Большое сверло 5 букв: Крупное сверло, 5 (пять) букв
автор alexxlab
Содержание
Крупное сверло 5 букв
Ad
Ответы на сканворды и кроссворды
Бурав
Крупное сверло 5 букв
НАЙТИ
Похожие вопросы в сканвордах
Похожие ответы в сканвордах
Бурав — Инструмент для сверления отверстий 5 букв
Бурав — Ручной инструмент для сверления отверстий 5 букв
Бурав — Инструмент для сверления отверстий цилиндрической формы 5 букв
Бурав — Предок дрели 5 букв
Бурав — Штопор 5 букв
Бурав — Инструмент для сверления 5 букв
Бурав — Примитивный собрат дрели 5 букв
Бурав — Крупное сверло 5 букв
Бурав — Нефтяное сверло 5 букв
Бурав — Сверло нефтяника 5 букв
Бурав — Сверло 5 букв
Бурав — Сверло для поиска нефти 5 букв
Бурав — Ручная дрель 5 букв
Бурав — Коловорот 5 букв
Бурав — Инструмент для взятия керна 5 букв
Бурав — Длинное сверло с ручками 5 букв
Бурав — Режущий инструмент в виде сверла с ушком 5 букв
Бурав — Инструмент для производства в каком-либо предмете круглых отверстий 5 букв
Бурав — Ручный инструмент для сверления отверстий 5 букв
Оснастка для мебельщика — Блоги Mastergrad
В ожидании сборки большого шкафа решил написать маленький обзор по присадочным приспособлениям. Чем точнее будет выполнена присадка, тем качественнее будет в итоге собрана мебель. Так как доступа к промышленным сверлильно-присадочным станкам у домашних мастеров нету, приходиться использовать то что есть в свободном доступе. Давайте рассмотрим некоторые мебельные соединения и способы их присадки на примере применения продукции компании W.P.W. Engineering.
Сборка мебели осуществляется на так называемые конфирматы, многим они известны под названием — «еврошуруп», «шурупная стяжка», «евровинт». Кстати, название данный вид соединения получил от названия одноименной немецкой торговой марки «Confirmat». Для соединения при помощи конфирмата необходимо просверлить отверстие, но усугубляется все сверлением несколькими диаметрами сверл, так как конфирмат по длине стержня имеет разные диаметры. Можно применить сверла диаметром 5 и 8 мм, а затем зенковкой сделать потай для головки конфирмата, а можно применить специализированное сверло, которым за один раз делается присадочное отверстие и потай для конфирмата.
Принцип действия данного сверла прост, сверлами сверлиться отверстие для части винта с резьбой, а двухступенчатой зенковкой делается отверстие для гладкой части винта и потай для головки. Все диаметры сверлятся за один раз что упрощает и ускоряет процесс работы. Такими сверлами я пользуюсь уже давно и накопилось у меня их несколько видов. Хочу заметить, что качество сверла зависит напрямую от его стоимости. Два сверла у меня «noneme» и вопросов к ним очень много. Начнем с того что сверла стоят у них «пластилиновые» и их стоит сразу заменить на что-то хорошее, так как работать кривым сверлом не очень удобно. Но и с заменой не все просто, по причине плохого качества стопорного винта, после нескольких раз откручивания-закручивания, шлицы на винте слизываются и необходимо опять искать нечто более качественное. Заточка зенковки держится крайне недолго, поэтому постоянно требуется править зенкер. Всех этих недостатков нету в трехступенчатом сверле W.P.W. Сверло упаковано в полиэтиленовый «конверт» с нанесенным кодом товара и логотипом компании.
Само сверло законсервировано в силикон, который с легкостью удаляется и не оставляет следов. Сверло состоит из трех деталей и поставляется в комплекте с ключом. Спиральное сверло выполнено из быстрорежущей стали марки HSS. Фиксация сверла в зенкере осуществляется при помощи стопорного винта с внутренним шестигранным шлицом при помощи ключа который идет в комплекте. Двухступенчатый зенкер выполнен из закаленной стали и имеет одно режущее лезвие. На сверле имеются надписи указывающие:
— каталожный номер сверла ASD0704D
— диаметры ступеней, мм 5х7х10
В каталоге W.P.W. есть трехступенчатые сверла с различными хвостовиками, я выбрал сверло с шестигранным хвостовиком 1/4” (6.3mm) HEX серии ASD для использования с битодержателем 1/4”, также есть серия ACD с цилиндрическим хвостовиком под патрон обычной дрели или шуруповерта.
Как проявит себя сверло покажет время, но пока первые впечатления от трехступенчатого сверла, только положительные. Ровное, прочное сверло из быстрорежущей стали, отсутствие какого-либо биения, возможность быстрой смены оснастки благодаря шестигранному хвостовику 1/4”, качественный стопорный винт в комплекте с ключом.
Далее хочется поговорить о соединениях на эксцентриковые стяжки, так называемые соединение на рафиксы и минификсы. Данные соединения, как и предыдущие, требуют сверления отверстий как сквозных так и глухих. Но если со сверлением под штоки (дюбеля) все ясно, их можно просверлить обычным цилиндрическим сверлом по дереву или металлу, то со сверлением под сам эксцентрик есть небольшая трудность. Самым простым способом является сверло Форстнера или чашечные сверла, вставленные в дрель. Сверла, из имеющихся в моем распоряжении, китайского происхождения, хватает их не на долго, да и использовать с дрелью не очень удобно. Как вариант, можно использовать профессиональные чашечные сверла для сверлильно-присадочных станков серии MPK. Сверла используются на производстве, имеют очень высокое качество, выпускаются большими партиями и поэтому имеют меньшую стоимость чем подобное сверло для индивидуального использования с такими же качественными характеристиками.
Ко всем этим плюсам есть очень большой минус. Сверла для присадочных станков имеют стандартные хвостовики, диаметром 10 мм с лыской. К сожалению данную фрезу невозможно поставить в ручной фрезер, так как стандартные цанги для ручных фрезеров 6, 8 и 12 мм. Компания W.P.W. Engineering адаптировала данное сверло для использования в обычном фрезере при помощи переходника серии TA. Переходники имеют посадочное гнездо под хвостовик 10мм с двумя стопорными винтами для фиксации сверла и хвостовик под 6, 8 и 12мм в метрической системе и 1/4″ и 1/2″ в дюймовой. Данный переходник позволяет поставить профессиональное сверло в обычный ручной погружной фрезер и использовать его для сверления глухих отверстий в ДСП (ЛДСП). То есть при помощи данных инструментов и приспособлений мы можем получить «mini сверлильно-присадочных станок». Для сверления фрезером лучше подойдут сверла длиной 56,5 мм (серия MPK ХХ07), это связано с использованием адаптера и рабочим ходом фрезы. При нехватки вылета базы, можно сделать прокладку с необходимым размером для базы фрезера.
В наличии у меня есть переходник под 8мм цангу.
На переходнике имеются надписи указывающие:
— каталожный номер TA 10005
— диаметр под хвостовик, мм 10
Рассмотрим поподробнее чашечные сверла W.P.W.. Сверло оснащено твердосплавной пластиной с направляющим центром и подрезателями из твердого сплава, а также регулировочный винт в хвостовике. Регулировочный винт можно выкрутить, так как он нам не понадобиться. Сверла поставляться, как и рассмотренное выше трехступенчатое сверло в полиэтиленовый «конверте» и имеют консервацию из силикона.
На сверлах имеются надписи указывающие:
— каталожный номер сверла MPK1507 (MPK2017)
— диаметр, мм 15.0 (20.0)
Несколько слов про положительные моменты при использовании ручного фрезер для присадки корпусных деталей. Так как фрезер используется с погружной базой, можно гарантировать точность позиционирования отверстия и его вертикальность. При помощи револьверного упора можно настроить глубину погружения сверла, при помощи паралельного упора отступ от кромки.
К фрезеру можно подключить систему пылеудаления. Благодаря высоким оборотам отверстие получается ровным и без сколов. Стоит обратить внимание что отверстия следует делать на самой маленькой скорости фрезера, так как фрезер — это высоко оборотистый инструмент, а сверла рассчитаны для использование в сверлильно-присадочных станках которые работают со скоростями до 9000 об/мин. Так же стоит обратить внимание что сверла Форстнера не предназначены для использования в фрезере и их категорически запрещено использовать с данным инструментом.
Более подробно, процесс сверления, я опишу процесс в статье про изготовление шкафа, а пока протестируем сверла на обрезке ЛДСП с применением фрезера, дрели и шуруповерта. Фрезер будем использовать Makita RT 0700 CX2, дрель — Boсsh PSB 650RE, шуруповерт — Bosch GSR 12-15 и DeWALT DCD785.
Для наглядности разметил ЛДСП (Egger) и выполнил сверления:
1 – фрезером Makita RT 0700 CX2, сверло MPK1507 с переходником Ø15мм — 3 шт. и дрелью Boсsh PSB 650RE, сверло MPK2017 Ø20мм.
2 – шуруповертом DeWALT DCD785, сверло MPK1507 Ø15мм — 2 штуки и шуруповертом Bosch GSR 12-15, сверло MPK2017 Ø20мм и сверло MPK1507 Ø15мм.
3 – шуруповертом DeWALT DCD785, сверло «noname» Ø15мм и «noname» Ø20мм.
4 – дрелью Boсsh PSB 650RE, сверло «noname» Ø15мм и «noname» Ø20мм.
При сверлении фрезером отсутствует вибрация инструмента, как на холостых оборотах, так и под нагрузкой, это говорит о хорошей балансировке чашечного сверла и переходника. Отверстия получается ровными, без сколов, усилий при заходе сверла в материал не возникает, скорость сверления очень высокая. Для полного удобства необходимо настроить револьверный упор на необходимую глубину погружения и выставить параллельный упор на необходимый отступ от края. Мой простенький кромочный фрезер на 700Вт с задачей справился великолепно, думаю в фрезере помощнее погружение вовсе не будет ощущаться. Также хочу напомнить, что хвостовики бывают под все цанги и проблем с установкой не будет.
Дрель на максимальных оборотах (3000 об/мин) и два шуруповерта на вторых скоростях (1800 и 1300 об/мин) так же справились с поставленной задачей. При сверлении дрелью или шуруповертом необходимо контролировать перпендикулярность инструмента плоскости заготовки. При сверлении сверлами «noname» приходиться слегка отклонять инструмент в разные стороны что бы сверло резало ДСП, что вызвало небольшие сколы, которые хоть и не критичны, но общее впечатление портят. Чуть больше усилий пришлось приложить при использовании 12В шуруповрета, в виду слабых оборотов. Сверла W.P.W. заходили без проблем, в колебательных движениях необходимость отсутствовала. Кромки получились без сколов.
Так же протестировал и трехступенчатые сверла имеющуюся в наличии. Два сверла «no name» производителя и одно сверло W.P.W. марки ASD0704D. Вход сверла во всех случаях хороший, но когда «no name» сверла погружаются до уровня зенковки начинаются проблемы. И если в первом диаметре зенковки это несущественно, то в зенковке под потай винта, зенкер вырывает ДСП и портит кромку. Проблему можно решить путем правки лезвия зенковки, но исходя из опыта использования «no name» сверл, это необходимо делать очень часто, чтобы гарантировать хороший результат. Сверло W.P.W. все три отверстия делает без сколов и с большой скоростью. Результаты теста можно посмотреть на фото ниже.
Ну и была предпринята попытка просверлить отверстие Ø35мм неизвестным сверлом без твердосплавных напаек, попытка закончилась так и не начавшись, по причине того, что сверло отказывалось входить в материал, хочу заметить, что данным сверлом в прошлом было выполнено около 8 отверстий.
В итоге впечатления от сверл компании W.P.W. Engineering остались только положительные.
Пусть ваш инструмент служит вам долго и приносит только положительные эмоции!
Если понравилась статья нажимай — «Это полезно!», пишите отзывы, критику и предложения в обсуждениях! Всем спасибо! Всем добра!
Какие сверла по металлу самые хорошие.
Какие сверла по металлу самые лучшие. Как выбрать, обзор производителей. Маркировка спирального сверла: значение букв
Сверление металлических изделий – операция, отлично знакомая домашним мастерам. Однако этот процесс лишь с первого взгляда отличается простотой. Для успешной работы необходимо понимать, какими сверлами лучше пользоваться и как выбирать качественную продукцию. Как подобрать сверло по металлу, чтобы оно не затупилось и не сломалось? Множество вопросов, которые необходимо учитывать перед покупкой. Далее разберем виды сверл по металлу, их классификацию, маркировку, обозначения, а также приведем фото сверл по металлу каждого типа.
Расшифровка маркировки
Прежде чем разобрать, какие бывают сверла по моделям, следует обратить внимание на маркировку. На обозначение в первую очередь оказывает влияние диаметр. Для тонких изделий маркировка обычно не предусмотрена, обозначатся начинают изделия от 3 мм. При увеличении толщины возрастает количество информации – классы точности, производители и т. п.
Цифро-буквенное обозначение расшифровывается просто. По традиции отечественные изделия начинают обозначаться с буквы P
, то есть быстрорежущая сталь. Следующая цифра обозначает процентное соотношение вольфрама. В последующих цифрах и буквах заключены дополнительные компоненты и их количество. Так, K – это кобальт, M – молибден. Чем большее количество включено элементов, тем лучшие характеристики (температурная, механическая нагрузка) имеет сверло.
Импортные изделия маркируются так – DIN и HSS
.
DIN обозначаются многоцелевые инструменты, подходящие для обычного и глубокого сверления. Обладают различными покрытиями, с легкостью распознаваемое по цветам.
HSS имеют различия в буквах, идущих после аббревиатуры. G – говорит о наличии инструмента, способного справляться с углеродистой, легированной сталью, обработает чугун, алюминий, медный сплав. E – инструмент, справится с легированными/углеродистыми сталями, а также кислотостойким и нержавеющим металлом.
Титановые свела имеют обозначение HSS-G TiN и HSS-G TiAlN. Для них любой приведенный выше металл будет не помехой.
Сверла для бытового применения
Все типы сверл по металлу можно разделить на сферы применения. Так, можно выделить бытовое и промышленное использование. Второе направление предполагает использование в специализированном оборудовании – станках. Обычные также могут быть задействованы в станочном оборудовании, но наибольшее распространение получили в переносном электроинструменте.
Сверло по металлу, каким все привыкли его видеть. В основном изготавливается из быстрорежущей стали НSS, Р6М5. Иногда можно найти наиболее качественные из стали марки P18. Сейчас эту сталь практически не применяют, но если оно вам попалось, то это качественный вариант.
Маркировка сверл по металлу этого типа предполагает наличия следующих модификаций: P9, P18, P9K15. Буква P обозначает изготовление из быстрорежущей стали. Цифры определяют процентное соотношение вольфрама в составе инструмента. Последующие буквы и цифры определяют наличие и количество легирующих веществ. К примеру, K6 означает, что сплав содержит 6 частей кобальта, способствующего теплостойкости. M4 – наличие 4 частей молибдена.
С коническим хвостовиком. Чаще всего предназначаются для сверлильного станка. Хвостовик выполняется в форме конуса, так называемого Конуса Морзе, который обжимается в патроне. Существуют модели дрелей, которые поддерживают подобные разновидности инструмента. В этом случае они просто вставляются в дрель без использования патронов. Подобные модели дрелей являются тихоходными. Если необходимо провести сверление отверстий большого диаметра (от 23 мм), то их просверливают подобными моделями.
Маркировка схожа с обычными спиральными. Цифро-буквенное обозначение формирует наличие компонентов и их соотношение.
Классификация сверл по металлу предполагает и эту разновидность. Они предназначены для создания отверстия большого диаметра. Обладают схожестью с коронками для работ по бетону, но без твердосплавных элементов на зубцах. Производятся из стали НSS. Обладает частыми зубьями. Отлично подойдут для создания отверстий более 30 мм в диаметре. Но подходит лишь для тонкого металла.
Корончатые модели, имеющие диаметр меньше 2 мм, не имеют маркировки, свыше 3 мм указывается марка и толщина. При больших размерах указывается информация о производителе, составе стали и иных характеристиках. Все данные можно найти на упаковке.
Ступенчатого типа (конические).
Этот вариант подробно рассматривали . Широкое распространение получили относительно недавно. Диаметры отверстий также могут получаться значительные. Однако можно создавать и небольшие. Инструмент имеет универсальные характеристики и возможность сверления от 6 до 30 мм.
Отличительной чертой является то, что возможно использовать лишь с листовым металлом толщиной до 2 миллиметров.
Центровочные.
Подробно также рассматривали . Необходимы для центрирования точек создания отверстий заготовок перед началом сверления. Разобраться с обозначениями поможет нижеприведенная таблица.
Твердосплавные модификации.
Используются для обработки прочного металла, в том числе прошедшего . В этом случае помочь сможет только этот вариант. Наконечник обладает твердосплавной пластиной – сплав BK8 (победит). Подобные инструменты получили широкую известность при сверлении бетона. Однако в отличие от бетонного аналога для металла имеет угол заточки острый односторонний. Это обеспечивает возможность эффективно обрабатывать металл.
Имеет место только одна проблема – редко встречаются в продаже.
Существует и такая, нечасто встречающаяся в продаже, модификация сверл. Применяются для высверливания сломавшихся болтов, винтов, которые невозможно удалить обыкновенной моделью.
С повышенной точностью.
Используются в работах с повышенными требованиями к точности. Маркировка сверла такого типа содержит обозначение А1, В1. Это обозначения класса точности.
Подробно рассматривали в статье . В последнее время получили широкое распространение и продаются повсеместно. Имеют повышенную стойкость, позволяют обрабатывать особо твердые детали. Чем же отличаются кобальтовые сверла от обычных? Чаще всего маркировкой. Например, наличие надписи P6M5К5 свидетельствует о наличии кобальта в составе, об усиленной структуре. Стоимость в несколько раз больше, чем у обычных.
С титановым покрытием.
Определить легко по желтому цвету. Это как раз напыление нитрида титана. Часто возникают споры по поводу прочности кобальтовых и титановых сверл. Однозначно можно сказать, что кобальтовые значительно прочнее. Наличие титанового покрытия обеспечивает режущие кромки защитой больше от ржавчины, чем от процесса стирания.
Сверла, используемые в станках
Помимо всем известных модификаций существуют варианты, которые известны лишь в узком кругу специалистов, связанных с профессиональной металлообработкой.
Сверла с напаянными пластинами. Позволяют обеспечить увеличенные характеристики износостойкости во время обработки особо прочных металлов. К тому же экономически целесообразны во время обрабатывания больших отверстий, т.к. цена существенно ниже твердосплавного аналога или со сменными пластинами.
Используются для обработки деталей в массовом/серийном производстве. Отличаются быстрым процессом смены пластин, что существенно упрощает работу операторов, т.к. сверла не требуется перетачивать и снова устанавливать. Применяются при обработке глухих отверстий, имеющих плоское дно, а также при невысоком требовании к точности обработки.
Для глубокого сверления.
При обработке отверстия до 100 мм могут использоваться следующие модификации.
Предпочтительны во время сверления на станке, имеющего горизонтальную компоновку шпинделя (токарный станок, обрабатывающих центр). Использование подобных сверл – передовая технология создания глухого отверстия.
Относится к устаревшим методам создания глухих отверстий. Точность обработки может достигать девятого класса, а чистота поверхности от 0,1 до 3,2 Ra микрон.
Это основные типы сверл, которые используются в быту и промышленности. Имеются также универсальные варианты, которыми можно обрабатывать любые поверхности. С существующими разновидностями сверл по другим материалам можно ознакомиться в статье « ».
Скачать ГОСТ
Сверла — очень востребованный инструмент не только в разных сферах деятельности, но и в быту, в ежедневном использовании. Очень широкий ассортимент сверл разных производителей иногда просто ставят в ступор обычного покупателя. Давайте узнаем, как выбрать сверло по металлу и сверлам какого производителя стоит отдать предпочтение.
Сверла по металлу
Сверла по металлу используются для вырезания отверстий в нелегированной и легированной стали, в чугуне, цветном металле и т.д. Этот тип сверл имеет спиральную форму, отсюда и соответствующее название — спиральные сверла. Спиральные сверла имеют две продольных канавки, которые отводят стружку во время сверления. Существует несколько типов хвостиков спиральных сверл — конические, шестигранные и цилиндрические. Конические вставляют напрямую в станок, цилиндрические — в специальный патрон.
Если вы заинтересованы вопросом: «Какие сверла по металлу лучше?», при выборе сверла обратите внимание на цвет, он многое скажет о качестве.
Выбираем качественное сверло по цвету
Если сверло имеет черный цвет, значит, при финишной обработке использовался перегретый пар. Такое сверло имеет повышенную износостойкость.
Если при финишной обработке применяли отпуск для снятия внутренних напряжений, сверло будет иметь слабый золотистый оттенок.
Качественные сверла по металлу имеют яркий золотистый оттенок — на сверло нанесен слой нитрида титана. Это очень качественные инструменты, имеют высокую прочность и уменьшенное трение. Немого дороже остальных, но и по качеству выше остальных.
Обычное серое сверло (самое дешевое) не имеет никакой обработки. Минимальная цена и такой же срок службы, и больше ничего.
Посмотрите фото сверл по металлу, чтобы окончательно запомнить виды цветов и присущие им характеристики.
Маркировка сверл по металлу
Маркировка зависит от диаметра. Сверла до 2мм не маркируются, на сверлах до 3мм указывают марку стали и диаметр, более толстые сверла могут нести информацию о производителе и классе точности.
Маркировка сверла начинается с буквы Р — быстрорежущая сталь. В виде числового значения также указывают содержание различных веществ в сплаве. К примеру К6 — часть кобальта, М3 — содержание молибдена. На импортных сверлах маркировка идет в виде значений HSS или Din.
Узнав характеристики и типы сверл, вы теперь точно знаете, как выбрать сверло по металлу. Мы лишь приведем примеры качественных сверл, которые широко используются профессионалами.
Сверла по металлу ruko модельного ряда TL 3000 известны потребителям как высококачественный материал по приемлемой цене. Диаметр сверл — от 3мм (имеют крестовую заточку по стандарту DIN 1412 C). Сверла имеют угол заточки 130°. В зависимости от конкретной модели имеют покрытия нитрида титана, алюмонитрида титана и т.д.
Многоцелевые сверла, отлично подходят для большой глубины сверления. Лучше всего подходят для материалов, которые образовывают длинную и среднюю стружку.
Сверла HSS-G отлично сверлят углеродистые и легированные стали, чугун, медный и алюминиевый сплав.
HSS-E кроме углеродистой и легированной стали сверлит нержавеющую и кислостойкую сталь, а также медный и алюминиевый сплав.
HSS-G TiN и HSS-G TiAlN подходят для работы со всеми вышеописанными материалами, а также титановым сплавом.
Сверла по металлу BOSCH HSS-CO
Сверла компании BOSCH модельного ряда HSS-CO выполнены из быстрорежущей стали по всем стандартам. Сверла имеют оксидное покрытие, которое быстро удаляет стружку во время сверления. Стандартная кромка в форме зубила с углом заточки 135° с сеточной шлифовкой подходит практически для любых типов работ.
Легирование кобальтом улучшает прочность и термостойкость сверла. Предел прочности на разрыв составляет 1000Н/мм2, что позволяет работать с большинством видов стали и сплавов, а также справляться с тяжелыми производственными задачами.
Класс точности h8 обеспечивает необходимую выдержку наружного диаметра.
Сверла по металлу HAISSER с титановым покрытием
Одни из мощнейших сверл, которые используются при экстремальной нагрузке в бытовых и промышленных условиях. Сверла имеют крестообразную заточку. Титановое покрытие дает максимальное охлаждение, что позволяет работать в самых тяжелых условиях. Основное применение сверла находят в сфере индустриальных и сложных работ. Угол 135 с сетчатой шлифовкой. Титан-нитридное покрытие дает минимальное трение и уменьшение холодной сварки. Благодаря высокой износоустойчивости сверла имеют уникально долгий срок службы.
Сверло по металлу ЗУБР «Кобальт»
Сверло по металлу ЗУБР изготовлено из быстрорежущей стали Р6М5К5. Имеет цилиндрический хвостовик. По классу прочности относится к категории А1. Использование кобальта (5%) в изготовлении придает этому сверлу дополнительную прочность и устойчивость к износу.
Используются сверла «Кобальт» для сверления цветных металлов, нержавеющей стали, труднообрабатываемой вязкой стали и т.д. Сверла выполнены в соответствии с ГОСТ 10902-77. Цена на сверла ЗУБР «Кобальт» вполне соответствует качеству изделия, поэтому многие покупателю делают выбор в пользу этого продукта.
Современные дрели и сверла позволяют проделать отверстия нужного диаметра практически в любом металле или менее прочном материале. Виды сверл на полках магазина пестрят не только разной маркировкой, но и разным качеством. Давайте разберемся, как не прогадать с покупкой сверла.
1
Виды сверл и их назначение – покоряем металл!
Классификация сверл достаточно сложна и учитывает много факторов: предназначение, исполнение, форма. Если разделить их на две первоначальные группы, мы получим сверлильный инструмент по металлу и сверла по дереву или другим мягким материалам. Виды сверл по металлу отличаются наличием двух продольных канавок, которые отводят стружку в сторону, а также особым углом заточки. Впрочем, корончатые и конусные сверла по металлу выпадают из этого ряда.
Корончатые изделия используются для высверливания больших отверстий и работе с многослойными материалами, при этом они не особо зависят от мощности инструмента – строение инструмента позволяет работать даже с обычными дрелями, поскольку силы резания относительно небольшие. При выборе корончатых изделий следует обратить внимание на хвостовик – он должен быть мощным и прочным, чтобы исключить проскальзывание в патроне. Вибрации, перегрев – эти два фактора влияют на износ инструмента, избавившись от них, вы значительно продлите ему жизнь.
Конусные сверла свое название подтверждают формой – она позволяет сверлить отверстия произвольных диаметров, в зависимости от нужд мастера. Оператору необходимо лишь наметить диаметр окружности и точно определить центр сверления. Конусные изделия с ровными стенками требуют постоянного контроля над процессом сверления, тогда как ступенчатые облегчают труд там, где нужно высверливать отверстия определенного диаметра, которому соответствует та или иная ступень.
2
Сверла по дереву – набор для всех нужд
Обычные спиральные сверла с одной канавкой для отвода стружки предназначены для работ по дереву. Изделия представлены в очень внушительном диапазоне диаметров – от 3 мм до 50 с лишним! Если же и этот диаметр оказался недостаточным, вам на выручку придут кольцевые изделия, также их еще называют коронками – не путать с корончатыми сверлами по металлу! Кольцевые выглядят, как кольца с зубьями, с центровочным сверлом.
Недостаток таких изделий в том, что особо глубоких отверстий такими не проделать – обычные инструменты способны осилить глубину до 20 мм, профессиональные – почти 70 мм. Эти же сверла используют и при работах с другими мягкими материалами, например, пластиком. Чем тоньше инструмент, тем они должны быть короче – законы физики не отменить, тонкое и длинное сверло сломается даже при небольшом нажатии. Более толстые изделия могут достигать в длину больше полуметра – это как раз на тот случай, когда нужно проделать очень глубокое отверстие.
Учтите, что сверла для глубокого сверления будут весить немалые 2 и даже 3 килограмма. Обычной бытовой дрели даже кратковременные работы покажутся серьезным испытанием, впрочем, не факт, что такая дрель сможет провернуть инструмент даже на холостом ходу. Перьевые сверла по дереву представляют собой компромиссный вариант между длиной и весом. Сверление происходит за счет утолщения стержня в форме пера. Длина стержня при этом особо не ограничивается. За это достоинство приходится терпеть недостаток – отсутствие отвода стружки.
Для образования глухих отверстий (просверленных не до конца) идеально подходят сверла Форстнера. Они позволяют сделать отверстие с идеально ровным донышком. Диаметр полученных отверстий может достигать 50 мм, а длина изделий обычно колеблется в рамках 10-15 см, хотя существуют и специальные удлинители.
Для всех сверлильных изделий существуют одинаковые законы правильного использования – чем больше диаметр, тем меньшее количество оборотов следует выставить на дрели, чем тверже материал, тем меньше оборотов, чем длиннее сверло, тем меньше на него следует нажимать.
3
Маркировка сверл: расшифровываем обозначения
На маркировку сверл по металлу и дереву влияет, прежде всего, их диаметр. Тонкие изделия выпускаются без какой-либо маркировки вообще – диаметр и марка стали обозначается на инструментах от 3 мм и выше. Чем толще сверло, тем больше на нем должно быть указано информации: класс точности, производитель…
Буквы и цифры, которые нанесены на изделие, расшифровать несложно. Традиционно маркировка изделий, произведенных отечественными заводами, начинается с буквы Р – так обозначают быстрорежущую сталь. Цифра, которая идет следом, указывает на процентное содержание вольфрама. Последующие обозначения указывают массовые доли других элементов. Кобальт обозначается буквой К, молибден – буквой М. Чем больше таких элементов в составе, тем лучше изделие выдерживает температурные и механические нагрузки.
Традиционно процентное значение углерода и хрома не маркируют, поскольку в первом случае содержание элемента всегда пропорционально содержанию ванадия, а во втором случае процент всегда один и тот же – 4 %. Если ванадия в составе стали больше 3 %, то на сверле появится буквы Ф и цифра с указанием количества.
Для импортных изделий применяется совсем иная маркировка – DIN и HSS. Сверла DIN представляют собой многоцелевые инструменты, которые подходят как для обычных работ, так и для глубокого сверления. Лучше всего они работают с металлами, которые образовывают среднюю и длинную стружку. Изделия могут иметь разное покрытие, которое легко распознать по цветам.
HSS-сверла различают по буквам, которые идут после аббревиатуры. Так, буква G свидетельствует о том, что перед вами инструмент, который легко справится с углеродистыми и легированными сталями, чугуном, алюминиевым и медным сплавами. E – это сверла, которые, помимо легированной и углеродистой стали, просверлят кислостойкий и нержавеющий металл.
Для титанового сплава, который известен своей прочностью, подойдет HSS-G TiN и HSS-G TiAlN. Само собой, все вышеперечисленные металлы также им по зубам. Выбирайте инструменты от проверенных производителей – хорошие сверла изготавливают в Германии, Франции, странах Прибалтики, да и среди отечественных производителей найдется немало достойных. Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.
4
О чем расскажет цвет металла – выбираем набор!
Цвет изделия может очень многое рассказать о его возможностях, неважно, какое именно сверло перед нами – по дереву или по более твердым материям. Например, серый цвет присущ самым простым сверлам без какой-либо обработки – такой цвет имеет сама сталь. Черный цвет поверхности изделия указывает на то, что сверло при финишной обработке подвергалось влиянию перегретым паром. Такие инструменты имеют более долгий срок эксплуатации.
Желтый оттенок свидетельствует о процедуре отпуска металла. Такая процедура снимает внутреннее напряжение , который приобретает излишнюю хрупкость. Таким образом, производители пытаются достичь золотой середины – каленые изделия обладают высокой крепостью, но в то же время достаточно хрупки. А вот если уменьшить внутреннее напряжение путем медленного и длительного прогревания металла, инструмент станет несколько мягче, однако сохранит высокую степень крепости.
Яркий золотистый цвет обозначает лучшие изделия, которые справятся с самыми сложными работами. Золотым сверло делает слой нитрида титана, который существенно уменьшает трение и увеличивает прочность. Конечно, стоят такие инструменты недешево.
— важно знать не только профессиональным строителям, но и тем, кто часто выполняет работу по металлу своими руками.
Сегодня в любом строительном магазине можно купить сверла самых разных форм и размеров, и важно выбрать среди всего этого многообразия оборудования именно то, что вам действительно нужно.
В статье вы узнаете, какие сверла лучше выбирать в том или ином случае, стоит ли покупать наборы и какие, или только одно устройство, а также другие вопросы, которые помогут вам определиться с выбором правильного сверла по металлу.
Перед покупкой сверла обязательно определитесь, для каких целей вы будете его использовать, иначе выбрать правильный вариант будет практически невозможно.
Выбирать сверло следует, исходя из типа дрели, которую вы будете использовать в работе, а также типа отверстий, которые нужно будет сделать.
Для отверстий, имеющих большое сечение, используются сверла, имеющие соответствующую длину и диаметр – обычно это мощные дрели с низкими оборотами.
Цвет сверла – важный критерий, помогающий правильно выбрать правильное устройство. По цвету легко можно определить качество изделия и, следовательно, предполагаемый срок его службы.
Лучше не покупать аппарат серого цвета, т.к. они наименее надежные из всех.
Серый цвет говорит о том, что сверло никак не обрабатывалось: защитный слой, устойчивость к огню и деформации у таких инструментов отсутствуют.
Естественно, купить такое сверло будет дешевле всего, однако и использовать его больше, чем один раз, не получится.
Черное сверло по металлу отличается более высоким качеством, поскольку прошло обработку с помощью перегретого пара.
Срок службы таких изделий будет выше, так же, как и стоимость, однако цена на них невысока, поэтому купить подобные сверла не составит проблем.
Самые хорошие сверла – те, которые имеют золотистый оттенок, однако и они различаются между собой.
Инструменты с бледным золотом несколько уступают по качеству ярким изделиям – они проходят процесс обработки, который позволяет снять внутреннее напряжение, которое имеется в материале, а также повышает прочность изделия.
Дороже всего обойдется купить сверла ярко-желтого цвета, однако, они самые прочные и долговечные. Их делают из титана – наиболее прочного вида металла.
Такие сверла отличаются минимальным уровнем трения, поэтому работать с ними удобнее, а срок их использования значительно выше, по сравнению с другими инструментами.
Конечно, логично купить самое качественное устройство – так вы сэкономите время работ и сможете пользоваться инструментом гораздо дольше.
Если же работы по металлу не являются ваше постоянной деятельностью, то вполне можно обойтись и более дешевыми аналогами – сверлами черного или светло-золотистого цвета.
Наиболее важное значение при покупке сверла имеет его размер.
Купить сверло нужного вам размера несложно, т. к. сетка размеров этого инструмента очень широка – главное знать, какой именно размер вам нужен.
Если вы не уверены, какой размер выбрать, то лучше всего руководствоваться классификацией по ГОСТу, которая делит все устройства на 3 группы.
В первую группу входят короткие инструменты, размер которых не превышает 20 мм в диаметре и 131 мм в длине.
К группе удлиненных относятся инструменты, доходящие длиной до 205 мм, при этом их параметры сечения аналогичны коротким сверлам.
К сверлам длинной группы относят инструменты диаметром 1-20 мм и длиной 56-242 мм.
Форма сверла
Сверло – простой инструмент и состоит всего из трех элементов: режущей части, хвостовика и рабочей поверхности, которая необходима, чтобы стружка не скапливалась внутри отверстия, а сразу выводилась наружу.
Хотя это стандартный инструмент для работы по металлу, многие используют его также для работы с деревом, оргстеклом, керамикой, пластиком, бетоном и прочими материалами.
Таким образом, можно выбрать его форму, подходящую не только для работы по металлу, но и для других поверхностей.
По своей конструкции сверла делят на две группы: инструменты первой группы называются плоскими, а второй – спиральными.
Определитесь, какой из двух видов вам наиболее подходит, прежде чем купить сверло.
Плюсы плоских инструментов в том, что они не реагируют на возможные перекосы в процессе работы, стоят дешевле, чем спиральные и имеют более простую конструкцию.
Минусы же таких сверл заключаются в меньшем диаметре при заточке и отсутствии автоматического отвода стружки.
Одной из разновидностей таких сверл является конусный инструмент по металлу. Такое сверло можно купить отдельно, либо в наборе, в зависимости от необходимости.
Инструмент конического типа используется для работы со сверлильным станком, либо двуручной дрелью. Если вам нужно сделать отверстие, имеющее большое сечение, то обратите внимание именно на этот вариант.
Более популярным типом сверл являются спиральные. Их чаще покупают за счет больших возможностей применения – они подходят для создания практических любых отверстий и работы с разным материалом.
Такое сверло имеет форму цилиндра, а на его «теле» имеются специальные углубления-канавки в количестве одной или двух штук.
Благодаря их наличию, стружка при работе не задерживается, а сразу же выводится из отверстия.
Спиральные аппараты различаются по типу хвостика: он может быть стандартным, корончатым, предназначенным для резьбы, левосторонним, повышенной точности или ступенчатым.
Стандартное цилиндрическое устройство имеет диаметр до 12 мм и может использоваться как на производстве, так и в домашних условиях.
Частные мастера чаще всего покупают именно этот вид инструмента. Корончатое сверло используют для создания крупных отверстий, диаметр которых не менее 30 мм.
На наконечнике инструмента имеется коронка, оснащенная зубьями. Такой прибор лучше всего использовать для работы по тонкому металлу.
Инструмент для резьбы позволяет создать резьбу необходимого сечения. Если вы приобретаете инструмент для этих целей, то купить нужно такой, который будет на 1 мм меньше, чем сечение будущего отверстия.
Ступенчатое устройство – самое универсальное, поскольку позволяет делать отверстия разного диаметра.
Единственное ограничение по работе с ним в том, что его можно использовать для работы только по листовому металлу толщиной не более 2 мм.
Диаметр инструмента достаточно крупный и может достигать 30 мм.
Купить такое сверло обычно дороже остальных, однако цена зависит от размера сечения, и для небольших сечений будет вполне приемлемой.
Левостороннее устройство можно использовать только для того, чтобы выкручивать метиз: винт, болт или саморез, поэтому купить его будет актуально только для этих целей.
Инструменты, имеющие повышенную точность – лучшие из всех возможных. Их приобретают в тех случаях, когда результат должен быть максимально высоким.
Цена на такие приборы зависит от класса точности, к которому они относятся – это может быть класс А1 или В1.
Производитель и маркировка
Прежде чем купить сверло, посмотрите, где и кем оно было произведено.
Лучше покупать только проверенные устройства, т.к. если технология производства была нарушена, то ни цвет, ни правильная форма изделия не поможет созданию качественного результата.
От правильной технологии производства зависит, насколько хорошо будет затачиваться инструмент, насколько он прочен и сможет прослужить, устойчивость к коррозии и другому внешнему воздействию и т.д.
Лучше всего заранее посмотреть в интернете отзывы на ту или иную фирму и купить сверло, на которое наибольшее количество положительных отзывов.
Самые качественные сверла по металлу имеют маркировку СССР.
Найти их сегодня не так просто, однако, если купить такой инструмент, то прослужит он долго: многие отмечают высокое качество, длительный срок эксплуатации и минимальную истираемость устройства.
Инструменты фирм Ruko тоже пользуются заслуженной популярностью: они отличаются высоким качеством и приемлемой ценой.
Наиболее популярны модели TL 3000, благодаря тому, что имеют широкий функционал, а также крестовую заточку и несколько слоев напыления титановых модификаций.
Такие сверла не всегда используют для работы по металлу – они наиболее эффективны в обработке материала, которые образуют большую стружку, например, дерева.
Прежде чем выбрать маркировку устройства, учитывайте, что диаметр может различаться в зависимости от производителя.
Если вы видите сверло без маркировки, то значит ее сечение менее 2 мм, на устройствах с диаметром 2-3 мм указывают марку стали и сечения, а на сверлах большего диаметра можно также найти информацию о сечении, марке материала и наличия в нем дополнительных веществ, если они есть.
Маркировка инструмента включает сочетание букв и цифр.
Лучше запомнить их, прежде чем купить инструмент: буквой Р обозначают быстрорежущую сталь, буквенно-цифровой комбинацией обозначают наличие в материале дополнительных примесей: это может быть, например, К6 – так обозначают кобальт, но могут быть и другие примеси.
Если вы решите купить инструменты российского производства, то другой маркировки на них не будет, если же это зарубежные инструменты, то на них также должны быть указаны: страна-производитель, торговый знак, марка материала, сечение и диаметр инструмента, совет по использованию и класс точности.
Зарубежные инструменты имеют специфическую маркировку, обычно это сочетания букв типа HSS-R, HSS-G и т.д.
Очень часто, домашние умельцы и профессиональные мастера, используют в своей работе самые разные инструменты. Чаще всего пользуются дрелью и сверлами. Ведь для получения отверстия нужного диаметра без такого инструмента просто не обойтись.
Когда необходимо собрать какую-либо конструкцию, приходится пользоваться специальными наборами сверл. В них входят разные виды и конструкции. Каждый такой набор предназначен для определенной работы.
Безусловно, всегда нужно знать какое сверло отличается надежностью и прочностью, какое лучше выбрать для определенного вида работы.
Как сделать выбор сверла для обработки металла?
Определить, какой инструмент для работы с металлом лучше, можно, если придерживаться некоторых критериев. Нужно знать характеристики , они должны отвечать определенным требованиям:
Форма;
Диаметр;
Назначение;
Возможности
Изготовитель.
Оттенок
Качество, прежде всего, определяется внешним видом. На первое место, в данном случае выступает его цвет.
Серый
Деталь, имеющая такой оттенок, относится к наиболее уязвимым. Она не подвергался никакой обработке, чтобы повысить стойкость к сгоранию и возможной деформации. Ее стоимость отличается дешевизной. Ее может не хватить даже для выполнения одной технологической задачи.
Черный
Такой цвет имеют инструменты, которые прошли обработку перегретым паром. В результате повысилась прочность и срок эксплуатации. Их стоимость намного выше, но остается в пределах доступности.
Бледноватый золотистый цвет
Эти инструменты при изготовлении подвергались отпуску. Целью такой обработки является уменьшение внутреннего напряжения, после закалки металла , повышение прочности.
Яркий золотистый оттенок
Одни из самых дорогих инструментов, так как в их состав входит титан. За счет него, сверла обладают очень высокой прочностью. Срок работы такого инструмента измеряется годами.
Размеры сверл
Чтобы просверлить отверстие в металлических деталях, у каждого производителя инструмент выпускается с параметрами, которые могут отличаться от размеров других изготовителей.
Однако существует ГОСТ, в котором проведена полная классификация сверл. Все инструменты разбиты на группы:
Короткие, имеющие минимальный диаметр от 0,3 мм, а максимальный 20 мм. При этом длина находиться в диапазоне 20 — 131 мм.
Удлиненные. Диаметр точно такой же, как у коротких, но максимальная длина может достигать 205 мм.
Длинные имеют минимальный диаметр 1 мм, а максимальный равен 20 мм. Длина инструмента колеблется от 56 до 254 мм.
Материалы сверл и их маркировка
Для того чтобы знать, как выбирать сверла по металлу, правильно и грамотно, необходимо знать какой металл будет обрабатываться. Только при этом условии, можно будет сделать правильный выбор. Маркировка инструмента, включает в себя такие данные.
HSS-R и HSS-G
Таким инструментом можно обрабатывать сталь, прочность которой достигает 900 Н/мм². Легко работать с цветными металлами. Такому сверлу поддается ковкий и серый чугун.
HSS-G Co 5
Данная маркировка говорит о прочности — 1100 Н/мм². Можно получать отверстия в большинстве видов стали. Например, нержавейки, легированной, углеродистой и так далее.
HSS-G TiAN / TiN
Чтобы просверлить отверстие в титане, инструмент покрывают специальным напылением, в состав которого входит:
Титан;
Алюминий;
Нитрид.
Поверхность приобретает устойчивость к коррозии, без труда режет металл, сохраняет свой первоначальный вид долгое время. Таким инструментом сверлятся отверстия в металле, прочность которого достигает 1100 Н / мм². В список обрабатываемых металлов и сплавов, включены:
Серый чугун;
Бронза;
Латунь;
Мельхиор.
Кроме перечисленных марок стали, в производстве применяют и другие химические вещества. Одним из них является кобальт. Он придает инструменту высокую прочность, устойчивость к деформации и термическому воздействию.
Твердосплавные сверла располагаются в отдельной группе. Надо сказать, что материл изготовления таких инструментов, каждый производитель выбирает согласно собственному технологическому процессу. Главным преимуществом считается возможность проводить обработку заготовок, имеющих большую толщину, и сделанных из очень твердых сплавов. Сверло отличается острым углом заточки, за счет чего, уменьшается трудоемкость работы.
Сегодня, на рынке можно увидеть огромный ассортимент такого инструмента. Дело в том, что он применяется не только для работы с металлом. С его помощью обрабатываются и другие материалы:
Древесина;
Керамика;
Оргстекло;
Пластмасса;
Бетон.
Плоские сверла
Они имеют интересное название — перовые. Отличаются формой заточки. Основными достоинствами являются:
При работе не допускают перекосов;
Очень простая конструкция;
Невысокая стоимость.
К отрицательным характеристикам, можно отнести уменьшение диаметра при заточке, стружка не отводится из отверстия автоматически.
Разновидностью такого инструмента являются конусные сверла. Минимальное сечение равно 6 мм, а максимальное достигает 60 мм. Обычно их применяют для работы специального оборудования. Это может быть двуручная дрель или стационарный сверлильный станок. Хвостовик имеет конусный вид. С помощью такого инструмента получают отверстия большого сечения.
Этот вид является самым популярным. Инструмент имеет цилиндрический вид , а по поверхности проложены углубляющие канавки. Они созданы специально, чтобы при работе стружка выводилась наружу. В зависимости от вида хвостовика спиральные сверла делятся на несколько видов:
Обыкновенные цилиндрические. Диаметр сверла по металлу не более 12 мм. Применяются в быту и на производстве.
Корончатые сверла. Этот инструмент используется для получения больших отверстий, диаметр которых превышает 30 мм. Данный наконечник имеет вид коронки, на которой очень часто расположены зубья. Таким инструментом лучше всего обрабатывать тонкий металл.
Резьбовые сверла . Их прямым назначением является получение отверстия, для нарезания резьбы. Диаметр инструмента должен быть на миллиметр меньше, чем размер отверстия.
Ступенчатые сверла. Универсальный инструмент, позволяющий одновременно получить отверстие с несколькими диаметрами. Они в основном применяются при обработке листа, толщиной не более 2 мм.
Левосторонние сверла. Этот инструмент был специально создан для выкручивания метизов:
Шурупов;
Винтов;
Болтов;
Саморезов.
Сверла высокой точности. Предназначены для получения особо точного отверстия . Стоимость зависит от класса точности, чем выше, тем дороже.
В заключение хотелось бы дать небольшой совет. При выборе лучшего сверла, обращайте внимание на все вышеуказанные критерии. Они помогут сделать правильный выбор, чтобы инструмент в дальнейшем можно было долго эксплуатировать, и всегда получать нужный результат.
Отзывы: Набор коронок Зубр 33360-H6_z01, универсальное
Достоинства
1. Цена 2. Количество 3. Все сделано из металла, есть подобные более дешевые наборы, но в них каждая коронка крепится на пластиковый диск. 4. Сверло можно заменить, оно продается. 5. Удобный кейс
Недостатки
За такую цену их просто нет.
Комментарий
Другой комментатор наверное теоретик, писать отзыв, не опробовав в практике, вообще бы не стоило, только людей в заблуждение вводите. Делал ремонт в новой квартире и этот набор очень меня выручил. Тут большое количество диаметров, что помогло наделать аккуратных отверстий в кафельной плитке, гипсокартоне и в реечных потолках. В гипсокартоне и потолках (алюминий) без заморочек отверстия делались. В кафельной плитке делал так: на лицевую сторону, где будет отверстие, наносится малярный скотч (для разметки удобно), потом из пульверизатора наносится обильно вода на место отверстия и в процессе постоянно добавляется. Отверстия получаются ровные, если честно не ожидал, думал будут большие сколы, но с водой изумительно, 1-2 отверстия , думаю хватит, чтобы научиться их делать. И самое ВАЖНОЕ: нужен не сильно оборотистый инструмент, сначала использовал сетевую дрель, но мне вообще не понравилось (особенно сколы), в итоге использовал шуруповерт 14.4 на Li аккумуляторах. Единственное, вырезанный кусок плитки остается в коронке и иногда приходится повозиться, чтобы его достать. Даже центрирующее сверло есть в продаже. Набором полностью доволен, 10/10. Брал для домашнего использования(ремонт в своей квартире). Конечно, если делать отверстия в промышленных масштабах, то можно брать хорошие алмазные коронки, рез тоньше, быстрее, но обязательно нужно центрирующее сверло и выйдет одна 68 коронка стоимостью даже большей, чем весь этот набор.
Виды сверл по металлу: характеристики, особенности, применение.
Есть инструменты, которые являются универсальными, и бывают нужны в любом виде ремонта. Так вот к таким инструментам относятся сверла, а именно сверла по металлу. Их универсальность составляет, то что ими можно пользоваться для сверления, не только металла, но и почти любого другого материала, за исключением бетона, кирпича, и других материалов, где нужно победитовый наконечник. Характеристики сверл по металлу не позволяют сверлить бетон, кирпич, из-за отсутствия победита на их рабочей поверхности. Но сверла по металлу можно использовать для любых видов сталей, чугуна, металлокерамики.
Когда вам предстоит работа с металлом, в первую очередь нужно знать насколько металл будет прочный. Ведь от этого будет зависеть прочность сверла, а именно сталь из которой будет изготавливаться сверло. Если вы приобретете сверло не той маркировки, оно быстро затупится, и его придется точить, или покупать новое.
В данный момент на рынке существует большое количество наборов сверл по металлу. Если вы покупаете сверла для дома, вам подойдёт набор сверл, с ходовыми диаметрами. Если же в будущем вам понадобиться сверло редкого диаметра, вы сможете докупить его отдельно.
Для того, что бы разобраться в видах сверл по металлу, их характеристиках, особенностях при работе, нужно разделить их на виды.
Виды сверл по металлу
Спиральные(часто встречающие и самые популярные)
Корончатые
Конические или ступенчатые или как ещё называют конусное
Перовое сверло
Вот мы разделили сверла по их внешнему виду. Это будет основным критерием. Теперь пройдёмся в общих чертах по видам, которые мы выделили, в каким именно ситуациях мы будем применять те или иные виды сверл при работе с металлом.
Спиральные
Спиральные сверла по металлу являются самыми популярными, и не только при работе с металлом. Они обладают высокой точностью и качеством при просверливании отверстий. Спиральные сверла представляют собой цилиндрический вид с выполненными спиралевидными канавками, которые расположенные вдоль всей рабочей зоны. Они позволяют отводить стружку металла из высверливаемого отверстия. На конце рабочей зоны находятся чаще всего две кромки, которые режут металл. За счет них сверло проделывает отверстия в металле.
Спиральные сверла можно использовать как на сверлильном станке, так и на ручной дрели. На станке будет выше точность вышей работы.
Спиральные сверла по металлу бывают с цилиндрическим хвостовиком и каноническим и шестигранным.
Сверло по металлу с каноническим хвостовиком
Если посмотреть на исполнение спирального сверла, можно выделить следующие группы:
Спиральные сверла повышенной точности. Такие сверла применяются мастерами которым нужен высокий уровень точности при сверлении. Купив такое сверло, вы будете уверены в точности до микронов, в диаметре отверстия. Сверла повышенной точности можно распознать по маркировке А1 выбитой на их основании.
Левостороннее спиральное сверло. Что бы ответить на вопрос для чего они применяются, можно вспомнить ситуацию, которая случалась с многими-а именно когда обламывается шляпка болта. Выкрутить его основание не представляется возможным. Именно для таких случаев и предназначено левостороннее спиральное свело-оно помогает выкрутить обломанные болты, шпильки. У кого то возникнет вопрос, как отличить левостороннее сверло от обычного-для этого достаточно взглянуть в какую сторону закручена его рабочая зона.
Спиральные сверла по металлу общего назначения. Это тот вид, который мы используем чаще всего. Они имеют большой диапазон рабочих диаметров, вплоть до 80мм. Такие сверло часто применяются как в быту, так и на производстве.
Корончатые сверла
Корончатые сверла по металлу позволяют делать отверстия в металле больших диаметров. За счёт того, что при их использовании режется только наружная часть диаметра, затраты энергии на сверление минимальные. Это позволяет делать большие отверстия быстрее чем спиральными сверлами. В середине корончатого сверла находится обычное спиральное сверло, для центровки. Они позволяют делать отверстия диаметром до 15 сантиметров.
Внешним видом корончатое сверло по металлу похоже на стакан, с канавками с наружной стороны, для отвода стружки. И с центрирующим сверлом. На конце коронки присутствуют режущие зубья, которые изготавливаются из металла твердого сплава и с алмазным напылением.
Конические (ступенчатое, конусное)
Ступенчатое или конусное сверло получило своё название за счёт своего вида. Оно похоже на конус. Конус ступенчатого сверла может быть как плавный, так и ступенями. Конусное ступенчатое сверло по металлу является универсальным, так как одним таким сверлом можно сделать отверстия разных диаметров. Оно применяется для сверления отверстий различного диаметра, или для увеличения отверстия в тонких металлах, в основном до 4мм. На конце конусное сверло имеет центрирующий наконечник, который позволяет сразу начинать сверлить в нужном месте, без сдвигов.
Конусные сверла бывают разных диаметров, вплоть от 4мм до 32мм.
Перовое сверло по металлу
Перовое сверло для металла имеет плоскую рабочую часть, причем она сменная. Сменную пластину к перовому сверлу по металлу можно купить отдельно, когда старая будет тупая.
За счёт того, что перовое сверло имеет толстое основание, оно не перекашивается и не гнётся во время работы. Это позволяет сделать процесс сверления ещё точнее.
Из плюсов перового сверла можно подчеркнуть его малую стоимость, что позволяет сделать его популярным для использования в домашних условиях.
Минусом же первого сверла является отсутствие отвода стружки, что дает некоторые не удобства по время работы. Во время сверления придется чаще останавливаться, и доставать перовое сверло из отверстия, для удаления стружки.
Маркировка сверл по металлу
После того, как мы узнали какие виды сверл по металлу можно идти в магазин и покупать сверла. Но зайдя в магазин и попытавшись выбрать сверло, вы будете в ступоре. Так как в магазине можно встретить большое количество сверл разных цветов и с разными маркировками. Продавцы могут посоветовать вам, какое сверло лучше купить, но не всегда стоит доверять всему, что вам говорят.
Что бы купить нужное вам сверло правильной маркировки, которые будет качественно выполнять свою работу, нужно разобраться в маркировке сверл, а так же разобрать что означает цвет сверла.
Маркировка сверла состоит как из букв, так и из цифр. Маркировка означает вид стали из которой выполнено сверло и может указать для какого материала оно сделано. Найти на сверле можно и маркировку фирмы или страны, где оно сделано
Маркировка сверл постсоветских стран
Производители из стран бывшего советского союза и зарубежные производители маркируют сверла по-разному. Для того, чтобы вы смогли разобраться при покупке, какое сверло будет лучше, мы составили полное описание маркировок сверла.
Если это сверло из стран постсоветских государств, то обозначения будут следующие:
Р -Вольфрам и быстрорежущая сталь
К – Кобальт
Ф – Ванадий
М – Молибден
Допустим возьмем маркировку сверла Р15М4К9 -сверло по металлу сделанное из быстрорежущей стали с содержанием(P15) вольфрама 15%, (M4)молибдена 4 % и (K9)кобальта 9%
Буква Р на сверле так же означает, что сверло выполнено из быстрорежущей стали.
Рядом с этой маркировкой вы сможете найти диаметр самого сверла.
На сверлах диаметром до 2 миллиметров вы не найдете никакой информации. Это понятно, так как на таком маленьком сверле, физически поместить надпись не позволяет возможно.
На сверлах диаметром 2-3 миллиметра вы сможете найти информацию о диаметре сверла и марке стали, то что мы рассматривали выше.
На сверлах с диаметров более 3 миллиметров будет вся информация о сверле и логотип компании, которая производит данные сверла.
Маркировка зарубежных сверл
При покупке сверл зарубежного производителя, маркировка будет отличаться, ежели на российских сверлах. На сверлах зарубежного производства указывается больше информации, но и расшифровать её сложнее.
HSS и M6M5—сверло выполнено из быстрорежущей стали
HSS-R и HSS-G—данным сверлом советуют сверлить твердый пластик, чугун, различную сталь и цветной металл. Данное сверло имеет наибольшую прочность. Прочность металла к которому применяется сверло не более 900 н\мм2.
HSS-TIN Режущая часть сверла сделана с дополнением нитрида титана. Это позволяет сверлить более прочную сталь, с твердостью до 1100 н\мм2
HSS-K6—Свело с содержанием кобальта- надежность и долговечность работы сверла
HSS-M3—Сверло с содержанием молибдена—увеличивается надежность сверла(смысл такой же, как и у сверла с кобальтом)
HSS-TiAIN—Покрытие сверла выполнено из трехслойного материала содержащего алюминия, нитрида титана. Такое покрытие увеличивает срок работы сверла в среднем в 5 раз дольше, и позволяет работать сверлом при больших температурах, до 700%
HSS-Е VAP—Сверла которые применяются для работы с нержавейкой
Цвет сверла, на что влияет и что означает
Если маркировка стерлась, или нет возможности её прочитать, можно попробовать определить тип сверла по его цвету. По цвету сверла можно определить качество изготовления сверла и материал из которого оно изготовлено.
Черный цвет сверла по металлу — означает что при производстве сверла, а именно по окончанию сверло было обработано перегретым паром, за счет этого сверло становится надежнее. Однако, черный сверла зачастую можно найти плохо качества, поэтому не покупайте сверла не известных фирм производителей.
Серый цвет сверла— Это обычное сверло, которое не проходило дополнительную обработку. Такое сверло будет менее надежно, и при активной работе, будет быстрее требовать заточки.
Темно—золотой или золотой цвет сверла—При производстве сверла был применен отпуск, который снимает внутреннее напряжение материала. За счёт этого увеличивается прочность сверла.
Ярко—золотой цвет сверла по металлу— Такие сверла являются самыми дорогими, так как при их изготовлении применяются сплав титана, а именно нитрид титана, что дает максимальную надежность сверлу. За счёт титана снижается трение при сверлении, что дает сверлу долговечность. Такие сверла имеют большую цену, если же вы покупаете сверло не на один раз, стоит потратиться и купить надежное сверло.
Размеры сверл Letter — LittleMachineShop.com
В этой таблице показаны диаметры сверл для буквенного калибра от размера A (наименьшего) до размера Z (наибольшего).
Сверло
дюймов
мм
А
0,234
5,94
Б
0,238
6.05
К
0,242
6,15
Д
0,246
6,25
E
0,250
6,35
ф.
0,257
6,53
г
0,261
6,63
H
0.266
6,76
I
0,272
6.91
Дж
0,277
7,04
К
0,281
7,14
л
0,29
7,37
м
0,295
7,49
№
0.302
7,67
O
0,316
8,03
п.
0,323
8,20
Q
0,332
8,43
рэнд
0,339
8,61
Ю
0,348
8,84
т
0.358
9,09
U
0,368
9,35
В
0,377
9,58
Вт
0,386
9,80
х
0,397
10,08
Y
0,404
10.26
Z
0,413
10,49
Таблица размеров сверл
Таблица размеров сверл
Размер сверла
График
РАЗМЕР ФРАКТА
# SIZE
РАЗМЕР ПИСЬМА
МЕТРИЧЕСКИЙ РАЗМЕР
ДЕСЯТИЧНЫЕ ДЮЙМЫ
80
0.0135
79
0,0145
1/64
0.0156
78
0,0160
77
0.0180
, 5
0,0197
76
0.0200
75
0,0210
74
0.0225
73
0,0240
72
0.0250
71
0,0260
70
0.0280
69
0,0292
, 75
0.0295
68
0,0310
1/32
0.0312
67
0,0320
66
0.0330
65
0,0350
64
0.0360
63
0,0370
62
0.0380
61
0,0390
1
0.0394
60
0,0400
59
0.0410
58
0,0420
57
0.0430
56
0,0465
3/64
0.0469
1,25
0,0492
55
0.0520
54
0,0550
1,5
0.0591
53
0,0595
1/16
0.0625
52
0,0635
51
0.0670
1,75
0,0689
50
0.0700
49
0,0730
48
0.0760
5/64
0,0781
47
0.0785
2
0,0787
46
0.0810
45
0,0820
44
0.0860
2,25
0,0886
43
0.0890
42
0,0935
3/32
0.0938
41
0,0960
40
0.0980
2,5
0,0984
39
0.0995
38
0,1015
37
0.1040
36
0,1065
2,75
0.1083
7/64
0,1094
35
0.1100
34
0,1110
33
0.1130
32
0,1160
3
0.1181
31
0,1200
1/8
0.1250
3,25
0,1280
30
0.1285
29
0,1360
3,5
0.1378
28
0,1405
9/64
0.1406
27
0,1440
26
0.1470
3,75
0,1476
25
0.1495
24
0,1520
23
0.1540
5/32
0,1562
22
0.1570
4
0,1575
21
0.1590
20
0,1610
19
0.1660
4,25
0,1673
18
0.1695
11/64
0,1719
17
0.1730
16
0,1770
4,5
0.1772
15
0,1800
14
0.1820
13
0,1850
4,75
0.1870
3/16
0,1875
12
0.1890
11
0,1910
10
0.1935
9
0,1960
5
0.1969
8
0,1990
7
0.2010
13/64
0,2031
6
0.2040
5
0,2055
5,25
0.2067
4
0,2090
3
0.2130
5,5
0,2165
7/32
0.2188
2
0,2210
5,75
0.2264
1
0,2280
А
0.2340
15/64
0,2344
6
0.2362
В
0,2380
С
0.2420
D
0,2460
6,25
0.2461
1/4
E
0,2500
6,5
0.2559
Факс
0,2570
G
0.2610
17/64
0,2656
6,75
0.2657
H
0,2660
Я
0.2720
7
0,2756
J
0.2770
К
0,2810
9/32
0.2812
7,25
0,2854
L
0.2900
M
0,2950
7,5
0.2953
19/64
0,2969
№
0.3020
7,75
0,3051
5/16
0.3125
8
0,3150
О
0.3160
П
0,3230
8,25
0.3248
21/64
0,3281
0.3320
8,5
0,3346
рэнд
0.3390
11/32
0,3438
8,75
0.3445
С
0,3480
9
0.3543
Т
0,3580
23/64
0.3594
9,25
0,3642
U
0.3680
9,5
0,3740
3/8
0.3750
V
0,3770
9,75
0.3839
W
0,3860
25/64
0,3906
10
0.3937
Икс
0,3970
Y
0,4040
13/32
0.4063
Z
0,4130
10,5
0.4134
27/64
0,4219
11
0.4331
/16
0,4375
11,5
0.4528
29/64
0,4531
15/32
0.4688
12
0,4724
31/64
0.4844
12,5
0,4921
1/2
0.5000
13
0,5118
33/64
0.5156
17/32
0,5312
13,5
0.5315
35/64
0,5469
14
0.5512
9/16
0,5625
14,5
0.5709
37/64
0,5781
15
0.5906
19/32
0,5938
39/64
0.6094
15,5
0,6102
5/8
0.6250
16
0,6299
41/64
0.6406
16,5
0,6496
21/32
0.6562
17
0,6693
43/64
0.6719
11/16
0,6875
17,5
0.6890
45/64
0,7031
18
0.7087
23/32
0,7188
18,5
0.7283
47/64
0,7344
19
0.7480
3/4
0,7500
49/64
0.7656
19,5
0,7677
25/32
0.7813
20
0,7874
51/64
0.7969
20,5
0,8071
13/16
0.8125
21
0,8268
53/64
0.8281
27/32
0,8438
21,5
0.8465
55/64
0,8594
22
0.8661
7/8
0,8750
22,5
0.8858
57/64
0,8906
23
0.9055
29/32
0,9062
59/64
0.9219
23,5
0,9252
15/16
0.9375
24
0,9449
61/64
0.9531
24,5
0,9646
31/32
0.9688
25
0,9843
63/64
0.9844
1
1,0000
Таблица размеров сверл
В этой таблице показаны десятичные эквиваленты в дюймах для дробных дюймов, размеров проволоки, буквенных размеров и метрических сверл диаметром до двух дюймов.
Размер
Десятичный эквивалент
Размер
Десятичный эквивалент
Размер
Десятичный эквивалент
Размер
Десятичный эквивалент
03
900 9000 9000
0,0059
2,60 мм
0,1024
M
0,295
63/64 «
0.9844
96
0,0063
37
0,104
7,50 мм
0,2953
1 «
1
95
0,0067
2,70 мм
0,1063
19/64 «
0,2969
25.50 мм
1,0039
94
0,0071
36
0,1065
7,60 мм
0,2992
1-1 / 64 «
1.0156
93
0,0075
2,75 мм
0,1083
N
0.302
26,00 мм
1.0236
92
0,0079
7/64 «
0,1094
7,70 мм
0,3031
1-1 / 32 «
1.0312
91
0,0083
35
0,11
7.75 мм
0,3051
26,50 мм
1.0433
90
0,0087
2,80 мм
0,1102
7,80 мм
0,3071
1-3 / 64 «
1.0469
89
0,0091
34
0.111
7,90 мм
0,311
1-1 / 16 «
1.0625
88
0,0095
33
0,113
5/16 «
0,3125
27,00 мм
1.063
0,25 мм
0,0098
2.90 мм
0,1142
8,00 мм
0,315
1-5 / 64 «
1.0781
87
0,01
32
0,116
O
0,316
27,50 мм
1.0827
86
0.0105
3,00 мм
0,1181
8,10 мм
0,3189
1-3 / 32 «
1.0938
85
0,011
31
0,12
8,20 мм
0,3228
28,00 мм
1,1024
84
0.0115
3,10 мм
0,122
-P
0,323
1-7 / 64 «
1,1094
,30 мм
0,0118
1/8 дюйма
0,125
8,25 мм
0,3248
28,50 мм
1,122
83
0.012
3,20 мм
0,126
8,30 мм
0,3268
1-1 / 8 «
1,125
82
0,0125
3,25 мм
0,128
21/64 «
0,3281
1-9 / 64 «
1,1406
.32 мм
0,0126
30
0,1285
8,40 мм
0,3307
29,00 мм
1,1417
81
0,013
3.30 мм
0,1299
К
0,332
1-5 / 32 «
1.1562
80
0,0135
3,40 мм
0,1339
8,50 мм
0,3346
29,50 мм
1,1614
0,35 мм
0,0138
29
0,136
8,60 мм
0,3386
1-11 / 64 «
1.1719
0,36 мм
0,0142
3,50 мм
0,1378
R
0,339
30,00 мм
1,1811
79
0,0145
28
0,1405
8,70 мм
0,3425
1-3 / 16 «
1.1875
0,38 мм
0,015
9/64 «
0,1406
11/32 «
0,3438
30,50 мм
1.2008
1/64 «
0,0156
3,60 мм
0,1417
8,75 мм
0,3445
1-13 / 64 «
1.2031
.40 мм
0,0157
27
0,144
8,80 мм
0,3465
1-7 / 32 «
1,2188
78
0,016
3,70 мм
0,1457
S
0,348
31.00 мм
1,2205
.42 мм
0,0165
26
0,147
8,90 мм
0,3504
1-15 / 64 «
1,2344
.44 мм
0,0173
3,75 мм
0,1476
9,00 мм
0.3543
31,50 мм
1,2402
.45 мм
0,0177
25
0,1495
т
0,358
1-1 / 4 «
1,25
77
0,018
3,80 мм
0,1496
9.10 мм
0,3583
32,00 мм
1,2598
, 46 мм
0,0181
24
0,152
23/64 «
0,3594
1-17 / 64 «
1,2656
0,48 мм
0,0189
3,90 мм
0.1535
9,20 мм
0,3622
32,50 мм
1,2795
.50 мм
0,0197
23
0,154
9,25 мм
0,3642
1-9 / 32 «
1,2812
76
0,02
5/32 «
0.1562
9,30 мм
0,3661
1-19 / 64 «
1,2969
75
0,021
22
0,157
U
0,368
33.00 мм
1,2992
, 55 мм
0,0217
4.00 мм
0,1575
9,40 мм
0,3701
1-5 / 16 «
1,3125
74
0,0225
21
0,159
9,50 мм
0,374
33,50 мм
1,3189
0,60 мм
0.0236
20
0,161
3/8 «
0,375
1-21 / 64 «
1,3281
73
0,024
4,10 мм
0,1614
В
0,377
34,00 мм
1,3386
72
0.025
4,20 мм
0,1654
9,60 мм
0,378
1-11 / 32 «
1,3438
0,65 мм
0,0256
19
0,166
9,70 мм
0,3819
34,50 мм
1.3583
71
0,026
4,25 мм
0,1673
9,75 мм
0,3839
1-23 / 64 «
1,3594
0,70 мм
0,0276
4,30 мм
0,1693
9,80 мм
0,3858
1-3 / 8 «
1.375
70
0,028
18
0,1695
Вт
0,386
35.00 мм
1,378
69
0,0292
11/64 «
0,1719
9,90 мм
0,3898
1-25 / 64 «
1.3906
0,75 мм
0,0295
17
0,173
25/64 «
0,3906
35,50 мм
1,3976
68
0,031
4,40 мм
0,1732
10,00 мм
0,3937
1-13 / 32 «
1.4062
1/32 «
0,0312
16
0,177
х
0,397
36.00 мм
1,4173
0,80 мм
0,0315
4,50 мм
0,1772
Я
0,404
1-27 / 64 «
1.4219
67
0,032
15
0,18
13/32 «
0,4062
36,50 мм
1,437
66
0,033
4,60 мм
0,1811
Z
0,413
1-7 / 16 «
1.4375
0,85 мм
0,0335
14
0,182
10,50 мм
0,4134
1-29 / 64 «
1.4531
65
0,035
13
0,185
27/64 «
0,4219
37.00 мм
1.4567
0,90 мм
0,0354
4,70 мм
0,185
11,00 мм
0,4331
1-15 / 32 «
1,4688
64
0,036
4,75 мм
0,187
7/16 «
0.4375
37,50 мм
1.4764
63
0,037
3/16 «
0,1875
11,50 мм
0,4528
1-31 / 64 «
1.4844
0,95 мм
0,0374
4,80 мм
0,189
29/64 «
0.4531
38.00 мм
1.4961
62
0,038
12
0,189
15/32 «
0,4688
1-1 / 2 «
1,5
61
0,039
11
0,191
12.00 мм
0,4724
1-33 / 64 «
1,5156
1,00 мм
0,0394
4,90 мм
0,1929
31/64 «
0,4844
38,50 мм
1,5157
60
0,04
10
0.1935
12,50 мм
0,4921
1-17 / 32 «
1,5312
59
0,041
9
0,196
1/2 «
0,5
39.00 мм
1,5354
1,05 мм
0,0413
5.00 мм
0,1969
13,00 мм
0,5118
1-35 / 64 «
1,5469
58
0,042
8
0,199
33/64 «
0,5156
39,50 мм
1,5551
57
0.043
5,10 мм
0.2008
17/32 «
0,5312
1-9 / 16 «
1,5625
1,10 мм
0,0433
7
0,201
13,50 мм
0,5315
40.00 мм
1.5748
1,15 мм
0,0453
13/64 «
0,2031
35/64 «
0,5469
1-37 / 64 «
1,5781
56
0,0465
6
0,204
14,00 мм
0,5512
1-19 / 32 «
1.5938
3/64 «
0,0469
5,20 мм
0,2047
9/16 «
0,5625
40,50 мм
1,5945
1,20 мм
0,0472
5
0,2055
14,50 мм
0,5709
1-39 / 64 «
1.6094
1,25 мм
0,0492
5,25 мм
0,2067
37/64 «
0,5781
41.00 мм
1,6142
1,30 мм
0,0512
5,30 мм
0,2087
15.00 мм
0.5906
1-5 / 8 «
1,625
55
0,052
4
0,209
19/32 «
0,5938
41,50 мм
1,6339
1,35 мм
0,0531
5,40 мм
0,2126
39/64 «
0.6094
1-41 / 64 «
1,6406
54
0,055
3
0,213
15,50 мм
0,6102
42.00 мм
1,6535
1,40 мм
0,0551
5,50 мм
0,2165
5/8 «
0.625
1-21 / 32 «
1.6562
1,45 мм
0,0571
7/32 «
0,2188
16.00 мм
0,6299
1-43 / 64 «
1,6719
1,50 мм
0,0591
5,60 мм
0.2205
41/64 «
0,6406
42,50 мм
1.6732
53
0,0595
2
0,221
16,50 мм
0,6496
1-11 / 16 «
1,6875
1,55 мм
0,061
5.70 мм
0,2244
21/32 «
0,6562
43.00 мм
1.6929
1/16 дюйма
0,0625
5,75 мм
0,2264
17.00 мм
0,6693
1-45 / 64 «
1.7031
1.60 мм
0,063
1
0,228
43/64 «
0,6719
43,50 мм
1,7126
52
0,0635
5,80 мм
0,2283
11/16 «
0,6875
1-23 / 32 «
1.7188
1,65 мм
0,065
5,90 мм
0,2323
17,50 мм
0,689
44,00 мм
1,7323
1,70 мм
0,0669
А
0,234
45/64 «
0,7031
1-47 / 64 «
1.7344
51
0,067
15/64 «
0,2344
18,00 мм
0,7087
1-3 / 4 «
1,75
1,75 мм
0,0689
6,00 мм
0,2362
23/32 «
0,7188
44.50 мм
1,752
50
0,07
В
0,238
18,50 мм
0,7283
1-49 / 64 «
1,7656
1,80 мм
0,0709
6,10 мм
0,2402
47/64 «
0.7344
45.00 мм
1.7717
1,85 мм
0,0728
С
0,242
19,00 мм
0,748
1-25 / 32 «
1.7812
49
0,073
6,20 мм
0,2441
3/4 «
0.75
45,50 мм
1.7913
1,90 мм
0,0748
Д
0,246
49/64 «
0,7656
1-51 / 64 «
1.7969
48
0,076
6,25 мм
0,2461
19.50 мм
0,7677
46.00 мм
1,811
1,95 мм
0,0768
6,30 мм
0,248
25/32 «
0,7812
1-13 / 16 «
1,8125
5/64 «
0,0781
1/4 «E
0.25
20,00 мм
0,7874
1-53 / 64 «
1,8281
47
0,0785
6.40 мм
0,252
51/64 «
0,7969
46,50 мм
1,8307
2,00 мм
0,0787
6.50 мм
0,2559
20,50 мм
0.8071
1-27 / 32 «
1.8438
2,05 мм
0,0807
F
0,257
13/16 «
0,8125
47.00 мм
1,8504
46
0.081
6,60 мм
0,2598
21.00 мм
0,8268
1-55 / 64 «
1.8594
45
0,082
г
0,261
53/64 «
0,8281
47,50 мм
1,8701
2.10 мм
0,0827
6,70 мм
0,2638
27/32 «
0,8438
1-7 / 8 «
1,875
2,15 мм
0,0846
17/64 «
0,2656
21,50 мм
0,8465
48.00 мм
1.8898
44
0,086
6,75 мм
0,2657
55/64 «
0,8594
1-57 / 64 «
1,8906
2,20 мм
0,0866
H
0,266
22,00 мм
0.8661
1-29 / 32 «
1.9062
2,25 мм
0,0886
6,80 мм
0,2677
7/8 «
0,875
48,50 мм
1.9094
43
0,089
6,90 мм
0,2717
22.50 мм
0,8858
1-59 / 64 «
1,9219
2,30 мм
0,0906
I
0,272
57/64 «
0,8906
49.00 мм
1,9291
2,35 мм
0,0925
7,00 мм
0.2756
23,00 мм
0,9055
1-15 / 16 «
1,9375
42
0,0935
Дж
0,277
29/32 «
0,9062
49,50 мм
1,9488
3/32 «
0,0938
7.10 мм
0,2795
59/64 «
0,9219
1-61 / 64 «
1.9531
2,40 мм
0,0945
К
0,281
23,50 мм
0,9252
50.00 мм
1,9685
41
0.096
9/32 «
0,2812
15/16 «
0,9375
1-31 / 32 «
1,9688
2,45 мм
0,0965
7,20 мм
0,2835
24,00 мм
0,9449
1-63 / 64 «
1.9844
40
0,098
7,25 мм
0,2854
61/64 «
0,9531
50,50 мм
1,9882
2,50 мм
0,0984
7,30 мм
0,2874
24,50 мм
0,9646
2 «
2
39
0.0995
л
0,29
31/32 «
0,9688
38
0,1015
7,40 мм
0,2913
25,00 мм
0,9843
Руководство по стандартным буровым втулкам
БЫСТРЫЙ НАЙД:
Буровые втулки являются основным элементом большинства современных бурильных кондукторов.Они действуют как прецизионные направляющие устройства для сверл, разверток, метчиков, зенковок и аналогичных режущих инструментов на хвостовике. Сверлильные втулки служат трем целям: они определяют местонахождение, направляют и поддерживают режущий инструмент. Хотя они служат в основном в качестве направляющих для режущих инструментов, буровые втулки имеют и другое применение. Они хорошо работают в сборочных инструментах, инструментах для контроля и подобных устройствах, которые требуют точного выравнивания и расположения цилиндрических деталей.
Самым распространенным режущим инструментом для сверления является спиральное сверло.Конструкция и характеристики резания стандартного спирального сверла, хотя и эффективны, не подходят для прецизионной обработки. Основные причины кроются в конструкции спирального сверла.
Спиральные сверла имеют две наклонные режущие кромки. Режущие кромки обычно располагаются на расстоянии 118 ° друг от друга, а угол зазора между кромками составляет примерно 12 °. Острие, образованное этими углами, называется «острием долота». Кромка долота обычно находится под углом 135 ° к режущей кромке сверла. Эта конструкция, хотя и очень эффективна для резки, неэффективна для центрирования инструмента.
Кроме того, материал, удаляемый для формирования канавок и кромок сверла, в сочетании со стандартным обратным конусом значительно уменьшает площадь контакта между спиральным сверлом и отверстием. Проблемы конструкции усугубляются еще больше из-за неподдерживаемой длины сверла. Кроме того, в большинстве производственных ситуаций точка сверления не всегда точно отцентрирована. Сверло со смещенным от центра острием прорезает отверстия слишком большого размера.
В сочетании эти условия приводят к тому, что просверленные отверстия выходят за пределы центра, имеют большой размер, некруглую форму, не совмещены и обычно не прямые.Но простое закрепление спирального сверла во втулке сверла может значительно уменьшить, если не устранить, большинство этих проблем.
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
Сверлильные втулки бывают самых разных типов и стилей. Доступны три основные категории буровых втулок: постоянные втулки, заменяемые втулки и буровые втулки с пневматической подачей. Как показано на Рисунке 10-1, буровые втулки обозначаются буквами и цифрами.Эти буквы и цифры описывают основную форму и конкретные размеры каждой втулки в формате, установленном Американским национальным институтом стандартов (ANSI). Этот формат состоит из одной-четырех букв для обозначения типа втулки, размера наружного диаметра в 64 доли дюйма, размера длины в 16 долях дюйма и внутреннего диаметра втулки, указанного с точностью до четырех десятичных знаков.
Рисунок 10-1. Для сверлильных втулок используются буквенно-цифровые обозначения ANSI, которые определяют тип и конкретные размеры втулки.
Втулки постоянные сверлильные
Постоянные втулки предназначены для ограниченного производства, когда втулки не меняются регулярно в течение срока службы держателя. Постоянные втулки либо вдавливаются непосредственно в пластину кондуктора, либо заливаются на место. Поскольку эти втулки установлены постоянно, повторная замена может вызвать износ монтажного отверстия и снизить точность и надежность установки. Ниже представлены различные разновидности постоянных втулок.
Прессовая посадка. Втулки с запрессовкой, рис. 10-2, являются наиболее распространенными и наименее дорогими постоянными втулками. Эти втулки обозначаются буквой P (или PC, если втулка твердосплавная). Втулки с запрессовкой предназначены для одноэтапных операций, таких как сверление или развертывание. Втулки запрессовываются прямо в кондукторную плиту. Они удерживаются на месте за счет запрессовки. На Рис. 10-3 показан рекомендуемый размер отверстия для втулок с прессовой посадкой. Конструкция без головки позволяет устанавливать втулки близко друг к другу и заподлицо с верхней частью кондуктора.Однако такая конструкция обеспечивает меньшую устойчивость к большим осевым нагрузкам.
Рисунок 10-2. Гладкие запрессованные втулки для стационарной установки — самые популярные и наименее дорогие сверлильные втулки.
Головка с прессовой посадкой. Втулки с запрессовкой, рис. 10-4, аналогичны втулкам с запрессовкой по конструкции и применению. Однако эти втулки изготавливаются с головкой. Втулки с запрессовкой в головку разработаны для применений, где большие осевые нагрузки могут проталкивать втулку с запрессовкой через монтажное отверстие.Втулки с запрессованной головкой — это втулки типа H или HC (карбид). Эти втулки можно устанавливать с открытой головкой, как показано на рисунке, или с зенковкой, если втулка должна быть установлена заподлицо с верхней частью зажимной пластины. Когда зажимная пластина расточена, только диаметр корпуса втулки обеспечивает местоположение, и только этот диаметр необходимо развернуть. Область расточки обеспечивает зазор для головы и не должна быть точно подогнана. На Рисунке 10-5 показаны стандартные диаметры головки. Длина втулки измеряется от нижней стороны головки до выходного конца втулки.
Рисунок 10-3. Рекомендуемые размеры отверстий для запрессованных втулок в незакаленных стальных или чугунных зажимных пластинах. Рисунок 10-4. Втулки с запрессовкой с головкой имеют головку, способную выдерживать большие осевые нагрузки. Рисунок 10-5. Размеры запрессованных втулок с головкой.
Прессовая посадка с зубцами . Зубчатые втулки с запрессовкой типа SP, показанные на рис. 10-6, используются в тех случаях, когда закаленная втулка сверла устанавливается в мягкую зажимную плиту. Втулки имеют вечную монтажную поверхность как с точно отшлифованным диаметром, так и с зубчатым или прямым рифленым участком.Заземленная часть выравнивает втулку в монтажном отверстии так же, как втулка с запрессовкой. Зубцы предотвращают любое вращательное движение от нагрузок с высоким крутящим моментом. Зубцы также выдерживают осевые нагрузки, которые могут протолкнуть втулку через зажимную пластину. Эти втулки хорошо подходят для зажимных пластин из алюминия, магния, масонита, дерева или подобных мягких материалов.
Рисунок 10-6. Зубчатые втулки с запрессовкой имеют зубцы наверху для предотвращения вращения в мягких материалах, таких как алюминий.
Serrata Groove. Втулки с пазами Serrata, тип SG, рис. 10-7, аналогичны втулкам с зубчатой посадкой и запрессовкой. Однако в них не сочетаются точный диаметр и зубцы. Вместо этого втулки с зубчатой канавкой имеют зазубрины по всей своей длине. Зубцы и канавки, прорезанные по окружности этих втулок, подходят им как для запрессовки, так и для литья на месте. Эти втулки обладают высоким сопротивлением крутящему моменту, но из-за их монтажной поверхности с прямой накаткой они имеют пониженное сопротивление осевым нагрузкам.Точно так же, поскольку окружность этих втулок имеет зубцы, а не шлифовку, внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.
Рисунок 10-7. Втулки с канавкой Serrata имеют прямые зубья по всей длине для монолитной или герметичной установки.
Алмазная канавка. Втулки с алмазной канавкой типа DG — это еще одна форма втулки для монолитных конструкций. Как показано на Рис. 10-8, эти втулки напоминают втулку с зубчатой канавкой, но имеют накатку с ромбовидным рисунком, а не с прямой накаткой по окружности.Алмазная накатка обеспечивает высокое сопротивление как вращательным, так и осевым силам. Как и втулки с зубчатой канавкой, втулки с алмазной канавкой по периметру имеют накатку и не шлифуются, поэтому внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.
Рисунок 10-8. Втулки с алмазной канавкой имеют наружный диаметр с алмазной накаткой для монолитной или герметичной установки при больших осевых нагрузках.
Втулки с алмазной канавкой не следует использовать для запрессовки.Для запрессовки втулки с прямыми зубьями лучше подходят, потому что, когда они вдавливаются в зажимную пластину, материал, вытесняемый точками накатки, перемещается в область между ними. С другой стороны, накатка с ромбовидным рисунком разрезает материал и фактически расширяет отверстие.
В случае монолитного монтажа втулки устанавливаются в отверстия большего диаметра. Пространство между внешней поверхностью втулки и внутренней частью отверстия заполнено эпоксидной смолой или сплавом с низкой температурой плавления, рисунок 10-9.
Рисунок 10-9. Втулки с алмазной канавкой имеют наружный диаметр с алмазной накаткой для монолитной или герметичной установки при больших осевых нагрузках.
Шаблон. Шаблонные втулки типа TB, рисунок 10-10, предназначены для тонких кондукторов. Эти втулки позволяют использовать инструменты большего диаметра с тонкой зажимной пластиной. Вместо использования более толстой зажимной пластины, которая обычно требуется для поддержки сверл большего диаметра, шаблонные втулки обеспечивают необходимую поддержку сверла в зажимных плитах толщиной от 1/16 «до 3/8».Это снижает как стоимость, так и вес зажимной пластины.
Рисунок 10-10. Шаблонные втулки предназначены для тонких шаблонных пластин толщиной от 1/16 до 3/8 дюйма. Шаблонные втулки
устанавливаются, как показано на Рисунке 10-11. При размещении шаблонных втулок соблюдайте минимальные краевые расстояния и расстояния между отверстиями, показанные на Рисунке 10-12 (a). При правильном расположении монтажное отверстие просверливается и расширяется на 0,001–0,003 дюйма больше, чем установочный диаметр втулки. Отверстие утоплено со стороны детали, чтобы втулка могла сесть.015 ”ниже поверхности, Рисунок 10-12 (b). Затем вставляется втулка и запрессовывается в отверстие.
Рисунок 10-11. Шаблонные втулки устанавливаются с помощью монтажного приспособления. Расположение отверстий При размещении отверстий соблюдайте минимальные расстояния между отверстиями и краевые расстояния, указанные ниже:
ВТУЛКА OD
А МИНИМУМ
B МИНИМУМ
3/8
.60
. 250
1/2
.73
,312
3/4
.98
. 438
2. Развертка и зенковка Разверните отверстие на 0,001–0,003 больше, чем внешний диаметр втулки. Развернутое отверстие зенковано, чтобы втулка могла сесть на 0,015 ниже заподлицо с поверхностью. Для достижения наилучших результатов используйте инструмент для зенковки с пилотом, чтобы зенковка была концентрической и без следов дребезга. По возможности установите стопорное кольцо с оправочным прессом. Инструмент для установки также имеет резьбу для установки на заклепочный пистолет или другой ударный инструмент.Перед установкой убедитесь, что верхняя поверхность стопорного кольца находится в пределах +,005 / — 0,010 от верхнего края канавки втулки.
Рисунок 10-12. Порядок установки шаблонных втулок.
Стопорное кольцо устанавливается с помощью установочного инструмента. При установке стопорного кольца убедитесь, что верхняя часть кольца находится в пределах +,005 дюйма / — 10 дюймов от верха канавки во втулке, рисунок 10-12 (c), перед использованием установочного инструмента. Зубцы на окружности втулки предотвращают вращательное движение.Стопорное кольцо фиксирует втулку в зажимной плите и ограничивает любое осевое перемещение.
Печатная плата. Втулки для печатных плат типов CB и CBC (твердосплавные), рис. 10-13, доступны в исполнении без головки или с головкой. Эти втулки специально разработаны для сверл малых диаметров. Втулки для печатных плат доступны для размеров сверл от # 80 до 9/64 ”и изготавливаются в различных стилях для конкретных сверлильных станков для печатных плат. На Рис. 10-14 показаны некоторые из наиболее распространенных форм вводов печатных плат.
Рисунок 10-13. Втулки для печатных плат предназначены для размещения больших хвостовиков сверл для печатных плат.
Сменные буровые втулки
Заменяемые втулки разработаны для применений, где втулки необходимо регулярно менять в течение срока службы держателя. Замена втулок производится при их износе или при выполнении нескольких операций в одном отверстии. При выполнении нескольких операций используются две или более бурильных втулки для выполнения требуемого отверстия.Двумя основными формами втулок для возобновляемых установок являются возобновляемые бурильные втулки и вкладыши. Втулка сверла фиксирует режущий инструмент и поддерживает его. Втулка хвостовика устанавливает и поддерживает буровую втулку. И буровые втулки, и вкладыши для возобновляемых устройств доступны в нескольких стилях.
Рисунок 10-14. Варианты вводов печатной платы.
Скользящий / фиксированный возобновляемый. Проскальзывающие / фиксированные заменяемые втулки типов SF и SFC (твердосплавные) являются наиболее распространенной формой заменяемых втулок, рис. 10-15.Эта возобновляемая втулка является заменой старых и устаревших возобновляемых втулок с проскальзыванием типа S и фиксированных возобновляемых втулок типа F. Проскальзывающие / фиксированные заменяемые втулки объединяют в одной втулке как скользящую, так и фиксированную блокировку, рисунок 10-16.
Рисунок 10-15. Фиксированные / скользящие сменные втулки — это сменные бурильные втулки, используемые в крупносерийном производстве. Рисунок 10-16. Фиксированные / скользящие сменные втулки — это сменные бурильные втулки, используемые в крупносерийном производстве.
Проскальзывающие / фиксированные возобновляемые втулки обычно используются в длительных производственных циклах, когда требуется замена втулок.Эти втулки могут быть установлены как в фиксированной-возобновляемой, так и в скользящей-заменяемой конфигурации, просто вращая втулку, Рисунок 10-17.
Рисунок 10-17. Проскальзывающую / фиксированную заменяемую втулку можно установить как фиксированно-возобновляемую или как фиксированно-возобновляемую, просто повернув втулку.
Стационарно-возобновляемая установка предназначена для одноэтапных операций, таких как сверление или развертывание. Эти втулки меняют только при износе втулок. Постоянно заменяемые втулки удерживаются на месте стопорным винтом или круглым зажимом.Зажимы удерживают втулку на месте и предотвращают любое движение во время цикла обработки. При замене втулки зажим снимается, а втулка заменяется. Затем снова устанавливают зажим, чтобы надежно удерживать втулку.
Сдвижные возобновляемые установки удобны для приложений, когда несколько операций выполняются в одном отверстии. Один из примеров — просверливание и расширение одного и того же отверстия. Устанавливается первая скользящая втулка и просверливается отверстие. Буровая втулка снимается.Затем устанавливают расширительную втулку и расширяют отверстие до нужного размера.
Сторона скольжения-возобновляемая обеспечивает быстрое переключение. Втулка вращается по часовой стрелке, чтобы зафиксировать ее на месте, и вращается против часовой стрелки для снятия, Рисунок 10-18. Вырез в конце выемки позволяет легко снимать и заменять втулку. Такая конструкция гарантирует, что вращение сверла не позволит втулке выйти из отверстия. Хотя скользящие / фиксированные заменяемые втулки обычно устанавливаются во втулку вкладыша, они также могут быть установлены непосредственно в зажимной плите.На Рис. 10-19 показаны рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.
Рисунок 10-18. Втулка, заменяемая скольжением, вращается по часовой стрелке, чтобы зафиксировать ее на месте, и вращается против часовой стрелки для снятия. Рисунок 10-19. Рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.
Цековка. Наиболее эффективная площадь контакта между внутренним диаметром втулки и режущим инструментом составляет примерно полтора диаметра режущего инструмента.Добавленная опорная поверхность, как ее еще называют, может создать большее сопротивление сверлу, а также вызвать проблемы со стружкой, накапливающейся внутри втулки, вызывая преждевременный износ и даже приводя к поломке сверла. По этим причинам стандартные втулки сверла с длиной, превышающей этот приблизительно полтора размера, будут иметь зенковку вверху. Эта часть с цековками по-прежнему обеспечивает адекватную опору для сверла, устраняя при этом возможные проблемы накопления стружки и поломки сверла. В таблице данных по расточке на рис. 10-20 показано, какая длина втулки имеет зенковку, а какая нет.Эти более длинные втулки можно заказать как втулки «без цековки» за дополнительную плату.
Рисунок 10-20. Длинные втулки для сверл малых размеров имеют небольшие зенковки, чтобы предотвратить заедание и нагревание из-за чрезмерной длины подшипника.
Лайнер. Вкладыши типа L, рис. 10-21, напоминают втулки с запрессовкой, но имеют больший размер. Втулки вкладыша используются с втулками возобновляемого типа, чтобы обеспечить закаленное, износостойкое отверстие в мягкой пластине кондуктора. Тесная скользящая посадка между заменяемой втулкой и втулкой гильзы позволяет многократно менять втулку в течение длительных производственных циклов без потери точности позиционирования.Безголовая конструкция втулок гильзы позволяет устанавливать их близко друг к другу и заподлицо с верхней частью кондукторной пластины. Однако, как и втулки с прессовой посадкой, эти втулки обладают меньшей устойчивостью к большим осевым нагрузкам.
Рисунок 10-21. Вкладыши — это постоянные втулки, используемые для удержания и фиксации заменяемых буровых втулок.
Вкладыш головы. Втулки вкладыша, тип HL, рис. 10-22, похожи на втулку вкладыша по конструкции и применению, но изготавливаются с головкой. Втулки вкладыша головки блока цилиндров, как и втулки с запрессовкой в головку, разработаны для применений, в которых большие осевые нагрузки могут протолкнуть втулку с запрессовкой через монтажное отверстие.Эти втулки можно устанавливать с открытой головкой или с зенковкой, как показано. Когда зажимная пластина расточена для монтажа, только диаметр корпуса втулки обеспечивает местоположение, и только этот диаметр необходимо развернуть. Область расточки обеспечивает зазор для головы и не должна быть точно подогнана. На Рис. 10-23 показаны стандартные диаметры головки. Примечание: длина втулки передней облицовки измеряется сверху вниз втулки и включает высоту головки.
Рисунок 10-22. Вкладыши головки имеют головку, способную выдерживать большие осевые нагрузки. Рисунок 10-23. Размеры вкладышей вкладышей головного типа.
Стопорные винты и зажимы. Заменяемые втулки обычно удерживаются в зажимной пластине с помощью стопорного винта или зажима. Стопорный винт или зажим оба радиально устанавливают втулку во вкладыш и удерживают втулку на месте. Стопорный винт, рис. 10-24 (а), является наиболее распространенной формой запорного устройства. Эти винты обычно устанавливают втулки либо на их скользящих возобновляемых сторонах, либо на фиксированных-возобновляемых сторонах.Винты сделаны с уступом под головкой, как показано. Для установки втулок на их скользящей заменяемой стороне заплечик обеспечивает необходимый зазор, необходимый для вращения втулки при установке и снятии. При установке на фиксированной-заменяемой стороне нижняя часть головки надежно удерживает втулку на месте.
Приспособление для фиксации стопорного винта, Рисунок 10-24 (b), фиксирует эти стопорные винты относительно заменяемой втулки. Как показано на Рис. 10-24 (c), установочный зажим стопорного винта располагается напротив втулки и ударяется молотком, чтобы отметить местоположение стопорного винта.
Рисунок 10-24. Стопорные винты — наиболее распространенное удерживающее устройство для заменяемых втулок. Показанный кернер представляет собой универсальное приспособление для установки большинства стопорных винтов и зажимов.
Зажим с круглым концом, рис. 10-25 (a), также можно использовать для установки втулок на их скользящих или фиксированных-заменяемых сторонах. Этот зажим бывает двух высот для установки втулки с утопленным или выступающим вкладышем, Рисунок 10-25 (b).
(А) (В) Рисунок 10-25. Зажим с круглым концом — это более прочная альтернатива стопорным винтам.
Круглый зажим представляет собой зажим для втулки, разработанный специально для удержания втулок на их неподвижно-заменяемой стороне. Как показано на Рисунке 10-26, круглые зажимы удерживаются на месте винтом с головкой под торцевой ключ. Приспособление для фиксации стопорного винта также можно использовать для установки этих зажимов.
Рисунок 10-26. Круглый зажим используется для плотного зажима втулок на их неподвижно-заменяемой стороне.
Плоский зажим, показанный на Рисунке 10-27 (a), представляет собой еще одну форму зажима втулки.Эти зажимы используются для фиксированных-заменяемых втулок старых типов, которые имеют плоскофрезерованную область зажима. Как и зажим с круглым концом, плоский зажим имеет две высоты для установки втулки с утопленным или выступающим вкладышем, рис. 10-27 (b).
Рисунок 10-27. Плоский зажим представляет собой зажим втулки для фиксированных-заменяемых втулок с плоской фрезерованной областью зажима.
Фиксирующий вкладыш. Втулка стопорного вкладыша, тип UL, рис. 10-28, представляет собой втулку уникальной конструкции для установки втулки с возможностью скольжения.Как показано, втулка объединяет в себе гильзу и стопорное устройство в одном блоке. Базовая конструкция этой втулки аналогична вкладышу головки, но имеет специальный фиксатор, который исключает необходимость использования стопорного винта. Втулки стопорной гильзы немного дороже, чем заменяемый ими блок гильзы / стопорного винта, но сокращение времени установки более чем компенсирует любые дополнительные расходы. Примечание: эти вкладыши можно использовать только на скользящей возобновляемой стороне.
Рисунок 10-28. Втулки стопорного вкладыша имеют специальный фиксатор, который исключает необходимость использования стопорного винта.Эти вкладыши могут использоваться только для скользящих возобновляемых приложений, а не фиксироваться.
Стопорный вкладыш с алмазной насечкой. Втулка стопорной гильзы с алмазной накаткой, тип ULD, рис. 10-29, является разновидностью стопорной гильзы. Эти втулки представляют собой форму вкладышей для монолитных конструкций. Они объединяют вкладыш и фиксирующее устройство в единый блок, но фиксирующие вкладыши с ромбовидной насечкой имеют по окружности рифленую насечку с ромбовидным рисунком. Накатка обеспечивает высокое сопротивление как вращательным, так и осевым силам.Как и у других втулок с накаткой, окружность этих втулок гильзы не шлифуется, поэтому внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.
Рисунок 10-29. Втулки стопорной гильзы с алмазной насечкой отливаются на месте или заливаются.
EZ-Cast Liner. Втулки гильзы EZ-Cast, тип EZ, рис. 10-30, представляют собой еще одну форму втулки гильзы, монтируемой на месте. Однако, в отличие от стопорных вкладышей с алмазной накаткой, эти втулки имеют встроенный стопорный винт и могут использоваться для крепления любой стороны скользящих / фиксированных сменных втулок.Безголовая конструкция этих вкладышей позволяет устанавливать их заподлицо с верхней частью зажимной пластины. Накатка с ромбовидным рисунком обеспечивает высокую устойчивость как к вращательным, так и осевым силам. Как и у других втулок с накаткой, монтажная поверхность этих втулок не шлифуется, поэтому для точного выравнивания втулки необходимо использовать внутренний диаметр.
Рисунок 10-30. Вкладыши EZ-Cast представляют собой монолитные вкладыши, которые можно использовать как в скользящих, так и в фиксированных возобновляемых устройствах.
Пистолетная дрель. Втулки для пистолетных сверл, рис. 10-31, представляют собой специальные втулки для станков для глубокого сверления. Тип втулки определяется типом сверлильного станка. Втулки для пистолетных сверл похожи на скользящие / фиксированные заменяемые втулки как по внешнему виду, так и по применению, но втулки для пистолетных сверл имеют опорную площадку для сверления на головном конце втулки. В зависимости от станка для ружейного сверления эти втулки бывают цельными или состоящими из двух частей.
Рисунок 10-31. Втулки для пистолетных сверл специально разработаны для сверлильных станков (глубокое сверление). Рисунок 10-32. Варианты неразъемных втулок для перфорационных сверл. Рисунок 10-33. Втулки вкладыша ружейного сверла и втулки режущего сверла используются вместе. Рисунок 10-34. Типовая установка для ружейного сверления.
Втулка для ружейного сверла типа GD представляет собой неразъемную втулку. Как показано на Рис. 10-32, к обозначению GD добавляется третья буква. Эта буква соответствует втулке определенного типа сверлильного станка. Втулки GDL (вкладыш) и GDI (вкладыш) состоят из двух частей. Как показано на Рис. 10-33, эти втулки используются вместе.На Рис. 10-34 показаны втулки в типичной установке для ружейного бурения.
Сверлильные втулки с пневматической подачей
Втулки пневматического сверла
— это специальные втулки, разработанные для различных коммерческих самоподводящих сверл с пневматической подачей, трамбовщиков и бурильных машин с обратной заделкой. Эти буровые втулки, называемые «хвостовиками», являются частью полной системы, в которую входят хвостовики, хомуты и монтажные приспособления. Хвостовики и хомуты доступны по отдельности или в сборе. В собранном виде устройство называется узлом переходника с наконечником, рис. 10-35.
Рисунок 10-35. Узлы наконечника переходника представляют собой втулки сверла, устанавливаемые на дрели с пневматической подачей.
Хвостовики, как и стандартные втулки, имеют внутренний диаметр, соответствующий диаметру режущего инструмента, и внешний диаметр, соответствующий установленной на зажимной втулке. Втулка предназначена как для крепления узла наконечника к двигателю самоподъемной буровой установки, так и для удержания всего узла во втулке хвостовика, установленной на зажимном приспособлении. Как показано на Рис. 10-36, узел наконечника перевернут во вкладыше и повернут на 30º против часовой стрелки, чтобы заблокировать узлы вместе.На Рис. 10-37 показаны различные варианты монтажа втулок гильзы, закрепленных на зажимном приспособлении. Двумя основными формами втулок с пневматической подачей являются втулки для стандартных сверл с пневматической подачей и для сверл с пневматической подачей охлаждающей жидкости.
Рисунок 10-36. Пневматические сверла устанавливаются путем вставки наконечника адаптера в фиксирующий вкладыш. Рисунок 10-37. Варианты монтажа втулки для втулок пневматического сверла.
Стандартные втулки. Стандартные втулки подачи воздуха, рис. 10-38, имеют узел наконечника, состоящий из отдельных узлов хвостовика и втулки.Хомут прикрепляет блок к револьверной головке сверла либо напрямую, либо через дополнительный редуктор. Хвостовик может иметь гладкий конец или иметь контурную форму. Хвостовик с контурным острием представляет собой модифицированный стандартный хвостовик для сверления криволинейных или наклонных поверхностей. Как показано на Рис. 10-39, хвостовик с контурным острием имеет двойной угол наклона под углом 8 ° и 45 ° на конце хвостовика.
Рисунок 10-38. Носовая часть дрели с пневматической подачей. Рисунок 10-39. Хвостовик с контурным острием модифицирован для сверления криволинейных или наклонных поверхностей. Рисунок 10-40. Втулки с подачей охлаждающей жидкости аналогичны стандартным втулкам подачи воздуха, но имеют отверстия в каждом элементе для подачи охлаждающей жидкости через узел к режущему инструменту.
Втулки для подачи охлаждающей жидкости. Втулки подачи охлаждающей жидкости, рис. 10-40, по сути такие же, как и стандартные втулки подачи воздуха, за исключением добавления просверленных каналов в каждом из элементов, предназначенных для подачи охлаждающей жидкости через узел к режущему инструменту. Носовая часть сверла для подачи воздуха также отличается, как показано на рисунке, для подсоединения разъема для шланга охлаждающей жидкости.
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
В дополнение к стандартным вариантам втулки, для конкретных ситуаций бурения также доступен ряд дополнительных функций. Эти дополнительные функции повышают универсальность втулок и полезны по-разному.
Стружколомы
Втулки стружколома типа CH, рис. 10-41, аналогичны втулкам возобновляемого типа SF. Однако эти втулки имеют ряд специально разработанных вырезов на выходе из отверстия втулки.Выемки разрушают стружку, образующуюся при сверлении твердых или волокнистых материалов. Измельчение стружки снижает трение и тепловыделение. Кроме того, стружколомы также уменьшают износ втулки на выходе из сверла и сводят к минимуму любую вероятность повреждения втулки или заготовки. Стружколомы также доступны для других типов втулок, таких как втулки P и H.
Рисунок 10-41. Втулки стружколома имеют специально разработанные выемки на конце сверла для дробления стружки.
Направленные каналы охлаждающей жидкости
Втулки
с направленным подачей охлаждающей жидкости, рис. 10-42, также похожи на сменные втулки SF. Втулки с направленной подачей охлаждающей жидкости типа DC имеют проходы для охлаждающей жидкости, встроенные во втулки, которые направляют поток охлаждающей жидкости в зону резания. Такая конструкция охлаждает режущий инструмент и смывает скопившуюся стружку. Втулки направленной подачи охлаждающей жидкости могут быть установлены либо во втулки DCL (гильза), либо DCHL (гильза головки), рисунок 10-43. Эти специальные втулки вкладыша имеют уникальную конструкцию, которая направляет поток охлаждающей жидкости из просверленного канала коллектора через вкладыш к отверстиям в стенке втулки.
Рисунок 10-42. В втулках с направленной подачей охлаждающей жидкости просверлены проходы для направления охлаждающей жидкости в зону резания. Рисунок 10-43. Гильзы с направленной подачей охлаждающей жидкости используются с втулками с направленной подачей охлаждающей жидкости.
Масляные канавки
Втулки с масляной канавкой
, рис. 10-44, обеспечивают надлежащее охлаждение и смазку режущего инструмента. Втулка этого типа хорошо подходит для таких операций, как сверление закаленной стали, где требуется постоянная подача смазочно-охлаждающей жидкости. Масляные канавки доступны для большинства типов втулок, включая возобновляемые втулки P, H и SF.Канавки представляют собой проходы специальной конструкции, прорезанные в стенке втулки с внутренним диаметром.
Рисунок 10-44. Втулки с масляными канавками имеют внутренние канавки, которые обеспечивают полную смазку и охлаждение сверла.
Втулки с масляными канавками изготавливаются либо с масляным отверстием, масляным отверстием и внешней канавкой, либо без масляного отверстия, Рисунок 10-45. Втулки с отверстиями для масла направляют поток масла из просверленного прохода коллектора. Втулки без отверстия для подачи масла под действием силы тяжести подают масло к режущему инструменту через головной конец втулки.Существует 25 различных рисунков канавок для удовлетворения практически любых требований, рис. 10-46. Концевые дворники, рис. 10-47, также доступны для защиты от грязи и стружки. Эти дворники предназначены для масляных канавок, которые не выходят из строя на конце дворника.
Рисунок 10-45. Существует три основных варианта подачи жидкости во внутренние канавки. Рисунок 10-46. Втулки с масляными канавками доступны в 25 различных стилях канавок. Рисунок 10-47. Втулки с масляными канавками опционально доступны с грязесъемниками для защиты от попадания грязи и стружки внутрь.
Выходные угловые
Втулки
всегда следует располагать так, чтобы они обеспечивали максимальную поддержку режущего инструмента. Иногда с поверхностями неправильной формы это невозможно со стандартными втулками. Таким образом, выходной конец втулки должен быть модифицирован или изменен, чтобы соответствовать конкретной форме поверхности детали. Для таких условий доступны втулки с выходом под углом, рис. 10-48. Изменение формы выходного конца втулки обеспечивает наилучшую опору. Он также предотвращает любое боковое смещение или отклонение режущего инструмента.Хотя режущий инструмент практически любого размера может сместиться в желаемое центральное положение при неправильной опоре, это особенно верно для режущих инструментов меньшего диаметра.
Рисунок 10-48. Втулки с угловым выходом иногда требуются для сверления криволинейных или наклонных поверхностей.
Первый этаж
Шлифованные поверхности обычно указываются для втулок, которые должны располагаться близко друг к другу в зажимной плите. Хотя практически для любого ввода можно использовать шлифованные лыски, они особенно подходят для вводов с головкой, как показано на Рис. 10-49.Шлифованные поверхности позволяют размещать стандартные вводы очень близко друг к другу с простой переделкой.
Рисунок 10-49. Отшлифованные лыски можно использовать для установки втулок вплотную друг к другу.
Тонкостенные втулки
Тонкостенные втулки, как следует из их названия, представляют собой втулки для сверления с очень тонкими стенками, рис. 10-50. Эти втулки также используются в тех случаях, когда отверстия расположены близко друг к другу. Одно предупреждение: поскольку толщина стенок довольно мала, эти втулки будут иметь тенденцию повторять форму монтажного отверстия.По этой причине геометрия монтажного отверстия очень важна для точности установки.
Рисунок 10-50. Тонкостенные втулки также можно использовать для размещения втулок близко друг к другу.
Альтернативные материалы
Стандартные буровые втулки изготовлены из нержавеющей стали 1144. Они закалены до твердости по внутреннему диаметру RC 62-64. Другие материалы, такие как сталь 52100, нержавеющая сталь серии 300, нержавеющая сталь серии 400, инструментальная сталь A2, инструментальная сталь D2, инструментальная сталь D3, инструментальная сталь M2, карбид вольфрама и бронза, также доступны для особых ситуаций.
Втулки особого размера
В дополнение к широкому диапазону стандартных размеров втулки практически любые комбинации внутреннего диаметра, внешнего диаметра, длины, размера головки, типа головки или специальных допусков доступны как специальные. Эти специальные втулки можно полностью настроить в соответствии с любыми условиями обработки или потребностями.
УСТАНОВКА
УСТАНОВКА
Для выполнения своей работы сверлильные втулки должны быть правильно установлены.Установка начинается с тщательного проектирования, в соответствии с которым тип и размер проходного изолятора соответствуют требуемым операциям. Этот процесс также включает в себя выбор правильной толщины зажимной пластины и установление надлежащего монтажного зазора между втулкой и заготовкой.
Пластины для зажимных приспособлений
«Пластина кондуктора» — это термин, используемый для обозначения частей кондуктора, которые удерживают и поддерживают буровые втулки. Толщина кондукторной пластины является важным фактором при установке буровых втулок.Толщина кондуктора обычно определяется размерами требуемых втулок.
Как правило, длина втулок должна быть достаточной только для того, чтобы правильно поддерживать и направлять режущий инструмент. Как показано на Рисунке 10-51, толщина зажимной пластины обычно должна быть в 1-2 раза больше диаметра инструмента. Такая толщина обеспечивает адекватную опору для режущего инструмента, но при этом сохраняет зажимную пластину как можно более легкой. Когда используются сверла нескольких разных размеров, толщина зажимной пластины обычно определяется наибольшим диаметром инструмента.
Рисунок 10-51. Толщина зажимной пластины должна быть в 1-2 раза больше диаметра инструмента.
Зазор для стружки
Зазор для стружки — еще один фактор, который необходимо тщательно продумать перед выбором и установкой сверлильных втулок. Стружколом — это расстояние между концом втулки и обрабатываемой поверхностью. Как правило, материалы или операции, при которых образуются большие волокнистые стружки, обычно требуют большего зазора. Те, которые производят мелкую стружку, требуют меньшего зазора.
В большинстве случаев установка с небольшим зазором или без него обеспечивает более точное позиционирование инструмента, но имеет тенденцию забиваться стружкой. Кроме того, когда втулка расположена напротив обрабатываемой детали, фактическая площадь опоры сверла во втулке уменьшается на длину острия сверла. С другой стороны, слишком большой зазор, хотя и с меньшей вероятностью засорения, может также увеличить вероятность неточности позиционирования.
Как показано на Рисунке 10-52, рекомендуемый зазор для сверления общего назначения составляет от ½ до 1 ½ диаметра инструмента.Этот зазор между втулкой и заготовкой снижает столкновение стружки. Такая операция, как развертывание, которая дает меньшую стружку и требует большей точности позиционирования, обычно должна иметь зазор приблизительно от до ½ диаметра инструмента. В таких ситуациях стружка меньшего размера представляет меньшую проблему и позволяет уменьшить зазор для обеспечения необходимой точности.
Рисунок 10-52. Стружколом между втулкой и заготовкой должен составлять от ½ до 1 ½ диаметра инструмента для сверления и от до ½ диаметра инструмента для развертывания.
Когда и сверление, и развертывание выполняются в одном и том же месте с помощью заменяемой втулки, можно использовать два разных зазора втулки. Расположение втулок, такое как показано на Рисунке 10-53, скользящие / фиксированные заменяемые втулки с двумя разными длинами, удовлетворяет обоим требованиям к зазору. Более короткая втулка используется для сверления; более длинная втулка используется для развёртывания.
Рисунок 10-53. Когда отверстия сначала просверливаются, а затем расширяются, можно использовать сменные скользящие втулки разной длины.
Подготовка установочного отверстия
При установке втулки сверла в первую очередь следует учитывать размер и геометрию монтажных отверстий. Все монтажные отверстия должны быть идеально круглыми. По этой причине отверстия следует просверлить или рассверлить, чтобы обеспечить правильную округлость. Обычные спиральные сверла не следует использовать для чистовой обработки монтажных отверстий, потому что они редко прорезают действительно круглые отверстия или отверстия точного размера. Размер отверстия имеет решающее значение для правильной работы втулки.
Идеальная посадка с натягом или запрессовкой составляет 0,0005–0,0008 дюймов для гильз и втулок без головки и запрессованных втулок и от 0,0003 до 0,0005 дюймов для втулок с запрессовкой с головкой. Посадка с большим натягом может вызвать проблемы либо из-за деформации втулки, либо из-за деформации зажимной пластины. Посадка с натягом меньше рекомендованного может привести к неплотной посадке втулки, которая раскручивается при приложении нагрузки.
Другие факторы, которые следует учитывать при определении размера монтажного отверстия:
Втулки с головкой требуют меньшего натяжения, чтобы противостоять усилию бурения.
Более длинные втулки в более толстых кондукторах требуют меньшего натяга.
Тонкостенные втулки более подвержены деформации, чем обычные втулки.
Менее пластичные материалы для оправки требуют меньшего натяга.
Процедура установки
Для установки втулки сверла предпочтительнее оправочный пресс, рисунок 10-54 (а). Использование оправочного пресса позволяет поддерживать постоянное и равномерное давление. Если оправочный пресс недоступен, а диаметр втулки достаточно велик, можно также использовать стяжной болт и шайбу, Рисунок 10-54 (b).Если единственный доступный инструмент — это молоток, не ударяйте напрямую по втулке. Это может привести к поломке втулки. Используйте пуансон из мягкого металла, чтобы смягчить удары молотка.
Рисунок 10-54. Два метода правильной установки запрессованных втулок.
Чтобы предотвратить повреждение втулки или монтажного отверстия, смажьте внутреннюю поверхность монтажного отверстия и внешнюю поверхность втулки смазочным составом. Это упрощает установку и уменьшает любые задиры или заедания между сопрягаемыми поверхностями.Всегда устанавливайте изолятор так, чтобы заземляющий провод входил в отверстие первым. Этот вывод помогает выровнять и позиционировать втулку для установки.
Втулки без шлифовки для отверстий большого диаметра
Каждый тип втулки с запрессовкой также доступен с неотшлифованным внешним диаметром. Они предназначены для индивидуальных применений в изношенных или изношенных монтажных отверстиях. Конкретное количество оставшегося шлифовального материала определяется размером и стилем втулки, но колеблется от.005 ”- 0,020”. Втулки указываются путем добавления буквы «U» к стандартному обозначению втулки, например HU-20-16-.1250. При шлифовании втулок до определенного размера следует использовать шлифовальную оправку, чтобы обеспечить требуемую соосность внутреннего и внешнего диаметров.
Таблица размеров сверл — обработка
Таблица размеров сверл содержит список сверл стандартного размера в нескольких
системы измерения, включая дробные, метрические, числовые и буквенные.Десятичный
эквиваленты диаметров показаны как в английских, так и в метрических единицах измерения. Дробные размеры
измеряется в дюймах, а метрические размеры — в миллиметрах. Калибр и буква провода
Системы относятся к диаметрам инструмента, которые увеличиваются при уменьшении калибра проволоки с # 107 до # 1 и
затем продолжайте от A до Z. Таблица размеров сверл содержит инструменты диаметром до 1,5 дюймов,
но обычно используются и более крупные инструменты.
Загружаемые версии:
английский
Метрическая
Стандарт размера сверла:
Дробное
Письмо
Калибр провода
Метрическая
Размер сверла
Диаметр (дюйм)
Диаметр (мм)
№ 107
0.0019
0,0483
0,05 мм
0,0020
0,0500
# 106
0,0023
0,0584
# 105
0,0027
0,0683
04
0,0683
04
0,0683
0
0,0787
# 103
0,0035
0,0889
# 102
0,0039
0,0991
0,1 мм
0.0039
0.1000
# 101
0.0043
0.1092
# 100
0.0047
0.1194
# 99
0.0051
0.1295
0.0051
0.1295
0.1295
0,1397
# 97
0,0059
0,1499
# 96
0,0063
0,1600
# 95
0,0067
0.1702
# 94
0,0071
0,1803
# 93
0,0075
0,1905
0,2 мм
0,0079
0,2000
0
# 91
0,0083
0,2108
# 90
0,0087
0,2210
# 89
0,0091
0,2311
# 88
# 88.
0095
0,2413
# 87
0,0100
0,2540
# 86
0,0105
0,2667
# 85
0,0110
0,2794
0 #
0,0110
0,2794
0
0,2921
0,3 мм
0,0118
0,3000
# 83
0,0120
0,3048
# 82
0,0125
0.3175
# 81
0,0130
0,3302
# 80
0,0135
0,3429
# 79
0,0145
0,3680
0,3680
900 0,3969
0,4 мм
0,0158
0,4000
# 78
0,0160
0,4064
# 77
0,0180
0.4572
0,5 мм
0,0197
0,5000
# 76
0,0200
0,5080
# 75
0,0210
0,5334
23
2 4
0,6 мм
0,0236
0,6000
# 73
0,0240
0.6096
# 72
0,0250
0.6350
# 71
0,0260
0,6604
0,7 мм
0,0276
0,7000
# 70
0,0280
0,7112
4
24
44
24
4
# 68
0,0310
0,7874
1/32 дюйма
0,0313
0,7938
0,8 мм
0,0315
0.8000
# 67
0,0320
0,8128
# 66
0,0330
0,8382
# 65
0,0350
0,8890
0,8890
# 64
0,0360
0,9144
# 63
0,0370
0,9398
# 62
0,0380
0,9652
0 61
0390
0,9906
1 мм
0,0394
1,0000
# 60
0,0400
1.0160
# 59
0,0410
1.0414
0,0410
1.0414
0
1,0668
# 57
0,0430
1,0922
1,1 мм
0,0433
1,1000
# 56
0.0465
1,1811
3/64 дюйма
0,0469
1,1906
1,2 мм
0,0472
1,2000
1,3 мм
0,0512
9 1,3000
0 0,0520
1,3208
# 54
0,0550
1,3970
1,4 мм
0,0551
1,4000
1,5 мм
0.0591
1,5000
# 53
0,0595
1,5113
1/16 дюйма
0,0625
1,5875
1,6 мм
0,0630
14
0 0,0635
1,6129
1,7 мм
0,0669
1,7000
# 51
0,0670
1,7018
# 50
0.0700
1,7780
1,8 мм
0,0709
1,8000
# 49
0,0730
1,8542
1,9 мм
0,0748
1,
44
0,0748
1,
44
1,9304
5/64 дюйма
0,0781
1,9844
# 47
0,0785
1,9939
2 мм
0.0787
2,0000
# 46
0,0810
2,0574
# 45
0,0820
2,0828
2,1 мм
0,0827
2,1 мм
0,0827
2,1000
4
2,1000
4
0
2,1844
2,2 мм
0,0866
2,2000
# 43
0,0890
2,2606
2,3 мм
0.0906
2.3000
# 42
0,0935
2,3749
3/32 дюйма
0,0938
2,3813
2,4 мм
0,0945
14
0,0960
2,4384
# 40
0,0980
2,4892
2,5 мм
0,0984
2,5000
# 39
0.0995
2.5273
# 38
0.1015
2.5781
2,6 мм
0.1024
2.6000
# 37
0.1040
1
0.1040
1
2.7000
# 36
0.1065
2.7051
7/64 дюйм
0.1094
2.7781
# 35
0.1100
2,7940
2,8 мм
0,1102
2,8000
# 34
0,1110
2,8194
# 33
0,1130
24
0,1130
24 2,8702
0,11301 4 2,8702 900
2,9000
# 32
0,1160
2,9464
3 мм
0,1181
3,0000
# 31
0.1200
3,0480
3,1 мм
0,1221
3,1000
1/8 дюйма
0,1250
3,1750
3,2 мм
0,1260
3,2000
0,1285
3,2639
3,3 мм
0,1299
3,3000
3,4 мм
0,1339
3,4000
# 29
0.1360
3,4544
3,5 мм
0,1378
3,5000
# 28
0,1405
3,5687
9/64 дюймов
0,1406
9/64 9/64 дюйма
0,1406
0,1417
3,6000
# 27
0,1440
3.6576
3,7 мм
0,1457
3,7000
# 26
0.1470
3,7338
# 25
0,1495
3,7973
3,8 мм
0,1496
3,8000
35 # 24
0,1520
3
0,1520
3,9000
# 23
0,1540
3,9116
5/32 дюйма
0,1563
3,9688
# 22
0.1570
3.9878
4 мм
0,1575
4,0000
# 21
0,1590
4,0386
# 20
0,1610
1 4,0894
0,1610
1 4,0894
4,0894
4,1000
4,2 мм
0,1654
4,2000
# 19
0,1660
4,2164
4,3 мм
0.1693
4,3000
# 18
0,1695
4,3053
11/64 дюйма
0,1719
4,3656
# 17
0,1730
4,3942
4,3942
4,3942
0,1732
4,4000
# 16
0,1770
4,4958
4,5 мм
0,1772
4,5000
# 15
0.1800
4,5720
4,6 мм
0,1811
4,6000
# 14
0,1820
4,6228
# 13
0,1850
4,6993
4444
4,7000
3/16 дюйма
0,1875
4,7625
4,8 мм
0,1890
4,8000
# 12
0.1890
4,8006
# 11
0,1910
4,8514
4,9 мм
0,1929
4,9000
# 10
0,1935
1 4,9143
0,1935
1 4,9149
0
4,9784
5 мм
0,1969
5,0000
# 8
0,1990
5,0546
5,1 мм
0.2008
5.1000
# 7
0.2010
5.1054
13/64 дюйма
0.2031
5.1594
# 6
0.2040
1 4,1816
0 мм 0.2047
5.2000
# 5
0.2055
5.2197
5,3 мм
0.2087
5.3000
# 4
0.2090
5,3086
5,4 мм
0,2126
5,4000
# 3
0,2130
5,4102
5,5 мм
0,2165
5,50003
0,2165
5,50003
900 0,2188
5,5563
5,6 мм
0,2205
5,6000
# 2
0,2210
5,6134
5,7 мм
0.2244
5,7000
# 1
0,2280
5,7912
5,8 мм
0,2284
5,8000
5,9 мм
0,2323
0,2323
5.9436
15/64 дюйма
0,2344
5,9531
6 мм
0,2362
6,0000
B
0.2380
6,0452
6,1 мм
0,2402
6,1000
C
0,2420
6,1468
6,2 мм
0,2441
6,2000
0,2441
6,2000
6,2000
6,3 мм
0,2480
6,3000
1/4 дюйма
0,2500
6,3500
E
0.2500
6,3500
6,4 мм
0,2520
6,4000
6,5 мм
0,2559
6,5000
F
0,2570
6,5278
0,2570
6,5278
6,5278
6,6000
G
0,2610
6,6294
6,7 мм
0,2638
6,7000
17/64 дюйм
0.2656
6,7469
H
0,2660
6,7564
6,8 мм
0,2677
6,8000
6,9 мм
0,2717
6,9 мм
0,2717
1
6,9000
7 мм
0,2756
7,0000
J
0,2770
7,0358
7,1 мм
0.2795
7,1000
K
0,2810
7,1374
9/32 дюйма
0,2813
7,1438
7,2 мм
0,2835
7,2000
0,2835
14 7,2000
7,3000
L
0,2900
7,3660
7,4 мм
0,2913
7,4000
M
0.2950
7,4930
7,5 мм
0,2953
7,5000
19/64 дюйма
0,2969
7,5406
7,6 мм
0,2992
7,620000
0,2992
7,620000
0,2992
7,620000
7,6708
7,7 мм
0,3032
7,7000
7,8 мм
0,3071
7,8000
7,9 мм
0.3110
7.9000
5/16 дюйма
0.3125
7.9375
8 мм
0.3150
8.0000
O
0.3160
мм
8,1000
8,2 мм
0,3228
8,2000
P
0,3230
8,2042
8,3 мм
0.3268
8,3000
21/64 дюйма
0,3281
8,3344
8,4 мм
0,3307
8,4000
Q
0,3320
8,4328
0,3320
1 8,4328
8,4328
0
8,5000
8,6 мм
0,3386
8,6000
R
0,3390
8,6106
8,7 мм
0.3425
8,7000
11/32 дюйма
0,3438
8,7313
8,8 мм
0,3465
8,8000
S
0,3480
2
S
0,3480
2
2
8,950
8.9000
9 мм
0.3543
9.0000
T
0.3580
9.0932
9.1 мм
0.3583
9.1000
23/64 дюйма
0.3594
9.1281
9.2 мм
0.3622
9.2000
9.3 мм
0.3661
0.3661
0
9,3472
9,4 мм
0,3701
9,4000
9,5 мм
0,3740
9,5000
3/8 дюйма
0.3750
9.5250
V
0.3770
9.5758
9.6 мм
0.3780
9.6000
9.7 мм 9.7 мм
0.3819
9.7 мм
0.3819
9.7 мм
0.3819
1
0 9,8000
W
0,3860
9,8044
9,9 мм
0,3898
9,9000
25/64 дюйма
0.3906
9,9219
10 мм
0,3937
10,0000
X
0,3970
10,0838
Y
0,4040
24 10,2616000
0,4040
24 10,2616000
10,3188
Z
0,4130
10,4902
10,5 мм
0,4134
10,5000
27/64 дюйм
0.4219
10.7156
11 мм
0,4331
11.0000
7/16 дюйма
0,4375
11.1125
11,5 мм
0,4528
11,5 мм
0,4531
11,5094
15/32 дюйма
0,4688
11,9063
12 мм
0,4724
12,0000
31/64 дюйма
0.4844
12.3031
12,5 мм
0,4921
12,5000
1/2 дюйма
0,5000
12.7000
13 мм
0,5118
14 13/0003
0,5156
13,0969
17/32 дюйма
0,5313
13,4938
13,5 мм
0,5315
13,5000
35/64 дюйма
0.5469
13,8906
14 мм
0,5512
14.0000
9/16 дюйма
0,5625
14,2875
14,5 мм
0,5709
14,5 мм
0,5709
0,5781
14,6844
15 мм
0,5906
15,0000
19/32 дюйма
0,5938
15.0813
39/64 дюйма
0.6094
15,4781
15,5 мм
0,6102
15,5000
5/8 дюйма
0,6250
15,8750
16 мм
0,6299
4
0,6299
16 мм
0,6406
16,2719
16,5 мм
0,6496
16,5000
17 мм
0,6693
17,0000
43/64 дюйма
0.6719
17,0656
11/16 дюйма
0,6875
17,4625
17,5 мм
0,6890
17,5000
45/64 дюйма
24 0,7031
45/64 дюйма
24 0,7031
45/64 дюйма
24 0,7031
0,7087
18,0000
23/32 дюйма
0,7188
18,2563
18,5 мм
0,7284
18,5000
47/64 дюйма
0.7344
18,6531
19 мм
0,7480
19.0000
3/4 дюйма
0,7500
19.0500
49/64 дюйма
0,7656
9
24 1
24
0,7677
19,5000
25/32 дюйма
0,7813
19,8438
20 мм
0,7874
20,0000
51/64 дюйма
0.7969
20.2406
20,5 мм
0,8071
20,5000
13/16 дюймов
0,8125
20,6375
21 мм
0,8268
12
0,8281
21,0344
27/32 дюйма
0,8438
21,4313
21,5 мм
0,8465
21,5000
55/64 0.
8594
21,8281
22 мм
0,8661
22,0000
7/8 дюйма
0,8750
22,2250
22,5 мм
0,8858
3
22,5 мм
0,8858
3
0,8906
22,6219
23 мм
0,9055
23,0000
29/32 дюйма
0,9063
23,0188
21/23 дюйма
0.9130
23,1913
59/64 дюйма
0,9219
23,4156
23,5 мм
0,9252
23,5000
15/16 дюйма
0,9375
15/16 дюйма
0,9375
5
0,9449
24,0000
61/64 дюйма
0,9531
24,2094
24,5 мм
0,9646
24,5000
31/32 дюйма
0.9688
24.6063
25 мм
0,9843
25.0000
63/64 дюйма
0,9844
25.0031
1 дюйм
1.0000
1.0000
25.4000 1.0039
25.5000
1 1/64 дюйма
1.0156
25.7969
26 мм
1.0236
26.0000
1 1/32 дюйма
1.0313
26.1938
26,5 мм
1.0433
26.5000
1 3/64 дюйма
1.0469
26.5906
1 1/16 дюйма
1.0625
27 мм
1.0630
27.0000
1 5/64 дюйма
1.0781
27.3844
27,5 мм
1.0827
27.5000
1 3/32 1 дюйм
0938
27.7813
28 мм
1.1024
28.0000
1 7/64 дюйма
1.1094
28.1781
28,5 мм
1.1221
28,5 мм
1.1221
8 дюймов
1,1250
28,5750
1 9/64 дюйма
1,1406
28,9719
29 мм
1,1417
29,0000
1 5/32 дюйма
1563
29,3688
29,5 мм
1,1614
29,5000
1 11/64 дюйма
1,1719
29,7656
30 мм
1,1811
30 мм
1,1811
16 дюймов
1,1875
30,1625
30,5 мм
1.2008
30,5000
1 13/64 дюймов
1.2031
30,5594
1 7/32 1
1 7/32
2188
30.9563
31 мм
1.2205
31.0000
1 15/64 дюйма
1.2344
31.3531
31,5 мм
1.2402
0
31,5 мм
1.2402
0
4 дюйма
1.2500
31.7500
32 мм
1.2598
32.0000
1 17/64 дюйма
1.2656
32.1469
32.5 мм
1.2795
32.5000
1 9/32 дюйма
1.2813
32,5438
1 19/64 дюйма
1.2969
32.9406
33 мм
9
1 5/16 дюйма
1,3125
33,3375
33,5 мм
1,3189
33,5000
1 21/64 дюйма
1,3281
33.7344
34 мм
1,3386
34,0000
1 11/32 дюйма
1,3438
34,1313
34,5 мм
1,3583
34,50003
1,3583
34,50003
1,3594
34,5281
1 3/8 дюйма
1,3750
34,9250
35 мм
1,3780
35,0000
1 25/64 дюйма
1.3906
35.3219
35,5 мм
1.3976
35.5000
1 13/32 дюйма
1.4063
35.7188
36 мм
1.4173
36 мм
1.4173
64 дюйма
1.4219
36.1156
36,5 мм
1.4370
36,5000
1 7/16 дюйма
1.4375
36,5125
24 1 29/64 1
24 1 29/64
4531
36.9094
37 мм
1.4567
37.0000
1 15/32 дюйма
1.4688
37.3063
37,5 мм
1.4764
37,5 мм
1.4764
1
04 37,5 мм
1.4764
1 900 64 дюйма
1.4844
37.7031
38 мм
1.4961
38.0000
1 1/2 дюйма
1.5000
38.1000
Вернуться наверх
Самый большой город штата в разгадывании кроссворда
Самый большой город штата в разгадывании кроссворда
Мы решили Крупнейший город в штате разгадку кроссворда и нашли решение для разгадки кроссворда «Самый большой город в штате».Пожалуйста, проверьте его ниже и посмотрите, совпадает ли он с тем, который у вас есть в сегодняшней головоломке.
Ниже приведен ключ к разгадке кроссвордов в самом большом городе штата, которые задаются в словаре кроссвордов, кроссвордах, загадках, газетных головоломках, решении кроссвордов, поиске слов в газете для решения кроссвордов, умных кроссвордах.
Если вы хотите проверить старые головоломки, мы рекомендуем вам посмотреть наш архив подсказок стр.
Самый большой город штата в разгадывании кроссворда
Ниже приведены возможные ответы на разгадку кроссворда. Самый большой город в штате.
Ответ на загадку OMAHA
Другие разгадки кроссвордов с похожими ответами
Язык Пакистана разгадка кроссворда 4 буквы URDU
Страна так называемого кроссворда «Тр разгадать 4 буквы» EIRE
Смерть большой антилопы за пределами города США разгадка кроссворда 5 букв ELAND
Язык современного римского кроссворда 7 букв ИТАЛЬЯНСКИЙ
Кроссворд в личной комнате для женщин, 7 букв BOUDOIR
Отсутствие определения, не очень подходит разгадка кроссворда, 4 буквы AGUE
Отсутствие понимания кроссворда 6 букв OBTUSE
Девушка отталкивает ищущего внимания? Вот разгадка кроссворда из 6 букв OILRIG
Самый большой остров Карибского моря разгадывает кроссворд из 4 букв КУБА
Смерть большой антилопы за пределами города США разгадка кроссворда 5 букв ELAND
Land o leprechauns кроссворд разгадка 4 буквы ERIN
Язык 366 миллионов разгадываний кроссвордов 5 букв HINDI
Отсутствует упаковка? Не увлекаясь, слышим разгадку кроссворда 9 букв НЕУПАКОВАННЫЙ
На обручальном кольце после ремонта пропали крупные бриллианты. Кроссворд 12 букв. ШИРОКИЙ ДИАПАЗОН
.
Штат Лафайет? разгадывать кроссворд 4 буквы ETAT
Снова метка, как разгадывать кроссворд, 6 букв ПЕРЕИМЕНОВАТЬ
Язык, на котором «k» и кроссворд разгадывают 5 букв ЧЕШСКИЙ
Крупнейший U.S. профсоюз: разгадывать кроссворд из 3 букв NEA
Посадка самолета абсолютно пустой разгадывать кроссворд 5 букв JETTY
Ключ для ноутбука кроссворд clue 3 буквы ESC
Отбивная из баранины или телятины из-за шеи разгадывает кроссворд из 6 букв КОТЛЕТ
Сложенная разгадка кроссворда 4 буквы ABED
Лидер лейбористов Ch разгадывать кроссворд 5 букв CESAR
Большой военный корабль разгадка кроссворда 7 букв CARRIER
Дамы под давлением сперва разгадывают кроссворд из 5 букв ЛЮПИН
Ламбаст словесно разгадывать кроссворд 3 буквы RIP
Большой красный кабанчик с разгадыванием кроссворда, 5 букв DUROC
Лагерная самка несколько пожалела об алкоголизме, разгадав разгадку кроссворда из 7 букв ЛАДЕТТА
Ягнята склонны оставаться в середине кроссворда. Подсказка 7 букв EANLING
В отсутствие конкуренции крупная организация после работы села разгадывать кроссворд 9 букв НЕОПРЕДЕЛЕНА
Большой кошачий кроссворд, 6 букв JAGUAR
Отсутствие разгадки кроссворда 5 букв CRASS
Учителя языка приветствуют приветствием из страны Оз? разгадывать кроссворд 5 букв ИРЛАНДСКИЙ
Язык, требующий разъяснения — простой английский! разгадывать кроссворд из 6 букв НЕПАЛИ
Дом в аэропортах Ламберта: разгадка кроссворда, 3 буквы STL
Большая таверна в европейской столице разгадывать кроссворд 7 букв ТАЛЛИНН
Кроссворд для рабочего, 5 букв NAVVY
Большой зал разгадывать кроссворд 4 буквы SALA
Кроссворд большой кулик 8 букв REDSHANK
Обработка земли Кроссворд на склоне 5 букв НАКЛОН
Кроссворд с отворотом 11 букв BOUTONNIERE
Язык южной Индии разгадывать кроссворд 5 букв ХИНДИ
Ladys адрес кроссворд разгадка 5 букв МАДАМ
Абажур, возможно разгадка кроссворда 4 буквы ECRU
Ажурные оборки кроссворд-разгадка 6 букв ИЗОБРАЖЕНИЯ
Кроссворд с птичкой-жаворонком, 5 букв ПИПИТ
Ларри или Луиза о разгадывании кроссворда «Бьюит», 4 буквы TATE
Обозначить эту одежду? Это не работа для мисс Уортингтон разгадывать кроссворд, 8 букв ТЕСТАЖ
Набери разгадку кроссворда из 6 букв ASSAIL
Разгадка кроссворда 5 букв ENNUI
Большой разгадочный кроссворд с обезьяной, 7 букв GORILLA
Кроссворд-разгадка 6 букв АНЕМИЯ
Л.A. Должностные лица взяли новую цель на буровую площадку Allenco около USC
В соответствии с новым планом, обнародованным в мэрии, чиновники могут попытаться заблокировать открытие нефтяного месторождения в Южном Лос-Анджелесе, соседи которого когда-то жаловались на тошноту, носовые кровотечения и другие недуги.
Идея зародилась в прошлом году, когда член совета Жиль Седильо сказал, что хочет, чтобы город использовал редко используемые полномочия в соответствии со своим муниципальным кодексом, чтобы отменить «районы бурения нефтяных скважин», которые больше не действовали. Такие районы охватывают территории, на которых бурение нефти и газа разрешено городом.
Седильо специально следил за производственной площадкой Allenco Energy Inc., которая прекратила свою деятельность почти пять лет назад из-за протеста общественности.
Федеральное и местное расследование было начато, и чиновники по охране окружающей среды почувствовали тошноту от испарений во время посещения места примерно в полумиле к северу от USC. После закрытия предприятия Allenco компания City Atty. Майк Фойер подал в суд и получил постановление суда, обязывающее Allenco выполнять новые требования, если она хочет возобновить свою деятельность.
Это не успокоило общественных активистов, которые призвали Римско-католическую архиепископию Лос-Анджелеса, которой принадлежит территория Университетского парка, закрыть его навсегда.
Если он откроется снова, «мы полностью ожидаем, что жители района по-прежнему будут болеть», — сказал Рабея Сен, директор по политике некоммерческой организации Esperanza Community Housing.
В недавно опубликованном отчете нефтяной администратор Удуак-Джо Нтук сказал, что район бурения, охватывающий площадку Allenco, не соответствует требованиям города по прекращению работ из-за бездействия, как первоначально предлагал Седильо. Однако Нтук сказал, что в соответствии с Уставом города члены совета могут просто отменить буровой участок.
Комитет городского совета Лос-Анджелеса, занимающийся вопросами энергетики и окружающей среды, во вторник проголосовал за эту идею и отправил ее на утверждение в совет. Седильо сказал, что этот шаг запустит сложный процесс, который потенциально может предотвратить нефтяные операции на объекте Allenco, но он надеется, что город сможет найти более простое решение.
«Я предпочитаю вести переговоры о решении, которое может подписать каждый, а не увязываться в бюрократическом процессе», — сказал Седильо, предполагая, что участок можно перепрофилировать под жилье.
Allenco не ответила на электронные письма с просьбой прокомментировать это предложение. Архиепископия заявила, что в соответствии с арендным договором с компанией, она не имеет права закрывать сайт, несмотря на публичные заявления Нтук о том, что организация может расторгнуть договор аренды.
Тем не менее, «мы работаем с городом и Allenco, чтобы найти альтернативное использование для сайта, которое отвечает наилучшим интересам сообщества, владельцев лицензионных отчислений и всех других заинтересованных сторон», — сказал Итцель Магана, менеджер по связям с общественностью и СМИ. архиепископия.
Комитет также предварительно поддержал планы во вторник по запуску новой системы ежегодных инспекций нефтегазовых объектов в Лос-Анджелесе. Ntuk утверждал в своем отчете, что такая программа поможет предотвратить утечки и разливы, снизить риск поломки оборудования и обеспечить соответствие объектов правилам безопасности.
Городу мешает децентрализованная система проверок, проводимых различными ведомствами, у которых нет четких способов координации друг с другом, пишет Нтук.Согласно предложенной программе, городские инспекторы будут посещать нефтяные и газовые скважины и производственные объекты, проверять, что участки эксплуатируются в соответствии с требованиями города, и отслеживать разрешения и другие записи для каждого объекта.
Член городского совета Пол Корец сказал, что в то время как другие агентства уже инспектируют нефтегазовые объекты, он думал, что они «падали на работе».
«Им не нужно жить с ошибками в Лос-Анджелесе — мы живем», — сказал Корец.
Эта идея натолкнула на вопрос, действительно ли L.А. мог выйти за рамки своих законных полномочий. В письме к городским властям компания Southern California Gas Co. заявила, что ее объекты не будут подвергаться новой системе инспекций, поскольку это коммунальное предприятие, регулируемое Комиссией по коммунальным предприятиям Калифорнии, что «не позволяет городу вводить новые или дополнительные положения »на своих объектах.
Нтук сказал членам комитета, что город все еще изучает эти проблемы.
Рок Зирман, исполнительный директор California Independent Petroleum Assn., заявил во вторник в своем заявлении, что отрасль «уже находится в рамках самых жестких правил в стране», но что его группа была открыта для города, присоединяющегося к другим правительственным учреждениям для проверки объектов, при условии, что предлагаемые изменения были полностью проверены публично.
На встрече во вторник другие участники выразили озабоченность ужесточением городских правил в отношении отрасли.
 Чем точнее будет выполнена присадка, тем качественнее будет в итоге собрана мебель. Так как доступа к промышленным сверлильно-присадочным станкам у домашних мастеров нету, приходиться использовать то что есть в свободном доступе. Давайте рассмотрим некоторые мебельные соединения и способы их присадки на примере применения продукции компании W.P.W. Engineering.
Чем точнее будет выполнена присадка, тем качественнее будет в итоге собрана мебель. Так как доступа к промышленным сверлильно-присадочным станкам у домашних мастеров нету, приходиться использовать то что есть в свободном доступе. Давайте рассмотрим некоторые мебельные соединения и способы их присадки на примере применения продукции компании W.P.W. Engineering.

 Сверла для присадочных станков имеют стандартные хвостовики, диаметром 10 мм с лыской. К сожалению данную фрезу невозможно поставить в ручной фрезер, так как стандартные цанги для ручных фрезеров 6, 8 и 12 мм. Компания W.P.W. Engineering адаптировала данное сверло для использования в обычном фрезере при помощи переходника серии TA. Переходники имеют посадочное гнездо под хвостовик 10мм с двумя стопорными винтами для фиксации сверла и хвостовик под 6, 8 и 12мм в метрической системе и 1/4″ и 1/2″ в дюймовой. Данный переходник позволяет поставить профессиональное сверло в обычный ручной погружной фрезер и использовать его для сверления глухих отверстий в ДСП (ЛДСП). То есть при помощи данных инструментов и приспособлений мы можем получить «mini сверлильно-присадочных станок». Для сверления фрезером лучше подойдут сверла длиной 56,5 мм (серия MPK ХХ07), это связано с использованием адаптера и рабочим ходом фрезы. При нехватки вылета базы, можно сделать прокладку с необходимым размером для базы фрезера.
Сверла для присадочных станков имеют стандартные хвостовики, диаметром 10 мм с лыской. К сожалению данную фрезу невозможно поставить в ручной фрезер, так как стандартные цанги для ручных фрезеров 6, 8 и 12 мм. Компания W.P.W. Engineering адаптировала данное сверло для использования в обычном фрезере при помощи переходника серии TA. Переходники имеют посадочное гнездо под хвостовик 10мм с двумя стопорными винтами для фиксации сверла и хвостовик под 6, 8 и 12мм в метрической системе и 1/4″ и 1/2″ в дюймовой. Данный переходник позволяет поставить профессиональное сверло в обычный ручной погружной фрезер и использовать его для сверления глухих отверстий в ДСП (ЛДСП). То есть при помощи данных инструментов и приспособлений мы можем получить «mini сверлильно-присадочных станок». Для сверления фрезером лучше подойдут сверла длиной 56,5 мм (серия MPK ХХ07), это связано с использованием адаптера и рабочим ходом фрезы. При нехватки вылета базы, можно сделать прокладку с необходимым размером для базы фрезера.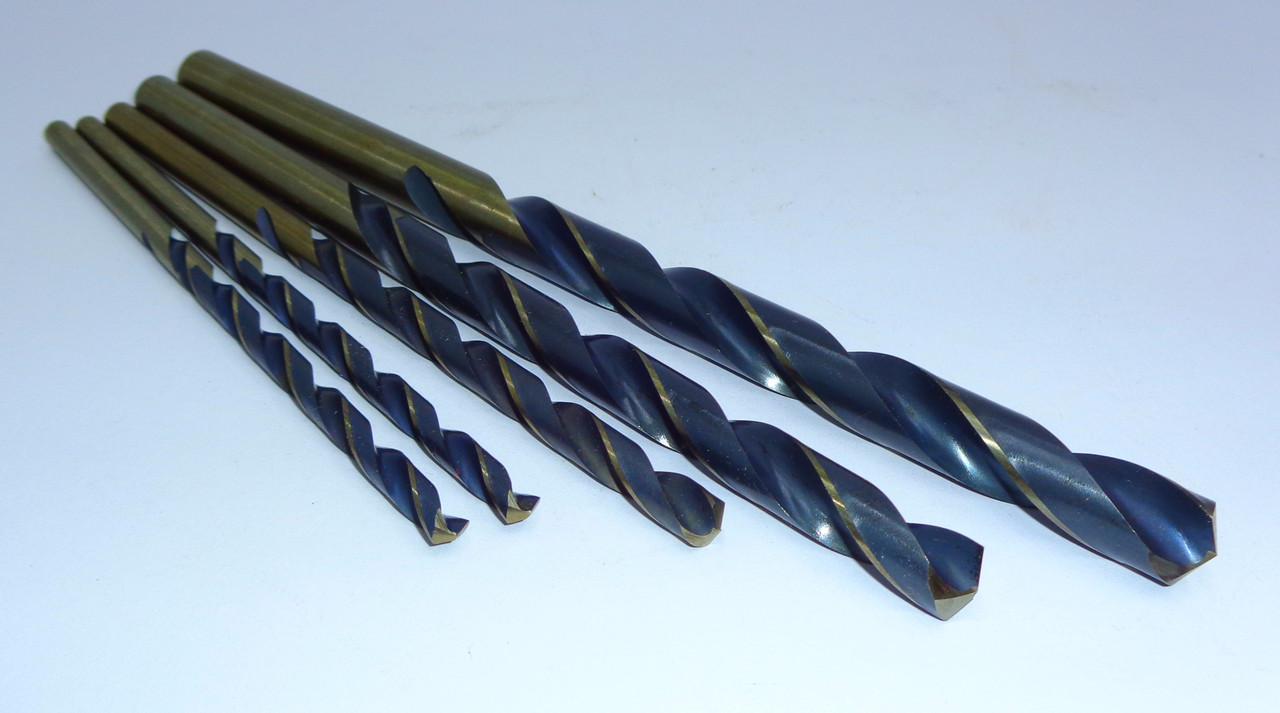

 и дрелью Boсsh PSB 650RE, сверло MPK2017 Ø20мм.
и дрелью Boсsh PSB 650RE, сверло MPK2017 Ø20мм. Проблему можно решить путем правки лезвия зенковки, но исходя из опыта использования «no name» сверл, это необходимо делать очень часто, чтобы гарантировать хороший результат. Сверло W.P.W. все три отверстия делает без сколов и с большой скоростью. Результаты теста можно посмотреть на фото ниже.
Проблему можно решить путем правки лезвия зенковки, но исходя из опыта использования «no name» сверл, это необходимо делать очень часто, чтобы гарантировать хороший результат. Сверло W.P.W. все три отверстия делает без сколов и с большой скоростью. Результаты теста можно посмотреть на фото ниже. Какие сверла по металлу самые лучшие. Как выбрать, обзор производителей. Маркировка спирального сверла: значение букв
Какие сверла по металлу самые лучшие. Как выбрать, обзор производителей. Маркировка спирального сверла: значение букв  п.
п.
 Последующие буквы и цифры определяют наличие и количество легирующих веществ. К примеру, K6 означает, что сплав содержит 6 частей кобальта, способствующего теплостойкости. M4 – наличие 4 частей молибдена.
Последующие буквы и цифры определяют наличие и количество легирующих веществ. К примеру, K6 означает, что сплав содержит 6 частей кобальта, способствующего теплостойкости. M4 – наличие 4 частей молибдена. Производятся из стали НSS. Обладает частыми зубьями. Отлично подойдут для создания отверстий более 30 мм в диаметре. Но подходит лишь для тонкого металла.
Производятся из стали НSS. Обладает частыми зубьями. Отлично подойдут для создания отверстий более 30 мм в диаметре. Но подходит лишь для тонкого металла.
 Имеют повышенную стойкость, позволяют обрабатывать особо твердые детали. Чем же отличаются кобальтовые сверла от обычных? Чаще всего маркировкой. Например, наличие надписи P6M5К5 свидетельствует о наличии кобальта в составе, об усиленной структуре. Стоимость в несколько раз больше, чем у обычных.
Имеют повышенную стойкость, позволяют обрабатывать особо твердые детали. Чем же отличаются кобальтовые сверла от обычных? Чаще всего маркировкой. Например, наличие надписи P6M5К5 свидетельствует о наличии кобальта в составе, об усиленной структуре. Стоимость в несколько раз больше, чем у обычных. К тому же экономически целесообразны во время обрабатывания больших отверстий, т.к. цена существенно ниже твердосплавного аналога или со сменными пластинами.
К тому же экономически целесообразны во время обрабатывания больших отверстий, т.к. цена существенно ниже твердосплавного аналога или со сменными пластинами.

 Существует несколько типов хвостиков спиральных сверл — конические, шестигранные и цилиндрические. Конические вставляют напрямую в станок, цилиндрические — в специальный патрон.
Существует несколько типов хвостиков спиральных сверл — конические, шестигранные и цилиндрические. Конические вставляют напрямую в станок, цилиндрические — в специальный патрон.
 Диаметр сверл — от 3мм (имеют крестовую заточку по стандарту DIN 1412 C). Сверла имеют угол заточки 130°. В зависимости от конкретной модели имеют покрытия нитрида титана, алюмонитрида титана и т.д.
Диаметр сверл — от 3мм (имеют крестовую заточку по стандарту DIN 1412 C). Сверла имеют угол заточки 130°. В зависимости от конкретной модели имеют покрытия нитрида титана, алюмонитрида титана и т.д.
 Имеет цилиндрический хвостовик. По классу прочности относится к категории А1. Использование кобальта (5%) в изготовлении придает этому сверлу дополнительную прочность и устойчивость к износу.
Имеет цилиндрический хвостовик. По классу прочности относится к категории А1. Использование кобальта (5%) в изготовлении придает этому сверлу дополнительную прочность и устойчивость к износу. Виды сверл по металлу отличаются наличием двух продольных канавок, которые отводят стружку в сторону, а также особым углом заточки. Впрочем, корончатые и конусные сверла по металлу выпадают из этого ряда.
Виды сверл по металлу отличаются наличием двух продольных канавок, которые отводят стружку в сторону, а также особым углом заточки. Впрочем, корончатые и конусные сверла по металлу выпадают из этого ряда.


 Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.
Изделия из Китая традиционно проигрывают по качеству, хотя и более доступны.


 к. сетка размеров этого инструмента очень широка – главное знать, какой именно размер вам нужен.
к. сетка размеров этого инструмента очень широка – главное знать, какой именно размер вам нужен.






 Срок работы такого инструмента измеряется годами.
Срок работы такого инструмента измеряется годами.
 Одним из них является кобальт. Он придает инструменту высокую прочность, устойчивость к деформации и термическому воздействию.
Одним из них является кобальт. Он придает инструменту высокую прочность, устойчивость к деформации и термическому воздействию.