостей. Фактически, зубы могут быть измельчены и вдоль одной передней плоскости, но количество возможной заточки оказывается почти в два раза меньше, чем при заточке на двух плоскостях. На рисунке ниже ясно показано, почему это происходит.
Для этой цели рекомендуется использовать твердосплавный зуб, который следует шлифовать вдоль передней и задней плоскостей. Фактически, зубы могут быть измельчены и вдоль одной передней плоскости, но количество возможной заточки оказывается почти в два раза меньше, чем при заточке на двух плоскостях. На рисунке ниже ясно показано, почему это происходит.
Последний прогон при заточке пильных дисков рекомендуется делать на задней плоскости зуба. Стандартное значение удаления металла составляет 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от грязи, например смолы, и проверить значения углов шлифования. На некоторых пилах они записываются на диск.
Оборудование и материалы для заточки пильных полотен
При использовании абразивных дисков (особенно алмазных колес) желательно их охлаждать.
По мере повышения температуры микротвердость абразивных материалов уменьшается. Повышение температуры до 1000 ° C снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° C приводит к уменьшению твердости абразивных материалов почти в 4-6 раз.
Как Самому Точить Пильные Диски Простым Приспособлением
Точить твёрдосплавные диски очень легко с помощью простейшего приспособления, а служат такие диски раза.
Заточка пильных дисков самостоятельно
Затупился пильный диск на моей Маките 2704. Финансов на покупку диска от Макиты или СМТ в данный момент нету.
Использование воды для охлаждения может привести к ржавчине на деталях и компонентах машины. Для устранения коррозии к воде добавляют воду и мыло, а также некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т. Д.), Которые образуют защитные пленки. При нормальном шлифовании чаще всего используются мыльные и содовые растворы, а также для тонкого измельчения, низкоконцентрированных эмульсий.
Однако при шлифовании пильных полотен в домашних условиях с низкой интенсивностью шлифовальных работ круг не прибегает к охлаждению очень часто, не желая тратить время на него.
Чтобы увеличить шлифовальную способность абразивных дисков и уменьшить удельный износ, следует выбрать наибольший размер зерна, который обеспечивает требуемую чистоту поверхности заостренного зуба.
Чтобы выбрать размер зерна абразива, в соответствии со стадией измельчения, вы можете использовать таблицу в статье о шлифовальных стержнях. Например, если используются круги с бриллиантами, для черновой обработки можно использовать круги с размером зерна 160/125 или 125/100 для отделки. 63/50 или 50/40. Круги с размерами зерен от 40/28 до 14/10 используются для удаления зубцов.
Окружная скорость круга при заточке зубов карбида должна составлять около 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна быть около 1500-2700 об / мин. Заточка более хрупких сплавов производится с меньшей скоростью из этого диапазона. При заточке карбидных инструментов использование жестких мод приводит к образованию повышенных напряжений и трещин, а иногда и к измельчению режущих кромок, в то время как износ колеса увеличивается.
При использовании шлифовальных станков с пилой, изменение относительного положения пилы и шлифовального круга может осуществляться по-разному. путем перемещения одной пилы (двигатель с кругом неподвижен), одновременно перемещая пилу и двигатель, перемещаясь только двигатель с кругом (пильный диск неподвижен).
Производится большое количество шлифовальных машин различных функций. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим шлифования, при котором все операции выполняются без участия рабочего.
В простейших и дешевых моделях после установки и фиксации пилы в положении, обеспечивающем требуемый угол заточки, все дальнейшие операции поворачивают пилу вокруг своей оси (поворачивая зуб), подавая на шлифование (приводящий в контакт с круг) и контролируя толщину пильного металла. изготавливаются вручную. Такие простые модели целесообразно использовать дома, когда заточка циркулярных пил эпизодична.
Примером самой простой машины для шлифовальных дисковых пил является система, фотография которой показана на фотографии ниже. Он состоит из двух основных блоков. двигателя с кругом (1) и опоры (2), на которой установлена заостренная пила. Вращающийся механизм (3) служит для изменения угла полотна (при затачивании зубов). С помощью винта (4) пила перемещается вдоль оси абразивного колеса. Это гарантирует, что заданное значение угла переднего шлифования будет установлено. Винт (5) используется для установки стопора в нужном положении, предотвращая чрезмерное попадание круга в межзубную полость.
Он состоит из двух основных блоков. двигателя с кругом (1) и опоры (2), на которой установлена заостренная пила. Вращающийся механизм (3) служит для изменения угла полотна (при затачивании зубов). С помощью винта (4) пила перемещается вдоль оси абразивного колеса. Это гарантирует, что заданное значение угла переднего шлифования будет установлено. Винт (5) используется для установки стопора в нужном положении, предотвращая чрезмерное попадание круга в межзубную полость.
Процесс заточки пильных дисков
Читайте так же
Пила устанавливается на оправке, зажатой с помощью конической (центрирующей) втулки и гайки, а затем устанавливается в строго горизонтальном положении с помощью механизма (3). Это обеспечивает угол наклона передней плоскости (ε 1) равна 0 °. В машинах для шлифовальных дисков, которые не имеют встроенной угловой шкалы в механизме наклона, это делается с помощью обычного гониометра маятника. В этом случае проверьте горизонтальность машины.
Вращение винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, задает необходимый угол резания. Другими словами, пила перемещается в положение, где передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Другими словами, пила перемещается в положение, где передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер отмечает зуб, с которого начинается заточка.
Двигатель включен, а передняя плоскость заострена, вставив зуб в контакт с кругом и несколько движений вперед и назад с одновременным нажатием зуба на круг. Толщина удаляемого металла регулируется количеством затачивающих движений и силой нажатия зуба на абразивное колесо. После заточки одного зуба пила извлекается из контакта с кругом, она включает один зуб и повторяется операция заточки. И так далее, пока маркер маркера не сделает полный круг, показывая, что все зубы заострены.
Заточка зуба наклонена на передней плоскости . Разница между заточкой скошенного зуба и затачиванием прямого зуба заключается в том, что пилу нельзя устанавливать горизонтально, но с наклоном под углом, соответствующим углу наклона передней плоскости.
Угол пильного диска устанавливается с использованием того же маятникового гониометра. Сначала устанавливается положительный угол (в этом случае 8 °).
Сначала устанавливается положительный угол (в этом случае 8 °).
После этого каждый второй зуб затачивается.
После затачивания половины зубов угол наклона пильного полотна изменяется от 8 ° до.8 °.
И каждый второй зуб затачивается снова.
Заточка задней плоскости . Чтобы затачивать зуб на задней плоскости, необходимо, чтобы шлифовальный станок пильного диска позволял устанавливать пилу таким образом, чтобы задняя плоскость зуба находилась в одной плоскости с колеса.
Как заточить циркулярную пилу? Циркулярная пила – это необходимый инструмент при строительстве дачи. Она превосходит остальные виды пил по своей точности и качеству распила. Длительность эксплуатации конструкции зависит от качества ее заточки.
Срок службы круглой пилы зависит в том числе от качества ее заточки.
Незаточенный диск повышает нагрузку на механизм. В результате он может сломаться.
Необходима периодическая заточка циркулярных пил.
Признаки, которые свидетельствуют о том, что пилу нужно заточить:
- при распиле нужно прилагать большую нагрузку;
- подгорают края распила;
- перегревается двигатель;
- появляется дым при работе.


Заточка циркулярных пил
Материалы и инструменты:
- диск пилы;
- напильник;
- алмазный надфиль;
- маркер;
- тонкие деревянные брусочки;
- тиски;
- разводка;
- разводной ключ.
Как заточить циркулярную пилу с диском? Дисковую пилу необходимо затачивать с задней поверхности, если работают в положении полотна, которое повернуто к дереву. Передняя поверхность, которая находит на материал при распиле, остается в неизменном положении.
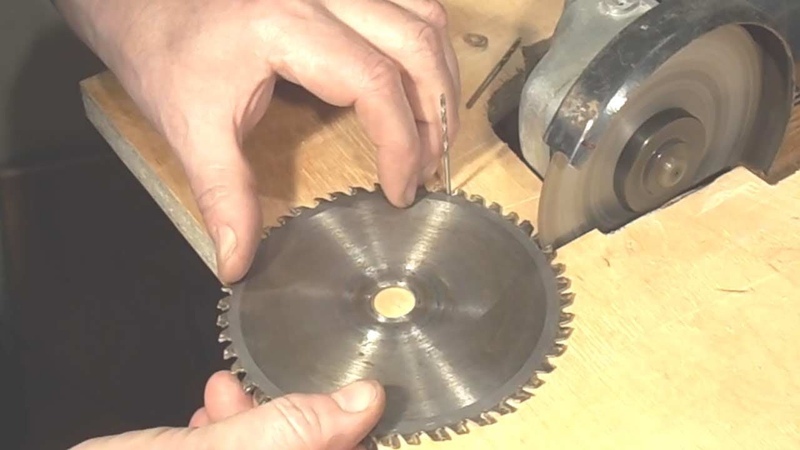
Выполнять точение диска можно в станке. Можно вытащить полотно из него. Если точение выполняется в устройстве, то нужно вынуть вилку из электрической розетки, чтобы предотвратить случайное включение прибора. Нужно подклинить изделие, положив под него с обеих сторон тонкие брусочки и придавить их к зубьям.
Надо пометить маркером элемент, с которого начинают выполнять точение. При точении надо соблюдать осторожность и прилагать максимум внимания. Точение выполняют при помощи напильника или алмазного надфиля.
Необходимо запомнить количество движений и прилагаемых усилий при точении первого зуба. Такие же усилия нужно прилагать при точении остальных деталей. Если полотно сняли со станка, нужно зажать его в тисках, затем таким же образом заточить каждый зуб. Затем полотно устанавливают обратно в устройство.
Выполняют проверку распила на образце. Если при работе возникает шум или подача материала неровная, нужно проверить высоту зубьев. Для этого надо поднести к режущему краю маркер. Затем надо медленно повернуть рукой полотно на 1 оборот в сторону, противоположную направлению вращения. При этом на каждом зубе появится метка. При осмотре можно выяснить какие элементы выше остальных. Если разница оказалась значительной, нужно аккуратно уменьшить высоту элементов.
Вернуться к оглавлению
Как выполнить развод зубьев диска
Если необходимо, чтобы движение диска было более свободным, то выполняют развод зубьев.
Необходимо все зубья по очереди отогнуть в разные стороны на одно и то же расстояние. Работу выполняют при помощи разводки. Разводка – это инструмент для выполнения развода элементов. Для выполнения разводки можно пользоваться разводным ключом. При работе с мягкими породами древесины их разводят больше. При работе с твердыми породами – меньше.
Работу выполняют при помощи разводки. Разводка – это инструмент для выполнения развода элементов. Для выполнения разводки можно пользоваться разводным ключом. При работе с мягкими породами древесины их разводят больше. При работе с твердыми породами – меньше.
Чтобы правильно подобрать разводку, нужно опробовать устройство при распиле прочных пород древесины. Наилучшим вариантом разводки будет приблизительно 0,3 – 0,5 мм в одну сторону. Основным требованием считается разводка элементов не больше толщины полотна на обе стороны. Разводку выполняют перед заточкой.
В том случае, когда необходимо точение полотна более высокого качества, применяют станок для механизированного точения.
Вернуться к оглавлению
Механизированное затачивание диска
Материалы и инструменты:
- диск пилы;
- станок для заточки диска;
- маятниковый угломер;
- маркер.
Как заточить циркулярную пилу механизированным способом? Существует большое количество различных станков. Некоторые механизмы обладают программными комплексами для обеспечения полностью автоматизированного режима точения. В домашней мастерской, когда точение дисков носит эпизодический характер, можно использовать более простое устройство.
Некоторые механизмы обладают программными комплексами для обеспечения полностью автоматизированного режима точения. В домашней мастерской, когда точение дисков носит эпизодический характер, можно использовать более простое устройство.
Углы заточки зубьев дисковой пилы: передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2).
Как заточить диск? В таком станке после его установки и закрепления в положении, которое обеспечивает необходимый угол заточки, все остальные операции – поворот полотна вокруг своей оси, контроль толщины металла, снимаемого с зуба – выполняются вручную.
Заточка прямого зуба по передней плоскости выполняется в такой последовательности. Устанавливают полотно на оправу станка. Зажимают с помощью центрирующей втулки. Затем при помощи механизма он устанавливается в строго горизонтальном положении. Таким образом, обеспечивается угол скоса передней плоскости, равный нулю. Если у станка нет встроенной угловой шкалы, горизонтальность диска проверяют при помощи маятникового угломера.
Затем вращают винт механизма, который обеспечивает горизонтальное перемещение оправы с кругом. Устанавливают необходимый передний угол заточки. Полотно передвигается в положении, при котором передняя плоскость каждого элемента плотно прилегает к рабочей поверхности круга.
Маркером делают отметку первого зуба, с которого начинают заточку. Затем включают двигатель и выполняют заточку передней плоскости. Станок вводит зуб в соприкосновение с кругом и выполняет несколько движений полотна вперед и назад с одновременным прижимом элемента к кругу.
После заточки одного элемента полотно выводится из контакта с абразивным кругом, поворачивается на один элемент. Затем операция повторяется аналогичным образом. Так станок работает до тех пор, пока отмеченный маркером элемент не выполнит полный круг, показав, что все элементы заточены.
Заточка скошенного зуба отличается от точения прямого тем, что пилу располагают с наклоном, равным углу скоса передней плоскости. Для заточки элемента по задней плоскости нужно, чтобы станок позволял устанавливать полотно так, чтобы задняя плоскость элемента находилась в одной плоскости с поверхностью круга.
Чтобы заточить дисковую пилу на станке, не надо обладать специальными навыками. С этой работой может справиться любой человек, если будет следовать всем инструкциям и правилам по работе со станками по заточке дисков.
Вне зависимости от используемого инструмента в работе, он всегда подлежит износу, но в некоторых случаях возможна временная реставрация. Так заточка дисковой пилы своими руками – это естественный процесс, который может выполнить любой желающий.
Взгляд изнутри на дисковую пилу
Сам диск изготавливается из весьма прочных сплавов 50ХФА, 9ХФ и 65Г, а иностранные компании используют свои варианты с похожими свойствами. Материал обладает повышенной надежность и жесткостью, благодаря чему казусы случаются крайне редко.
Но рабочая часть (режущие пластины) обычно изготавливается на основе вольфрама, карбида и кобальта, благодаря чему получается добиться высоких прочностных показателей. Характеристики сплавов формируются еще на начальном этапе, т. к. зависят не только от пропорции, но и от зернистости карбидной фазы (при понижении зернистости повышается прочность).
к. зависят не только от пропорции, но и от зернистости карбидной фазы (при понижении зернистости повышается прочность).
Режущие пластины припаиваются к диску посредством высоких температур, а в качестве припоя используется серебряный (оптимально) либо медно-цинковый (хуже). Для сезонной домашней работы идеально подходит медно-цинковый вариант, тогда как на пилорамы и в профессиональные цеха нужны более качественные серебряные аналоги.
Теперь нужно внимательно рассмотреть 1 зуб дисковой пилы (рис. 1). Весьма непривычным окажется тот факт, что тут 4 рабочие зоны:
Рисунок 1. Схема устройства зуба дисковой пилы.
- А. Передняя;
- Б. Задняя;
- В. 2 вспомогательные.
Данные зоны пересекаются между собой, благодаря чему образуется 3 режущие кромки:
- 1. Основная;
- 2 и 3. Вспомогательные.
Именно благодаря настолько сложной системе происходит качественный распил без погрешностей и нюансов. К тому же существует еще 4 вида таких зубьев:
- Прямой. Продольный быстрый распил, где можно немного пожертвовать качеством.
- Скошенный. Основной вариант, который позволяет работать с большинством материалов во всех направлениях (продольное и поперечное). Скошенность бывает влево и вправо, причем чаще всего на пилах оба варианта чередуются, благодаря чему повышается качество. При большом скосе можно использовать в качестве подрезных, т.к. они не дают сколов.
- Трапециевидный. Медленно тупятся, но прекрасно показывают себя в работе. Нередко используются в комбинации с прямым, благодаря чему удается достичь максимально точного эффекта. Трапециевидный возвышается над прямым, поэтому совершает черновую работу, а прямой в свою очередь проделывает чистовую.
- Конический. Такие пилы используются в качестве вспомогательных, чтобы не пустить при распиловке нижних слоев ламината сколы, а также для поперечного пиления.
 Продольный быстрый распил, где можно немного пожертвовать качеством.
Продольный быстрый распил, где можно немного пожертвовать качеством.Как нужно затачивать инструмент?
Основной износ происходит у верхней режущей кромки и передней грани, поэтому именно на них направляется основная деятельность при затачивании.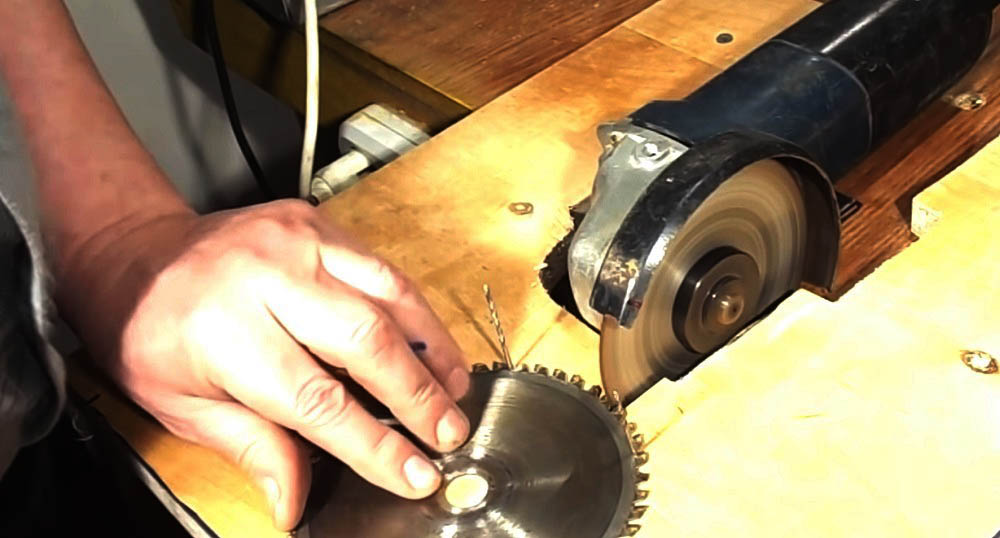 Но не стоит забывать и про боковые грани, т.к. при работе с массивными заготовками они тоже получаются свою немалую нагрузку.
Но не стоит забывать и про боковые грани, т.к. при работе с массивными заготовками они тоже получаются свою немалую нагрузку.
При работе не стоит допускать затупление более 0,2 мм, т.к. в противном случае на затачивание будет уходить гораздо больше времени и сил. Данный фактор определяется визуально по пропилу либо по самому зубу.
Затачивание зуба должно производиться по 2-м плоскостям – передняя и задняя, что существенно продлит сроки эксплуатации. Заточка лишь передней части сократит эти сроки минимум в 2 раза. Перед началом работы металл очищается от всех сторонних материалов, а потом и обезжиривается.
Для работы используются всего 2 типа кругов:
- CBN (эльбор) служит для заточки быстрорежущей стали с повышенным коэффициентом прочности;
- PCD (алмазные и кремниевые) служат для затачивания твердых сплавов. При длительной работе требуют охлаждение СОЖ (воду использовать нельзя), т.к. при достижении 900 С алмаз сгорает.
При затачивании зуб располагается идеально встык к рабочей поверхности, в противном случае можно потерять весь диск, либо не добиться желаемого результата. В связи с тем, что на каждый диск уходит немалое количество времени, нужно маркером помечать точку старта.
В связи с тем, что на каждый диск уходит немалое количество времени, нужно маркером помечать точку старта.
Специальные станки оборудованы всем необходимым, чтобы обеспечить комфортную деятельность, поэтому на них допустить ошибку почти невозможно, тогда как в кустарных условиях придется проявить небольшую изобретательность. Потребуются следующие инструменты и материалы:
- подставка;
- электродвигатель;
- насадка-переходник;
- сталь листовая;
- болгарка;
- винты.
Для начала потребуется небольшой электродвигатель, который качественно фиксируется к поверхности на высоте 5 см или выше. На вал надевается переходник для заточных дисков, после чего основная конструкция готова.
Но в руках держать затачиваемые предметы неудобно, поэтому для них на 3 см ниже вала формируется еще 1 плоскость из листовой стали в отдалении 2 см. В ней делаются 3 продольные прорези с шагом 1 см и диаметром 0,3 см, в которые будут вкручиваться фиксирующие винты.
В качестве панели для фиксации можно придумать много чего, вплоть до каркаса из арматуры под каждый отдельный диаметр. Важен итог – строго перпендикулярное положение, которое позволяет воздействовать на всю эксплуатируемую кромку.
Заточка зубьев на бензопиле и у ножовок производится аналогичным образом, но в последнем случае можно воспользоваться заточными камнями, т.к. материал весьма податлив, а небольшая погрешность в результате даст весьма незаметный эффект. При затачивании подобных пил нередко возникает другое осложнение – зубцы отгибаются, из-за чего в будущем эксплуатация сильно затрудняется.
Подведение итогов
Несмотря на множество нюансов, заточка дисковых пил осуществляется достаточно просто и быстро. Важно осуществлять этот процесс с большой точностью, благодаря чему добиться итогового результата можно будет в предельно сжатые сроки.
При отсутствии профессионального инструмента для заточки пилы под рукой можно его соорудить из подручных материалов.

Для полной сборки обычно уходит до 3 часов, а сроки эксплуатации ограничиваются лишь возможностями самого электродвигателя.
Дисковая или циркуляционная пила — незаменимый помощник в домашнем хозяйстве и на производстве при распиле древесных материалов. Она превосходит по эффективности другие виды пил, таких как цепные, сабельные, продольные. Чтобы получить идеальный раскрой заготовок, необходимо следить за заточкой дисковых пил с твердосплавными напайками.
Циркуляционные пилы – какими они бывают
Пильный диск при правильной заточке и разводе зубьев способен качественно и точно распилить заготовку в любом направлении реза относительно волокон.
Существует несколько видов режущих полотен для циркуляционной пилы:
- Диски с основой и режущей областью из цельного металла;
- Диски с основой из цельного металла и напылением материалов твердой структуры на зубьях;
- Металлические полотна с твердосплавными напайками.

Качественный распил заготовок невозможен, когда зубья выработались или затупились. Сопутствующим явлением работы тупым инструментом будет чрезмерная нагрузка на двигатель, риск заклинивания, небезопасность проведения режущих операций. Необходимо делать заточку циркулярных пил.
Для раскроя твердых пород древесины допустимо применять только диски, имеющие специальные пазы. Технологические разрывы на полотне предотвращают общую деформацию инструмента при возможном нагреве в процессе работы. Это исключает появление вибрационного фона, ухудшение линии распила.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Виды зубьев дисковых пил
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке.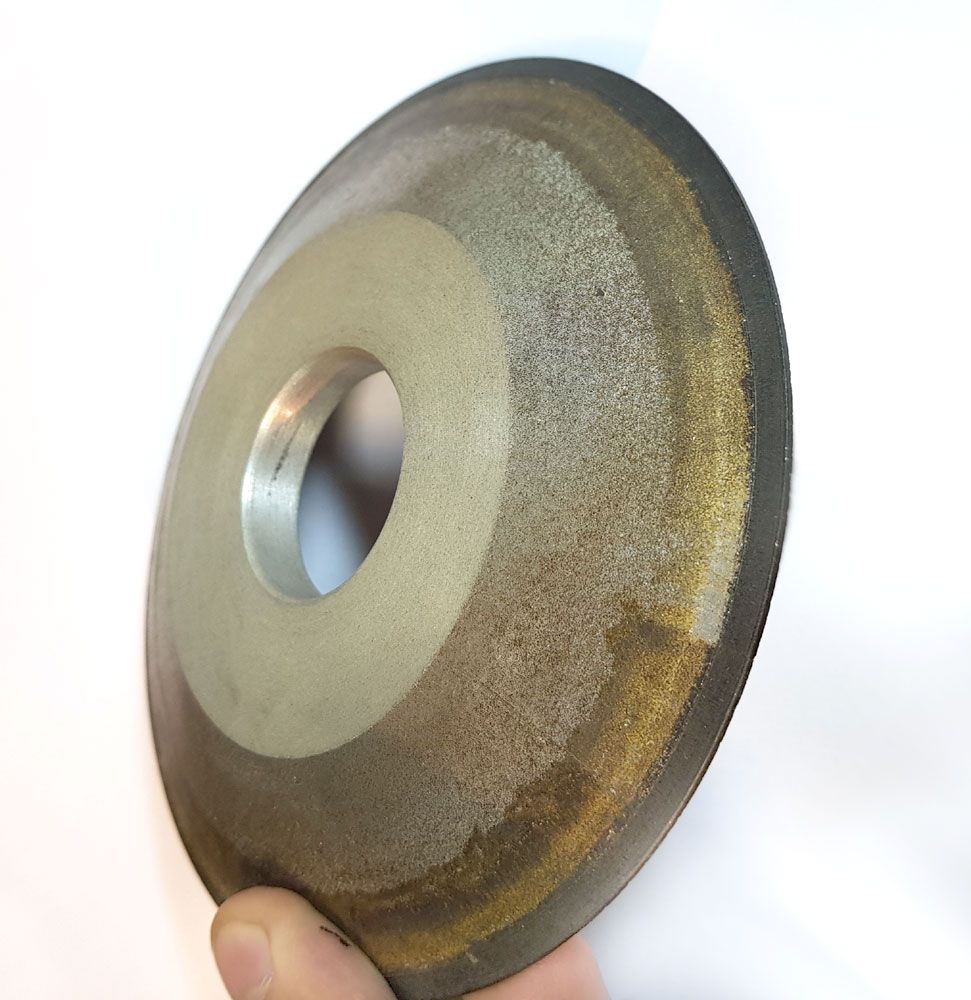 Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Пильный диск для циркулярки — характеристика
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
Определение степени износа циркуляционного диска
Получение качественного результата при работе пилой дискового типа возможно только в том случае, если вовремя выполнить заточку циркулярных пил. В противном случае может наблюдаться порча заготовок, быстрый износ механизмов привода пилы, увеличение травматизма на производстве. Чтобы этого избежать, необходимо четко следить за износом режущего полотна, ориентируясь на следующие признаки:
В противном случае может наблюдаться порча заготовок, быстрый износ механизмов привода пилы, увеличение травматизма на производстве. Чтобы этого избежать, необходимо четко следить за износом режущего полотна, ориентируясь на следующие признаки:
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.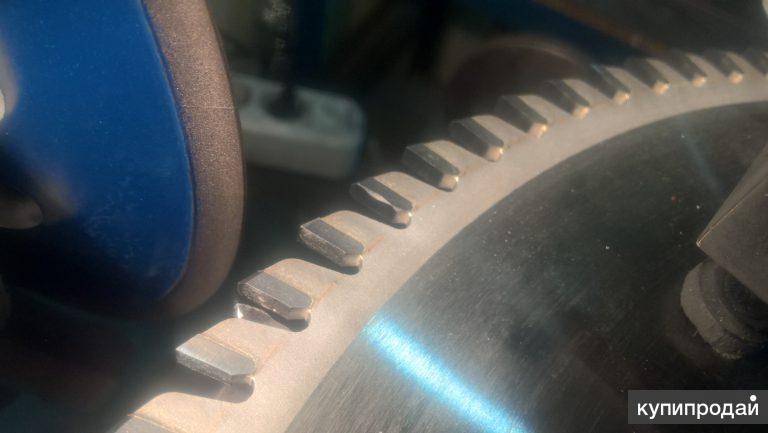
Как заточить пильный диск – правила
- Заточке подвергают только очищенный от пыли и грязи победитовый диск;
- Диск чистят, используя моющие средства, без применения механической обработки;
- Затачивают все рабочие плоскости;
- Допустимая толщина снятие металла находится в пределах 0.05-0.15 миллиметров;
- Допустимое количество операций по заточке не более 25 раз;
- Пилы точат вручную напильником или на станках.
Затачивание пильных кругов с твердосплавными зубьями
Победитовые напайки точат при помощи специального станка или самодельного приспособления к точильному кругу. Приспособление представляет фиксатор, в котором зажимается диск, соблюдая определенные углы заточки относительно наждака. Самым лучшим для заточки победита считается алмазный круг.
Маркером отмечают любую точку как отсчетную. Располагают основную рабочую поверхность зуба к точильному камню так, чтобы они находились в одной плоскости. Поочередно шлифуют каждый зуб до прохождения всего круга. Переставляют диск вспомогательной плоскостью к точильному кругу. Шлифуют уже другую плоскость у каждого зуба. Так шаг за шагом происходит полная заточка дисков с твердосплавными напайками.
Поочередно шлифуют каждый зуб до прохождения всего круга. Переставляют диск вспомогательной плоскостью к точильному кругу. Шлифуют уже другую плоскость у каждого зуба. Так шаг за шагом происходит полная заточка дисков с твердосплавными напайками.
Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования. Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее.
Заточка пил — это распространенное мероприятие, как и точение цепей бензопил, выполняемое своими руками. Вы можете доверить приспособление с твердосплавными, победитовыми напайками специалистам. Это обусловлено тем, что победитовые напайки имеют повышенную твердость, из-за чего обычным напильником выполнить заточку невозможно. Для этого потребуется дорогостоящий алмазный шлифинструмент.
Первое, что вам нужно сделать, это определить текущее состояние пильных кругов. У дисков и цепей бензопил есть определенные признаки износа. Если знать о них, вы легко узнаете, что острота дисковой пилы значительно ухудшилась.
- На кожухе двигателя вашей дисковой пилы начала значительно повышаться температура.
- Чтобы распилить заготовку, приходится прикладывать больше физических усилий своими руками. Аналогичное явление характерно для затупившихся цепей бензопил.
- Периодически из двигателя может идти дым.
- При обработке заготовок образуется неприятный аромат гари.
- На краях пильного круга образуются потемнения. Это нагар. Он может проявиться и на поверхности цепей бензопил.
- Деревянная заготовка начинается перемещаться по станку рывками, хотя при нормальной заточке движения должны быть плавными.
- При работе станка наблюдается посторонний шум.
- Нарушается геометрия зубьев пильных кругов вашей циркулярной пилы.
Общие правила заточки
Фото способов заточки дисковых пил
Как и в случае заточки цепей бензопил, самостоятельная заточка требует придерживаться определенных рекомендаций.
- Внимательно следите за равномерным снятием металла по профилю зубцов пильного круга;
- Никогда не прижимайте плотно пильный диск к шлифовальному кругу. Если станок для заточки дисковых пил будет плотно контактировать с затачиваемым кругом, это приведет к перегреву и дальнейшей деформации материала;
- Следите за сохранение высоты и профиля заточки по завершению операций обработки;
- Выполняя заточку дисков, используйте жидкость охлаждения. Это рекомендуется и тем, кто осуществляет точение цепей бензопил;
- Избегайте образования заусенец при точении пильного диска;
- Затачивая грани, опирайтесь на важное правило. Нужно точить только переднюю, либо переднюю и заднюю сторону зуба. Хотя на практике многие мастера своими руками предпочитают затачивать с задней стороны пильных кругов, считая такой метод более удобным;
- Изделия с победитовыми напайками точатся алмазными заточными приспособлениями. Только такие инструменты способны действительно эффективно восстановить режущие свойства данного инструмента. Применять обычный напильник можно, но по факту он не даст требуемого эффекта.
 Применять обычный напильник можно, но по факту он не даст требуемого эффекта.
Применять обычный напильник можно, но по факту он не даст требуемого эффекта.Способы заточки
Вы можете использовать заточной станок для пил или подручные приспособления.
Существует три основные методики заточки, где используется определенное приспособление, и соблюдаются правила обработки дисков. Какая из них самая правильная, сказать сложно. Опробовав каждую методику, вы сможете сделать определенные выводы для себя.
Заточка бывает:
- Классической;
- Полнопрофильной;
- Заточка граней зубцов.
Про каждую из них расскажем отдельно.
Классическая
Данная методика заточки используется давно, из-за чего и получила свое название.
- Заточка начинается с задней поверхности диска.
- Переднюю часть, набегающую на материал при резке, остается в своем неизменном положении.
- Обработку можно осуществлять непосредственно на дисковой пиле или снять пильный круг, установив его в тиски.
- Если затачиваете на циркулярке, обязательно отключите станок от питания.
- Для фиксации диска воспользуйтесь парой брусков, которые закрепят круг словно клинья. Бруски должна быть плотно прижаты к изделию, чтобы не допустить его движения при точении.
- Фломастером нанесите метку на первый зуб, с которого вы будете начинать.
- Выполните на первом зубе определенное количество движений точильным приспособлением. Запомните их количество.
- Для всех последующих зубцов повторяйте аналогичные по количеству и интенсивности движения.
- По завершению заточки обязательно проверьте работоспособность обновленной своими руками пилы. Если не возникает постороннего шума, вибраций и дисковый станок ведет себя стабильно, вам удалось правильно выполнить работу.

Альтернативные решения
К альтернативным способам заточки относятся те два метода, о которых мы описали выше. Они являются достаточно эффективными, потому часто применяются мастерами.
- Полнопрофильная обработка пильного диска. Среди всех методов точения этот способ можно считать самым точным и высококачественным. Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги.
- Точение граней зубцов. Популярность данного метода точения инструментов циркулярных пил объясняется тем, что его можно использовать на профессиональном уровне и в обычных домашних условиях. Если заточка осуществляется с помощью станка, вам потребуется приобрести соответствующие абразивные круги, соответствующие параметрам ваших пильных дисков. Но оптимально для большинства владельцев циркулярных пил задействовать домашний способ обработки. Это обусловлено тем, что зачастую не требуется проводить большой объем работ, а вся обработка режущих кромок осуществляется надфилем. Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.
 Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги.
Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги. Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.
Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.Опыт — это полезная вещь, благодаря которой можно избежать целого ряда ошибок, характерных для новичков. Потому обращать внимание на советы специалистов очень полезно, если вы хотите достичь положительного для себя результата при точении дисковой пилы.
- Всегда используйте защитные очки. Это правило почему-то многие игнорируют, из-за чего потом страдают сами же мастера. Потому перед началом заточки обязательно наденьте все необходимые средства защиты;
- Не пытайтесь удалить больше металла, чем требуется. Снимайте ровно столько, чтобы удалить все имеющиеся трещины, заусенцы и неровности;
- Во время точения диск обязательно удерживайте в неизменном положении;
- Если диск не точили давно, придется снять больший слой металла;
- Соблюдайте идентичность всех зубов по форме и высоте.
Изначально кажется, что заточка — технологически сложный процесс. Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.
Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.
Как-точить победитовые диски. Как сделать станок и заточить диск циркулярной пилы инструкция с подробным описанием
Знаете ли Вы, что…
Дисковая пила — стальной диск с нанесенными на его окружности зубьями, которые могут представлять собой как напайки из твердого сплава так и непосредственно вырезаны (нарезаны) из самого корпуса дисковой пилы.
Заточку и доводку зубьев дисковых пил с твердосплавными напайками выполняют абразивными (карборундовыми) или алмазными кругами, а также комбинированно: предварительную (грубую) заточку выполняют абразивными кругами, а чистовую заточку и доводку — алмазными. Для экономии твердого сплава и шлифовальных кругов основную заточку следует вести за счет длины пластинки — по задней грани, а вспомогательную — по передней. Заточка по задней грани состоит из заточки по стальной части зуба под углом α+6°; чистовой заточки по пластинке твердого сплава под углом α+2°; доводки части пластинки, прилегающей к лезвию под углом α. Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом γ1 напайки пластинки на зуб и окончательной — по передней грани под углом γ (при чистовой заточке и доводке). Заточку и доводку необходимо вести при непрерывном охлаждении. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Заточка по передней грани (при необходимости) состоит из предварительной заточки по всей грани под углом γ1 напайки пластинки на зуб и окончательной — по передней грани под углом γ (при чистовой заточке и доводке). Заточку и доводку необходимо вести при непрерывном охлаждении. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Алмазная заточка и доводка в 2…3 раза повышает стойкость инструмента и в 1,5…2 раза снижают расход твердых сплавов. Основные правила: заточка производится только на пластинке твердого сплава (под углом α+2°), максимальный припуск на заточку — не более 0,2 мм; доводка выполняется только по фаске (под углом α), припуск должен быть не более 0,05 мм.
На современных заточных станках, использующих комбинированный алмазный абразивный инструмент (две фракции зерен), заточка производится с непрерывным охлаждением за один проход при снятии припуска до 0,25 мм. Разработаны также твердосплавные пилы, в которых используются неперетачиваемые пластинки с двусторонней заточкой. Путем перестановки их используют с обеих сторон, а затем перерабатывают для изготовления новых острых пластин. Эта технология принципиально упрощает организацию инструментального хозяйства за счет его централизации и укрупнения специальных инструментальных предприятий.
Путем перестановки их используют с обеих сторон, а затем перерабатывают для изготовления новых острых пластин. Эта технология принципиально упрощает организацию инструментального хозяйства за счет его централизации и укрупнения специальных инструментальных предприятий.
Оформление задней поверхности (затылка) зуба. Если у фрезы задняя грань зуба плоская и заточка производится по этой задней грани параллельными слоями, то по мере износа зуба его задний угол α уменьшается и при достаточно большом числе переточек может стать недопустимо малым. Можно затачивать зуб по плоскости задней грани, сохраняя величину заднего угла. Но это приведет к уменьшению угла заточки β с потерей точности резца. Для обеспечения постоянства α заднюю грань затачивают по одной из трех кривых: по архимедовой спирали, по логарифмической спирали, по дуге окружности, проведенной из смещенного центра.
Для обеспечения нормальных условий работы тех участков контура лезвия зуба, которые лежат в плоскости вращения фрезы или близки к ней, создают угол бокового зазора посредством косой боковой обточки затылка зуба (тангенциальным поднутрением на 2…3° либо радиальным поднутрением на 0°3″…1°), как у зубьев строгальной пилы.
Заточка пил по дереву: заточка пилы по МДФ, заточка пилы по ДСП. Заточка пил по композитным материалам: заточка пилы по пластику, заточка пилы по ламинату. Заточка пил по металлу: заточка пилы по алюминию, заточка пилы по стали. Заточка алмазных пил.
Вне зависимости от используемого инструмента в работе, он всегда подлежит износу, но в некоторых случаях возможна временная реставрация. Так заточка дисковой пилы своими руками – это естественный процесс, который может выполнить любой желающий.
Взгляд изнутри на дисковую пилу
Сам диск изготавливается из весьма прочных сплавов 50ХФА, 9ХФ и 65Г, а иностранные компании используют свои варианты с похожими свойствами. Материал обладает повышенной надежность и жесткостью, благодаря чему казусы случаются крайне редко.
Но рабочая часть (режущие пластины) обычно изготавливается на основе вольфрама, карбида и кобальта, благодаря чему получается добиться высоких прочностных показателей. Характеристики сплавов формируются еще на начальном этапе, т. к. зависят не только от пропорции, но и от зернистости карбидной фазы (при понижении зернистости повышается прочность).
к. зависят не только от пропорции, но и от зернистости карбидной фазы (при понижении зернистости повышается прочность).
Режущие пластины припаиваются к диску посредством высоких температур, а в качестве припоя используется серебряный (оптимально) либо медно-цинковый (хуже). Для сезонной домашней работы идеально подходит медно-цинковый вариант, тогда как на пилорамы и в профессиональные цеха нужны более качественные серебряные аналоги.
Теперь нужно внимательно рассмотреть 1 зуб дисковой пилы (рис. 1). Весьма непривычным окажется тот факт, что тут 4 рабочие зоны:
Рисунок 1. Схема устройства зуба дисковой пилы.
- А. Передняя;
- Б. Задняя;
- В. 2 вспомогательные.
Данные зоны пересекаются между собой, благодаря чему образуется 3 режущие кромки:
- 1. Основная;
- 2 и 3. Вспомогательные.
Именно благодаря настолько сложной системе происходит качественный распил без погрешностей и нюансов. К тому же существует еще 4 вида таких зубьев:
- Прямой. Продольный быстрый распил, где можно немного пожертвовать качеством.
- Скошенный. Основной вариант, который позволяет работать с большинством материалов во всех направлениях (продольное и поперечное). Скошенность бывает влево и вправо, причем чаще всего на пилах оба варианта чередуются, благодаря чему повышается качество. При большом скосе можно использовать в качестве подрезных, т.к. они не дают сколов.
- Трапециевидный. Медленно тупятся, но прекрасно показывают себя в работе. Нередко используются в комбинации с прямым, благодаря чему удается достичь максимально точного эффекта. Трапециевидный возвышается над прямым, поэтому совершает черновую работу, а прямой в свою очередь проделывает чистовую.
- Конический. Такие пилы используются в качестве вспомогательных, чтобы не пустить при распиловке нижних слоев ламината сколы, а также для поперечного пиления.
 Продольный быстрый распил, где можно немного пожертвовать качеством.
Продольный быстрый распил, где можно немного пожертвовать качеством.Как нужно затачивать инструмент?
Основной износ происходит у верхней режущей кромки и передней грани, поэтому именно на них направляется основная деятельность при затачивании. Но не стоит забывать и про боковые грани, т.к. при работе с массивными заготовками они тоже получаются свою немалую нагрузку.
Но не стоит забывать и про боковые грани, т.к. при работе с массивными заготовками они тоже получаются свою немалую нагрузку.
При работе не стоит допускать затупление более 0,2 мм, т.к. в противном случае на затачивание будет уходить гораздо больше времени и сил. Данный фактор определяется визуально по пропилу либо по самому зубу.
Затачивание зуба должно производиться по 2-м плоскостям – передняя и задняя, что существенно продлит сроки эксплуатации. Заточка лишь передней части сократит эти сроки минимум в 2 раза. Перед началом работы металл очищается от всех сторонних материалов, а потом и обезжиривается.
Для работы используются всего 2 типа кругов:
- CBN (эльбор) служит для заточки быстрорежущей стали с повышенным коэффициентом прочности;
- PCD (алмазные и кремниевые) служат для затачивания твердых сплавов. При длительной работе требуют охлаждение СОЖ (воду использовать нельзя), т.к. при достижении 900 С алмаз сгорает.
При затачивании зуб располагается идеально встык к рабочей поверхности, в противном случае можно потерять весь диск, либо не добиться желаемого результата. В связи с тем, что на каждый диск уходит немалое количество времени, нужно маркером помечать точку старта.
В связи с тем, что на каждый диск уходит немалое количество времени, нужно маркером помечать точку старта.
Специальные станки оборудованы всем необходимым, чтобы обеспечить комфортную деятельность, поэтому на них допустить ошибку почти невозможно, тогда как в кустарных условиях придется проявить небольшую изобретательность. Потребуются следующие инструменты и материалы:
- подставка;
- электродвигатель;
- насадка-переходник;
- сталь листовая;
- болгарка;
- винты.
Для начала потребуется небольшой электродвигатель, который качественно фиксируется к поверхности на высоте 5 см или выше. На вал надевается переходник для заточных дисков, после чего основная конструкция готова.
Но в руках держать затачиваемые предметы неудобно, поэтому для них на 3 см ниже вала формируется еще 1 плоскость из листовой стали в отдалении 2 см. В ней делаются 3 продольные прорези с шагом 1 см и диаметром 0,3 см, в которые будут вкручиваться фиксирующие винты.
В качестве панели для фиксации можно придумать много чего, вплоть до каркаса из арматуры под каждый отдельный диаметр. Важен итог – строго перпендикулярное положение, которое позволяет воздействовать на всю эксплуатируемую кромку.
Заточка зубьев на бензопиле и у ножовок производится аналогичным образом, но в последнем случае можно воспользоваться заточными камнями, т.к. материал весьма податлив, а небольшая погрешность в результате даст весьма незаметный эффект. При затачивании подобных пил нередко возникает другое осложнение – зубцы отгибаются, из-за чего в будущем эксплуатация сильно затрудняется.
Подведение итогов
Несмотря на множество нюансов, заточка дисковых пил осуществляется достаточно просто и быстро. Важно осуществлять этот процесс с большой точностью, благодаря чему добиться итогового результата можно будет в предельно сжатые сроки.
При отсутствии профессионального инструмента для заточки пилы под рукой можно его соорудить из подручных материалов.

Для полной сборки обычно уходит до 3 часов, а сроки эксплуатации ограничиваются лишь возможностями самого электродвигателя.
Циркулярная (дисковая) пила – незаменимый инструмент, без которого не обойтись при проведении ремонтных работ, строительстве деревообработке или заготовке дров.
От качества её заточки напрямую зависят качество и точность распилов и срок службы пилы.
Для заточки пилы потребуются:
Напильник, тиски, деревянный брусок, маркер, некоторое время и хорошее настроение:)
Настроение ещё больше поднимется, когда вы почувствуете разницу между работой с тупой и с хорошо наточенной пилой.
- Поддержание пилы в наточенном состоянии особенно важно для маломощных циркулярных пил. Тупой диск увеличивает нагрузку на электродвигатель, который, перегревшись, может выйти из строя.
- признаки износа пилы, являющиеся сигналом к тому, что ее требуется заточить:
— необходимо прикладывать большее усилие при пилении;
— подгорают края пропила, появляется запах гари и темные следы на матениале от зубьев пилы;
— повышенный нагрев электродвигателя (может появиться дым).

- Перед заточкой зубья пилы обязательно разводят. Разводка зубцов производится или специальной “разводкой” с ограничителем, или металлической пластиной с прорезями.
- Заточку дисковой пилы производят сначала с задней поверхности зуба, которая при работе не соприкасается с обрабатываемым материалом. Затем затачивают переднюю поверхность, которая при пилении набегает на материал. Точить диск можно прямо в станке, а можно и вынуть его для заточки в тисках.
- При заточке в станке убедитесь что станок обесточен и случайно не запустится. Зафиксируйте диск, подложив с обеих его сторон тонкие деревянные бруски и прижав их к зубьям пилы.
- Пометьте маркером (фломастером) зуб, с которого начали заточку. Затачивая первый зуб, запомните количество движений напильником и старайтесь остальные зубья точить с таким же усилием и тем же количеством движений.
- Если же вы решили снять диск со станка, зажмите его в тисках с помощью деревянных плашек и проделайте описанные в пп 3-6 шаги. По мере заточки зубьев проворачивайте диск в тисках.
- По окончании заточки всех зубьев вставьте диск в станок, включите его в сеть и распилите пробный деревянный брусок. Сильный шум, биение или неровная подача материала свидетельствуют о разности зубьев пилы по высоте. Для проверки этого, к режущей кромке поднесите маркер, а затем проверните диск на полный оборот в сторону, обратную направлению вращения. Осмотрите диск. На каждом зубе останется отметина, которая позволяет выявить зубья, отличающиеся от других по высоте. Аккуратно уменьшите напильником высоту выступающих зубьев.
- Конечно, лучшее качество заточки достигается на специальных точильных станках, но они не всегда могут быть доступны мастеру в домашних условиях.
 По мере заточки зубьев проворачивайте диск в тисках.
По мере заточки зубьев проворачивайте диск в тисках.Видео :
Те, кто работает с деревом, знают, насколько важны дисковые пилы. Этот инструмент всегда должен работать исправно и быть в полном порядке. Известно, что любые колюще-режущие инструменты имеют способность затупляться. Дисковые пилы по дереву не исключение. Их заточка требует особого внимания. При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.
Их заточка требует особого внимания. При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.
Заточка дисковой пилы осуществляется разными способами: напильником, на станке, в тисках и на весу.
Дисковые пилы по дереву, заточка которых периодически необходима, особенно важны при обустройстве загородного дома из дерева. Дисковые пилы еще называют циркулярными. Данный инструмент важен тем, что он способен с высокой точностью произвести распил деревянных деталей.
Так можно ли сделать заточку самому? Да, самостоятельная заточка возможна. Своевременная заточка дисковых пил по дереву позволит не только иметь под рукой острый рабочий инструмент, но и увеличить срок его эксплуатации. В особенности нужно следить за состоянием дисковых пил, чья мощность относительно невысока, так как плохо заточенная пила начинает перегреваться. А перегрев может полностью вывести рабочий инструмент из строя.
Признаки ухудшения остроты пил
При появлении нижеописанных признаков следует немедленно произвести заточку дисковой пилы:
- Заметное повышение температуры предохранительного кожуха на моторе пилы.
- Для распила требуются повышенные физические усилия.
- Возможное временное появление дыма из мотора.
- Появление запаха гари.
- Появление темных пятен на краях пилы (нагар).
- Деревянный брус двигается не плавно, а скачками по станку.
- Во время работы слышен подозрительный шум.
- Наблюдается искривление зубьев циркулярной пилы.
Требования к работам
Существует также ряд требований к работе, соблюдение которых необходимо для безопасности и качественной заточки инструмента. При заточке диск нужно устанавливать таким образом, чтобы все зубья были отчетливо видны. Лишь в этом случае может быть гарантирована качественная заточка. Диск во время заточки должен оставаться в одном и том же положении. Он должен прилегать к удерживающим брускам или тискам очень плотно.
Он должен прилегать к удерживающим брускам или тискам очень плотно.
В целом заточка диска должна производиться на станке. Однако иногда рекомендуется снимать диск и закреплять его в тисках. Во время отгиба зубьев нужно плотно закрепить диск в тисках и пользоваться плоскогубцами. Угол наклона каждого зубца нужно все время контролировать. Если не соблюдать угол наклона, то КПД последующей работы инструмента будет приближен к нулю. Перед тем как начать отгибать зубья, нужно сделать соответствующие заметки по их первоначальному положению.
Правила заточки:
- В первую очередь нужно следить за тем, чтобы съем металла происходил равномерно по профилю зубьев пилы.
- Нельзя ни в коем случае прижимать диск к точильному кругу, так как это может привести к накалу и разогреву материала, что приводит к деформациям.
- Профиль и высота зубьев после заточки должны сохраняться.
- При заточке также весьма важно пользоваться охлаждающей жидкостью.
- Нельзя, чтобы при заточке образовывались заусенцы.
- Что касается граней заточки, то в теории существует правило: нужно затачивать либо переднюю сторону зубьев, либо переднюю и заднюю. Однако очень часто опытные мастера затачивают именно с задней стороны, так как считают, что это намного удобнее.

Правила разводки зубьев
Перед тем как начать заточку циркулярной пилы, нужно знать, что для этого потребуется разводка зубьев. Зубья должны поочередно отгибаться в сторону и затачиваться. Однако следует учитывать то, что отгиб каждого из зубьев должен производиться на одно и то же расстояние. Для того чтобы это сделать, используется специальный инструмент – разводка. При помощи этого инструмента каждый зуб отводится приблизительно на середине его высоты.
Если выполнить разводку верно, то получится ширина пропила толще полотна дисковой пилы. Правильная заточка предполагает, чтобы сам диск не касался материала распила, а лишь зубья слой за слоем снимали поверхность дерева. Поэтому чем шире будет разводка зубьев, тем более объемным будет пропил и тем меньше будет вероятность того, что произойдет заклинивание. Однако добиться такого эффекта крайне сложно. Многие начинают разводить зубья при помощи ключа, однако такой метод совершенно не подходит для дорогостоящих качественных пил. Поэтому пользоваться нужно исключительно тем инструментом, который для этого предназначен.
Однако добиться такого эффекта крайне сложно. Многие начинают разводить зубья при помощи ключа, однако такой метод совершенно не подходит для дорогостоящих качественных пил. Поэтому пользоваться нужно исключительно тем инструментом, который для этого предназначен.
Особого внимания при заточке пилы заслуживает также тип дерева, который будет распиливаться. Для более мягких пород дерева требуется более широкая разводка,чтобы распил был гладким и не имел шероховатостей и неровностей. Наиболее оптимальным отклонением зубьев является 5-10 мм в одну из сторон. Разводку нужно выполнить еще до начала заточки, так как в противном случае зубья могут быть деформированы и пила придет в негодность.
Всего существует 3 основных вида разводки:
- Зачищающая – при такой разводке каждый третий зуб остается в своем первоначальном положении. Данный вид подходит для тех случаев, когда требуется распилить особенно твердые породы дерева.
- Классическая – поочередно зубья отгибаются влево и вправо.
- Волнистая – при такой разводке каждый зубец имеет свое положение, в результате которого образуется волна из зубьев. Данный метод является одним из самых эффективных, однако и самым сложным. Опытные мастера оставляют расстояние в 0,3-0,7 мм при таком методе.
Используемые для заточки материалы и инструменты
Итак, для работ могут понадобиться:
- 2 бруска;
- точило;
- тиски;
- разводка;
- напильник.
Заточка дисковой пилы: классический метод
Существует несколько различных методик по заточке дисковых пил, однако нижеследующая методика является классической. Затачивать начинают с задней поверхности. Передняя часть, которая при работе набегает на материал, остается в неизменном положении.
Для того чтобы начать затачивать диск, можно оставить диск прямо в станке либо вынуть из станка и закрепить в тиски. При первом методе обязательно нужно обесточить станок, вынув шнур из розетки. Чтобы закрепить диск в одном положении, используются 2 бруска, которые фиксируют его как клинья. Бруски нужно плотно прижать к зубьям, чтобы избежать их движения. Тот зубец, с которого начинается заточка, нужно отметить при помощи фломастера на боковой стороне.
Бруски нужно плотно прижать к зубьям, чтобы избежать их движения. Тот зубец, с которого начинается заточка, нужно отметить при помощи фломастера на боковой стороне.
Затачивая первый зубец, нужно запомнить количество сделанных движений точильным кругом или другим инструментом.
Все последующие зубья нужно точить с той же интенсивностью и количеством движений.
При работе в тисках принцип действия тот же. Некоторые более опытные мастера выполняют заточку на весу, однако для этого нужно иметь большой опыт. После полной заточки диск вставляется обратно в станок. Далее нужно распилить какой-нибудь ненужный деревянный брусок, одновременно следя за работой пилы. Нужно обратить внимание на то, нет ли посторонних шумов и неровного движения бруса. Если наблюдается посторонний шум или скрип, необходимо взять фломастер и плотно зафиксировать его возле пилы. Затем медленно поворачивать диск. В итоге будет видно, где высота зубьев больше или меньше остальных.
Другие методы заточки
- Полнопрофильная – является наиболее точной и качественной, так как выполняется на профессиональном точильном станке. Специальный круг, который подбирается по размерам, проходит за один раз всю межзубовую впадину вместе с поверхностью соседнего зубца. При такой заточке исключены деформации зубьев. Единственным минусом такого способа является то, что для разнопрофильных пил требуются различные круги.
- Заточка граней зубьев – удобство данного метода заключается в том, что заточку можно выполнять как профессионально, так и в домашних условиях. Если работы выполняются на станке, то нужно приобрести специальные круги для разных дисков. Однако все же лучше выполнять работы в домашних условиях, так как обычно объем работы небольшой и выполнить его можно, пользуясь обычным надфилем. Для качественной заточки достаточно сделать 4-5 движений надфилем – и зубец будет острым.
Во время работ необходимо использовать защитные очки. При натачивании нужно снимать только такое количество металла, которое необходимо для полного удаления трещин и деформаций. Диск при затачивании должен оставаться все время в одном положении относительно станка.
Диск при затачивании должен оставаться все время в одном положении относительно станка.
При длительном отсутствии заточки необходимо снять больше материала. Форма всех зубьев должна быть абсолютно одинаковой, равно как и высота. Все оставшиеся заусенцы должны быть полностью удалены.
Таблица углов заточки пильных дисков по дереву. Заточка пильных дисков самостоятельно. Оборудование и материалы для заточки пильных полотен
Любое строительство не может обойтись без дисковой пилы. При выполнении разных операций приходится делать надрезы и распилы. С помощью циркулярки появляется возможность с большой скоростью и высоким качеством разрезать любое дерево. При постоянном использовании такого устройства режущий инструмент тупится, снижается производительность операции. Заточка дисковых пил становится важнейшей операцией.
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.
Зубья пилы после заточки обязательно разводятся. Если выполнять работу затупившимся инструментом, привод начинает испытывать дополнительную нагрузку, страдает качество распила.
Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
На некоторых полотнах передняя плоскость зуба имеет вогнутую форму. Этим инструментом выполняются поперечные распилы.
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.

Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15-25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5-10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал , тем нужно острее наточить зубья.
Методы обработки дисковых полотен
Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения . Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Чтобы самостоятельно заточить циркулярный диск, необходимо строго выполнять несколько основных условий:
- Обычно деформации подвергается верхняя кромка. Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
- Обработка проводится с учётом передней кромки и её задней части.
- Операция повторяется не менее 25 раз. Толщина снимаемого металла не должна быть больше 0,05-0,15 мм.
- Качество обработки должно быть совершенно одинаковым на всей обрабатываемой поверхности.
- После окончания заточки её доводку можно осуществить вручную наждачной бумагой с мелким зерном.
 Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.Заточка инструментов с твердосплавными напайками
Заточка циркулярных пил с победитовыми напайками часто вызывает проблемы. Обработка стандартными абразивами проходит очень долго, причём если материал перегреть, возможен его «отпуск». Конечно, алмазным инструментом обработка пройдёт намного быстрее, но стоимость его очень велика. Намного экономнее будет приобретение победитового диска.
Каждый мастер подходит к решению этой проблемы сугубо индивидуально. Чтобы получить правильные углы заточки дисковых пил с твердосплавными напайками, обязательно понадобится станок.

Домашняя обработка зубчатого полотна
Для обработки циркулярной пилы совсем необязательно иметь специальный станок для заточки дисковых пил своими руками. Чтобы закрепить полотно в определённом положении, можно воспользоваться плоской подставкой, имеющей несколько нюансов:
- Поверхность должна находиться на одном уровне с центром заточного диска.
- Плоскость затачивания должна находиться под углом 90 градусов относительно зубчатого круга.
- Для создания разного наклона, приспособление должно иметь поворотный шарнир.
Для выбора нужного угла отметку делают цветным маркером. Приспособление обязательно устанавливается в мощные тиски. Не допускается даже малейшего движения специальной подставки.
Для распиливания древесины применяется специализированный электроинструмент, а также зубчатые диски, которые с течением времени затупляются, и не справляются с выполнением своих задач. Чтобы не пришлось покупать новую режущую насадку, выполняется заточка дисков для циркулярной пилы своими руками. Принцип заточки не трудный, и каждый сможет справиться с этим, если владеть инструкцией по реализации этого процесса.
Принцип заточки не трудный, и каждый сможет справиться с этим, если владеть инструкцией по реализации этого процесса.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
 Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластикПроизводители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Выбираем угол заточки режущих зубьев
Звенья на режущих насадках имеют рабочую зону, которая имеет соответствующий угол заточки. В зависимости от вида зубьев, диск может применяться как в одном направлении пиления, так и в двух. Когда звенья притупляются с одной части, то диск необходимо развернуть, и продолжить работу в обратном направлении. Однако так можно делать далеко не со всеми циркулярными дисками, например, не подходят для этого круги со скошенной формой звеньев.
Если выполняется заточка диска циркулярной пилы своими руками, то необходимо понимать, что в зависимости от направления реза, нужно учитывать угол заточки.
- Если планируется пилить древесину в продольном направлении расположения волокон, то угол заточки на звеньях должен составлять 15-25 градусов
- Если древесина распиливается в поперечном направлении, то угол заточки снижается до 5-10 градусов
- Универсальным углом заточки считается величина 15 градусов. Кругами с такими звеньями можно пилить не только поперек, но и вдоль
При затачивании зубьев на пильных кругах и дисках для циркулярной пилы, болгарки и циркулярки, необходимо учитывать еще один немаловажный фактор — это величина плотности распиливаемого материала. Чем ниже плотность, тем выше должна быть острота зуба. Если циркулярная пила применяется для распиловки пластика или пластмассы, то угол заточки диска должен быть отрицательным.
Как заточить диск на циркулярной пиле с победитовыми напайками
Часто мастера покупают круги, которые обладают повышенной устойчивостью к износу за счет наличия специальных напаек из победита.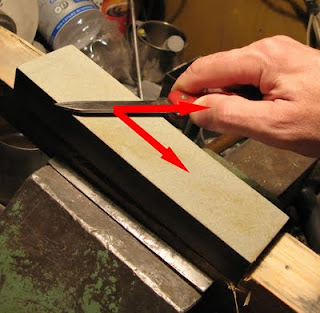 Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Эти напайки продлевают срок службы расходного материала, однако не делает его вечным. Победитовый слой наносится на звенья при помощи специальной напайки. За счет напайки усложняется геометрическая форма зуба, поэтому и процесс затачивания также утяжеляется. Восстановление остроты зубьев необходимо выполнять с учетом точной выдержки.
Чтобы заточить зубья на диске с твердосплавными напайками, понадобится произвести сглаживание режущей кромки до величины 0,3 мм. Чтобы выполнить качественную заточку зубьев с твердосплавными напайками, специалисты рекомендуют использовать для этого специальное оборудование, а также заточные круги с алмазным напылением. Если использовать абразивный круг, то он быстро сотрется, прежде чем диск с напайкой получится заточить.
При восстановлении остроты звеньев учитываются следующие факторы:
- Заточку пильных дисков надо выполнять не только передней, но и задней плоскости. Начинать необходимо непосредственно с передней части
- Победитовая напайка при наточке должна плотно соприкасаться с заточным алмазным кругом
- Время соприкосновения должно быть не более 5 секунд. Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
 Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердости
Учитывать время необходимо для того, чтобы избежать перегревания металла. Если металл будет перегреваться, то произойдет его закаливание, а также снижение твердостиПри затачивании нужно также учитывать, что толщина стачиваемого материала не должна быть более 0,15 мм. Если правильно выполнять процедуру, то до полного износа диска с победитовыми напайками проводится не менее 30 заточек.
О рациональности восстановления остроты дисков с напайками нужно принимать решение самостоятельно, так как стоимость заточного круга с алмазным напылением порой дороже, чем приводное электрооборудование.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.
Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.
Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Как заточить диск вручную напильником
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым
Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
Изготовление станка или как сделать кондуктор
борудование для затачивания пильных зубьев называется кондуктором. За его основу берется электропривод, который приводит в действие абразивный диск — полотно. Вторая часть кондуктора — это крепежная часть, состоящая из подвижной и неподвижной части. Перед тем, как приступать к выполнению заточных работ, понадобится изготовить кондуктор. Рассмотрим два варианта изготовления кондукторов.
Вариант 1 — изготовление простого заточного станка из точила
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Вариант 2 — как сделать заточной станок из болгарки и дрели
Кроме наждачного станка, для изготовления контактора можно использовать болгарку или УШМ. В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
В шпинделе этого инструмента устанавливается соответствующий диск для заточки с алмазным напылением, а сам электроинструмент крепится неподвижно к основанию. Принцип изготовления кондуктора следующий:
- Берется рамка из ДСП или ДВП размером 50х80 см. На этой рамке будут расположены составные детали
- Изначально следует зафиксировать неподвижно болгарку при помощи хомутов. Шпиндель инструмент должен располагаться под прямым углом к рамке
- С торца инструмента изготавливается и располагается подвижная рамка, на которую будут устанавливаться диски для заточки
- Подвижность рамки реализуется за счет использования мебельных салазок
- На рамке изготавливается кронштейн для закрепления затачиваемой оснастки
Готовое изделие показано на фото ниже.
Как пользоваться, а также особенности работы на самодельном станке для затачивания оснастки циркулярных пил, показано на видео.
Итог проделанных работ следующий — восстановление целостности диска с зубьями, что позволяет продолжить работу электроинструментом при обработке древесины. Рассмотренные способы в материале подходят для заточки пильных дисков таких инструментов, как болгарки, циркулярные пилы и стационарные циркулярки. Если понятен принцип выполнения работ, то с изготовлением специального станка и его эксплуатацией не возникнет никаких трудностей.
Заточка циркулярных пил
Материал и свойства карбидных зубьев
В отечественных пилах в качестве материала для режущих вставок используются спеченные вольфрам-кобальтовые сплавы марок (6, 15 и т. Д., Рисунок означает процентное содержание кобальта). В 6 твердость 88,5 HRA, в 15. 86 HRA. Иностранные производители используют свои сплавы. Твердые сплавы состоят в основном из карбида вольфрама, цементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и от размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Пластины из твердого сплава прикрепляются к диску с помощью высокотемпературной пайки. В качестве материала для пайки в лучшем случае используются серебряные припои (PSr-40, PSr-45), в худшем случае. медно-цинковые припои (L-63, MNMC-68-4-2).
медно-цинковые припои (L-63, MNMC-68-4-2).
Геометрия карбидных зубцов
В форме различают следующие типы зубов.
Прямой зуб . Обычно используется в пилах для продольной быстрой распиловки, качество которых не особенно важно.
Наклонный (косой) зуб с левым и правым углом наклона задней плоскости. Зубы с различным углом наклона чередуются между собой, из-за того, что они называются чередующимися. Это наиболее распространенная форма зуба. В зависимости от размера углов шлифования пилы с чередующимся зубом используются для распиловки самых разнообразных материалов (дерева, ДСП, пластмасс). как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона задней плоскости используются в качестве подрезки при резке пластин с двухсторонним ламинированием. Их использование позволяет избежать сколов по краям разреза. Увеличение угла скоса уменьшает силу резания и снижает риск сколов, но в то же время уменьшает прочность и прочность зуба.
Зубы могут быть склонны не только к тылу, но и к передней плоскости.
Трапециевидный зуб . Особенностью этих зубов является относительно медленная скорость притупления режущих кромок по сравнению с чередующимися зубьями. Обычно они используются в сочетании с прямым зубом.
Перемещаясь с последним и слегка поднимаясь над ним, трапециевидный зуб выполняет сквозное резание и прямую линию, следуя за ним. чистый. Пилы с чередующимися прямыми и трапециевидными зубьями используются для резки пластин с двухсторонним ламинированием (ДСП, МДФ и т. Д.), А также для распиловки пластмасс.
Конический зуб . Пилы с коническим зубцом являются вспомогательными и используются для забора нижнего слоя ламината, защищающего его от сколов во время прохождения основной пилы.
В подавляющем большинстве случаев передняя сторона зубов имеет плоскую форму, но есть пилы с вогнутой передней поверхностью. Они используются для отделки поперечной резки.
Углы шлифования зубов
Значения углов шлифования определяются с помощью пилы. те. один для резки материала и в каком направлении он предназначен. Пилы для продольной распиловки имеют относительно большой передний угол (15 °.25 °). В поперечных пилах угол γ обычно колеблется от 5-10 °. Универсальные пилы, предназначенные для поперечной и продольной распиловки, имеют среднее значение переднего угла. обычно 15 °.
один для резки материала и в каком направлении он предназначен. Пилы для продольной распиловки имеют относительно большой передний угол (15 °.25 °). В поперечных пилах угол γ обычно колеблется от 5-10 °. Универсальные пилы, предназначенные для поперечной и продольной распиловки, имеют среднее значение переднего угла. обычно 15 °.
Значения углов шлифования определяются не только по направлению резания, но и по твердости материала пилы. Чем выше твердость, тем меньше передний и задний углы (меньше сужения зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с этим углом используются для резки цветных металлов и пластмасс.
Основные принципы заточки
Читайте так же
При распиливании массивных заготовок боковые поверхности также подвергаются быстрому износу.
Не перегоняйте пилу. Радиус закругления режущей кромки не должен превышать 0,1-0,2 мм. В дополнение к тому факту, что, когда лезвие сильно тупые, производительность резко падает, для того, чтобы измельчить его, требуется в несколько раз больше времени, чем точить лезвие с нормальным притуплением. Степень притупления может быть определена как самими зубами, так и типом разреза, который они оставляют.
Степень притупления может быть определена как самими зубами, так и типом разреза, который они оставляют.
Правильная заточка циркулярных пил должна обеспечивать, в то же время, что режущая кромка должным образом заточена, чтобы обеспечить максимальное количество резцов, что в оптимальном случае может достигать 25-30 раз. Для этой цели рекомендуется использовать твердосплавный зуб, который следует шлифовать вдоль передней и задней плоскостей. Фактически, зубы могут быть измельчены и вдоль одной передней плоскости, но количество возможной заточки оказывается почти в два раза меньше, чем при заточке на двух плоскостях. На рисунке ниже ясно показано, почему это происходит.
Последний прогон при заточке пильных дисков рекомендуется делать на задней плоскости зуба. Стандартное значение удаления металла. 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от грязи, например смолы, и проверить значения углов шлифования. На некоторых пилах они записываются на диск.
Оборудование и материалы для заточки пильных полотен
При использовании абразивных дисков (особенно алмазных колес) желательно их охлаждать.
По мере повышения температуры микротвердость абразивных материалов уменьшается. Повышение температуры до 1000 ° C снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300 ° C приводит к уменьшению твердости абразивных материалов почти в 4-6 раз.
Как Самому Точить Пильные Диски Простым Приспособлением
Точить твёрдосплавные диски очень легко с помощью простейшего приспособления, а служат такие диски раза
Как заточить пильный диск своими руками
Затупился пильный диск на моей Маките 2704. Финансов на покупку диска от Макиты или СМТ в данный момент нету
Использование воды для охлаждения может привести к ржавчине на деталях и компонентах машины. Для устранения коррозии к воде добавляют воду и мыло, а также некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т. Д.), Которые образуют защитные пленки. При обычном шлифовании чаще всего используются мыльные и содовые растворы и с тонким шлифованием. низкоконцентрированные эмульсии.
При обычном шлифовании чаще всего используются мыльные и содовые растворы и с тонким шлифованием. низкоконцентрированные эмульсии.
Однако при шлифовании пильных дисков дома с низкой интенсивностью шлифовальных работ круг часто не используется для охлаждения круга. не желая тратить время на это.
Чтобы увеличить шлифовальную способность абразивных дисков и уменьшить удельный износ, следует выбрать наибольший размер зерна, который обеспечивает требуемую чистоту поверхности заостренного зуба.
Чтобы выбрать размер зерна абразива, в соответствии со стадией измельчения, вы можете использовать таблицу в статье о шлифовальных стержнях. Например, если используются круги с бриллиантами, для черновой обработки можно использовать круги с размером зерна 160/125 или 125/100. 63/50 или 50/40. Круги с размерами зерен от 40/28 до 14/10 используются для удаления зубцов.
Окружная скорость круга при заточке зубов карбида должна составлять около 10-18 м / с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна быть около 1500-2700 об / мин. Заточка более хрупких сплавов производится с меньшей скоростью из этого диапазона. При заточке карбидных инструментов использование жестких мод приводит к образованию повышенных напряжений и трещин, а иногда и к измельчению режущих кромок, в то время как износ колеса увеличивается.
Заточка более хрупких сплавов производится с меньшей скоростью из этого диапазона. При заточке карбидных инструментов использование жестких мод приводит к образованию повышенных напряжений и трещин, а иногда и к измельчению режущих кромок, в то время как износ колеса увеличивается.
При использовании заточных станков для пильных полос изменение относительного положения пилы и шлифовального круга может осуществляться по-разному. перемещение одной пилы (двигатель с кругом неподвижен), одновременное движение пилы и двигателя, перемещение только мотора с кругом (пильный диск неподвижен).
Производится машин различных функций. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим шлифования, при котором все операции выполняются без участия рабочего.
В простейших и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем требуемый угол заточки, все дальнейшие операции. поворот пилы вокруг ее оси (включение зуба), подача на шлифовку (контакт с кругом) и контроль толщины металла, удаляемого с зуба. производятся вручную. Такие простые модели целесообразно использовать дома, когда заточка циркулярных пил эпизодична.
производятся вручную. Такие простые модели целесообразно использовать дома, когда заточка циркулярных пил эпизодична.
Примером самой простой машины для является система, фотография которой показана на фотографии ниже. Он состоит из двух основных узлов. двигатель с кругом (1) и опорой (2), на которой установлена заостренная пила. Вращающийся механизм (3) служит для изменения угла полотна (при затачивании зубов скошенной передней плоскостью). С помощью винта (4) пила перемещается вдоль оси абразивного колеса. Это гарантирует, что заданное значение угла переднего шлифования будет установлено. Винт (5) используется для установки стопора в нужном положении, предотвращая чрезмерное попадание круга в межзубную полость.
Процесс заточки пильных дисков
Читайте так же
Пила устанавливается на оправке, зажатой с помощью конической (центрирующей) втулки и гайки, а затем устанавливается в строго горизонтальном положении с помощью механизма (3). Это обеспечивает угол наклона передней плоскости (ε 1) равна 0 °.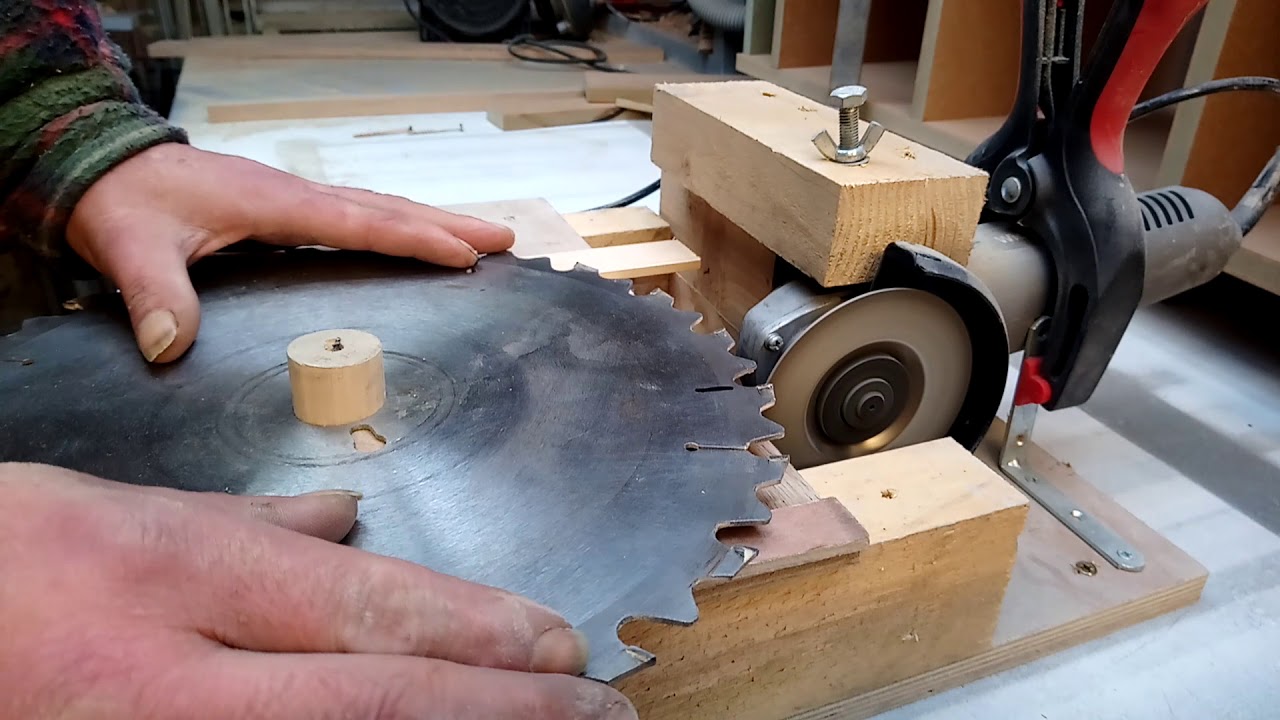 В машинах для шлифовальных дисков, которые не имеют встроенной угловой шкалы в механизме наклона, это делается с помощью обычного гониометра маятника. В этом случае проверьте горизонтальность машины.
В машинах для шлифовальных дисков, которые не имеют встроенной угловой шкалы в механизме наклона, это делается с помощью обычного гониометра маятника. В этом случае проверьте горизонтальность машины.
Вращение винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, задает необходимый угол резания. Другими словами, пила перемещается в положение, где передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркер отмечает зуб, с которого начинается заточка.
Двигатель включен, а передняя плоскость заострена. вставка зуба в контакт с кругом и несколько перемещений пилы назад и вперед с одновременным нажатием зуба на круг. Толщина удаляемого металла регулируется количеством затачивающих движений и силой нажатия зуба на абразивное колесо. После заточки одного зуба пила извлекается из контакта с кругом, она включает один зуб и повторяется операция заточки. И так далее, пока маркер маркера не сделает полный круг, показывая, что все зубы заострены.
Заточка зуба наклонена на передней плоскости . Разница между заточкой скошенного зуба и заточкой прямого зуба заключается в том, что пилу нельзя устанавливать горизонтально, но с наклоном. с углом, соответствующим углу наклона передней плоскости.
Угол пильного диска устанавливается с использованием того же маятникового гониометра. Сначала устанавливается положительный угол (в данном случае 8 °).
После этого каждый второй зуб затачивается.
После затачивания половины зубов угол наклона пильного диска изменяется от 8 ° до 8 °.
И каждый второй зуб затачивается снова.
Заточка задней плоскости . Чтобы затачивать зуб на задней плоскости, необходимо, чтобы шлифовальный станок пильного диска позволял устанавливать пилу таким образом, чтобы задняя плоскость зуба находилась в одной плоскости с рабочей поверхностью абразивного колеса .
Если нет машины для заточки пильных дисков
Точно выдерживайте необходимые углы заточки, удерживая пилу в руках от веса. Задача невозможна даже для человека с уникальным глазом и завидной жесткостью рук. Самое разумное в этом случае. для создания простого устройства для заточки, что позволяет фиксировать пилу в определенном положении относительно круга.
Задача невозможна даже для человека с уникальным глазом и завидной жесткостью рук. Самое разумное в этом случае. для создания простого устройства для заточки, что позволяет фиксировать пилу в определенном положении относительно круга.
Простейшим из таких инструментов для шлифовальных подставка, поверхность которой находится на том же уровне, что и ось шлифовального круга. Расположив на нем пильный диск, вы можете убедиться, что передняя и задняя плоскости зуба перпендикулярны пильному лезвию. И если верхняя поверхность стенда сделана мобильной. фиксируя одну сторону навесной, а другую. Опираясь на пару болтов, которые можно прикрутить и скрутить. то он может быть установлен под любым углом, получая возможность затачивать наклонный зуб на передней и задней плоскостях.
Правда, в этом случае одна из основных проблем остается нерешенной. Извлечение одного и того же переднего и заднего углов. Эта задача может быть решена путем фиксации центра пилы по отношению к абразивному колесу в нужном положении. Один из способов реализовать это. Сделать паз на поверхности опоры оправки, на которой установлена пила. Двигая оправу с кругом в канавке, можно будет выдержать требуемый угол реза зуба. Но для заточки циркулярных пил разного диаметра или угла заточки должна быть возможность либо переместить двигатель, либо опору, а вместе с ней и канавку. Другой способ обеспечить желаемый угол заточки более прост и установить на ступеньку стопов, фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такой адаптации.
Один из способов реализовать это. Сделать паз на поверхности опоры оправки, на которой установлена пила. Двигая оправу с кругом в канавке, можно будет выдержать требуемый угол реза зуба. Но для заточки циркулярных пил разного диаметра или угла заточки должна быть возможность либо переместить двигатель, либо опору, а вместе с ней и канавку. Другой способ обеспечить желаемый угол заточки более прост и установить на ступеньку стопов, фиксирующих диск в нужном положении. В конце статьи есть видео с демонстрацией такой адаптации.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков для параметров шлифования. Конечные удары кончиков зубов не должны превышать 0,2 мм (для пил диаметром до 400 мм), радиальные. 0,15 мм. Биение проверяется с помощью обычного индикатора.
Сложность заточки дисковых пил с твердосплавными зубьями обусловлена применением спеченных вольфрамокобальтовых сплавов для изготовления режущих пластин, которые впоследствии крепятся к диску высокотемпературной пайкой. Но основное затруднение вызвано их геометрией и необходимостью в обеспечении определенного угла при затачивании.
Но основное затруднение вызвано их геометрией и необходимостью в обеспечении определенного угла при затачивании.
Форма зубьев и углы заточки
Согласно ГОСТ 9769 твердосплавный зуб в своей конструкции имеет 4 плоскости — задняя, передняя и 2 вспомогательные. По геометрии режущие пластины бывают прямые, скошенные, трапециевидные и конические.
Передний угол затачивания определяет не только характеристики пильного диска, но и его назначение:
- 15-25° — для продольного пиления;
- 5-10° — для поперечного;
- в пределах 15° — универсального применения.
Также величина углов определяется и твердостью разрезаемого материала — чем она выше, тем меньше должно быть заострение.
Основные правила затачивания
В основном износу подвержена главная режущая кромка — происходит ее скругление до 0,3 мм. Не следует допускать изнашивание твердосплавных зубьев сверх этого значения. Это ведет к снижению производительности и увеличению времени на последующую заточку. Затупление определяется по зубьям и пропилу (ухудшается качество реза).
Затупление определяется по зубьям и пропилу (ухудшается качество реза).
- При правильном выполнении работ обеспечивается максимальный эксплуатационный ресурс пильного диска с напайкой — вплоть до 30 заточек. Поэтому заточку следует производить по передней и задней плоскости зуба.
- В первую очередь затачивается передняя плоскость.
- Напайка при заточке должна всей плоскостью прилегать к поверхности абразивного круга.
- Точить зубья рекомендуется короткими движениями (в пределах 3-5 секунд), что предотвратит их перегрев. Поскольку при повышении температуры снижается микротвердость абразива, а значит и результативность заточки.
- Толщина снимаемого металла не должна превышать 0,15 мм.
Материалы и инструмент
Для заточки дисков с твердосплавными зубьями можно применять алмазные круги и из карбида кремния. Для обеспечения гладкой поверхности без зазубрин рекомендуется использовать абразив с наибольшей зернистостью. В противном случае зарубки будут выкрашиваться в процессе работы, что приведет к быстрому затуплению напайки.
Лучше всего затачивать на специализированных станках с возможность регулирования углов установки пильного диска. Для регулирования его положения в горизонтальной плоскости (в случае с зубьями со скошенной передней плоскостью) используются специальные приспособления с маятниковыми угломерами.
Но приобретение специального оборудования для домашнего применения, когда необходимость в нем возникает не больше 1 раза в несколько месяцев, нецелесообразно. А удерживать пильный диск руками в точном соответствии с необходимым углом — это что-то из области фантастики.
Выход один — соорудить подставку, поверхность которой будет располагаться на одном уровне с осью абразивного круга. Это обеспечит перпендикулярность положения задней и передней плоскости зуба относительно заточного материала. А если проявить фантазию и закрепить одну сторону приспособления шарнирно, а на другой сделать опоры в виде болтов с возможностью вкручивания и выкручивания, можно будет управлять и углом наклона относительно горизонтальной плоскости. А точность выверяется маятниковым угломером.
Для обеспечения необходимого для заточки передней и задней плоскостей зубьев с напайкой значения угла можно оборудовать на подставке упоры, которые будут фиксировать пильный диск в нужном положении.
Как заточить циркулярную пилу? Циркулярная пила – это необходимый инструмент при строительстве дачи. Она превосходит остальные виды пил по своей точности и качеству распила. Длительность эксплуатации конструкции зависит от качества ее заточки.
Срок службы круглой пилы зависит в том числе от качества ее заточки.
Незаточенный диск повышает нагрузку на механизм. В результате он может сломаться.
Необходима периодическая заточка циркулярных пил.
Признаки, которые свидетельствуют о том, что пилу нужно заточить:
- при распиле нужно прилагать большую нагрузку;
- подгорают края распила;
- перегревается двигатель;
- появляется дым при работе.
Заточка циркулярных пил
Материалы и инструменты:
- диск пилы;
- напильник;
- алмазный надфиль;
- маркер;
- тонкие деревянные брусочки;
- тиски;
- разводка;
- разводной ключ.

Как заточить циркулярную пилу с диском? Дисковую пилу необходимо затачивать с задней поверхности, если работают в положении полотна, которое повернуто к дереву. Передняя поверхность, которая находит на материал при распиле, остается в неизменном положении.
Выполнять точение диска можно в станке. Можно вытащить полотно из него. Если точение выполняется в устройстве, то нужно вынуть вилку из электрической розетки, чтобы предотвратить случайное включение прибора. Нужно подклинить изделие, положив под него с обеих сторон тонкие брусочки и придавить их к зубьям.
Надо пометить маркером элемент, с которого начинают выполнять точение. При точении надо соблюдать осторожность и прилагать максимум внимания. Точение выполняют при помощи напильника или алмазного надфиля.
Необходимо запомнить количество движений и прилагаемых усилий при точении первого зуба. Такие же усилия нужно прилагать при точении остальных деталей. Если полотно сняли со станка, нужно зажать его в тисках, затем таким же образом заточить каждый зуб.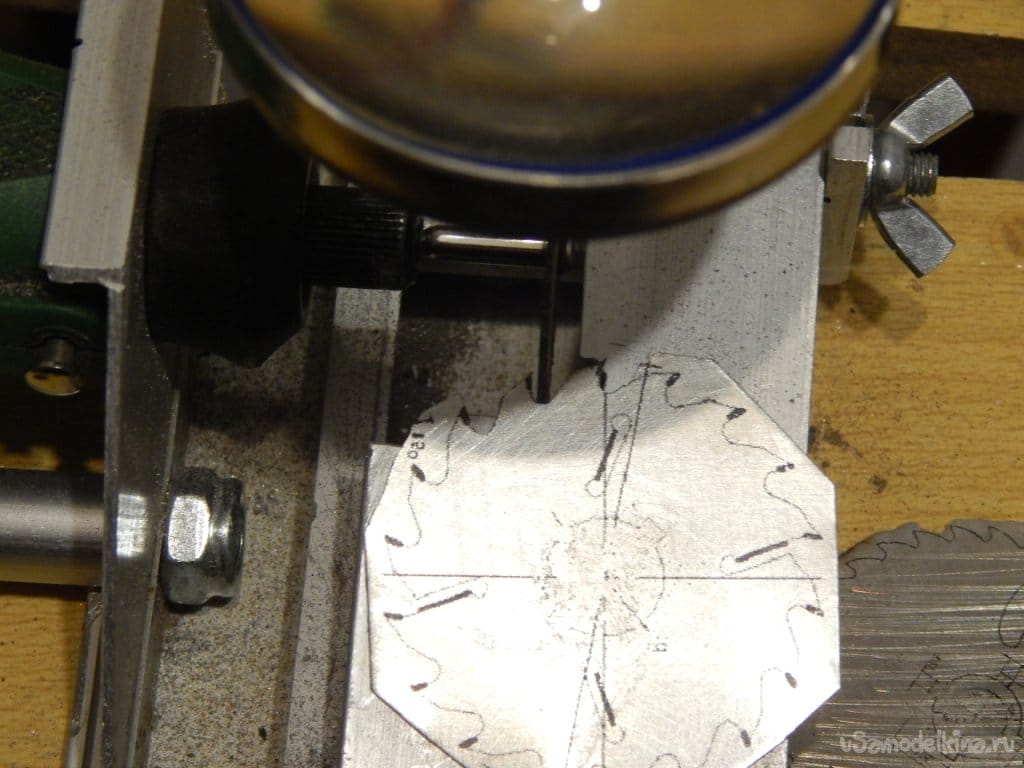 Затем полотно устанавливают обратно в устройство.
Затем полотно устанавливают обратно в устройство.
Выполняют проверку распила на образце. Если при работе возникает шум или подача материала неровная, нужно проверить высоту зубьев. Для этого надо поднести к режущему краю маркер. Затем надо медленно повернуть рукой полотно на 1 оборот в сторону, противоположную направлению вращения. При этом на каждом зубе появится метка. При осмотре можно выяснить какие элементы выше остальных. Если разница оказалась значительной, нужно аккуратно уменьшить высоту элементов.
Вернуться к оглавлению
Как выполнить развод зубьев диска
Если необходимо, чтобы движение диска было более свободным, то выполняют развод зубьев.
Необходимо все зубья по очереди отогнуть в разные стороны на одно и то же расстояние. Работу выполняют при помощи разводки. Разводка – это инструмент для выполнения развода элементов. Для выполнения разводки можно пользоваться разводным ключом. При работе с мягкими породами древесины их разводят больше. При работе с твердыми породами – меньше.
При работе с твердыми породами – меньше.
Чтобы правильно подобрать разводку, нужно опробовать устройство при распиле прочных пород древесины. Наилучшим вариантом разводки будет приблизительно 0,3 – 0,5 мм в одну сторону. Основным требованием считается разводка элементов не больше толщины полотна на обе стороны. Разводку выполняют перед заточкой.
В том случае, когда необходимо точение полотна более высокого качества, применяют станок для механизированного точения.
Вернуться к оглавлению
Механизированное затачивание диска
Материалы и инструменты:
- диск пилы;
- станок для заточки диска;
- маятниковый угломер;
- маркер.
Как заточить циркулярную пилу механизированным способом? Существует большое количество различных станков. Некоторые механизмы обладают программными комплексами для обеспечения полностью автоматизированного режима точения. В домашней мастерской, когда точение дисков носит эпизодический характер, можно использовать более простое устройство.
Углы заточки зубьев дисковой пилы: передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2).
Как заточить диск? В таком станке после его установки и закрепления в положении, которое обеспечивает необходимый угол заточки, все остальные операции – поворот полотна вокруг своей оси, контроль толщины металла, снимаемого с зуба – выполняются вручную.
Заточка прямого зуба по передней плоскости выполняется в такой последовательности. Устанавливают полотно на оправу станка. Зажимают с помощью центрирующей втулки. Затем при помощи механизма он устанавливается в строго горизонтальном положении. Таким образом, обеспечивается угол скоса передней плоскости, равный нулю. Если у станка нет встроенной угловой шкалы, горизонтальность диска проверяют при помощи маятникового угломера.
Затем вращают винт механизма, который обеспечивает горизонтальное перемещение оправы с кругом. Устанавливают необходимый передний угол заточки. Полотно передвигается в положении, при котором передняя плоскость каждого элемента плотно прилегает к рабочей поверхности круга.
Маркером делают отметку первого зуба, с которого начинают заточку. Затем включают двигатель и выполняют заточку передней плоскости. Станок вводит зуб в соприкосновение с кругом и выполняет несколько движений полотна вперед и назад с одновременным прижимом элемента к кругу.
После заточки одного элемента полотно выводится из контакта с абразивным кругом, поворачивается на один элемент. Затем операция повторяется аналогичным образом. Так станок работает до тех пор, пока отмеченный маркером элемент не выполнит полный круг, показав, что все элементы заточены.
Заточка скошенного зуба отличается от точения прямого тем, что пилу располагают с наклоном, равным углу скоса передней плоскости. Для заточки элемента по задней плоскости нужно, чтобы станок позволял устанавливать полотно так, чтобы задняя плоскость элемента находилась в одной плоскости с поверхностью круга.
Чтобы заточить дисковую пилу на станке, не надо обладать специальными навыками. С этой работой может справиться любой человек, если будет следовать всем инструкциям и правилам по работе со станками по заточке дисков.
Наточить диск с победитовыми напайками. Заточка пильных дисков самостоятельно
Во время длительной эксплуатации дисковые пилы с твердосплавными напайками могут потерять свои первоначальные качества. Но это не означает, что следует приобретать новый режущий инструмент. В большинстве случаев заточку можно выполнить в домашних условиях, используя любой подходящий станок.
Необходимость заточки пилы
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.
Как определить угол заточки дисковой пилы
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°.
 Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Способы заточки дисковых пил
Для формирования новой режущей кромки можно использовать любой заточной станок. Важно изначально правильно выбрать и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
В случае отсутствия возможности выполнить заточку самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют применять специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
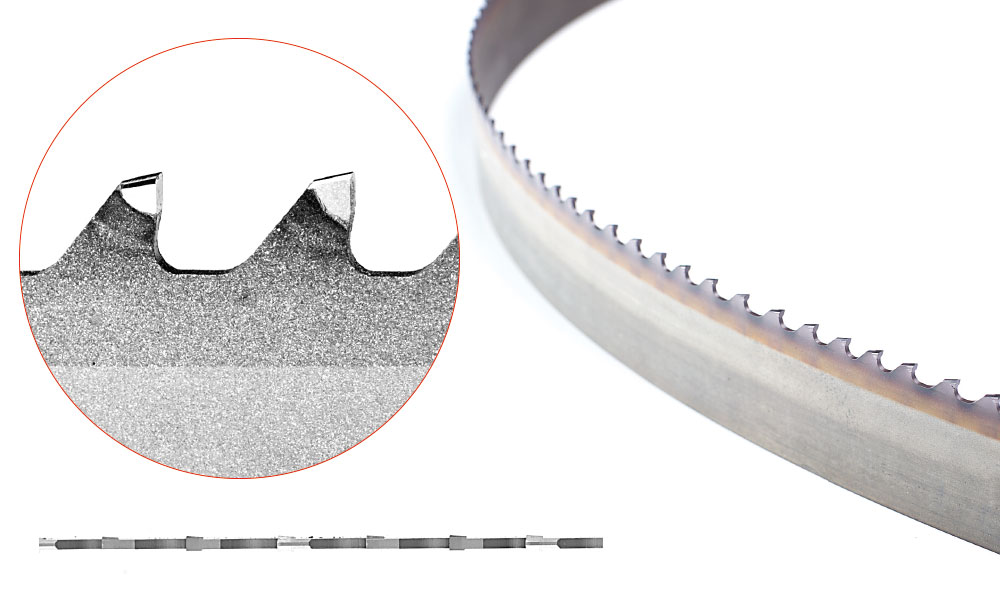
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример , сделанного своими руками:
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.
Те, кто работает с деревом, знают, насколько важны дисковые пилы. Этот инструмент всегда должен работать исправно и быть в полном порядке. Известно, что любые колюще-режущие инструменты имеют способность затупляться. Дисковые пилы по дереву не исключение. Их заточка требует особого внимания. При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.
Известно, что любые колюще-режущие инструменты имеют способность затупляться. Дисковые пилы по дереву не исключение. Их заточка требует особого внимания. При появлении первых признаков того, что пила начинает плохо функционировать, следует приступить к заточке, так как в дальнейшем инструмент начнет тупиться еще больше.
Заточка дисковой пилы осуществляется разными способами: напильником, на станке, в тисках и на весу.
Дисковые пилы по дереву, заточка которых периодически необходима, особенно важны при обустройстве загородного дома из дерева. Дисковые пилы еще называют циркулярными. Данный инструмент важен тем, что он способен с высокой точностью произвести распил деревянных деталей.
Так можно ли сделать заточку самому? Да, самостоятельная заточка возможна. Своевременная заточка дисковых пил по дереву позволит не только иметь под рукой острый рабочий инструмент, но и увеличить срок его эксплуатации. В особенности нужно следить за состоянием дисковых пил, чья мощность относительно невысока, так как плохо заточенная пила начинает перегреваться. А перегрев может полностью вывести рабочий инструмент из строя.
А перегрев может полностью вывести рабочий инструмент из строя.
Признаки ухудшения остроты пил
При появлении нижеописанных признаков следует немедленно произвести заточку дисковой пилы:
Схема устройства зуба дисковой пилы.
- Заметное повышение температуры предохранительного кожуха на моторе пилы.
- Для распила требуются повышенные физические усилия.
- Возможное временное появление дыма из мотора.
- Появление запаха гари.
- Появление темных пятен на краях пилы (нагар).
- Деревянный брус двигается не плавно, а скачками по станку.
- Во время работы слышен подозрительный шум.
- Наблюдается искривление зубьев циркулярной пилы.
Требования к работам
Существует также ряд требований к работе, соблюдение которых необходимо для безопасности и качественной заточки инструмента. При заточке диск нужно устанавливать таким образом, чтобы все зубья были отчетливо видны. Лишь в этом случае может быть гарантирована качественная заточка. Диск во время заточки должен оставаться в одном и том же положении. Он должен прилегать к удерживающим брускам или тискам очень плотно.
Диск во время заточки должен оставаться в одном и том же положении. Он должен прилегать к удерживающим брускам или тискам очень плотно.
В целом заточка диска должна производиться на станке. Однако иногда рекомендуется снимать диск и закреплять его в тисках. Во время отгиба зубьев нужно плотно закрепить диск в тисках и пользоваться плоскогубцами. Угол наклона каждого зубца нужно все время контролировать. Если не соблюдать угол наклона, то КПД последующей работы инструмента будет приближен к нулю. Перед тем как начать отгибать зубья, нужно сделать соответствующие заметки по их первоначальному положению.
Правила заточки:
- В первую очередь нужно следить за тем, чтобы съем металла происходил равномерно по профилю зубьев пилы.
- Нельзя ни в коем случае прижимать диск к точильному кругу, так как это может привести к накалу и разогреву материала, что приводит к деформациям.
- Профиль и высота зубьев после заточки должны сохраняться.
- При заточке также весьма важно пользоваться охлаждающей жидкостью.
- Нельзя, чтобы при заточке образовывались заусенцы.
- Что касается граней заточки, то в теории существует правило: нужно затачивать либо переднюю сторону зубьев, либо переднюю и заднюю. Однако очень часто опытные мастера затачивают именно с задней стороны, так как считают, что это намного удобнее.
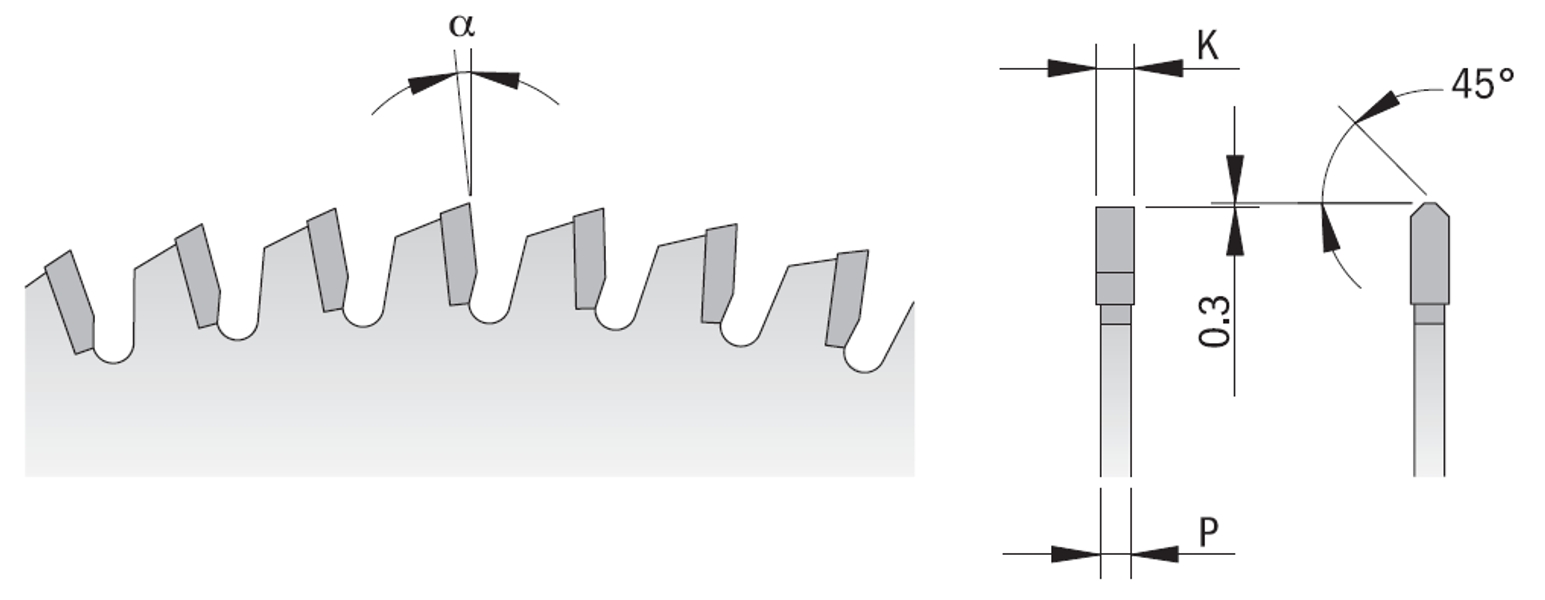
Правила разводки зубьев
Правила заточки дисковой пилы.
Перед тем как начать заточку циркулярной пилы, нужно знать, что для этого потребуется разводка зубьев. Зубья должны поочередно отгибаться в сторону и затачиваться. Однако следует учитывать то, что отгиб каждого из зубьев должен производиться на одно и то же расстояние. Для того чтобы это сделать, используется специальный инструмент — разводка. При помощи этого инструмента каждый зуб отводится приблизительно на середине его высоты.
Если выполнить разводку верно, то получится ширина пропила толще полотна дисковой пилы. Правильная заточка предполагает, чтобы сам диск не касался материала распила, а лишь зубья слой за слоем снимали поверхность дерева. Поэтому чем шире будет разводка зубьев, тем более объемным будет пропил и тем меньше будет вероятность того, что произойдет заклинивание. Однако добиться такого эффекта крайне сложно. Многие начинают разводить зубья при помощи ключа, однако такой метод совершенно не подходит для дорогостоящих качественных пил. Поэтому пользоваться нужно исключительно тем инструментом, который для этого предназначен.
Поэтому чем шире будет разводка зубьев, тем более объемным будет пропил и тем меньше будет вероятность того, что произойдет заклинивание. Однако добиться такого эффекта крайне сложно. Многие начинают разводить зубья при помощи ключа, однако такой метод совершенно не подходит для дорогостоящих качественных пил. Поэтому пользоваться нужно исключительно тем инструментом, который для этого предназначен.
Особого внимания при заточке пилы заслуживает также тип дерева, который будет распиливаться. Для более мягких пород дерева требуется более широкая разводка,чтобы распил был гладким и не имел шероховатостей и неровностей. Наиболее оптимальным отклонением зубьев является 5-10 мм в одну из сторон. Разводку нужно выполнить еще до начала заточки, так как в противном случае зубья могут быть деформированы и пила придет в негодность.
Схема заточки дисковой пилы.
Всего существует 3 основных вида разводки:
- Зачищающая — при такой разводке каждый третий зуб остается в своем первоначальном положении. Данный вид подходит для тех случаев, когда требуется распилить особенно твердые породы дерева.
- Классическая — поочередно зубья отгибаются влево и вправо.
- Волнистая — при такой разводке каждый зубец имеет свое положение, в результате которого образуется волна из зубьев. Данный метод является одним из самых эффективных, однако и самым сложным. Опытные мастера оставляют расстояние в 0,3-0,7 мм при таком методе.
 Данный вид подходит для тех случаев, когда требуется распилить особенно твердые породы дерева.
Данный вид подходит для тех случаев, когда требуется распилить особенно твердые породы дерева.Используемые для заточки материалы и инструменты
Итак, для работ могут понадобиться:
- 2 бруска;
- точило;
- тиски;
- разводка;
- напильник.
Заточка дисковой пилы: классический метод
Существует несколько различных методик по заточке дисковых пил, однако нижеследующая методика является классической. Затачивать начинают с задней поверхности. Передняя часть, которая при работе набегает на материал, остается в неизменном положении.
Для того чтобы начать затачивать диск, можно оставить диск прямо в станке либо вынуть из станка и закрепить в тиски. При первом методе обязательно нужно обесточить станок, вынув шнур из розетки. Чтобы закрепить диск в одном положении, используются 2 бруска, которые фиксируют его как клинья. Бруски нужно плотно прижать к зубьям, чтобы избежать их движения. Тот зубец, с которого начинается заточка, нужно отметить при помощи фломастера на боковой стороне.
При первом методе обязательно нужно обесточить станок, вынув шнур из розетки. Чтобы закрепить диск в одном положении, используются 2 бруска, которые фиксируют его как клинья. Бруски нужно плотно прижать к зубьям, чтобы избежать их движения. Тот зубец, с которого начинается заточка, нужно отметить при помощи фломастера на боковой стороне.
Затачивая первый зубец, нужно запомнить количество сделанных движений точильным кругом или другим инструментом.
Все последующие зубья нужно точить с той же интенсивностью и количеством движений.
При работе в тисках принцип действия тот же. Некоторые более опытные мастера выполняют заточку на весу, однако для этого нужно иметь большой опыт. После полной заточки диск вставляется обратно в станок. Далее нужно распилить какой-нибудь ненужный деревянный брусок, одновременно следя за работой пилы. Нужно обратить внимание на то, нет ли посторонних шумов и неровного движения бруса. Если наблюдается посторонний шум или скрип, необходимо взять фломастер и плотно зафиксировать его возле пилы. Затем медленно поворачивать диск. В итоге будет видно, где высота зубьев больше или меньше остальных.
Затем медленно поворачивать диск. В итоге будет видно, где высота зубьев больше или меньше остальных.
Другие методы заточки
- Полнопрофильная — является наиболее точной и качественной, так как выполняется на профессиональном точильном станке. Специальный круг, который подбирается по размерам, проходит за один раз всю межзубовую впадину вместе с поверхностью соседнего зубца. При такой заточке исключены деформации зубьев. Единственным минусом такого способа является то, что для разнопрофильных пил требуются различные круги.
- Заточка граней зубьев — удобство данного метода заключается в том, что заточку можно выполнять как профессионально, так и в домашних условиях. Если работы выполняются на станке, то нужно приобрести специальные круги для разных дисков. Однако все же лучше выполнять работы в домашних условиях, так как обычно объем работы небольшой и выполнить его можно, пользуясь обычным надфилем. Для качественной заточки достаточно сделать 4-5 движений надфилем — и зубец будет острым.
Во время работ необходимо использовать защитные очки. При натачивании нужно снимать только такое количество металла, которое необходимо для полного удаления трещин и деформаций. Диск при затачивании должен оставаться все время в одном положении относительно станка.
При длительном отсутствии заточки необходимо снять больше материала. Форма всех зубьев должна быть абсолютно одинаковой, равно как и высота. Все оставшиеся заусенцы должны быть полностью удалены.
Любое строительство не может обойтись без дисковой пилы. При выполнении разных операций приходится делать надрезы и распилы. С помощью циркулярки появляется возможность с большой скоростью и высоким качеством разрезать любое дерево. При постоянном использовании такого устройства режущий инструмент тупится, снижается производительность операции. Заточка дисковых пил становится важнейшей операцией.
Классификация дисковых пил
Для получения чистого распила необходимо, чтобы заточка дисков для циркулярной пилы была выполнена правильно. Инструменты подразделяются на несколько групп:
Инструменты подразделяются на несколько групп:
- Цельнометаллические.
- Рабочая зона диска имеет твёрдое напыление.
- На зубья пилы напаяны твердосплавные пластины.
Зубья пилы после заточки обязательно разводятся. Если выполнять работу затупившимся инструментом, привод начинает испытывать дополнительную нагрузку, страдает качество распила.
Если диск работает с твёрдой древесиной, он должен иметь специальные технологические пазы. Их отсутствие приводит к перегреву полотна, металл начнёт расширяться, произойдёт деформация режущего инструмента. Появится опасная вибрация, пострадает качество распила.
Разновидности режущих поверхностей
Чтобы повысить эффективность работы, инженеры разработали несколько видов зубьев, отличающихся своей формой и углом заточки:
На некоторых полотнах передняя плоскость зуба имеет вогнутую форму. Этим инструментом выполняются поперечные распилы.
Правильный угол заточки
Циркулярные пилы имеют зубья с двумя углами:
- Задним.
- Передним.

Величина угла зависит от вида обрабатываемого материала, назначения работающего оборудования и направления пиления. Например, для получения продольного реза, передние углы делают в пределах 15-25 градусов. Для поперечного распила передний угол будет находиться в диапазоне 5-10 градусов. Угол в 15 градусов подходит для обработки любого материала в нужном направлении. Величина угла зависит от твёрдости обрабатываемой заготовки. Чем тверже материал , тем нужно острее наточить зубья.
Методы обработки дисковых полотен
Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения . Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Чтобы самостоятельно заточить циркулярный диск, необходимо строго выполнять несколько основных условий:
- Обычно деформации подвергается верхняя кромка. Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
- Обработка проводится с учётом передней кромки и её задней части.
- Операция повторяется не менее 25 раз. Толщина снимаемого металла не должна быть больше 0,05-0,15 мм.
- Качество обработки должно быть совершенно одинаковым на всей обрабатываемой поверхности.
- После окончания заточки её доводку можно осуществить вручную наждачной бумагой с мелким зерном.
 Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.Заточка инструментов с твердосплавными напайками
Заточка циркулярных пил с победитовыми напайками часто вызывает проблемы. Обработка стандартными абразивами проходит очень долго, причём если материал перегреть, возможен его «отпуск». Конечно, алмазным инструментом обработка пройдёт намного быстрее, но стоимость его очень велика. Намного экономнее будет приобретение победитового диска.
Каждый мастер подходит к решению этой проблемы сугубо индивидуально. Чтобы получить правильные углы заточки дисковых пил с твердосплавными напайками, обязательно понадобится станок.

Домашняя обработка зубчатого полотна
Для обработки циркулярной пилы совсем необязательно иметь специальный станок для заточки дисковых пил своими руками. Чтобы закрепить полотно в определённом положении, можно воспользоваться плоской подставкой, имеющей несколько нюансов:
- Поверхность должна находиться на одном уровне с центром заточного диска.
- Плоскость затачивания должна находиться под углом 90 градусов относительно зубчатого круга.
- Для создания разного наклона, приспособление должно иметь поворотный шарнир.
Для выбора нужного угла отметку делают цветным маркером. Приспособление обязательно устанавливается в мощные тиски. Не допускается даже малейшего движения специальной подставки.
Как заточить пильный диск, если нет, не то чтобы специального оборудования, а элементарных приспособлений – тисков и напильника? Ответ на этот вопрос кроется в посещении мастерской, для которой заточка пильных дисков – это часть повседневной работы.
Заточка пильных дисков в Москве
Затупившаяся дисковая пила — причина плохой обработки материала, а заточка пильных дисков в Москве позволит устранить эту проблему. Если дисковая пила заточена неправильно, то это особенно опасно для агрегатов, наделённых маломощным двигателем. Ведь, работая с большим напряжением, он будет постоянно перегреваться и может выйти из строя.
Чтобы правильно заточить дисковую пилу, нужно знать углы заточки пильного диска, а для этого потребуется станок для заточки пильных дисков, который особенно уместен в случаях, когда обработке подлежат материалы из твёрдых сплавов. Вот почему обращение к высококлассным специалистам, досконально знающим своё дело, более чем предпочтительно.
Профессиональная заточка пильных дисков – цена услуги
Многих людей волнует вопрос: в какую сумму обходится профессиональная заточка пильных дисков – цена услуги. Здесь многое зависит от вида заточки (прямая или косая), а также от материала, из которого изготовлены напайки дисковой пилы. В любом случае, покупка подобных изделий обходится в разы дороже, чем их заточка. Вот почему заточка пильных дисков, цена которой весьма демократична, — это лучшее решение.
В любом случае, покупка подобных изделий обходится в разы дороже, чем их заточка. Вот почему заточка пильных дисков, цена которой весьма демократична, — это лучшее решение.
Где заточить пильный диск в Москве? Ответ на этот вопрос кроется в нашем номере телефона, который нужно просто набрать каждому, кому требуется такая услуга. Огромный опыт работы и специальные познания в области заточки различных инструментов – это то, что отличает профессионалов от дилетантов. Поэтому все, кто ценит качество, могут смело обращаться в нашу компанию.
Сложность заточки дисковых пил с твердосплавными зубьями обусловлена применением спеченных вольфрамокобальтовых сплавов для изготовления режущих пластин, которые впоследствии крепятся к диску высокотемпературной пайкой. Но основное затруднение вызвано их геометрией и необходимостью в обеспечении определенного угла при затачивании.
Форма зубьев и углы заточки
Согласно ГОСТ 9769 твердосплавный зуб в своей конструкции имеет 4 плоскости — задняя, передняя и 2 вспомогательные. По геометрии режущие пластины бывают прямые, скошенные, трапециевидные и конические.
По геометрии режущие пластины бывают прямые, скошенные, трапециевидные и конические.
Передний угол затачивания определяет не только характеристики пильного диска, но и его назначение:
- 15-25° — для продольного пиления;
- 5-10° — для поперечного;
- в пределах 15° — универсального применения.
Также величина углов определяется и твердостью разрезаемого материала — чем она выше, тем меньше должно быть заострение.
Основные правила затачивания
В основном износу подвержена главная режущая кромка — происходит ее скругление до 0,3 мм. Не следует допускать изнашивание твердосплавных зубьев сверх этого значения. Это ведет к снижению производительности и увеличению времени на последующую заточку. Затупление определяется по зубьям и пропилу (ухудшается качество реза).
- При правильном выполнении работ обеспечивается максимальный эксплуатационный ресурс пильного диска с напайкой — вплоть до 30 заточек. Поэтому заточку следует производить по передней и задней плоскости зуба.
- В первую очередь затачивается передняя плоскость.
- Напайка при заточке должна всей плоскостью прилегать к поверхности абразивного круга.
- Точить зубья рекомендуется короткими движениями (в пределах 3-5 секунд), что предотвратит их перегрев. Поскольку при повышении температуры снижается микротвердость абразива, а значит и результативность заточки.
- Толщина снимаемого металла не должна превышать 0,15 мм.
Материалы и инструмент
Для заточки дисков с твердосплавными зубьями можно применять алмазные круги и из карбида кремния. Для обеспечения гладкой поверхности без зазубрин рекомендуется использовать абразив с наибольшей зернистостью. В противном случае зарубки будут выкрашиваться в процессе работы, что приведет к быстрому затуплению напайки.
Лучше всего затачивать на специализированных станках с возможность регулирования углов установки пильного диска. Для регулирования его положения в горизонтальной плоскости (в случае с зубьями со скошенной передней плоскостью) используются специальные приспособления с маятниковыми угломерами.
Но приобретение специального оборудования для домашнего применения, когда необходимость в нем возникает не больше 1 раза в несколько месяцев, нецелесообразно. А удерживать пильный диск руками в точном соответствии с необходимым углом — это что-то из области фантастики.
Выход один — соорудить подставку, поверхность которой будет располагаться на одном уровне с осью абразивного круга. Это обеспечит перпендикулярность положения задней и передней плоскости зуба относительно заточного материала. А если проявить фантазию и закрепить одну сторону приспособления шарнирно, а на другой сделать опоры в виде болтов с возможностью вкручивания и выкручивания, можно будет управлять и углом наклона относительно горизонтальной плоскости. А точность выверяется маятниковым угломером.
Для обеспечения необходимого для заточки передней и задней плоскостей зубьев с напайкой значения угла можно оборудовать на подставке упоры, которые будут фиксировать пильный диск в нужном положении.
Цепь для бензопилы с победитовыми напайками.
 Обзор лучших производителей
Обзор лучших производителейЦепь бензопилы — это рабочая часть инструмента. Именно она вгрызается в древесину, принимая на себя основную физическую нагрузку и подвергаясь ускоренному износу. Чем качественнее цепь, тем комфортней и производительней работа бензопилой.
Затупившееся полотно приводит не только к замедлению процесса распиловки. Но и к повышенной нагрузке на мотор. Ведь тупая режущая кромка требует большей силы при прохождении через волокна целлюлозы. Правильная заточка цепи решает проблему, но лишь отчасти. Если пользователю приходится работать с твёрдыми породами дерева, то решением проблемы может стать цепь с победитовыми напайками.
Что это такое
Для улучшения качества реза, а также продления периода от одной заточки до другой, были придуманы твердосплавные цепи. В распиловке древесины использование твёрдых сплавов — не новость. Технология композитного соединения уже давно и успешно применяется в производстве дисков для циркулярных пил.
Твердосплавная цепь не является однородной по своей структуре. Она представляет собой соединение двух металлов: обычной инструментальной стали и особого сплава повышенной твёрдости. Из первой делаются ведущие, режущие и соединительные звенья, а также заклёпки. Сплав наносится на режущую кромку и верхнюю плоскость рабочего звена в виде тонкой пластины. Метод крепления — пайка. Это значит. что для присоединения твёрдой части и стального основания применяются медно-никелевые и медно-латунные припои. Выбор именно этих материалов неслучаен: они обладают хорошей текучестью, адгезией, а также имеют температуру плавление, примерно на 300 градусов отличающуюся от рабочего разогрева цепи. Именно поэтому перегревать пильную гарнитуру не стоит.
Она представляет собой соединение двух металлов: обычной инструментальной стали и особого сплава повышенной твёрдости. Из первой делаются ведущие, режущие и соединительные звенья, а также заклёпки. Сплав наносится на режущую кромку и верхнюю плоскость рабочего звена в виде тонкой пластины. Метод крепления — пайка. Это значит. что для присоединения твёрдой части и стального основания применяются медно-никелевые и медно-латунные припои. Выбор именно этих материалов неслучаен: они обладают хорошей текучестью, адгезией, а также имеют температуру плавление, примерно на 300 градусов отличающуюся от рабочего разогрева цепи. Именно поэтому перегревать пильную гарнитуру не стоит.
Победит — это народное название сплавов на основе карбида вольфрама, который составляет до 90% от общей массы вещества. Остальные 10% — это кобальт, который необходим как связующее, и совсем немножко углерода. Фактически карбид вольфрама — это металлокерамический материал, обладающий чрезвычайной твёрдостью и превосходной температурной стойкостью.
Составные элементы и правила эксплуатации
Звенья трёх форм создают цепь для агрегата. Надёжность их соединения гарантируют заклёпки. Все звенья делятся на:
- режущие;
- ведущие;
- соединительные.
Первые звенья состоят из ограничителя глубины разрезания и режущей части Г-образного вида. Выпускают левосторонние и правосторонние зубья для разрезания. В зависимости от профиля резцы делятся на два вида — чизель и чиппер.
Ведущие звенья и режущие в одно целое связывают соединительные звенья.
Цепочка — гарнитура для инструмента, то есть расходный материал. От обслуживания типа выполняемых инструментом работ будет зависеть, надолго ли её хватит.
Прежде чем приступить к работе, следует осуществить «обкатку» новой цепочки, что увеличит срок эксплуатации. Во-первых, надо на несколько часов замочить приспособление в масле, что позволит заполнить им все мелкие трещины и впитаться в трущиеся соединения. Во-вторых, кратковременно включить инструмент на холостых оборотах. Затем, проведя несколько пропилов, приступить к работе.
Во-вторых, кратковременно включить инструмент на холостых оборотах. Затем, проведя несколько пропилов, приступить к работе.
Недостаточно натянутая змейка может сорваться с шины, а её перетяжка грозит повышенной нагрузкой и быстрым износом мотора, поэтому следует проверить натяжку цепи. Приспособление должно свободно перемещаться рукой. Чтобы проверить правильную натяжку, необходимо в верхней части шины потянуть зубец вверх, при этом треть хвостика сохраняется в паху шины. Если меньше — приспособление недотянуто, больше — перетянуто.
Особенности эксплуатации цепей с победитовыми напайками
Область применения победита — это те материалы, работа с которыми вызывает ускоренный износ и затупление режущих кромок обычных цепей
Все обладатели бензиновых агрегатов знают, что очень трудно и долго работать с:
- Мёрзлой древесиной (кристаллики льда делают волокна очень твёрдыми).
- Загрязнёнными деревьями — пеньками и стволами (частицы грунта и песка действуют на цепь как абразив, против которого обычная сталь бессильна).
- Твёрдыми включениями в массив дерева (это могут быть гвозди и шурупы, скрытые в толще старых досок).

Победитовые наплавки на режущих звеньях позволяют успешно распиливать указанные материалы практически без потери скорости и перегрузки двигателя. Благодаря твёрдости зубцы полотна легко проникают в твёрдый массив, разрезая его. Благодаря свойствам, твердосплавные цепи используются помимо пил в бензорезах, которые служат для раскроя таких материалов, как камень и бетон.
Благодаря высоким качествам реза, зубья с победитовыми напайками не нужно так часто точить. Если обычная цепь может тупиться через два-три бачка бензина, то твердосплавной хватает на срок, больший в пять или шесть раз. Однако есть и обратная сторона медали: в случае затупления режущие пластинки невозможно заточить обычным напильником. Это делается либо алмазным надфилем, либо специальным кругом на заточном аппарате. Кстати, алмазный диск стоит весьма недёшево.
Какая цепь установлена на Вашей бензопиле?
СтандартнаяПобедитовая
Из-за неудобства заточки распространение победитовой цепи не такое уж широкое. Пользователь обращает внимание на фактор стоимости. К тому же, нужно помнить, что цепь с наплавками, несмотря на крепость, всё же не предназначена для пиления гвоздей и саморезов в массиве древесины. Она хоть и поможет одолеть больше старых метизов, рано или поздно затупится, ну а о проблемной заточке уже сказано выше.
Пользователь обращает внимание на фактор стоимости. К тому же, нужно помнить, что цепь с наплавками, несмотря на крепость, всё же не предназначена для пиления гвоздей и саморезов в массиве древесины. Она хоть и поможет одолеть больше старых метизов, рано или поздно затупится, ну а о проблемной заточке уже сказано выше.
Приобретение цепи с победитовыми напайками оправдано в том случае, если бензопилой часто выполняются специфические работы: рез мёрзлых дров, валка деревьев твёрдых пород. При активном использовании необходимо наличие специального инструмента: алмазного надфиля или соответствующего заточного круга для станка.
Преимущества и недостатки
Ресурс победитовой цепи больше срока службы стандартного аналога в несколько раз. Модификации с твёрдосплавными покрытиями отлично справляются с распиловкой твёрдой и мёрзлой древесины. В аварийно-спасательных работах специальные гарнитуры с победитовыми цепями применяются для резки бетона и металлической арматуры.
Использовать преимущества таких цепей с полной отдачей можно только на бензопилах полупрофессионального или профессионального класса, с двигателями, имеющими достаточный резерв мощности и вращательного момента.
- Специальная цепь для бензопилы с напайкой из победита или другого аналогичного по характеристикам материала даёт существенный выигрыш по времени при работе с проблемной древесиной, при заготовке ледяных блоков и выполнении других трудоёмких и затратных по времени работ.
- Режущие звенья победитовой цепи стабильно держат заточку при распиловке грязных брёвен, менее чувствительны к абразивным свойствам попавшего в распил песка.
Пользовательские отзывы подтверждают целесообразность и эффективность применения цепей с твёрдосплавными напайками для распиловочных работ повышенной сложности.
Популярные цепи с победитовыми напайками
Несмотря на довольно узкую нишу покупателе, твердосплавные изделия находят своего клиента. Правда, ассортимент их не очень широк.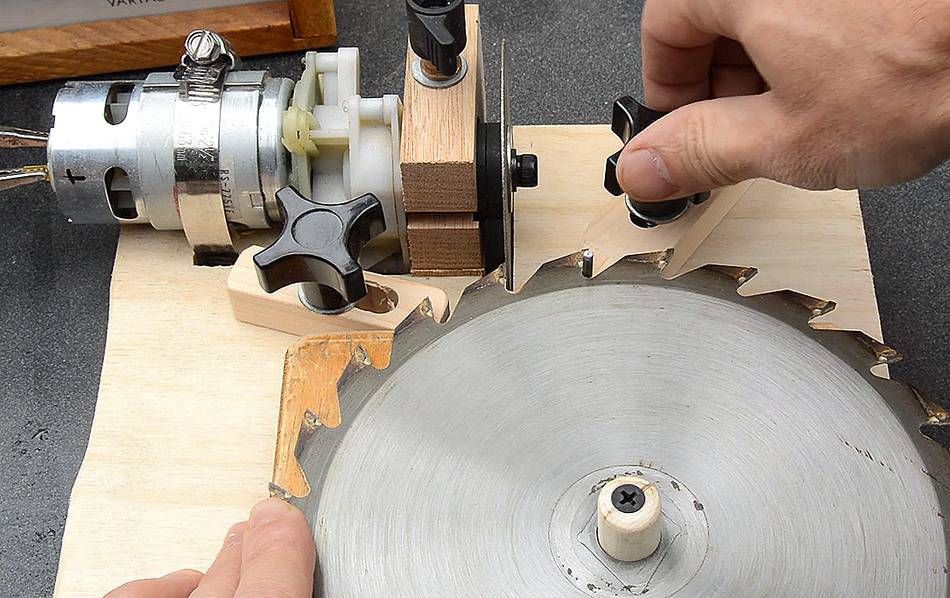 Выпускать такие берутся лишь достаточно крупные производители с именем. Среди европейских брендов таковым является Stihl, его продукция, вероятно, самая известная, но и довольно дорогая. Американская фирма Oregon не отстаёт, так как делает полотна практически для любых размеров шин с нужным шагом и толщиной звена. Есть и довольно качественные фабричные «китайцы», например, цепи Сhampion. Цена их чуть пониже, как и качество, но всё же не опускается под определённую планку.
Выпускать такие берутся лишь достаточно крупные производители с именем. Среди европейских брендов таковым является Stihl, его продукция, вероятно, самая известная, но и довольно дорогая. Американская фирма Oregon не отстаёт, так как делает полотна практически для любых размеров шин с нужным шагом и толщиной звена. Есть и довольно качественные фабричные «китайцы», например, цепи Сhampion. Цена их чуть пониже, как и качество, но всё же не опускается под определённую планку.
Отзывы владельцев
При покупке мощной бензопилы дали приличную аукционную скидку. На радостях с солидной доплатой приобрёл «долгоиграющую» штилевскую цепь с твёрдосплавными зубьями, которую по приезду домой поставил вместо штатной. Действительно, мелкую стружку гарнитура погнала только через полтора месяца достаточно интенсивной эксплуатации. Заточить режущие кромки самостоятельно не получается, напильник не берёт. Везти в сервис далеко и накладно, дешевле купить новую цепь. Впредь постараюсь не допускать таких проколов. Фёдор Тимофеевич
Фёдор Тимофеевич
Имею негативный опыт эксплуатации твердосплавной цепи марки DURO 36RD. Приобретённая в фирменном магазине цепь добросовестно отработала ресурс на раскряжёвке сырой мёрзлой древесины. Гарнитура не раз без особых последствий прихватывала с поверхности брёвен грязь и песок, но все как-то обходилось. Вторая цепь той же марки, выписанная в интернет магазине, оказалась удачно выполненной подделкой, поскольку в процессе работы режущие кромки пильных звеньев не крошатся, а заминаются. Неотличимый на глаз сплав существенно уступает настоящему победиту по износостойкости. Единственное утешение, что заточить зубья смог с помощью алмазного диска. Денис
Oregon
Если Штиль выпускает полный ассортимент продукции, посвященной бензопилам, то Орегон из США специализируется на пильных гарнитурах и шинах. Благодаря универсальному каталогу практически любой пользователь может найти цепь под свой размер шины и звёздочки.
Если говорить о специфике орегоновских цепей, то их стальная основа чуть мягче, чем у штилевских. Соответственно, растягиваются и тупятся они быстрее, зато и затачиваются легче, в особенности, вручную. Победитовые напайки и твердосплавные зубья в цепях Орегон отличаются меньшей прочностью, но при этом всё равно превосходят по ряду показателей стандартную продукцию.
Соответственно, растягиваются и тупятся они быстрее, зато и затачиваются легче, в особенности, вручную. Победитовые напайки и твердосплавные зубья в цепях Орегон отличаются меньшей прочностью, но при этом всё равно превосходят по ряду показателей стандартную продукцию.
Oregon M91VXL057CR 3/8″ 1,3 мм
- Шаг: 3/8 дюйма.
- Толщина звена: 1,3 мм.
- Количество звеньев: 50 — 57
- Цена 1000 — 1200 р.
- Тип: твердосплавная с хромированными пластинами.
Данное изделие производится в самом распространённом типоразмере и является одним из самых доступных по стоимости в линейке победитовых. Их успешно могут применять владельцы большинства бытовых и полупрофессиональных пил с ведущей звёздочкой, рассчитанной на шаг 3/8 дюйма и шину с пазом 1,3 мм. Эта цепь принадлежит к серии Milticat. Производитель позиционирует её как бюджетное решение, альтернативу Штиль Пикко Дуро, но дешевле. Срок службы режущей кромки с твердосплавным покрытием превышает стандартный в два-три раза. Класс использования — бытовой и полупрофессиональный. Орегон честно признаёт, что для профессионального использования Multicut слабоваты. Зато дачнику, регулярно сталкивающемуся с распиловкой вторичной древесины, дубовых досок и мёрзлых дров, данное изделия явно придётся по вкусу.
Класс использования — бытовой и полупрофессиональный. Орегон честно признаёт, что для профессионального использования Multicut слабоваты. Зато дачнику, регулярно сталкивающемуся с распиловкой вторичной древесины, дубовых досок и мёрзлых дров, данное изделия явно придётся по вкусу.
Из дополнительных преимуществ следует также отметить продуманную систему капиллярной смазки благодаря правильно расположенным отверстиям, увеличенную на 30% высоту режущего зуба. Улучшенная обработка цепи позволила снизить уровень вибраций при работе на четверть.
Oregon M75LPX072CR 3/8″ 1,6 мм
- Шаг: 3/8 дюйма.
- Толщина звена: 1,6 мм.
- Количество звеньев: 60 — 72.
- Цена 2600 — 3100 р.
- Тип: твердосплавная с хромированными пластинами.
При сохранении шага цепи была увеличена толщина элементов, а также количество звеньев. Это позволяет использовать данное изделие с длинными шинами и мощными моторами. Официальные дилеры позиционируют эту цепь как замену Rapid Duro. Она так же используется для мёрзлой древесины, смолистых шпал и столбов, которые набрали прочность со временем. Полотно рассчитано на работу в абразивных средах, то есть вблизи корней и грунта, где звенья могут цеплять частицы песка и мелкие камни. Будет удобным использование цепи на строительных площадках и при очистке участков обгоревшего леса или демонтажа повреждённых огнём деревянных конструкций — ведь древесина под воздействием огня набирает твёрдость.
Она так же используется для мёрзлой древесины, смолистых шпал и столбов, которые набрали прочность со временем. Полотно рассчитано на работу в абразивных средах, то есть вблизи корней и грунта, где звенья могут цеплять частицы песка и мелкие камни. Будет удобным использование цепи на строительных площадках и при очистке участков обгоревшего леса или демонтажа повреждённых огнём деревянных конструкций — ведь древесина под воздействием огня набирает твёрдость.
Одним из решающих преимуществ, которое производитель выводит на первый план — это возможность заточки вручную, без специального станка. Для этого применяют обычный круглый напильник 4 мм, которым обрабатывается внутренняя кромка режущей поверхности, в то время как хромированное покрытие нанесено на верхнюю часть. Из-за такой конфигурации цепь держит остроту всего в два-три раза дольше обычной, зато возможность самостоятельной заточки делает её эксплуатацию дешевле.
Твердосплавные цепи — первое знакомство
Победитом называется чрезвычайно прочный сплав, который по прочности превосходит стекло. Именно из этого материала делают режущие элементы бытовых стеклорезов.
Именно из этого материала делают режущие элементы бытовых стеклорезов.
В победите высокая твёрдость сочетается с хрупкостью, на рабочие кромки режущих зубьев пильной цепи дорогой в производстве композит, наплавляется достаточно тонким слоем.
Для изготовления специального цепного ассортимента требуется дорогое и сложное оборудование, поэтому цепи для бензопил с победитом входят в перечень продукции ведущих производителей качественной бензопильной техники.
Составные части цепи
Цепь собирают из ведущих, рабочих и соединительных звеньев.
Сами цепи бывают чиззельными, чипперными и специальными.
Зубья и их размеры
Важным элементом современной цепи служат зубья, которые имеют отличительные черты, что также необходимо учесть при покупке. Любая деталь зуба несёт индивидуальное название.
Наклон лезвия с торца и поверхность скольжения соединяют передний угол, который имеет величину максимум 85 градусов. Корректировать его следует при работе по заточке цепи. Причём абсолютно каждая деталь, её параметры непосредственно отвечают за режущие действия электрической пилы.
Причём абсолютно каждая деталь, её параметры непосредственно отвечают за режущие действия электрической пилы.
Самостоятельно подогнать угол наклона не получится, для этих целей созданы специальные стандартные нормы, которые следует точно соблюдать.
Задний угол, наиболее важный, имеет размеры от 50 до 60 градусов.
На что влияет ширина пазов?
Чем меньше ширина направляющих пазов, тем уже будет рез. При большой ширине все наоборот.
Цепи, имеющие самую маленькую ширину, характеризуются невысокой скоростью распила и небольшой отдачей. Их обычно устанавливают на модели с небольшой мощностью.
Для предотвращения перегрева, выполняется принудительная смазка цепи.
Определить назначение цепи
Затем решить, что и в каком объеме необходимо распиливать. Для распила поперек, приобретают чиззельные цепи, вдоль волокон — чипперные.
Угол 10 градусов, который является идеальным для распила параллельно волокнам, делают в сервисном центре или самостоятельно.
Как выбрать оптимальный вариант
Каждый владелец бензопилы, как бы аккуратно он не работал с инструментом, сталкивался с необходимостью замены пильного устройства. Популярные модели отличаются между собой конфигурацией и толщиной звеньев, шагом, средней ценой и иными характеристиками.
Цепь и направляющая шина принадлежит к категории сменного оборудования, поэтому при приобретении бюджетных вариантов можно сделать замену этих элементов на более износостойкие и долговечные. Повысить эффективность поможет смена гарнитуры на более длинную, но это получится только при наличии достаточной мощности двигателя и элемента вращения. Чтобы не допустить ошибки при выборе, стоит получить совет профильных мастеров.
Как заточить сверло по бетону
Как заточить победитовое сверло
Даже победитовое сверло может иногда затупиться. Признаки тупого сверла – это перегрев во время работы, сильный визг и малоэффективное сверление. Если покупать каждый раз новые сверла нет возможности, вы решили попробовать заточить победитовое сверло, то следуйте нашим советам и у вас все получится.
- — затупившееся победитовое сверло;
- — заточный станок с алмазным камнем или электрическое точило;
- — охлаждающая жидкость.
 Контролируйте правильность соотношения передних и задних углов режущей кромки по направлению вращения сверла. Не забывайте, чем тверже материал, тем больше должен быть угол заточки – до 170о. Следите за тем, чтобы сверло не нагревалось, поскольку нагрев может привести к растрескиванию и отслаиванию твердосплавных пластин. Чтобы этого не произошло, время от времени охлаждайте сверло при помощи жидкости, например, обычной воды. Если все-таки наконечник сильно нагрелся (покраснел), не опускайте его в жидкость, от резкого переохлаждения он сразу треснет. Дайте ему возможность остыть постепенно, на воздухе. Будьте готовы к тому, что добиться эффективности нового сверла вам не удастся, так как способ заточки сверла отличается для разных марок победита, и воспроизвести в домашних условиях все требования невозможно. Если заточить сверло достойным образом не удалось, просто купите новые сверла в магазине и впредь относитесь к ним более бережно. Чтобы сверла дольше служили, исполняйте все рекомендации производителей, используйте сверла по бетону для работы с бетоном, а сверла по металлу – для металла.
Контролируйте правильность соотношения передних и задних углов режущей кромки по направлению вращения сверла. Не забывайте, чем тверже материал, тем больше должен быть угол заточки – до 170о. Следите за тем, чтобы сверло не нагревалось, поскольку нагрев может привести к растрескиванию и отслаиванию твердосплавных пластин. Чтобы этого не произошло, время от времени охлаждайте сверло при помощи жидкости, например, обычной воды. Если все-таки наконечник сильно нагрелся (покраснел), не опускайте его в жидкость, от резкого переохлаждения он сразу треснет. Дайте ему возможность остыть постепенно, на воздухе. Будьте готовы к тому, что добиться эффективности нового сверла вам не удастся, так как способ заточки сверла отличается для разных марок победита, и воспроизвести в домашних условиях все требования невозможно. Если заточить сверло достойным образом не удалось, просто купите новые сверла в магазине и впредь относитесь к ним более бережно. Чтобы сверла дольше служили, исполняйте все рекомендации производителей, используйте сверла по бетону для работы с бетоном, а сверла по металлу – для металла. Не допускайте перегрева при работе, смачивайте сверло водой. Не старайтесь просверлить отверстие с первого же захода. Как заточить победитовое сверло
Не допускайте перегрева при работе, смачивайте сверло водой. Не старайтесь просверлить отверстие с первого же захода. Как заточить победитовое сверлоwww.kakprosto.ru
Как заточить сверло по металлу и бетону своими руками
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео: Ручная заточка спиральных сверл. Часть — 1.
Видео: Заточка спиральных сверл. Часть — 2.
Видео: Стачивание перемычки ребра сверла. Часть — 3.
Видео: Заточка сверл — приложение.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится. До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится. До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т. е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.
Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения. Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
Для победита он составляет 170 градусов.
В процессе заточке нельзя допускать нагревания сверла, т.к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Видео: Заточка буров для перфоратора. Часть — 1.
Видео: Заточка буров для перфоратора. Часть — 2.
handmadeguru.ru
Как заточить сверло
Победитовый и обычный материал в процессе эксплуатации притупляется. Этот момент отражается на особенностях проведения процесса образования отверстия, так как с каждым разом приходится передавать большее усилие для образования отверстия. Стоит помнить о том, что чрезмерный износ может привести к появлению значительных дефектов сверл. Примером можно назвать ситуацию, когда образование отверстия прошло с появление дыма – результат сильного трения и нагрева поверхности победитовых сверл по металлу. Сильный нагрев приводит к повышению пластичности, сплав становится менее прочным и твердым. Именно поэтому заточка сверл по металлу должна проводиться вовремя, выполнить задачу можно в домашних условиях.
Стоит помнить о том, что чрезмерный износ может привести к появлению значительных дефектов сверл. Примером можно назвать ситуацию, когда образование отверстия прошло с появление дыма – результат сильного трения и нагрева поверхности победитовых сверл по металлу. Сильный нагрев приводит к повышению пластичности, сплав становится менее прочным и твердым. Именно поэтому заточка сверл по металлу должна проводиться вовремя, выполнить задачу можно в домашних условиях.
Заточка сверла
Особенности победитовых сверл
Прежде чем рассматривать то, как заточить победитовое сверло по бетону, следует понять его отличительный особенности. Победитовый вариант исполнения – разновидность спиральных сверл, режущая часть которых представлена твердосплавными напайками. Процесс срезания режущей кромки победитовых сверл проходит медленнее, но стоимость рассматриваемого инструмента зачастую в несколько раз превышает стоимость обычного. Именно поэтому нужно знать то, как провести их заточку своими руками в домашних условиях.
Геометрия рассматриваемого режущего инструмента имеет следующие нюансы:
- Передняя и задняя поверхность – основные элементы, которые образуют режущую кромку.
- Перемычка и ленточка – вспомогательные элементы.
Зачастую используется специальное оборудование. Однако встретить его в обычной мастерской практически невозможно, так оно стоит достаточно дорого и имеет узкую специализацию. Поэтому многие используют обычный станок с камнем.
Как провести заточку?
Сильный скрип и выделение тепла говорит о том, что режущий инструмент износился. Стоит отметить, что повышение температуры приводит к ускорению процесса износа. При рассмотрении победитовых сверл по металлу, что режущая кромка представлена твердым сплавом, своими руками заточить ее можно только при использовании специального оборудования.
Для проведения заточки победитовых сверл своими руками понадобится нижеприведенное:
- Точильный станок. Без подобного оборудования провести точение не получиться.
- При поиске точильного станка стоит учитывать, что он должен иметь охлаждающую ванну для используемого камня. Можно создать ее своими руками. Процесс обработки твердого сплава предусматривает сильное повышение температуры.
- Алмазный камень.
 Без подобного оборудования провести точение не получиться.
Без подобного оборудования провести точение не получиться.Отличительной особенностью заточки своими руками твердосплавного материала можно назвать необходимость использования именно алмазного камня, так как обычный не подойдет.
Перед выполнением заточки следует проверить возможность ее проведения. Если напайки менее 10 миллиметров, то заточка своими руками в принципе невозможна. Также большие дефекты не позволяют выполнить заточку.
Геометрия заточки сверла для различных материалов
После проверки состояния инструмента и при наличии необходимого оборудования можно выполнить заострение своими руками. К ее особенностям проведения отнесем следующее:
- Чем выше показатель твердости обрабатываемого материала, тем меньше должна быть скорость вращения камня. Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
- Проводить работу нужно малыми касаниями. Стоит помнить о том, что снятие слоя сплава напаек при использовании алмазного камня проходит довольно быстро. Поэтому внимательно контролировать процесс должен мастер для того чтобы не снять лишний слой рабочей поверхности. Работа проводится навису, без упора.
- Выполняя работу своими руками, без использования шаблона, рекомендуется затачивать поверхность аналогично в случае малых сверл по металлу, когда проводится изменение задней плоскости.
- Также рекомендуется провести подточку и передней поверхности. Эту работу рекомендуется выполнять, если напайка полностью изношена. Выполнить подобное изменение следует так, чтобы толщина центральной части напайки была значительно меньше.
 Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.
Это связано с тем, что повышение скорости вращения камня приведет к быстрому нагреву его поверхности.Задняя и передняя поверхность образуют кромку, которая выполняет снятие металла на момент образование отверстия.
При выполнении работы своими руками нужно быть внимательным, так как все режущие стороны должны быть одинакового размера. Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.
Достигнуть этого достаточно сложно, но все же возможно. Если нарушить данное правило образованное отверстие станет большого размера и неправильной формы. В независимости от вида используемого оборудования следует также контролировать соотношение переднего и заднего угла реза по направлению вращения инструмента.
Довольно важным правилом, которое применимо ко всем инструментам, можно назвать высказывание: чем больше показатель твердости поверхности, тем больше угол заточки. В рассматриваемом случае он должен составлять 170 градусов.
Особое внимание уделяют перегреву. Твердосплавные напайки на момент обработки сильно нагреваются. Перегрев любого материала приводит к изменению его структуры. Поэтому режущий инструмент может деформировать, есть вероятность появления трещин. Ванночка для камня позволит исключить вероятность возникновения подобной ситуации.
В заключение отметим, что рассматриваемую работу можно провести самостоятельно. Для этого необходимо знать геометрию инструмента, принцип его работы другие нюансы. Также следует обладать определенными навыками эксплуатации используемого оборудования. Однако без специального оборудования соблюсти угол заточки практически невозможно.
Для этого необходимо знать геометрию инструмента, принцип его работы другие нюансы. Также следует обладать определенными навыками эксплуатации используемого оборудования. Однако без специального оборудования соблюсти угол заточки практически невозможно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как заточить в домашних условиях победитовое сверло?
Оглавление: [скрыть]
- Что такое победитовое сверло?
- Заточка победитового сверла
И такое прочное сверло, как победитовое, может со временем затупиться. Проявляется это в виде сильного нагрева элемента при работе, плохом результате и сильном визге.
Элементы победитового сверла.
Исправить ситуацию можно 2-мя способами: приобрести новый инструмент или заточить старое своими силами. Однако материал имеет свои особенности, которые необходимо учитывать при выполнении процесса. Так как заточить победитовое сверло?
Что такое победитовое сверло?
Победитовое сверло для твердых камней предназначено для дрелей ударного действия и оптимальны для сверления бетона.
Для просверливания твердых материалов используются сверла, на наконечники которых напаяны пластины из твердосплавных материалов. К таким материалам и относится победит, давший название рабочему элементу.
Победит — это сплав вольфрама и кобальта в пропорции 9:1. Впервые он был получен в 1929 году. За время своего существования не раз был модернизирован. Но все материалы, получаемые тем или иным способом, тоже носят название победит и различаются по маркам.
Отличительной чертой победитовых сверл является то, что они не режут материал, а крошат его. Именно поэтому нельзя использовать элемент для обработки древесины, пластика и стали. При обработке первых 2-х материалов отверстие получается неровным и некрасивым. А просверлить сталь таким способом не представляется возможным. Как правило, победитовые элементы используются для обработки таких материалов, как бетон, кирпич, тротуарная плитка, камень и т.п.
В связи с особенностью работы с победитовым сверлом становится понятно, что во время выполнения процесса стружки не образуется. Из-за разрушения материала будут только образовываться мелкие крошки и пыль. Поэтому на таких сверлах имеются особые винтовые канавки, через которые и отводится пыль из отверстия. В результате эффективность обработки значительно повышается.
Из-за разрушения материала будут только образовываться мелкие крошки и пыль. Поэтому на таких сверлах имеются особые винтовые канавки, через которые и отводится пыль из отверстия. В результате эффективность обработки значительно повышается.
Победитовое сверло затачивается довольно быстро, поэтому необходимо делать заточку короткими и плавными касаниями.
Еще одна особенность победитового инструмента — это возможность использования материала различных марок. Различаются они по своей твердости и области использования. Так, для работы с материалами большой твердости (например, гранит) применяется сверло с наконечником из твердого победита (или среднего). Для материалов помягче применяется наконечник из сплава средней или мягкой твердости.
При выборе победитового сверла стоит обратить внимание на производителя. Самые дешевые комплектующие — от непонятных производителей из Китая. Качество у них соответствует и цене, и сломаться такие сверла могут в первый же раз. Победитовые сверла от иностранных компаний отличаются довольно высокой ценой. А если это известный бренд, то не для всех такой инструмент будет по карману. Оптимальный вариант — это отечественный продукт. Качество у него не уступает иностранным аналогам. Поэтому стоит отдать предпочтение именно российским победитовым сверлам.
А если это известный бренд, то не для всех такой инструмент будет по карману. Оптимальный вариант — это отечественный продукт. Качество у него не уступает иностранным аналогам. Поэтому стоит отдать предпочтение именно российским победитовым сверлам.
Вернуться к оглавлению
Универсальный заточный станок подходит для всех типов сверел, в том числе и победитовых.
Если сверло все же затупилось, то точить его нужно следующим образом. Первым делом следует подготовить все необходимое. Для этого берется само затупившееся сверло, электрическое точило либо заточный станок с алмазным камнем и охлаждающая жидкость. Как все это будет подготовлено, можно приступать к работе. Изначально нужно проверить, возможна ли заточка. Если длина режущей части не менее 10 мм, то заточить и использовать такой инструмент в дальнейшем можно.
Далее берется заточный станок или электрическое точило. Чтобы качественнее и быстрее провести процесс, количество оборотов в минуту необходимо уменьшить. Связано это с тем, что чем тверже материал, подвергаемый обработке, тем меньше должна быть скорость.
Связано это с тем, что чем тверже материал, подвергаемый обработке, тем меньше должна быть скорость.
Сверло нужно затачивать аккуратно, короткими касаниями его к наждачному камню. При этом постоянно необходимо контролировать процесс, так как победитовое сверло затачивается за достаточно короткое время.
Особое внимание нужно уделить и равномерности заточки. Режущие стороны должны быть одинаковыми. В противном случае центр оси сместится, что приведет к неправильной работе элемента. Это чревато получением кривого отверстия. Также требует внимания и получение правильного соотношения задних и передних углов режущей кромки.
При работе сверло не должно нагреваться. Это может привести к расслоению или растрескиванию верхних твердосплавных слоев. Поэтому периодически инструмент охлаждается, для чего применяется охлаждающая жидкость. Самый простой вариант такой жидкости — это вода.
Если сверло сильно нагрелось, то сразу помещать его в холодную воду нельзя. От резкого перепада температуры оно может треснуть. Поэтому оно должно остыть на воздухе.
Поэтому оно должно остыть на воздухе.
Ну и стоит сразу предупредить, что нужно будет быть готовым к отрицательному результату заточки.
Победит различается по своим маркам, каждой из которой присущ свой способ заточки. В результате процесс может не дать положительного эффекта. В этом случае оптимальный вариант — купить новое сверло. Однако при этом стоит помнить, что важно и качество материала.
Если победит будет низкого качества, то инструмент сломается при первом же использовании. И восстановить его уже будет невозможно. Поэтому нельзя экономить на покупке данного элемента. Как известно, скупой платит дважды, в данном случае это полностью подтверждается.
moiinstrumenty.ru
Как заточить круговой диск в домашних условиях. Как заточить победоносную пилу? Как правильно нарезать зубья на циркулярной пиле
Пилы дисковые с твердосплавными зубьями состоят из полотна (диска) из стали 9ХФ, 65Г, 50ХФА и др. и твердосплавных пластин, выполняющих роль резцов.
и твердосплавных пластин, выполняющих роль резцов.В бытовых пилах в качестве материала режущих пластин применяют спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и др.). BK6 имеет твердость 88,5 HRA, а BK15 имеет твердость 86 HRA. Зарубежные производители используют собственные сплавы.Твердые сплавы ВК состоят в основном из карбида вольфрама, сцементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и размера зерен карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Прикрепите пластины из карбида к диску с помощью высокотемпературной пайки. В качестве материала для пайки в лучшем случае используют серебряные припои (ПСр-40, ПСр-45), в худшем случае медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Твердосплавная геометрия зуба
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (В) и две вспомогательные боковые (С).Пересекаясь между собой, эти плоскости образуют режущие кромки — основную (1) и две вспомогательные (2 и 3). Приведенное выше определение кромок и кромок зуба дано по ГОСТ 9769-79.
Приведенное выше определение кромок и кромок зуба дано по ГОСТ 9769-79.По форме различают следующие типы зубов.
Обычно используется в распиловочных станках, где качество не имеет критического значения.
Косой (скошенный) зуб с левым и правым углами наклона задней плоскости. Зубы с разным углом наклона чередуются друг с другом, поэтому их называют поочередно нарезанными.Это самая распространенная форма зуба. В зависимости от величины углов заточки пилы с чередующейся нарезкой зубьев применяют для распиловки самых разных материалов (дерево, ДСП, пластмассы) — как в продольном, так и в поперечном направлениях. Пилы с большим углом наклона задней панели используются в качестве подрезных пил при раскрое двусторонних плит для ламинирования. Их использование позволяет избежать налета сколов на краях реза. Увеличение угла скоса снижает силу резания и снижает риск образования сколов, но в то же время снижает стойкость инструмента и прочность зуба.
Зубья могут иметь наклон не только задней, но и передней плоскости.
Особенностью этих зубьев является относительно медленная скорость притупления режущих кромок по сравнению с чередующимися скошенными зубьями. Обычно они используются в сочетании с прямым зубом.
Чередуя последний и немного возвышаясь над ним, трапециевидный зуб выполняет черновой рез, а следующий за ним прямой — чистовой.Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двусторонним ламинированием (ДСП, МДФ и др.), а также для распиловки пластмасс.
Конические пилы являются вспомогательными и служат для разрезания нижнего слоя ламината, предотвращая его скалывание при проходе основной пилы.
В подавляющем большинстве случаев передняя кромка зубьев плоская, но встречаются пилы с вогнутой передней кромкой. Они используются для тонкой поперечной резки.
Углы заточки зубьев
Существует четыре основных угла заточки циркулярной пилы, которые наряду с формой зуба определяют его характеристики. Это передний угол (γ), задний (α) и углы скоса передней и задней плоскостей (ε 1 и ε 2). Угол конусности (β) имеет вспомогательное значение, так как задается передним и задним углами (β = 90°-γ-α).
Это передний угол (γ), задний (α) и углы скоса передней и задней плоскостей (ε 1 и ε 2). Угол конусности (β) имеет вспомогательное значение, так как задается передним и задним углами (β = 90°-γ-α).Углы заточки определяются назначением пилы, т. е. видом материала для резки и направлением, в котором она предназначена. Пилы для продольного распила имеют относительно большой передний угол (15°-25°). Для торцовочных пил угол γ обычно колеблется в пределах 5-10°.Универсальные пилы, предназначенные для поперечного и продольного распила, обычно имеют средний передний угол 15°.
Значения углов заточки определяются не только направлением реза, но и твердостью разрезаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заточка зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для резки цветных металлов и пластика.
Основные принципы заточки
Основной износ твердосплавного зуба происходит по его основной (верхней) режущей кромке. В процессе работы последний округляется до 0,1-0,3 мм. Из краев быстрее всего изнашивается передняя.
В процессе работы последний округляется до 0,1-0,3 мм. Из краев быстрее всего изнашивается передняя.При распиловке массивных заготовок быстрому износу подвержены и боковые кромки.
Пила не должна быть чрезмерно тупой. Радиус закругления режущей кромки не должен превышать 0,1-0,2 мм. Помимо того, что при работе очень затупленной пилой резко падает производительность, ее заточка занимает в несколько раз больше времени, чем заточка пилы с нормальным затуплением.Степень притупления можно определить как по самим зубам, так и по типу оставляемого ими разреза.
Правильная заточка дисковых пил заключается в том, чтобы одновременно с обеспечением должной остроты режущей кромки обеспечить максимальную величину заточки, которая в оптимальном случае может достигать 25-30 раз. Для этого рекомендуется заточить твердосплавный зуб по передней и задней плоскостям. Фактически зубья можно затачивать по одной передней плоскости, но количество возможных заточек почти в два раза меньше, чем при заточке по двум плоскостям. На рисунке ниже показано, почему это происходит.
На рисунке ниже показано, почему это происходит.
Последний проход при заточке пильных дисков рекомендуется делать по задней плоскости зуба. Стандартная скорость съема металла составляет 0,05-0,15 мм.
Перед заточкой пила должна быть очищена от грязи, например смолы, и должны быть проверены значения углов заточки. На некоторых пилах они написаны на диске.
Оборудование и материалы для заточки пильных полотен
В зависимости от материала, из которого изготовлены зубья, циркулярные пилы можно затачивать дисками из кубического нитрида бора, зеленым карбидом кремния или алмазными (PCD) дисками.Так, круги CBN способны затачивать высокопроизводительные диски из быстрорежущей стали, алмазные круги и зеленые круги из карбида кремния — твердосплавные фрезы.При использовании абразивных кругов (особенно алмазных) желательно охлаждать их охлаждающей жидкостью.
Одним из существенных недостатков алмаза является его относительно низкая термостойкость — при температуре около 900°С алмаз выгорает.
С повышением температуры микротвердость абразивных материалов снижается.Повышение температуры до 1000°С снижает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Использование воды для охлаждения может привести к появлению ржавчины на деталях и узлах машины. Для устранения коррозии применяют мыло и некоторые электролиты (карбонат натрия, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и др.) добавляются в воду, образующие защитные пленки. Для обычного шлифования используются мыльно-содовые растворы, а для финишного шлифования — малоконцентрированные эмульсии.
Однако при заточке пильных дисков в домашних условиях при малой интенсивности работ по заточке к охлаждению круга прибегают не так часто, не желая тратить на это время.
Для повышения производительности заточки абразивными кругами и снижения удельного износа следует выбирать наибольшую зернистость, обеспечивающую требуемую чистоту поверхности затачиваемого зуба.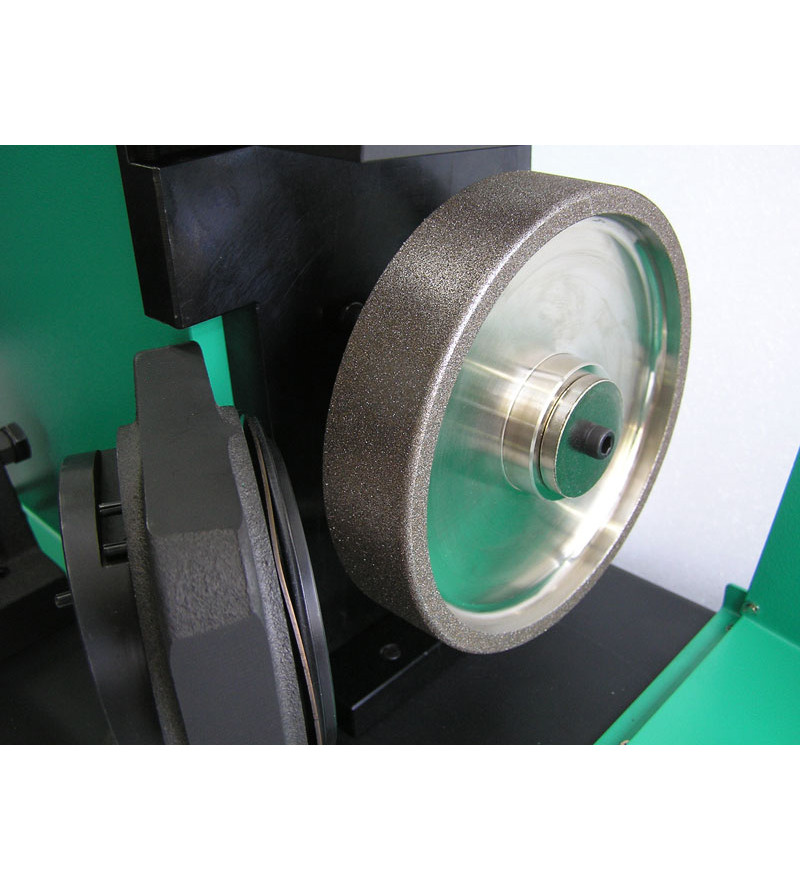
Для выбора зернистости абразива в соответствии со стадией заточки можно воспользоваться таблицей в статье о точильных брусках. Например, в случае использования алмазных кругов для черновой заточки можно использовать круги зернистостью 160/125 или 125/100, а для чистовой 63/50 или 50/40. Для измельчения используются круги с размером зерна от 40/28 до 14/10.
Необходимо стремиться к тому, чтобы поверхность зуба была очень гладкой. Если на поверхности зуба есть зазубрины, то при работе пилы выступы будут крошиться, и она очень быстро затупится.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм частота вращения двигателя должна быть в районе 1500-2700 об/мин. Заточка более хрупких сплавов производится на меньшей скорости из этого диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом увеличивается износ круга.
При использовании станков для заточки циркулярных пил изменение взаимного положения пилы и шлифовального круга может быть реализовано разными способами — перемещением одной пилы (мотор с колесом неподвижен), одновременным перемещением пилы и двигатель, перемещая только двигатель с колесом (пильное полотно неподвижно).
Выпускается большое количество точильных станков различного функционала. Самые сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим заточки, при котором все операции выполняются без участия рабочего.
В самых простых и дешевых моделях после установки и фиксации пилы в положении, обеспечивающем требуемый угол заточки, все дальнейшие операции — поворот пилы вокруг своей оси (поворот на зуб), подача на заточку (приведение в соприкосновение с колесо) и контроль толщины снимаемого с зуба металла зуба — производится рабочим вручную. Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
Примером простейшего станка для заточки дисковых пил является система, фото которой представлено на фото ниже.Он состоит из двух основных узлов – двигателя с кругом (1) и суппорта (2), на котором крепится затачиваемая пила. Поворотный механизм (3) служит для изменения угла наклона лезвия (при заточке зубьев со скошенной передней плоскостью). Винт (4) перемещает пилу вдоль оси абразивного круга. Это обеспечивает установку требуемого переднего угла. Винт (5) служит для установки в нужном положении ограничителя, препятствующего чрезмерному заходу колеса в межзубную полость.
Процесс заточки пилы
Заточка прямого зуба по передней плоскости … Заточка прямого зуба твердосплавных дисковых пил производится в следующей последовательности. Пила устанавливается на оправку, зажимается с помощью конической (центрирующей) втулки и гайки, затем с помощью механизма (3) устанавливается в строго горизонтальное положение. Это обеспечивает угол скоса передней плоскости (ε 1), равный 0°.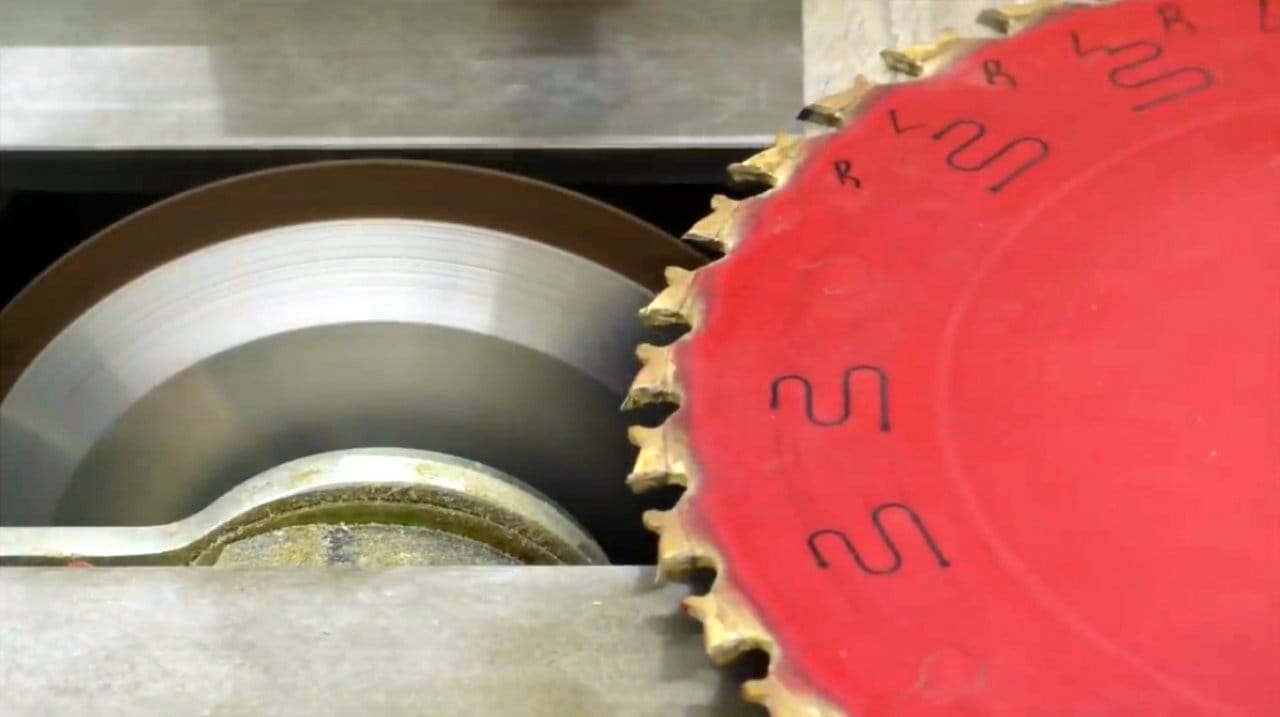 Для станков для заточки дисков, не имеющих встроенной угловой шкалы в механизме наклона, это делается с помощью обычного маятникового угломера.В этом случае следует проверить горизонтальность машины.
Для станков для заточки дисков, не имеющих встроенной угловой шкалы в механизме наклона, это делается с помощью обычного маятникового угломера.В этом случае следует проверить горизонтальность машины.
Поворотом винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, устанавливают требуемый угол передней заточки. Другими словами, пила перемещается в положение, при котором передняя плоскость зуба плотно соприкасается с рабочей поверхностью колеса.
Маркер предназначен для обозначения зуба, с которого начинается заточка.
Включают двигатель и затачивают переднюю плоскость — путем приведения зуба в соприкосновение с кругом и нескольких движений пилы вперед-назад с одновременным прижатием зуба к кругу.Толщина снимаемого металла регулируется количеством затачивающих движений и усилием прижатия зуба к абразивному кругу. После заточки одного зуба пилу выводят из контакта с колесом, поворачивают на один зуб и повторяют операцию заточки. И так до тех пор, пока отметка маркера не сделает полный круг, указывая на то, что все зубья заточены.
И так до тех пор, пока отметка маркера не сделает полный круг, указывая на то, что все зубья заточены.
Заточка переднего скошенного зуба … Отличие заточки скошенного зуба от заточки прямого зуба в том, что пилу необходимо устанавливать не горизонтально, а с наклоном — с углом, соответствующим углу скоса зуба передняя плоскость.
Угол наклона пилы устанавливается с помощью того же маятникового угломера. Сначала устанавливается положительный угол (в данном случае +8°).
Затем затачивается каждый второй зуб.
После заточки половины зубьев угол наклона пильного диска изменяется от +8° до -8°.
И снова заточен каждый второй зуб.
Задняя заточка … Для заточки зуба по задней плоскости необходимо, чтобы точилка пильного диска позволяла установить пилу таким образом, чтобы задняя плоскость зуба находилась в одном плоскости с рабочей поверхностью абразивного круга.
Если нет станка для заточки дисковых пил
Заточка дисковых пил на функциональных и удобных специализированных станках не требует специальных профессиональных навыков. Немного практики – и заточка пойдет без проблем. Но большинство людей используют твердосплавные циркулярные пилы от случая к случаю, по мере необходимости. Не всем разумно тратить значительную сумму на специальный точильный станок, который используется несколько часов в месяц.
Немного практики – и заточка пойдет без проблем. Но большинство людей используют твердосплавные циркулярные пилы от случая к случаю, по мере необходимости. Не всем разумно тратить значительную сумму на специальный точильный станок, который используется несколько часов в месяц.Точно выдержать требуемые углы заточки, удерживая пилу в руках, — непосильная задача даже для человека с уникальным глазомером и завидной твердостью рук.Разумнее всего в этом случае изготовить простейшее приспособление для заточки, позволяющее фиксировать пилу в определенном положении по отношению к кругу.
Простейшим из таких приспособлений для заточки дисковых пил является подставка, поверхность которой находится на одном уровне с осью шлифовального круга. Поставив на него пильное полотно, можно добиться того, чтобы передняя и задняя плоскости зуба были перпендикулярны полотну пилы. А если верхнюю поверхность подставки сделать подвижной, — фиксируя одну сторону шарниром, а другую — опираясь на пару болтов, которые можно выворачивать и выворачивать, — то ее можно устанавливать под любым наклоном, получая возможность заточить косой зуб по передней и задней плоскостям.
Правда, в этом случае остается нерешенной одна из главных проблем — сохранение одинаковых переднего и заднего углов заточки. Решить эту проблему можно зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов сделать это – сделать на поверхности подставки паз для оправки, на которую крепится пила. Перемещая оправку кругом по канавке, можно будет выдерживать требуемый передний угол заточки зуба.А вот для заточки циркулярных пил с разным диаметром или углом заточки должна быть возможность либо двигать, либо станину и паз вместе с ней. Другой способ обеспечения требуемого угла заточки более простой и заключается в установке упоров на стол для фиксации диска в нужном положении. В конце статьи есть видео, демонстрирующее такое устройство.
Контроль качества заточки
Заточенные зубья должны быть без трещин, сколов, видимых рисков от точильного круга.Радиус закругления режущей кромки должен быть не более 0,015 мм. Визуально это можно определить как отсутствие отражений на режущей кромке.
ГОСТ 9769-79 устанавливает определенные значения допусков на параметры заточки. Торцевое биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до 400 мм), радиальное — 0,15 мм. Биение проверяется с помощью обычного стрелочного индикатора.
Отклонения углов заточки не должны превышать:
- для переднего угла — ±1°30″;
- для заднего угла и углов скоса передней и задней плоскостей — ±2°;
Видео:
При использовании контента данного сайта необходимо ставить активные ссылки на этот сайт, видимые пользователям и поисковым роботам.
- Как заточить
- Это важно знать
- Сборка самодельной точилки
Пильный диск необходимо время от времени затачивать. Заточка Циркулярная пила требует определенных знаний, специального оборудования. Для этого есть машины.
Типы
Станки для заточки дисковых пил — группа устройств для восстановления остроты режущих элементов. В зависимости от функциональных особенностей они бывают:
В зависимости от функциональных особенностей они бывают:
- Автомат.Агрегаты устанавливаются на крупных предприятиях.
- Полуавтоматический механический (инструмент для ручной заточки фрез). Отличаются низкой производительностью, в основном используются в домашних мастерских.
При заточке цепей продольных пил используются другие приспособления, способные напильниками затачивать каждый зуб.
Все оборудование, включая электропривод, аналогично по принципу работы. Только исполнение разное. Так, маломощные бытовые образцы могут непрерывно функционировать до 20 минут.После этого их необходимо выключить на такое же время для остывания.
Профессиональные инструменты могут работать до 8 часов. Им достаточно нескольких коротких перерывов по 20-30 минут. Некоторые агрегаты имеют абразивный круг для заточки, шлифовальную ленту аналогичного действия.
В большинстве случаев пильный инструмент можно затачивать на станках, основным элементом которых является шлифовальный диск. Ленточные агрегаты больше подходят для промышленного использования с большими объемами финишного шлифования.
Ленточные агрегаты больше подходят для промышленного использования с большими объемами финишного шлифования.
Заточные станки комплектуются кругами, отличающимися:
- толщина — 16–40 мм;
- наружный диаметр — 12–250 мм;
- монтажное отверстие — 12,7,16, 20, 32 мм;
- материал изготовления.
Особое внимание нужно обратить на то, из чего сделан абразив: от качества зависит результат работы… Помимо обычных фрез, существуют круги, на которых имеется армирующая напайка — изготовлена пластина из твердых сплавов. Чаще всего встречаются корундовые и алмазные круги. Они хорошо заточат лезвия с твердосплавными наконечниками для резки чрезвычайно твердых материалов.
Круг для установки необходимо приобретать с учетом характеристик дисковых пил.Абразивная лента подбирается по габаритам станков. Также учитывается размер зерна, который влияет на характер помола.
Как заточить
Абразивный диск очищается от грязи, остатков снятого материала, выставляется угол наклона. Заточку начинают с передней части зуба. Максимально допустимый для снятия слой металла до 0,20 мм.
Заточку начинают с передней части зуба. Максимально допустимый для снятия слой металла до 0,20 мм.
Необходимо обеспечить правильную подачу режущего элемента к шлифовальному кругу.Затачиваемый круг должен полностью соприкасаться с абразивом. Во время работы нужно следить, чтобы лезвие не перегревалось. Избегайте повышения температуры материала до критических значений, регулируя скорость вращения абразивного элемента, смачивая его перед работой небольшим количеством воды.
Diamond Wheels Machining Режущий инструмент Victory обычно охлаждается специальной жидкостью (охлаждающей жидкостью). Процесс можно считать законченным, когда по всей поверхности кромки лезвия появится равномерный заусенец.Окончательная шлифовка производится вручную.
Следует помнить, что станок может одновременно обрабатывать заготовку только в одной плоскости.
Важно знать
Износ основной пилы происходит по верхней кромке зубьев. Он больше всего соприкасается с обрабатываемым материалом. Из-за постоянного контакта с твердыми поверхностями скругление его центрального края может достигать 0,3 мм. Это критический показатель. Необходимо следить за тем, чтобы центральный выступ был закруглен не более чем на 0.2 мм, иначе будет сложно хорошо заточить элемент, на это уйдет много времени.
Степень износа обычно определяется состоянием зубьев, качеством реза. Каждое режущее лезвие имеет ресурс. В большинстве случаев это 30–35 заточек.
Нельзя допускать образования зазубрин, сколов, других дефектов, нарушающих целостность металла на режущей кромке при ее обработке с помощью станков.
Сборка самодельной точилки
К изготовлению самодельного точильного станка прибегают, когда под рукой нет заводского оборудования, а отрезные круги приходится время от времени затачивать.На приспособлении можно заточить затупившееся полотно циркулярной пилы.
Для сборки вам понадобится:
- электропривод,
- опора,
- механизм наклона,
- винтовые упоры.
Круг должен быть закреплен на двигателе. Дисковое полотно установлено на опоре, при этом винтовые упоры обеспечивают движение фрезы по оси окружности, создавая необходимый угол наклона. Правильная фиксация пильного диска к абразиву является основным требованием при заточке.Чтобы углы были соблюдены, необходима регулируемая подставка, закрепленная в одной плоскости с кругом на раме прибора. При установке диска на подставку нужно следить, чтобы зубья располагались перпендикулярно плоскости станка.
При самостоятельной сборке станка для заточки пил рекомендуется пользоваться чертежами и схемами.
Заточка также может производиться с помощью механических приспособлений. Но при использовании специальных агрегатов время работы сокращается, заточенный резец будет иметь более острую кромку.
Заточка пильных полотен по дереву – одно из важнейших мероприятий по уходу за циркулярной или циркулярной пилой. Если его не заточить, он быстро затупится и придет в негодность.
Удобнее всего точить на станке специального производства. Однако многие домашние умельцы изготавливают для этой цели собственную конструкцию, что значительно экономит время и деньги.
Пилы из высококачественных материалов менее тупятся, а значит реже нуждаются в заточке.Однако если диски изготовлены из некачественного материала (а такое случается довольно часто, и даже опытный мастер не всегда может «на глаз» определить качество металла), скорее всего, их придется часто точить. Поэтому любой домашний мастер человек, использующий циркулярную пилу, должен знать, как ее заточить.
Определение и назначение циркулярной пилы
Циркулярная или циркулярная пила – это инструмент, рабочей поверхностью которого является диск. Этот диск может быть различной толщины и диаметра в зависимости от назначения.По краям диск снабжен острыми зубьями, которые могут иметь различную форму, например:
- Прямые вертикальные зубья;
- Скошенные зубья;
- Трапециевидные зубья;
- Зубья конусообразные.
Используется, когда необходимо распилить большой объем древесины. Ей комфортно работать как с твердой, так и с мягкой древесиной. А также с помощью него можно обрабатывать фанеру и ДСП. Когда диску придают вращение, зубья врезаются в материал и начинают его распиливать. Опытные пильщики утверждают , что работать циркулярной пилой намного проще, чем классической, представляющей собой горизонтальную металлическую пластину с зубьями и одной (двумя) пластиковыми ручками.
Часто используется циркулярная пила:
Рабочая поверхность такого инструмента обычно твердосплавная. Эти припои используются для предотвращения коробления зубьев при распиливании твердой древесины. Однако рано или поздно зубья любой циркулярной пилы затупляются. Если этот момент настал, значит, пора заточить инструмент.
Заточные диски
Опытный мастер обычно сразу понимает, когда зубцы начинают портиться. Это можно определить по следующим критериям:
Если зубья затупились, желательно как можно быстрее заточить пилу. Многие самодельщики ошибочно полагают, что травмироваться острой пилой можно намного быстрее, чем тупой. На самом деле ситуация прямо противоположная. Этот парадокс легко объясним: когда пильщик использует тупую пилу, ему приходится применять физическую силу.Если сила неправильно рассчитана или приложена не в том направлении, очень легко повредить руку. А если пильщик использует хорошо заточенный инструмент, никаких усилий не требуется, главное – точные и аккуратные движения.
Многие самодельщики ошибочно полагают, что травмироваться острой пилой можно намного быстрее, чем тупой. На самом деле ситуация прямо противоположная. Этот парадокс легко объясним: когда пильщик использует тупую пилу, ему приходится применять физическую силу.Если сила неправильно рассчитана или приложена не в том направлении, очень легко повредить руку. А если пильщик использует хорошо заточенный инструмент, никаких усилий не требуется, главное – точные и аккуратные движения.
Использование специальной машины
Конечно, проще всего заточить циркулярную пилу на специальном промышленном станке. Эти машины достаточно дорогие. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер ежедневно работает и распиливает большие объемы древесины.… А также услуги по заточке предоставляются во многих специализированных магазинах. … Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вращается пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих шагов:
Процесс заточки состоит из следующих шагов:
На станке очень удобно затачивать пильные диски. Главное соблюдать технику безопасности и ни в коем случае не регулировать пильный диск во время работы станка. Все манипуляции с диском производятся только при выключенной кофемолке.
Самозатачивающийся
Многие домашние мастера отлично справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные полотна на весу, используя обычный напильник или другие подручные приспособления для заточки. Однако этот способ очень неудобен и травматичен. Более того, при ручной заточке можно случайно пропустить отдельные зубья. Поэтому этот метод не стоит использовать.
Опытные пильщики обычно делают круглую деревянную подставку для заточки пил, на которую кладут пильный диск.Принцип работы таких мини-станков примерно такой же, как и у промышленных машин.
Мастера считают, что перед заточкой пильные диски должны быть слегка влажными – это значительно облегчает заточку. Для этого шлифовщики смачивают пильные диски водой -й и различными химикатами. Однако специалисты уверяют, что на самом деле этот метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Для этого шлифовщики смачивают пильные диски водой -й и различными химикатами. Однако специалисты уверяют, что на самом деле этот метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самозатачивания нужно быть осторожным, чтобы не пропустить ни одного зуба. Даже если затупились всего несколько зубьев, а остальные остались острыми, абсолютно все зубья нуждаются в заточке. Правильно будет работать только в том случае, если все элементы пилы заточены одинаково.
Самостоятельно заточить циркулярную пилу не так сложно, как кажется. Как именно точить пилу, на промышленном станке или на примитивной подставке, каждый домашний умелец выбирает для себя сам. Однако в любом случае необходимо строго соблюдать элементарные меры предосторожности и максимально остро точить зубья.Если у вас возникли трудности с заточкой циркулярной пилы в домашних условиях, следует обратиться к специалисту. Если вы регулярно приводите в порядок циркулярную пилу, она прослужит вам верой и правдой долгие годы.
Если вы регулярно приводите в порядок циркулярную пилу, она прослужит вам верой и правдой долгие годы.
Знаете ли вы, что…
Пила дисковая — стальной диск с нанесенными по его окружности зубцами, который может быть как напаянным из твердого сплава, так и непосредственно вырезанным (вырезанным) из корпуса самой дисковой пилы.
Заточку и доводку зубьев дисковых пил с твердосплавными метчиками производят абразивными (карборундовыми) или алмазными кругами, а также комбинированно: предварительную (грубую) заточку производят абразивными кругами, а окончательную заточку и доводку алмазными кругами.Для экономии твердосплавных и шлифовальных кругов основную заточку следует проводить по длине пластины — по задней кромке, а вспомогательную — по передней. Заточка задней кромки состоит из заточки по стальной части зуба под углом α + 6°; тонкая заточка на твердосплавной пластине под углом α + 2°; доводка части пластины, примыкающей к лезвию, под углом α. Заточка по передней кромке (при необходимости) состоит из предварительной заточки по всей кромке под углом γ1 наплавки пластины на зуб и окончательной заточки по передней кромке под углом γ (с доводкой и доводкой). Заточку и чистовую обработку необходимо проводить с постоянным охлаждением. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Заточку и чистовую обработку необходимо проводить с постоянным охлаждением. Для алмазных кругов на бакелитовой связке допускается работа без охлаждения.
Алмазная заточка и доводка увеличивает стойкость инструмента в 2…3 раза и снижает расход твердых сплавов в 1,5…2 раза. Основные правила: заточка производится только на твердосплавной пластине (под углом α + 2°), максимальный припуск на заточку не более 0,2 мм; доводку ведут только по фаске (под углом α), припуск должен быть не более 0.05 мм.
На современных заточных станках с применением комбинированного алмазно-абразивного инструмента (две фракции зерен) заточку производят с непрерывным охлаждением за один проход при снятии припуска до 0,25 мм. Также были разработаны твердосплавные пилы с незатачиваемыми лезвиями с двойной заточкой. Переставляя их, они используются с обеих сторон, а затем перерабатываются для изготовления новых острых пластин. Эта технология принципиально упрощает организацию инструментального хозяйства за счет его централизации и укрупнения специальных инструментальных предприятий.
Формирование задней поверхности (затылка) зуба. Если фреза имеет плоскую заднюю грань зуба и заточку производят вдоль этой задней грани параллельными слоями, то по мере износа зуба его задний угол α уменьшается и при достаточно большом числе переточек может стать недопустимо малым. Затачивать зуб можно по плоскости задней грани, сохраняя величину заднего угла. Но это приведет к уменьшению угла заточки β с потерей точности резца.Для обеспечения постоянства α заднюю грань затачивают по одной из трех кривых: по спирали Архимеда, по логарифмической спирали, по дуге окружности, проведенной из смещенного центра.
Для обеспечения нормальных условий эксплуатации тех участков контура зубчатого лезвия, которые лежат в плоскости вращения фрезы или близки к ней, создают боковой задний угол путем косого бокового обтачивания затылка зуба ( тангенциальная подрезка на 2…3° или радиальная подрезка на 0°3″… 1°), как и зубья строгальной пилы.
Заточка пил по дереву: заточка пил по МДФ, заточка пил по ДСП. Заточка пил по композитным материалам: заточка пил по пластику, заточка пил по ламинату. Заточка пил по металлу: заточка пилы по алюминию, заточка пилы по стали. Заточка алмазных пил.
Заточка пил по композитным материалам: заточка пил по пластику, заточка пил по ламинату. Заточка пил по металлу: заточка пилы по алюминию, заточка пилы по стали. Заточка алмазных пил.
Процесс строительства частных домов и различных построек будет достаточно сложным без использования циркулярной пилы. Он значительно лучше многих пил по дереву, так как превосходит их по точности и чистоте реза.
В связи с тем, что этот инструмент активно используется, он достаточно быстро изнашивается, а потому заточка дисковых пил своими руками становится крайне необходимой.
Что нужно для заточки дисковых пил
В первую очередь необходимо подготовить соответствующие приспособления, которые позволят правильно заточить пильный диск по дереву. Важно учитывать наличие следующих инструментов:
- файл;
- тиски монтажные; деревянный брусок
- ;
- цветной маркер.
Как узнать, что пора заточить циркулярную пилу
Затачивайте пильный диск только в случае необходимости. Распознать наступление такого момента можно по двум явным признакам. В частности, необходима срочная заточка циркулярной пилы по дереву:
Распознать наступление такого момента можно по двум явным признакам. В частности, необходима срочная заточка циркулярной пилы по дереву:
- Если на защитном кожухе пилы в области электродвигателя постоянно возникает сильный нагрев. В некоторых случаях при таком повышении температуры под кожухом образуется дым.
- При сильном давлении на инструмент для получения хорошего реза при обработке материала.
- При появлении темных пятен, следов нагара на древесине и характерного запаха горелого дерева. Это происходит, когда зубья пилы затупились.
Разновидности заточки режущих зубов
Для лучшего понимания того, как затачиваются циркулярные пилы, необходимо изучить особенности и строение тех частей инструмента, которыми режется материал.Режущие зубья являются основным элементом, участвующим в распиловке древесины.
Изготовлены из карбида металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), которые имеют вспомогательную роль. Одна основная (1) и две дополнительные (2 и 3) режущие кромки создают линии пересечения для каждой заданной рабочей плоскости.
Одна основная (1) и две дополнительные (2 и 3) режущие кромки создают линии пересечения для каждой заданной рабочей плоскости.
В зависимости от комплектации циркулярная пила может иметь различные виды режущих зубьев:
- Зубья прямого типа.Часто используется для быстрой продольной распиловки. У них нет идеального качества пиления.
- Скошенный (косой) тип зубьев. Имеют характерный угловой срез на правой и левой задней поверхности. В некоторых случаях полотна имеют зубья с разными сторонами скоса, которые чередуются по всей окружности пилы. С помощью таких дисков можно распиливать дерево, ДСП и различные пластики. Большой угол скоса обеспечивает высокое качество реза без сколов на режущей кромке.
- Зубья трапециевидной формы.Режущие поверхности имеют трапециевидное сечение. Такая конфигурация позволяет работать без заморочек в течение длительного периода времени. Часто диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновой распиловке, а прямозубый тип используется при чистовой обработке.
- Зубья конического типа. Имеют конический вид. Как правило, они выполняют вспомогательную функцию для предварительных надрезов на ламинате. Конический тип зубьев используется для обработки указанного настила… Эта пила предотвращает скалывание материала, как это часто бывает с основной пилой.
 В таких случаях трапециевидный элемент играет основную роль при черновой распиловке, а прямозубый тип используется при чистовой обработке.
В таких случаях трапециевидный элемент играет основную роль при черновой распиловке, а прямозубый тип используется при чистовой обработке.Видео «Заточка дисковых пил»
Процесс заточки циркулярной пилы.
Принцип и угол заточки дисковых пил
Рабочая часть циркулярной пилы затачивается на 4-х основных углах заточки. Они относятся к основным техническим параметрам режущего диска, а также к типу формы режущих зубьев.
Стоит отметить, что все зубья дисковых пил характеризуются передним (γ), задним (α) углами, а также углом резания передней и задней поверхностей (ε1 и ε2).Величина каждого заданного угла должна соответствовать назначению пилящих приспособлений, распиливаемым материалам и направлению пиления.
В частности, продольная пила заточена под достаточно большие передние углы (15° — 25°).
Показатели заточки передних углов для торцовых типов находятся в пределах 5° — 10°. Универсальные варианты, используемые для обработки материалов во всех видах направлений, стандартно заточены под 15°.
В данном случае на значение указанного угла также влияет тот факт, что имеет твердость разрезаемые объекты.Их величина имеет строгую зависимость: при большей твердости разрезаемого материала режущие зубья должны быть меньше заточены.
По основному принципу заточки зубьев на твердосплавном пилочном полотне важно учитывать, что при длительной эксплуатации наиболее значительные процессы износа происходят на верхних режущих кромках. В результате при интенсивном использовании их линии могут округляться до 0,3 мм и более. Относительно плоскостей зубьев стоит отметить, что наибольший износ приходится на передние поверхности.
При правильной заточке режущего элемента должны быть обеспечены такие формы режущих кромок, при которых радиус их закругления не превышает 0,2 мм. В связи с этим рекомендуется производить параллельное шлифование металла на передней и задней плоскостях зубьев. Использование этого метода считается наиболее целесообразным. Возможна заточка только одной передней плоскости, но в таких случаях на выполнение этой операции уходит больше времени. Кроме того, зубы будут стачиваться быстрее, так как для стачивания передних поверхностей требуется больше металла.
В связи с этим рекомендуется производить параллельное шлифование металла на передней и задней плоскостях зубьев. Использование этого метода считается наиболее целесообразным. Возможна заточка только одной передней плоскости, но в таких случаях на выполнение этой операции уходит больше времени. Кроме того, зубы будут стачиваться быстрее, так как для стачивания передних поверхностей требуется больше металла.
Стандартный слой для шлифовки металла 0,05-0,15 мм.
Как заточить циркулярную пилу своими руками
Вы можете самостоятельно заточить пилу в домашних условиях. Для этих целей нет необходимости посещать мастерскую, использовать специализированный шлифовальный станок или приобретать его. Он достаточно дорог, и редко используется для заточки, если конечно вы не планируете использовать его в больших производственных целях.
Но держать пилы в руках во время заточки зубьев шлифовальным кругом – не лучшее решение.Круглый диск — это не дрель, он намного больше. Никакая твердость рук и отличный глазомер позволит заточить так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть простейшее фиксирующее устройство.
Никакая твердость рук и отличный глазомер позволит заточить так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть простейшее фиксирующее устройство.
Для удержания зубчатого круглого круга в нужном положении относительно плоскости точильного инструмента можно использовать самую обычную плоскую подставку.
Положение его поверхности должно соответствовать уровню осей на заднем диске.Зубчатое колесо кладут на опору так, чтобы затачиваемая плоскость зуба была перпендикулярна пильному полотну. Для заточки скошенных зубьев на передней и задней поверхностях необходимо предусмотреть в этом приспособлении подвижные шарниры.
Но в таких случаях достаточно сложно выдерживать одинаковые значения переднего и заднего углов заточки инструмента. Для устранения этой проблемы необходимо прочно зафиксировать центр пилы в соответствии с желаемым положением по отношению к шлифовальному кругу. Это делается с помощью пазов для оправки, которая устанавливается на подставку с затачиваемыми на ней пилами, или путем установки на подставке специального упора, который будет фиксировать пильный диск под необходимым углом к абразивному камню.
Это делается с помощью пазов для оправки, которая устанавливается на подставку с затачиваемыми на ней пилами, или путем установки на подставке специального упора, который будет фиксировать пильный диск под необходимым углом к абразивному камню.
Если соблюдать все требования, которые предъявляются к заточке твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Видео «Как заточить пильный диск своими руками»
Наглядное видео о том, как самостоятельно заточить отрезной пильный диск.
Заточка ножниц Victory
Услуги по заточке ножницами
Вероятно, вы спрашиваете себя. «Почему я должен доверять Victory Shear Sharpening, если все другие точилки, которыми я пользовался, давали в лучшем случае посредственные результаты?» Ответ заключается в системе заточки Diamond Rose Superior Sharpening, которую я использую, в сочетании с моими навыками в том, что я делаю, и, самое главное, с моей приверженностью обслуживанию клиентов.
Когда я работаю с клиентом в первый раз, я убеждаюсь, что вы сами тестируете ножницы.Я хочу, чтобы вы действительно почувствовали разницу после того, как я их заточу. Я постоянно получаю такие комментарии. «O-M-G, они режут лучше, чем когда были новыми» и «Я не верю! Вы восстановили ножницы, которые, как я думал, были испорчены.
Когда я приеду, я буду работать на вашем объекте, используя точно такое же оборудование, которое я использую в своей мастерской. Я не работаю снаружи из грузовика на стоянке. Это почти всегда указывает на точилку ножниц, которая использует неправильное оборудование и неправильные методы, и которая вернет вам ножницы, которые могут не работать должным образом.Как профессиональный стилист, вы уже знаете симптомы – ножницы не скользят, срезают хрустяще, волосы скручиваются или загибаются, а могут и вовсе не стричься. Я получаю много телефонных звонков от стилистов, которые пытались сэкономить несколько долларов, наняв кого-то, кто провалил работу. В итоге они тратят больше денег, и у них часто есть ножницы, которые сильно повреждены или даже уничтожены. Вы, наверное, знаете кого-то, у кого это случилось с ними.
В итоге они тратят больше денег, и у них часто есть ножницы, которые сильно повреждены или даже уничтожены. Вы, наверное, знаете кого-то, у кого это случилось с ними.
В вашем салоне мне понадобится небольшое рабочее место с доступом к электричеству.Я предпочитаю не точить ножницы на пустых полках станков, на стиральных машинах или столешницах или где-либо еще, кроме портативной рабочей станции (включая небольшой стол, на котором стоит система заточки Diamond Rose Superior), которую я приношу с собой. Я могу звучать как сноб по резкости, но это позволяет мне обеспечивать сверхпостоянную резкость, используя одно и то же положение и освещение каждый раз. Как правило, вы ничего не услышите, и я обещаю, что не оставлю беспорядка, когда уйду.Возможно, вам даже понравится смотреть, как это делается, а мне нравится отвечать на вопросы о том, что я делаю. Я также предоставляю широкий выбор ножниц напрокат (ножницы Musashi, которые я также продаю), чтобы вы могли использовать их, пока я работаю над вашими, чтобы вы не теряли производительности.
Наконец-то зеркальная пайка. Маленькие победы для новичка, но тем не менее важные!!! : Мультикоптер
Я паял как любитель 36 лет по разным увлечениям и только начал увлекаться этим.Я не знаю, почему люди в этом сообществе считают пайку более сложной задачей, чем в других сообществах любителей, но вот несколько советов.
-очистить и немного отшлифовать поверхность. припой не любит прилипать к гладким поверхностям. стукните по нему скотчем брайт
— вы должны прикладывать любое давление жала к тому, что вы паяете. Вам даже не нужно прикасаться утюгом к тому, что вы паяете. Вы намочите наконечник утюга припоем, чтобы у вас получилась небольшая бусинка, и вы коснетесь этой бусинки контактной площадкой.Через него будет проходить тепло. Если вы не добьетесь этой теплопроводности с помощью припоя на кончике утюга к площадке, площадка никогда не станет достаточно горячей. Когда у вас есть правильная теплопроводность, вся площадка будет нагреваться мгновенно, и вы сможете расплавить припой в любом месте на площадке, а не только рядом с железным наконечником. Покройте железный наконечник припоем. если он в плохом состоянии, припой на нем налипнет. Вы хотите иметь хороший отлив припоя на нем. в этом помогает чистка влажной губкой.Если это не сработает, вам придется залудить наконечник. Что я делаю, так это расплавляю большую каплю припоя со смоляным стержнем и или втыкаю его во флюс для сантехники, чтобы протравить поверхность, чтобы припой прилипал.
— Припой течет в сторону тепла, поэтому коснитесь шарика припоя на кончике утюга с одной стороны и припоя с другой.
одной рукой крепко держите плату, второй рукой крепко держите проводник, который вы хотите припаять к плате, третьей рукой нагрейте обе стороны паяльником, а четвертой рукой протолкните припой внутрь Это.к счастью, только две из четырех рук должны двигаться, поэтому найдите что-нибудь, чтобы удерживать доску на месте. Я использовал случайные предметы в качестве весов, чтобы удерживать доску на месте.
вы одновременно прикасаетесь каплей припоя к контактной площадке и проводнику, который хотите припаять.